EP1364087B1 - Installation de production de nappes fibreuses non tissees par jets de fluide sans marque visible - Google Patents
Installation de production de nappes fibreuses non tissees par jets de fluide sans marque visible Download PDFInfo
- Publication number
- EP1364087B1 EP1364087B1 EP01980607A EP01980607A EP1364087B1 EP 1364087 B1 EP1364087 B1 EP 1364087B1 EP 01980607 A EP01980607 A EP 01980607A EP 01980607 A EP01980607 A EP 01980607A EP 1364087 B1 EP1364087 B1 EP 1364087B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- installation according
- jets
- web
- conveyor
- installation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000009434 installation Methods 0.000 title claims abstract description 18
- 239000004753 textile Substances 0.000 title abstract description 4
- 239000012530 fluid Substances 0.000 title description 6
- 230000010355 oscillation Effects 0.000 claims description 22
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 17
- 230000003534 oscillatory effect Effects 0.000 claims 5
- 239000000835 fiber Substances 0.000 description 7
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 6
- 230000008034 disappearance Effects 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000011282 treatment Methods 0.000 description 3
- 238000007596 consolidation process Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 235000011121 sodium hydroxide Nutrition 0.000 description 2
- 238000009987 spinning Methods 0.000 description 2
- 206010063493 Premature ageing Diseases 0.000 description 1
- 208000032038 Premature aging Diseases 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 238000009991 scouring Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H18/00—Needling machines
- D04H18/04—Needling machines with water jets
Definitions
- the invention relates to an improvement made to the installations for producing fibrous nonwoven webs whose cohesion is obtained by intermingling the fibers in the thickness of said web through the action of fluid jets, and more particularly jets of water, of small diameter and having a high speed.
- the US-A-3,906,130 relates to a perforated nonwoven.
- the oscillations are intended to promote the transverse deposition of the filaments and the formation of filament loops.
- FIG. 5 of this document also shows that the bodies delivering the jets of water (item 36) intended for the consolidation of the filament layer are placed on a non-oscillating conveyor 15 independent of the oscillating conveyor 1 on which the filaments are deposited.
- the inventor specifies that the equipment 33, 34 and 35 disposed above the conveyor 1 are impregnating nozzles of a caustic soda solution for "scouring" treatment.
- This treatment with caustic soda can in no way be assimilated to consolidation by water jets, in other words to a hydraulic entanglement of the fibers. It is usually carried out at pressures not exceeding 5 bar and by flat or conical jets.
- the US-A-4,252,590 relates to a method of forming a web of continuous filaments whose transverse properties are improved by a transverse displacement of the support 3.
- the US-A-3 833 438 discloses a particular "wet" spinning system in which the extruded and coagulated filaments are received on a conveyor driven by a transverse oscillation movement.
- markers 29 and 30 correspond to impregnation systems for acidic or basic chemical treatments as is practiced on filament webs after spinning them.
- the water jets used to interleave the fibers leave visible marks on the surface of the nonwovens.
- Vibrations transmitted to hydraulic equipment cause premature aging of equipment and hazards for personnel.
- the present invention relates to a facility for producing nonwoven fibrous webs for entangling the fibers of a nonwoven web by means of jets of water without having visible marks and impressions of the water jets in and on the surface of nonwoven webs and without the need to move hydraulic equipment.
- the invention relates to a plant for producing nonwoven fibrous webs comprising a conveyor on a strand from which a nonwoven fibrous web passes under an injector which projects onto the sheet water jets suitable for hydroentangling and preferably above a box communicating with a source of depression.
- the oscillation techniques of the injector like that of the conveyor, have the disadvantage of moving very large masses in motion.
- the injector weighs between 1000 and 1500 kg. Devices for moving such large masses are extremely expensive.
- the installation is such that the fibrous web passes between the injector and a box communicating with a source of depression and the means is arranged to give the movement of oscillation at the caisson.
- the oscillation movement may be purely perpendicular to the direction of movement of the strand but it may also be inclined with respect to this direction, the essential point being that there is a component of the oscillation motion which is perpendicular to the direction of motion. displacement of the strand and the direction of the jets which is most often vertical.
- the frequency in Hz represents from 2 to 20 times the speed of the sheet expressed in m / min, this speed of the sheet being preferably between 5 and 50 m / min.
- the number of jets be between 12 and 77 jets / cm of the portion of the web receiving the jet.
- the fluid sprayed by the injector is a liquid and in particular water.
- the jets project fluids at a pressure which is preferably between 20 and 600 bar.
- the jets are cylindrical and come from nozzles with a diameter of 80 to 170 microns to give jets of the same shape and diameter.
- the box is suspended mounted on resilient means including springs or silent blocks.
- the conveyor is usually a metal or plastic endless conveyor and the fluid can pass through the conveyor.
- injectors are associated with one and the same box.
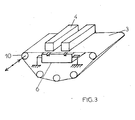
- the figure 3 illustrates a variant.
- a fibrous nonwoven web (not shown) passes. ) whose fibers should be better entangled.
- there are two benches 4 of injectors providing jets of water at 300 bars with a diameter of 120 ⁇ . These jets are directed vertically on the web 3 and in the part above the injectors 4 there are fifty jets per centimeter of the web.
- Below the strand 3, and facing the injector 4 is mounted spring 5 a box 6 communicating with a source 7 of vacuum.
- the caisson is animated, by means represented at figure 2 , an oscillation movement symbolized by the horizontal double arrow F and perpendicular to the direction of movement of the strand 3.
- the amplitude of the oscillations is 4 mm.
- the box performs fifty oscillations per second.
- the oscillation movement is obtained by a connecting rod device 8 and crank 9 rotated by a motor which is not shown.
- the oscillation movement is communicated to a roller 10 for returning the strand 3 of the conveyor 1 by a piston vibrator.
Description
- L'invention concerne un perfectionnement apporté aux installations permettant la réalisation de nappes fibreuses non tissées dont la cohésion est obtenue par entremêlement des fibres dans l'épaisseur de ladite nappe grâce à l'action de jets de fluide, et plus particulièrement de jets d'eau, de petit diamètre et ayant une grande vitesse.
- Le
US-A-3 906 130 concerne un non tissé perforé. D'autre part, dans ce document, les oscillations sont destinées à favoriser le dépôt transversal des filaments et la formation de boucles de filaments. - La figure 5 de ce document montre par ailleurs que les organes délivrant les jets d'eau (repère 36) destinés à la consolidation de la nappe de filaments sont placés sur un convoyeur non oscillant 15 indépendant du convoyeur oscillant 1 sur lequel sont déposés les filaments. L'inventeur précise bien que les équipements 33, 34 et 35 disposés au dessus du convoyeur 1 sont des buses d'imprégnation d'une solution de soude caustique pour un traitement "scouring". Ce traitement à la soude caustique ne peut en aucun cas être assimilé à une consolidation par jets d'eau, autrement dit à un enchevêtrement hydraulique des fibres. II s'effectue habituellement à des pressions ne dépassant pas 5 bars et par des jets plats ou coniques.
- Enfin, aucune mention n'est faite d'une disparition des marques des jets, ce qui va de soi puisque les organes délivrant les jets d'eau ayant pour but la consolidation des filaments par enchevêtrement hydraulique sont installés sur un convoyeur non oscillant.
- Le
US-A-4 252 590 concerne un procédé de formation d'une nappe de filaments continus dont les propriétés transversales sont améliorées par un déplacement transversal du support 3. - Ce document explique qu'une augmentation de la résistance transversale de la nappe est obtenue si le support est lui même animé d'un mouvement transversal.
- A aucun moment, ce document ne mentionne l'utilisation de jets d'eau pour réaliser un enchevêtrement hydraulique des filaments ni encore moins une quelconque disparition des lignes laissées par les jets d'eau dans la nappe de filaments.
- Le
US-A-3 833 438 décrit un système particulier de filature dite "au mouillé" dans lequel les filaments extrudés et coagulés sont réceptionnés sur un convoyeur animé d'un mouvement d'oscillation transversal. - Il est bien précisé que sur la
figure 1 , les repères 29 et 30 correspondent à des systèmes d'imprégnation pour des traitements chimiques acides ou basiques comme cela se pratique sur des nappes de filaments après filature de ceux-ci. - Ce document ne fait pas mention de l'utilisation de jets d'eau pour réaliser un enchevêtrement hydraulique des filaments, et encore moins d'une quelconque disparition des lignes laissées par les jets d'eau dans la nappe de filaments.
- Il a été proposé depuis fort longtemps, ainsi que cela ressort de l'
US-A-3.214.819 et de l'US-A-3.508.308 , de réaliser des nappes textiles non tissées dans lesquelles la cohésion est donnée par l'entrelacement des fibres élémentaires entre elles, entrelacement obtenu par l'action de jets d'eau sous pression qui agissent sur la structure fibreuse et permettent de réorienter une partie des fibres constituant la nappe dans le sens de l'épaisseur. - Les jets d'eau utilisés pour obtenir l'entrelacement des fibres laissent des empreintes visibles sur la surface des non tissés.
- Il a déjà été envisagé, ainsi que cela ressort de l'
US-3.493.462 , d'imprimer des oscillations aux jets d'eau pour obtenir des non tissés sans marques et sans motifs visibles. - Les vibrations transmises au matériel hydraulique engendrent un vieillissement prématuré des équipements et des dangers pour le personnel.
- La présente invention vise une installation de production de nappes fibreuses non tissées permettant de réaliser l'enchevêtrement des fibres d'une nappe non tissée au moyen de jets d'eau sans avoir de marques et d'empreintes visibles des jets d'eau dans et à la surface des nappes non tissées et sans pourtant nécessiter de mettre en mouvement du matériel hydraulique.
- L'invention a pour objet une installation de production de nappes fibreuses non tissées comprenant un convoyeur sur un brin duquel une nappe fibreuse non tissée passe sous un injecteur qui projette sur la nappe des jets d'eau propres à l'hydroenchevêtrer et de préférence au-dessus d'un caisson communiquant avec une source de dépression. Suivant l'invention, il est prévu un moyen destiné à donner au convoyeur un mouvement d'oscillation au moins en partie transversal par rapport à la direction de déplacement du brin.
- Bien que le convoyeur soit déjà animé d'un mouvement et qu'il soit plus difficile de lui communiquer un mouvement d'oscillation supplémentaire qu'à l'injecteur, l'invention passe outre à ce préjugé, en faisant cependant osciller le convoyeur, parce que l'on a maintenant compris qu'un injecteur en tant que pièce hydraulique peut vieillir prématurément et être sujet à se fissurer lorsqu'il est soumis à des vibrations, et, qu'en raison des grandes pressions mises en jeu, son déplacement répété est susceptible de provoquer des fuites dangereuses de fluide.
- Les techniques d'oscillation de l'injecteur, comme celle du convoyeur, présentent l'inconvénient de mettre en mouvement des masses très grandes. L'injecteur pèse entre 1000 et 1500 kg. Les dispositifs permettant de mettre en mouvement des masses aussi grandes sont extrêmement coûteux.
- C'est pourquoi, suivant un mode de réalisation préféré de beaucoup, l'installation est telle que la nappe fibreuse passe entre l'injecteur et un caisson communiquant avec une source de dépression et le moyen est agencé de manière à donner le mouvement d'oscillation au caisson.
- Sous l'effet de la dépression qui règne dans le caisson, le convoyeur s'y applique et en suit le mouvement. On a trouvé ainsi un moyen très simple de donner au convoyeur et donc à la nappe fibreuse qui y est plaquée par l'effet de la dépression un mouvement d'oscillation en laissant fixe l'injecteur. II est bien plus facile de donner un mouvement d'oscillation à un caisson essentiellement vide et donc peu pesant qu'à l'injecteur ou même directement au convoyeur.
- Le mouvement d'oscillation peut être purement perpendiculaire à la direction de déplacement du brin mais il peut être aussi incliné par rapport à cette direction, l'essentiel étant qu'il existe une composante du mouvement d'oscillation qui est perpendiculaire à la direction de déplacement du brin et à la direction des jets qui est le plus souvent vertical.
- On a obtenu de bons résultats pour une amplitude des oscillations comprise entre 0,2 et 5 mm et pour un nombre d'oscillations de 5 à 100 à la seconde.
- De préférence, la fréquence en Hz représente de 2 à 20 fois la vitesse de la nappe exprimée en m/mn, cette vitesse de la nappe étant de préférence comprise entre 5 et 50 m/mn.
- On préfère que le nombre de jets soit compris entre 12 et 77 jets/cm de la partie de la nappe recevant le jet.
- On préfère que le fluide projeté par l'injecteur soit un liquide et notamment de l'eau. Les jets projettent des fluides à une pression qui est de préférence comprise entre 20 et 600 bars. Les jets sont cylindriques et issus de buses d'un diamètre de 80 à 170 microns pour donner des jets de même forme et diamètre.
- Suivant un mode de réalisation, le caisson est monté suspendu sur des moyens élastiques notamment sur ressorts ou sur silent blocks.
- Le convoyeur est habituellement un convoyeur sans fin métallique ou en matière plastique et le fluide peut passer à travers le convoyeur.
- Suivant un mode de réalisation plusieurs injecteurs sont associés à un seul et même caisson. Le fait qu'un seul caisson oscillant se trouve en dessous de plusieurs injecteurs, notamment de deux ou trois injecteurs, permet de ne pas avoir deux caissons animés de leur propre mouvement, ce qui pourrait créer des harmoniques néfastes.
- Aux dessins annexés, donnés uniquement à titre d'exemple :
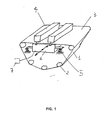
- La
figure 1 est une vue schématique en perspective d'une installation suivant l'invention ; et - La
figure 2 illustre un moyen destiné à donner au caisson un mouvement d'oscillation. - La
figure 3 illustre une variante. - L'installation suivant l'invention qui permet de produire des nappes fibreuses non tissées sans marque par brouillage du lignage comprend un convoyeur 1 sans fin passant sur des rouleaux 2 et comportant un brin 3 supérieur sur lequel passe une nappe fibreuse non tissée (non représentée) dont il convient de mieux enchevêtrer les fibres. A cet effet, il est prévu deux bancs 4 d'injecteurs fournissant.des jets d'eau sous 300 bars d'un diamètre de 120 µ. Ces jets sont dirigés verticalement sur la nappe 3 et dans la partie à l'aplomb des injecteurs 4 il y a cinquante jets par centimètre de la nappe. En dessous du brin 3, et en regard de l'injecteur 4, est monté sur ressort 5 un caisson 6 communiquant avec une source 7 de vide. Le caisson est animé, par des moyens représentés à la
figure 2 , d'un mouvement d'oscillation symbolisé par la double flèche F horizontale et perpendiculaire au sens de déplacement du brin 3. L'amplitude des oscillations est de 4 mm. Le caisson effectue cinquante oscillations à la seconde. - Le mouvement d'oscillation est obtenu par un dispositif à bielle 8 et manivelle 9 entraîné en rotation par un moteur qui n'est pas représenté.
- Bien entendu, on pourrait utiliser d'autres moyens pour donner au caisson un mouvement d'oscillation par exemple un vibrateur rotatif, un vibrateur linéaire à piston ou un mécanisme à excentrique.
- A la
figure 3 , le mouvement d'oscillation est communiqué à un rouleau 10 de renvoi du brin 3 du convoyeur 1 par un vibrateur à piston.
Claims (12)
- Installation de production de nappes fibreuses non tissées, comprenant un convoyeur (1) sur un brin (3) duquel une nappe fibreuse non tissée passe sous un injecteur (4) qui projette sur la nappe, des jets d'eau propres à l'hydroenchevêtrer caractérisée par un moyen (8, 9) destiné à donner au convoyeur (1) un mouvement (F) d'oscillation au moins en partie transversal par rapport à la direction de déplacement du brin (3).
- Installation suivant la revendication 1, caractérisée en ce que le moyen est agencé de manière à donner le mouvement d'oscillation à un rouleau (10) de renvoi du convoyeur (1).
- Installation suivant la revendication 1, caractérisée en ce que la nappe fibreuse passe entre l'injecteur (4) et un caisson (6) communiquant avec une source (7) de dépression et le moyen (8, 9) est agencé de manière à donner le mouvement d'oscillation au caisson (6).
- Installation suivant l'une des revendications 1 à 3, caractérisée par une amplitude des oscillations de 0,2 à 5 mm.
- Installation suivant l'une des revendications 1 à 4 ou 2, caractérisée par un nombre de mouvements d'oscillation à la seconde de 5 à 100.
- Installation suivant l'une des revendications précédentes, caractérisée par une fréquence en Hz du mouvement d'oscillation représentant de 2 à 20 fois la vitesse de la nappe en m/mn.
- Installation suivant l'une des revendications précédentes, caractérisée par une vitesse de la nappe comprise entre 5 et 50 m/mn.
- Installation suivant l'une des revendications précédentes, caractérisée par une pression des jets comprise entre 20 et 600 bars.
- Installation suivant l'une des revendications précédentes, caractérisée par un nombre de jets compris entre 12 et 77 jets par centimètre de la partie de la nappe du brin en regard de l'injecteur.
- Installation suivant l'une des revendications 3 à 9, caractérisée en ce que le caisson (6) est monté suspendu sur des moyens (5) élastiques.
- Installation suivant l'une des revendications 3 à 9, caractérisée en ce qu'un seul et même caisson est associé à plusieurs injecteurs.
- Installation suivant l'une des revendications précédentes, caractérisée par des jets cylindriques d'un diamètre compris entre 80 et 170 microns.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0100526 | 2001-01-16 | ||
| FR0100526A FR2819527B1 (fr) | 2001-01-16 | 2001-01-16 | Installation de production de nappes fibreuses non tissees par jets de fluide sans marque visible |
| PCT/FR2001/003250 WO2002055777A1 (fr) | 2001-01-16 | 2001-10-19 | Installation de production de nappes fibreuses non tissees par jets de fluide sans marque visible |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1364087A1 EP1364087A1 (fr) | 2003-11-26 |
| EP1364087B1 true EP1364087B1 (fr) | 2008-07-23 |
Family
ID=8858861
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01980607A Expired - Lifetime EP1364087B1 (fr) | 2001-01-16 | 2001-10-19 | Installation de production de nappes fibreuses non tissees par jets de fluide sans marque visible |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7178210B2 (fr) |
| EP (1) | EP1364087B1 (fr) |
| AT (1) | ATE402282T1 (fr) |
| DE (1) | DE60135025D1 (fr) |
| ES (1) | ES2307658T3 (fr) |
| FR (1) | FR2819527B1 (fr) |
| WO (1) | WO2002055777A1 (fr) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009531563A (ja) * | 2006-03-28 | 2009-09-03 | ノース・キャロライナ・ステイト・ユニヴァーシティ | 水流交絡加工繊維における噴流線条を減少させるためのシステムおよび方法 |
| WO2019222991A1 (fr) * | 2018-05-25 | 2019-11-28 | The Procter & Gamble Company | Procédé de production de non-tissé et appareil approprié |
| CN112088230B (zh) | 2018-05-25 | 2023-10-27 | 宝洁公司 | 非织造布及其生产方法和设备 |
| CN109487442B (zh) * | 2018-11-30 | 2023-11-10 | 山东昌诺新材料科技有限公司 | 一种用于摆动式正反水平带式水刺机的水刺头 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3214819A (en) * | 1961-01-10 | 1965-11-02 | Method of forming hydrauligally loomed fibrous material | |
| US3493462A (en) * | 1962-07-06 | 1970-02-03 | Du Pont | Nonpatterned,nonwoven fabric |
| US3620903A (en) * | 1962-07-06 | 1971-11-16 | Du Pont | Lightweight nonpatterned nonwoven fabric |
| US3508308A (en) * | 1962-07-06 | 1970-04-28 | Du Pont | Jet-treatment process for producing nonpatterned and line-entangled nonwoven fabrics |
| DE1635634A1 (de) | 1965-03-11 | 1970-07-16 | Klaus Sievers | Verfahren und Vorrichtung zur Herstellung von Nadelvliesen |
| US3434188A (en) * | 1967-01-06 | 1969-03-25 | Du Pont | Process for producing nonwoven fabrics |
| DE2148327A1 (de) * | 1971-09-28 | 1973-04-12 | Freudenberg Carl Fa | Verfahren zur herstellung perforierter vliesstoffe |
| US3906599A (en) * | 1972-01-28 | 1975-09-23 | Fiberwoven Corp | Method for producing a needled fabric having improved fiber entanglement |
| JPS526381B2 (fr) * | 1972-07-25 | 1977-02-22 | ||
| US3833438A (en) * | 1972-08-30 | 1974-09-03 | Asahi Chemical Ind | Process for the manufacture of a non-woven web of continuous filaments through the wet stretch spinning method |
| DE2530499C3 (de) * | 1975-07-09 | 1978-05-24 | Akzo Gmbh, 5600 Wuppertal | Mattenbahn und Verfahren zu ihrer Herstellung |
| DE2540852C3 (de) * | 1975-09-13 | 1978-03-09 | Hoechst Ag, 6000 Frankfurt | Verfahren und Zusatzvorrichtung für Textil-Trocknungsmaschinen zum gleichmäßigen Trocknen einer Textilbahn |
| DE2950014A1 (de) * | 1979-12-12 | 1981-06-19 | Bayer Ag, 5090 Leverkusen | Verfahren und vorrichtung fuer einen waschprozess im anschluss an das spinnen von chemiefasern |
| JPS599279A (ja) * | 1982-07-07 | 1984-01-18 | 東レ株式会社 | 新規なアニリン調異色銀面をもつ人工皮革およびその製造方法 |
| US4647490A (en) * | 1983-05-20 | 1987-03-03 | Johnson & Johnson | Cotton patterned fabric |
| FR2601970B1 (fr) * | 1986-07-24 | 1988-10-28 | Vuillaume Andre | Dispositif pour fabriquer des etoffes non tissees possedant des caracteristiques de resistance elevees. |
| US4765100A (en) * | 1987-05-13 | 1988-08-23 | Cookeville Uniform Rental, Inc. | Method of abrading new garments |
| EP0491383B1 (fr) * | 1990-12-19 | 1997-08-27 | Mitsubishi Paper Mills, Ltd. | Non-tissé et son procédé de réalisation |
| JP3657700B2 (ja) * | 1996-06-18 | 2005-06-08 | 新日本石油化学株式会社 | カサ高性不織布の製造方法 |
| US6442809B1 (en) * | 1997-12-05 | 2002-09-03 | Polymer Group, Inc. | Fabric hydroenhancement method and equipment for improved efficiency |
| DE19828118A1 (de) * | 1998-06-24 | 1999-12-30 | Fleissner Maschf Gmbh Co | Vorrichtung mit einem Düsenbalken zur Erzeugung von Flüssigkeitsstrahlen zur Strahlverflechtung von Fasern an einer textilen Bahn |
| US6782589B2 (en) * | 2000-11-29 | 2004-08-31 | Polymer Group, Inc. | Method for forming laminate nonwoven fabric |
| US6592713B2 (en) * | 2000-12-18 | 2003-07-15 | Sca Hygiene Products Ab | Method of producing a nonwoven material |
-
2001
- 2001-01-16 FR FR0100526A patent/FR2819527B1/fr not_active Expired - Fee Related
- 2001-10-19 DE DE60135025T patent/DE60135025D1/de not_active Expired - Lifetime
- 2001-10-19 AT AT01980607T patent/ATE402282T1/de not_active IP Right Cessation
- 2001-10-19 US US10/470,404 patent/US7178210B2/en not_active Expired - Lifetime
- 2001-10-19 WO PCT/FR2001/003250 patent/WO2002055777A1/fr active IP Right Grant
- 2001-10-19 ES ES01980607T patent/ES2307658T3/es not_active Expired - Lifetime
- 2001-10-19 EP EP01980607A patent/EP1364087B1/fr not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| WO2002055777A1 (fr) | 2002-07-18 |
| EP1364087A1 (fr) | 2003-11-26 |
| FR2819527A1 (fr) | 2002-07-19 |
| DE60135025D1 (de) | 2008-09-04 |
| US20040111847A1 (en) | 2004-06-17 |
| FR2819527B1 (fr) | 2003-03-21 |
| US7178210B2 (en) | 2007-02-20 |
| ATE402282T1 (de) | 2008-08-15 |
| ES2307658T3 (es) | 2008-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0776391B1 (fr) | Procede pour la fabrication d'une nappe textile non tissee sans motif par jets d'eau sous pression, et installation pour la mise en uvre de ce procede | |
| EP1407065B1 (fr) | Procede et dispositif pour realiser une nappe fibreuse par etalement de cables | |
| EP1364087B1 (fr) | Installation de production de nappes fibreuses non tissees par jets de fluide sans marque visible | |
| EP1507907A1 (fr) | Procede et installation pour la fabrication de preformes fibreuses annulaires | |
| FR2730246A1 (fr) | Procede pour la fabrication d'une nappe textile non tissee par jets d'eau sous pression, et installation pour la mise en oeuvre de ce procede | |
| EP1812638B1 (fr) | Tambour notamment pour une machine d'enchevetrement d'un nontisse par jets d'eau. | |
| FR2601970A1 (fr) | Dispositif pour fabriquer des etoffes non tissees possedant des caracteristiques de resistance elevees. | |
| EP0400249A1 (fr) | Dispositif pour perforer un produit en feuille | |
| EP1397546B1 (fr) | Machine d'aiguilletage circulaire a table lisse | |
| WO2004033781A2 (fr) | Procede et machine de production d'un non-tisse a reduction de la vitesse de deplacement de la nappe compactee | |
| FI111742B (fi) | Puhdistuslaite | |
| EP1499767B1 (fr) | Tambour pour installation de production d'une nappe non-tissee, procede de production d'une nappe non-tissee et nappe non-tissee obtenue. | |
| JPH06316859A (ja) | 布片を高圧ジェット水流によって処理する方法 | |
| EP0796363B1 (fr) | Aiguilleteuse a tige coulissante | |
| EP1190132B1 (fr) | Dispositif pour le traitement de materiaux en feuille au moyen de jets d'eau sous pression | |
| FR2663961A1 (fr) | Procede d'aiguilletage et machine pour sa mise en óoeuvre, en particulier pour fibres minerales courtes. | |
| WO2006084987A1 (fr) | Carde et machine de production d'un non-tissé | |
| FR2806426A1 (fr) | Installation pour la realisation de nappes non tissees dont la cohesion est obtenue par l'action de jets de fluide | |
| EP1408148B1 (fr) | Procédé et installation de production d'un non-tissé ayant de bonnes propriétés de résistance à la traction | |
| FR2794144A1 (fr) | Procede de fabrication d'une moquette aiguilletee | |
| EP1682713B1 (fr) | Machine de production d'un non-tisse fini | |
| BE629205A (fr) | ||
| SU707778A1 (ru) | Устройство дл управлени осцилл цией абразивной ленты | |
| FR2475074A2 (fr) | Procede et appareil de production de nappes de fibres. | |
| CH508762A (fr) | Procédé de fabrication d'un filet non tissé |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20030818 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17Q | First examination report despatched |
Effective date: 20070419 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: E. BLUM & CO. AG PATENT- UND MARKENANWAELTE VSP Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 60135025 Country of ref document: DE Date of ref document: 20080904 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2307658 Country of ref document: ES Kind code of ref document: T3 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081223 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20081015 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20081015 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| BERE | Be: lapsed |
Owner name: RIETER PERFOJET Effective date: 20081031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081031 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20081023 |
|
| 26N | No opposition filed |
Effective date: 20090424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081023 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081019 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091019 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081024 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20201224 Year of fee payment: 20 Ref country code: FR Payment date: 20201021 Year of fee payment: 20 Ref country code: DE Payment date: 20201022 Year of fee payment: 20 Ref country code: IT Payment date: 20201026 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 60135025 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20220126 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20211020 |