EP1354778A1 - Verfahren zum Anbringen von aus Kunststoff bestehenden Pufferplatten an Puffertellern von Puffern von Schienenfahrzeugen, sowie Vorrichtung zur Durchführung des Verfahrens und Puffer hergestellt nach dem Verfahren - Google Patents
Verfahren zum Anbringen von aus Kunststoff bestehenden Pufferplatten an Puffertellern von Puffern von Schienenfahrzeugen, sowie Vorrichtung zur Durchführung des Verfahrens und Puffer hergestellt nach dem Verfahren Download PDFInfo
- Publication number
- EP1354778A1 EP1354778A1 EP03405166A EP03405166A EP1354778A1 EP 1354778 A1 EP1354778 A1 EP 1354778A1 EP 03405166 A EP03405166 A EP 03405166A EP 03405166 A EP03405166 A EP 03405166A EP 1354778 A1 EP1354778 A1 EP 1354778A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- buffer plate
- buffer
- recess
- sleeve
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B61—RAILWAYS
- B61G—COUPLINGS; DRAUGHT AND BUFFING APPLIANCES
- B61G11/00—Buffers
- B61G11/18—Details
Definitions
- the invention relates to a method for attaching plastic Buffer plates on buffers of rail vehicles provided with buffer plates the preamble of claim 1, a method for renovating worn out Buffering rail vehicles the preamble of claim 5, a device to carry out the method according to claim 8 and a buffer according to the method according to claim 10.
- a buffer for rail vehicles is known from DE 197 26 516, in which the Apply a layer of thermosetting, fiber-reinforced plastic to the buffer plate is. This layer is either bonded to the buffer plate, or it is provided with metal washers, which act as an abutment for screw bolts serve.
- DE 198 28 458 describes a buffer with a buffer plate Known plastic surface formed.
- the buffer plate is along the edge with a variety of mounting holes in which screws are used by means of which the buffer plate is attached to the buffer head.
- a buffer for rail vehicles is known from GB 809 137, at which the center of the buffer plate is provided with a plastic insert.
- the plastic insert is from behind in a forward position against the butt surface tapered recess inserted in the buffer plate and then the buffer plate by means of Rivets attached to the shaft of the buffer.
- the plastic insert provided with a central hole and a continuous slot. On the The back of this hole is also a groove at right angles to the slot in the Plastic insert inserted.
- To mount the plastic insert use a a T-shaped head provided pull rod of a fastening tool passed this hole and then rotated 90 °, so that the T-shaped Head engages in the groove.
- the pull rod is then removed by turning it again by 90 ° twisted and the T-shaped head can be pulled out over the groove.
- the object of the invention is to improve the method defined in the preamble of claim 1 in such a way that the buffer plate made of plastic is quickly and easily fixed to the buffer head can be made without having to perforate the buffer plate.
- Another object of the invention is to provide a method for renovation propose worn buffer plates according to the preamble of claim 5, which is easy to carry out, with a reduction on the renovated buffer
- the friction forces occurring at the buffer plate should be aimed for by a clear Reduction of the transverse and vertical forces acting on the buffer is achieved.
- This object is achieved by the method steps specified in the characterizing part of claim 5 solved.
- Another object of the invention is an apparatus for performing to propose the method according to claim 1 or 5.
- Another object of the invention is to provide a buffer for Propose rail vehicles, whose buffer plate according to one of the claims 1 to 7 circumscribed method with an existing plastic Buffer plate was provided.
- Such a buffer has the characterizing part of the claim 10 characteristics listed.
- the device consists of a first outer sleeve 1, another inner Sleeve 2 and a pressure stamp 3.
- the two sleeves 1, 2 are coaxially one inside the other arranged and displaceable relative to each other.
- the one on the buffer plate 8 Buffer 13 (Fig. 8) to be attached buffer plate 4 lies on the top of the inner one Sleeve 2 on.
- the buffer plate 4 is round and is made of plastic, preferably Polyamide.
- the inner sleeve 2 is on the top with a beveled and rounded Provide bearing surface 5, which comes to rest on the system Front 4a of the buffer plate 4 is adapted, as can be seen in particular from the enlarged Representation according to Fig. 1a can be seen.
- the inside diameter of the outer sleeve 1 is slightly larger than the outer diameter of the inner Sleeve 2, so that the outer sleeve 1 in the axial direction relative to the inner sleeve 2nd can be moved.
- the outer sleeve 1 has one on the front circular circumferential, inner paragraph 6, which is only a small height and one has a small width of approx. 0.5-1 mm each.
- the outer sleeve also has 1 an end surface serving as a support surface 7, as will be explained in more detail below becomes.
- the stamp 3 resting on the back of the buffer plate 4 is cylindrical trained and can be moved in the vertical direction.
- FIG. 2 shows the device according to FIG. 1 in a first phase in the elastic phase Deform the buffer plate 4.
- the punch 3 was in the center of the buffer plate 4 pressed down so that the buffer plate 4 bends downward.
- the punch 3 is moved downwards until the outer diameter d1 Buffer plate 4 is less than or equal to the inner diameter of the outer sleeve 1.
- the outer sleeve 1 is raised, as can be seen from FIG. 3.
- the punch 3 is moved upward, so that the buffer plate 4 is relieved, the buffer plate 4 now with its outer edge on the inside the outer sleeve 1 puts on and remains in the deformed state.
- the outside Sleeve 1 with the buffer plate 4 and the inner sleeve 2 by 180 ° in the in Fig. 4 position shown rotated.
- the two sleeves 1, 2 are now together with the buffer plate 4 on one a recess 9 provided with a buffer plate 8 (FIG. 5).
- the recess 9 seen in cross section, the buffer plate 8 is essentially dovetail-shaped designed.
- this recess 9 On the top of this recess 9 is a cylindrical stop surface 11 provided, the height of which corresponds to the height of the annular shoulder 6 is adapted to the outer sleeve 1 and is therefore also only approx. 0.5-1 mm.
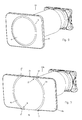
- FIG. 8 shows a perspective view of a buffer 13 in the buffer plate 8 inserted buffer plate 4.
- a round buffer plate 4 to be used which are in a corresponding recess 9 in the buffer plate 8 is included.
- the buffer plate 8a is provided with a recess 9a, whose diameter is larger than the height of the buffer plate 8a.
- the in the Recess 9a inserted buffer plate 4a is on the top and bottom 15, 16 flattened.
- Elements 17 are attached to the top and bottom of the buffer plate 8a become.
- the buffer plate 4a can also be provided with bores 18 are inserted or screwed into, for example, heavy-duty locking pins or screws become.
- the method described is suitable for attaching plastic existing buffer plates on new buffer plates, as well as for renovating existing buffers of rail vehicles.
- the buffer plate is placed on a Lathe clamped and the preferably dovetail-shaped recess generated by unscrewing the buffer plate.
- a wood screw (not shown) are screwed into the buffer plate 4, 4a, which the buffer plate 4, 4a lifts off the bottom of the recess 9, 9a and pushes it out.
- buffer plate with is provided with a flat underside and the bottom of the recess is flat
- buffer plates could also be used, which have a cambered or curved underside are provided, in which case the bottom of the recess would have to be adapted to the shape.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Vibration Dampers (AREA)
- Memory System Of A Hierarchy Structure (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
- Connection Of Plates (AREA)
Abstract
Description
- Fig. 1
- einen Längsschnitt durch die Vorrichtung mit aufgelegter Pufferplatte im Ausgangszustand;
- Fig. 1a
- einen vergrösserten Ausschnitt der Vorrichtung gemäss Fig. 1;
- Fig. 2
- die Vorrichtung gemäss Fig. 1 während einer ersten Phase;
- Fig. 3
- die Vorrichtung gemäss Fig. 1 während einer zweiten Phase;
- Fig. 4
- die Vorrichtung gemäss Fig. 1 während einer dritten Phase;
- Fig. 5
- die Vorrichtung gemäss Fig. 1 während einer vierten Phase;
- Fig. 5a
- einen vergrösserten Ausschnitt der Vorrichtung gemäss Fig. 5;
- Fig. 6
- die Vorrichtung gemäss Fig. 1 während einer fünften Phase;
- Fig. 7
- die Vorrichtung gemäss Fig. 1 während einer sechsten Phase;
- Fig. 8
- einen Puffer in einer perspektivischen Ansicht mit einer runden, in den Pufferteller eingesetzten Pufferplatte, und
- Fig. 9
- einen Puffer in einer perspektivischen Ansicht mit einer abgeflachten, in den Pufferteller eingesetzten Pufferplatte.
Claims (13)
- Verfahren zum Anbringen von aus Kunststoff bestehenden Pufferplatten (4) an Puffertellern (8) von Puffern von Schienenfahrzeugen, wobei der Pufferteller (8) mit einer Ausnehmung (9) zu Aufnahme der Pufferplatte (4) versehen ist und die Pufferplatte (4) elastisch soweit deformiert wird, dass sie in die Ausnehmung (9) eingesetzt werden kann, um sich danach unter Ausnutzung ihrer Materialelastizität beim Entspannen formschlüssig selbst darin zu fixieren, dadurch gekennzeichnet, dass die Pufferplatte (4) durch Druckbelastung elastisch deformiert und danach entlang ihres Umfangs in der deformierten Lage mittels einer ersten Hülse (1) fixiert wird, dass die erste Hülse (1) danach auf die Ausnehmung (9) des Puffertellers (8) aufgesetzt und ausgerichtet wird, und dass die Pufferplatte (4) anschliessend in die Ausnehmung (9) hineingedrückt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Pufferplatte (4) durch eine im wesentlichen zentrisch angreifende Kraft elastisch deformiert und durch eine im im wesentlichen entlang ihres Umfangs angreifende Kraft in die Ausnehmung (9) des Puffertellers (8) hineingedrückt wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Pufferplatte (4) auf eine weitere Hülse (2) aufgelegt und mittels eines zentrisch angreifenden Stempels (3) elastisch soweit deformiert wird, bis deren Aussendurchmesser (d1) kleiner ist als der Innendurchmesser der ersten Hülse (1), dass anschliessend die erste Hülse (1) über die Pufferplatte (4) geschoben wird, wobei deren Innendurchmesser geringfügig grösser ist als der Aussendurchmesser der weiteren Hülse (2), dass danach die Pufferplatte (4) entlastet wird, so dass sich diese klemmend an der Innenseite der ersten Hülse (1) anlegt und dass danach die erste Hülse (1) auf die Ausnehmung (9) des Puffertellers (8) aufgesetzt und die Pufferplatte (4) in die Ausnehmung (9) hineingedrückt wird.
- Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass die Pufferplatte (4) mittels der weiteren Hülse (2) in die Ausnehmung (9) des Puffertellers (8) hineingedrückt wird.
- Verfahren zum Renovieren von aus Metall bestehenden Puffertellern von Puffern von Schienenfahrzeugen, dadurch gekennzeichnet, dass der Pufferteller (8) mit einer kreisförmigen Ausnehmung (9) zur formschlüssigen Aufnahme einer aus Kunststoff bestehenden Pufferplatte (4) versehen wird, dass die Pufferplatte (4) zum Einsetzen in die Ausnehmung (9) durch Druckbelastung elastisch soweit deformiert wird, bis deren Aussendurchmesser (d1) kleiner ist als der Durchmesser der Ausnehmung (9), wobei die derart elastisch deformierte Pufferplatte (4) entlang ihres äusseren Randes mittels einer ersten Hülse (1) fixiert wird und die erste Hülse (1) danach auf die Ausnehmung (9) des Puffertellers (8) aufgesetzt und ausgerichtet und die Pufferplatte (4) anschliessend in die Ausnehmung (9) hineingedrückt wird.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass der Pufferteller (8) auf einer Drehbank aufgespannt und die Ausnehmung (9) durch Ausdrehen des Puffertellers (8) erzeugt wird.
- Verfahren nach Anspruch 4 oder 5, dadurch gekennzeichnet, dass der Pufferteller (8) mit einer runden Ausnehmung (9) versehen wird, welche sich zum Boden hin konisch erweitert.
- Vorrichtung zur Durchführung des Verfahrens nach Anspruch 1 oder 5, dadurch gekennzeichnet, dass die Vorrichtung eine erste äussere Hülse (1) und eine weitere innere Hülse (2) aufweist, welche beiden Hülsen (1, 2) koaxial zueinander angeordnet und relativ zueinander verschiebbar sind, wobei der Aussendurchmesser der inneren Hülse (2) kleiner ist als der Aussendurchmesser der Pufferplatte (4) im entlasteten Zustand und wobei die innere Hülse (2) mit einer Auflagefläche (5) zum Abstützen der Pufferplatte (4) während des elastischen Deformierens derselben versehen ist und wobei der Innendurchmesser der äusseren Hülse (1) nur unwesentlich grösser ist als der Aussendurchmesser der inneren Hülse (2).
- Vorrichtung Anspruch 8, dadurch gekennzeichnet, dass die äussere Hülse (1) auf der Vorderseite mit einem ringförmigen Absatz (6) oder mehreren ringabschnittförmigen Absätzen versehen ist, dessen/deren Abmessung(en) derart auf die Abmessung der Ausnehmung (9) im Pufferteller (8) abgestimmt ist/sind, und dass die äussere Hülse (1) durch den Absatz (6) bzw. die Absätze in der Ausnehmung (9) des Puffertellers (8) ausrichtbar ist.
- Puffer (13) für Schienenfahrzeuge, mit einem Pufferteller (8), welcher nach einem der in den Ansprüchen 1 bis 7 umschriebenen Verfahren mit einer aus Kunststoff bestehenden Pufferplatte (4) versehen wurde, dadurch gekennzeichnet, dass die Pufferplatte (4) zumindest im Bereich ihres Zentrums unperforiert ist.
- Puffer (13) nach Anspruch 10, dadurch gekennzeichnet, dass die Pufferplatte (4) rund ausgebildet ist.
- Puffer nach Anspruch 10, dadurch gekennzeichnet, dass die Pufferplatte (4a) auf der Ober- und/oder Unterseite (15, 16) abgeflacht ausgebildet ist, wobei sich die abgeflachte(n) Längsseite(n) (15, 16) bis an die Ober- und Unterseite des Puffertellers (8a) erstreckt bzw. erstrecken, und wobei Mittel (17, 18) vorgesehen sind, welche die Pufferplatte (4a) verdrehsicher am Pufferteller (8a) fixieren.
- Puffer (13) nach einem der Ansprüche 10 bis 12, dadurch gekennzeichnet, dass die Pufferplatte (4) formschlüssig in der Ausnehmung (9) im Pufferteller (8) fixiert ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH20020643 | 2002-04-17 | ||
| CH6432002 | 2002-04-17 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1354778A1 true EP1354778A1 (de) | 2003-10-22 |
| EP1354778B1 EP1354778B1 (de) | 2008-04-09 |
Family
ID=4525582
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03405166A Expired - Lifetime EP1354778B1 (de) | 2002-04-17 | 2003-03-11 | Verfahren zum Anbringen von aus Kunststoff bestehenden Pufferplatten an Puffertellern von Puffern von Schienenfahrzeugen, sowie Vorrichtung zur Durchführung des Verfahrens und Puffer hergestellt nach dem Verfahren |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1354778B1 (de) |
| AT (1) | ATE391653T1 (de) |
| DE (1) | DE50309564D1 (de) |
| ES (1) | ES2303886T3 (de) |
| NO (1) | NO20031764L (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1800988A1 (de) | 2005-12-22 | 2007-06-27 | Schwab Verkehrstechnik AG | Puffer für Schienenfahrzeuge sowie Verfahren zur Herstellung des Puffers |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB809137A (en) * | 1956-07-21 | 1959-02-18 | John Henry Onions | Improvements in or relating to plastic inserts for railway buffer heads |
-
2003
- 2003-03-11 AT AT03405166T patent/ATE391653T1/de not_active IP Right Cessation
- 2003-03-11 ES ES03405166T patent/ES2303886T3/es not_active Expired - Lifetime
- 2003-03-11 EP EP03405166A patent/EP1354778B1/de not_active Expired - Lifetime
- 2003-03-11 DE DE50309564T patent/DE50309564D1/de not_active Expired - Lifetime
- 2003-04-15 NO NO20031764A patent/NO20031764L/no not_active Application Discontinuation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB809137A (en) * | 1956-07-21 | 1959-02-18 | John Henry Onions | Improvements in or relating to plastic inserts for railway buffer heads |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1800988A1 (de) | 2005-12-22 | 2007-06-27 | Schwab Verkehrstechnik AG | Puffer für Schienenfahrzeuge sowie Verfahren zur Herstellung des Puffers |
Also Published As
| Publication number | Publication date |
|---|---|
| NO20031764L (no) | 2003-10-20 |
| DE50309564D1 (de) | 2008-05-21 |
| ES2303886T3 (es) | 2008-09-01 |
| ATE391653T1 (de) | 2008-04-15 |
| EP1354778B1 (de) | 2008-04-09 |
| NO20031764D0 (no) | 2003-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2715271A1 (de) | Verfahren und vorrichtung zum befestigen von schraubteilen an einer metallplatte sowie eine metallplatte, an der derartige schraubteile befestigt sind | |
| DE4410475A1 (de) | Vernietbares Element, Zusammenbauteil mit einem vernietbaren Element sowie Nietmatrize und Verfahren zur Herstellung des Zusammenbauteils | |
| DE19535537A1 (de) | Bolzenelement, Verfahren zum Einsetzen desselben, Zusammenbauteil und Nietmatrize | |
| DE202008012341U1 (de) | Abzieher mit Trennvorrichtung | |
| EP2747922B1 (de) | Vorrichtung und verfahren zum spannen eines bauteils an einem rotierenden maschinenteil | |
| DE102013217632A1 (de) | Stanzniet sowie Verfahren und Vorrichtungen zur Befestigung einzelner Bauteile aneinander, von denen mindestens ein Bauteil durch ein Werkstück aus Verbundmaterial gebildet ist | |
| WO2004055397A1 (de) | Stanzniet für eine verbindung an blechen sowie verfahren zum setzen eines derartigen stanzniets | |
| EP1346160A1 (de) | Bolzenelement mit einem Schaftteil und einem Kugelkopf, Zusammenbauteil und Verfahren zur Herstellung eines solchen Bolzenelements | |
| DE102004020676A1 (de) | Verfahren und Vorrichtung zur Anbringung eines Befestigungselements an ein Bauteil, insbesondere an ein Blechteil | |
| DE102012006700A1 (de) | Radlagerwerkzeug | |
| DE102009045791A1 (de) | Niet, Nietvorrichtung und Nietverfahren | |
| WO2004054737A1 (de) | Vorrichtung zum setzen eines stanzniets in blech | |
| EP1354778B1 (de) | Verfahren zum Anbringen von aus Kunststoff bestehenden Pufferplatten an Puffertellern von Puffern von Schienenfahrzeugen, sowie Vorrichtung zur Durchführung des Verfahrens und Puffer hergestellt nach dem Verfahren | |
| WO2002083357A1 (de) | Verfahren zum anbringen eines funktionselements an ein bauteil sowie dazugehöriges werkzeug | |
| DE2522255C3 (de) | Befestigungseinrichtung zum Abstützen eines Satteljoches einer Scheibenbremse an einem fahrzeugfesten Bauteil, insbesondere an einem Schienenfahrzeug- oder Drehgestellrahmen | |
| DE69821504T2 (de) | Vorrichtung und verfahren zum fügen von blechen | |
| DE102009017282A1 (de) | Selbstlochender Blindniet | |
| DE102007001076B4 (de) | Werkzeug zum Abziehen von Lagern, Buchsen oder dergleichen | |
| EP3575618B1 (de) | Selbststanzendes nietelement, zusammenbauteil bestehend aus dem nietelement und einem bauteil, verfahren zur herstellung des zusammenbauteils und matrize | |
| EP1800988B1 (de) | Puffer für Schienenfahrzeuge sowie Verfahren zur Herstellung des Puffers | |
| DE102009035725A1 (de) | Selbstlochender Blindniet | |
| DE69216395T2 (de) | Verfahren zum nieten und vorrichtung zur durchführung des verfahrens | |
| WO2002081145A2 (de) | Verfahren zum anbringen eines funktionselements an ein bauteil sowie dazugehöriges werkzeug | |
| EP3719329B1 (de) | Heftvorrichtung zum zumindest temporären befestigen von bauteilen aneinander | |
| DE19907475C1 (de) | Ankerschiene für die Bautechnik mit mittels Abstreifkragen fixierten Ankern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20031126 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ROTTMANN, ZIMMERMANN + PARTNER AG Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50309564 Country of ref document: DE Date of ref document: 20080521 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2303886 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080909 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080709 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| 26N | No opposition filed |
Effective date: 20090112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| BERE | Be: lapsed |
Owner name: SCHWAB VERKEHRSTECHNIK A.G. Effective date: 20090331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: LUCHS & PARTNER PATENTANWAELTE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090331 |
|
| EUG | Se: european patent has lapsed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090312 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20110404 Year of fee payment: 9 Ref country code: IT Payment date: 20110324 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081010 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20110325 Year of fee payment: 9 Ref country code: ES Payment date: 20110322 Year of fee payment: 9 Ref country code: GB Payment date: 20110321 Year of fee payment: 9 Ref country code: CH Payment date: 20110331 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120311 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20121130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120331 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120311 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120331 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120402 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50309564 Country of ref document: DE Effective date: 20121002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120311 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20130710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121002 |