EP1354778A1 - Method for applying buffer disks made of plastic to the heads of buffers of railway vehicles and device for executing this method and buffer made by this method - Google Patents
Method for applying buffer disks made of plastic to the heads of buffers of railway vehicles and device for executing this method and buffer made by this method Download PDFInfo
- Publication number
- EP1354778A1 EP1354778A1 EP03405166A EP03405166A EP1354778A1 EP 1354778 A1 EP1354778 A1 EP 1354778A1 EP 03405166 A EP03405166 A EP 03405166A EP 03405166 A EP03405166 A EP 03405166A EP 1354778 A1 EP1354778 A1 EP 1354778A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- buffer plate
- buffer
- recess
- sleeve
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B61—RAILWAYS
- B61G—COUPLINGS; DRAUGHT AND BUFFING APPLIANCES
- B61G11/00—Buffers
- B61G11/18—Details
Definitions
- the invention relates to a method for attaching plastic Buffer plates on buffers of rail vehicles provided with buffer plates the preamble of claim 1, a method for renovating worn out Buffering rail vehicles the preamble of claim 5, a device to carry out the method according to claim 8 and a buffer according to the method according to claim 10.
- a buffer for rail vehicles is known from DE 197 26 516, in which the Apply a layer of thermosetting, fiber-reinforced plastic to the buffer plate is. This layer is either bonded to the buffer plate, or it is provided with metal washers, which act as an abutment for screw bolts serve.
- DE 198 28 458 describes a buffer with a buffer plate Known plastic surface formed.
- the buffer plate is along the edge with a variety of mounting holes in which screws are used by means of which the buffer plate is attached to the buffer head.
- a buffer for rail vehicles is known from GB 809 137, at which the center of the buffer plate is provided with a plastic insert.
- the plastic insert is from behind in a forward position against the butt surface tapered recess inserted in the buffer plate and then the buffer plate by means of Rivets attached to the shaft of the buffer.
- the plastic insert provided with a central hole and a continuous slot. On the The back of this hole is also a groove at right angles to the slot in the Plastic insert inserted.
- To mount the plastic insert use a a T-shaped head provided pull rod of a fastening tool passed this hole and then rotated 90 °, so that the T-shaped Head engages in the groove.
- the pull rod is then removed by turning it again by 90 ° twisted and the T-shaped head can be pulled out over the groove.
- the object of the invention is to improve the method defined in the preamble of claim 1 in such a way that the buffer plate made of plastic is quickly and easily fixed to the buffer head can be made without having to perforate the buffer plate.
- Another object of the invention is to provide a method for renovation propose worn buffer plates according to the preamble of claim 5, which is easy to carry out, with a reduction on the renovated buffer
- the friction forces occurring at the buffer plate should be aimed for by a clear Reduction of the transverse and vertical forces acting on the buffer is achieved.
- This object is achieved by the method steps specified in the characterizing part of claim 5 solved.
- Another object of the invention is an apparatus for performing to propose the method according to claim 1 or 5.
- Another object of the invention is to provide a buffer for Propose rail vehicles, whose buffer plate according to one of the claims 1 to 7 circumscribed method with an existing plastic Buffer plate was provided.
- Such a buffer has the characterizing part of the claim 10 characteristics listed.
- the device consists of a first outer sleeve 1, another inner Sleeve 2 and a pressure stamp 3.
- the two sleeves 1, 2 are coaxially one inside the other arranged and displaceable relative to each other.
- the one on the buffer plate 8 Buffer 13 (Fig. 8) to be attached buffer plate 4 lies on the top of the inner one Sleeve 2 on.
- the buffer plate 4 is round and is made of plastic, preferably Polyamide.
- the inner sleeve 2 is on the top with a beveled and rounded Provide bearing surface 5, which comes to rest on the system Front 4a of the buffer plate 4 is adapted, as can be seen in particular from the enlarged Representation according to Fig. 1a can be seen.
- the inside diameter of the outer sleeve 1 is slightly larger than the outer diameter of the inner Sleeve 2, so that the outer sleeve 1 in the axial direction relative to the inner sleeve 2nd can be moved.
- the outer sleeve 1 has one on the front circular circumferential, inner paragraph 6, which is only a small height and one has a small width of approx. 0.5-1 mm each.
- the outer sleeve also has 1 an end surface serving as a support surface 7, as will be explained in more detail below becomes.
- the stamp 3 resting on the back of the buffer plate 4 is cylindrical trained and can be moved in the vertical direction.
- FIG. 2 shows the device according to FIG. 1 in a first phase in the elastic phase Deform the buffer plate 4.
- the punch 3 was in the center of the buffer plate 4 pressed down so that the buffer plate 4 bends downward.
- the punch 3 is moved downwards until the outer diameter d1 Buffer plate 4 is less than or equal to the inner diameter of the outer sleeve 1.
- the outer sleeve 1 is raised, as can be seen from FIG. 3.
- the punch 3 is moved upward, so that the buffer plate 4 is relieved, the buffer plate 4 now with its outer edge on the inside the outer sleeve 1 puts on and remains in the deformed state.
- the outside Sleeve 1 with the buffer plate 4 and the inner sleeve 2 by 180 ° in the in Fig. 4 position shown rotated.
- the two sleeves 1, 2 are now together with the buffer plate 4 on one a recess 9 provided with a buffer plate 8 (FIG. 5).
- the recess 9 seen in cross section, the buffer plate 8 is essentially dovetail-shaped designed.
- this recess 9 On the top of this recess 9 is a cylindrical stop surface 11 provided, the height of which corresponds to the height of the annular shoulder 6 is adapted to the outer sleeve 1 and is therefore also only approx. 0.5-1 mm.
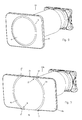
- FIG. 8 shows a perspective view of a buffer 13 in the buffer plate 8 inserted buffer plate 4.
- a round buffer plate 4 to be used which are in a corresponding recess 9 in the buffer plate 8 is included.
- the buffer plate 8a is provided with a recess 9a, whose diameter is larger than the height of the buffer plate 8a.
- the in the Recess 9a inserted buffer plate 4a is on the top and bottom 15, 16 flattened.
- Elements 17 are attached to the top and bottom of the buffer plate 8a become.
- the buffer plate 4a can also be provided with bores 18 are inserted or screwed into, for example, heavy-duty locking pins or screws become.
- the method described is suitable for attaching plastic existing buffer plates on new buffer plates, as well as for renovating existing buffers of rail vehicles.
- the buffer plate is placed on a Lathe clamped and the preferably dovetail-shaped recess generated by unscrewing the buffer plate.
- a wood screw (not shown) are screwed into the buffer plate 4, 4a, which the buffer plate 4, 4a lifts off the bottom of the recess 9, 9a and pushes it out.
- buffer plate with is provided with a flat underside and the bottom of the recess is flat
- buffer plates could also be used, which have a cambered or curved underside are provided, in which case the bottom of the recess would have to be adapted to the shape.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Vibration Dampers (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
- Memory System Of A Hierarchy Structure (AREA)
- Connection Of Plates (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zum Anbringen von aus Kunststoff bestehenden
Pufferplatten an mit Puffertellern versehenen Puffern von Schienenfahrzeugen nach
dem Oberbegriff des Anspruchs 1, ein Verfahren zum Renovieren von abgenutzten
Puffern von Schienenfahrzeugen dem Oberbegriff des Anspruchs 5, eine Vorrichtung
zur Durchführung des Verfahrens gemäss dem Anspruch 8 sowie einen Puffer hergestellt
nach dem Verfahren gemäss dem Anspruch 10.The invention relates to a method for attaching plastic
Buffer plates on buffers of rail vehicles provided with buffer plates
the preamble of
Währenddem die Puffer von Schienenfahrzeugen wie beispielsweise Eisenbahnwagen bis anhin weitgehend mit Stossflächen aus Stahl versehen sind, ist man in der jüngeren Vergangenheit vermehrt dazu übergegangen, die Puffer bzw. Pufferteller mit Pufferplatten aus Kunststoff zu belegen.Meanwhile, the buffers of rail vehicles such as railroad cars Up to now largely have steel butt faces, one is in the in the recent past, the buffers and buffer plates have increasingly been used to be covered with plastic buffer plates.
Aus der DE 197 26 516 ist ein Puffer für Schienenfahrzeuge bekannt, bei dem der Pufferteller mit einer Schicht aus duroplastischem, faserverstärktem Kunststoff versehen ist. Diese Schicht ist entweder durch Kleben mit dem Pufferteller verbunden, oder sie ist mit Metallscheiben versehen, welche als Widerlager für Schraubenbolzen dienen.A buffer for rail vehicles is known from DE 197 26 516, in which the Apply a layer of thermosetting, fiber-reinforced plastic to the buffer plate is. This layer is either bonded to the buffer plate, or it is provided with metal washers, which act as an abutment for screw bolts serve.
Im weiteren ist aus der DE 198 28 458 ein Puffer mit einer durch eine Pufferplatte aus Kunststoff gebildeten Stossfläche bekannt. Die Pufferplatte ist entlang des Randes mit einer Vielzahl von Befestigungsbohrungen versehen, in welche Schrauben eingesetzt sind, mittels denen die Pufferplatte am Pufferkopf befestigt ist.Furthermore, DE 198 28 458 describes a buffer with a buffer plate Known plastic surface formed. The buffer plate is along the edge with a variety of mounting holes in which screws are used by means of which the buffer plate is attached to the buffer head.
Schliesslich ist aus der GB 809 137 ein Puffer für Schienenfahrzeuge bekannt, bei dem das Zentrum des Puffertellers mit einem Kunststoffeinsatz versehen ist. Das Fixieren des Kunststoffeinsatzes kann dabei auf zwei Arten erfolgen: Im einen Fall wird der Kunststoffeinsatz von hinten in eine sich nach vorne gegen die Stossfläche verjüngende Ausnehmung im Pufferteller eingesetzt und der Pufferteller danach mittels Nieten am Schaft des Puffers befestigt. Im andern Fall ist der Kunststoffeinsatz mit einer zentralen Bohrung und einem durchgehenden Schlitz versehen. Auf der Rückseite dieser Bohrung ist zudem eine Nut im rechten Winkel zum Schlitz in den Kunststoffeinsatz eingelassen. Zum Montieren des Kunststoffeinsatzes wird eine mit einem T-förmigen Kopf versehene Zugstange eines Befestigungswerkzeugs durch diese Bohrung hindurchgeführt und danach um 90° verdreht, so dass der T-förmige Kopf in die Nut eingreift. Danach wird der Kunststoffeinsatz durch die Zugstange konkav soweit deformiert, dass er in die Ausnehmung im Pufferteller eingesetzt werden kann. Anschliessend wird die Zugstange entfernt, indem diese wiederum um 90° verdreht und der T-förmige Kopf über die Nut nach aussen gezogen werden kann. Obwohl die zweite Variante eine grundsätzlich elegante Art der Befestigung des Kunststoffeinsatzes am Pufferteller darstellt, besteht ein grundsätzlicher Nachteil darin, dass der Kunststoffeinsatz dazu mit einer zentralen Bohrung sowie einem durchgehenden Schlitz versehen sein muss. Dies ist insbesondere nachteilig, da die Bohrung und der Schlitz im zentralen Bereich liegen, in dem der grösste Verschleiss auftritt und sich Schmutz ansetzen kann.Finally, a buffer for rail vehicles is known from GB 809 137, at which the center of the buffer plate is provided with a plastic insert. The There are two ways to fix the plastic insert: In one case the plastic insert is from behind in a forward position against the butt surface tapered recess inserted in the buffer plate and then the buffer plate by means of Rivets attached to the shaft of the buffer. In the other case, the plastic insert provided with a central hole and a continuous slot. On the The back of this hole is also a groove at right angles to the slot in the Plastic insert inserted. To mount the plastic insert, use a a T-shaped head provided pull rod of a fastening tool passed this hole and then rotated 90 °, so that the T-shaped Head engages in the groove. Then the plastic insert through the tie rod deformed concavely enough that it can be inserted into the recess in the buffer plate can. The pull rod is then removed by turning it again by 90 ° twisted and the T-shaped head can be pulled out over the groove. Although the second variant is a basically elegant way of fastening the Represents plastic insert on the buffer plate, there is a fundamental disadvantage in that the plastic insert with a central hole and a continuous slot must be provided. This is particularly disadvantageous because the Bore and the slot are in the central area, in which the greatest wear occurs and dirt can accumulate.
Ausgehend vom bekannten Stand der Technik liegt die Aufgabe der Erfindung darin,
das im Oberbegriff des Anspruchs 1 definierte Verfahren derart zu verbessern, dass
die aus Kunststoff bestehende Pufferplatte einfach und schnell am Pufferkopf fixiert
werden kann, ohne dass die Pufferplatte dazu perforiert werden muss.Starting from the known prior art, the object of the invention is
to improve the method defined in the preamble of
Diese Aufgabe wird durch die im Kennzeichen des Anspruchs 1 angeführten Verfahrensschritte
gelöst.This object is achieved by the method steps specified in the characterizing part of
Vorteilhafte Weiterbildungen des Verfahrens sind in den abhängigen Ansprüchen 2
bis 4 definiert.Advantageous developments of the method are in the
Eine weitere Aufgabe der Erfindung besteht darin, ein Verfahren zum Renovieren
von abgenutzten Puffertellern gemäss dem Oberbegriff des Anspruch 5 vorzuschlagen,
welches einfach durchführbar ist, wobei am renovierten Puffer eine Reduktion
der am Pufferteller auftretenden Reibkräfte anzustreben ist, indem eine deutliche
Verminderung der auf den Puffer einwirkenden Quer- und Vertikalkräfte erreicht wird.
Diese Aufgabe wird durch die im Kennzeichen des Anspruchs 5 angegebenen Verfahrensschritte
gelöst.Another object of the invention is to provide a method for renovation
propose worn buffer plates according to the preamble of
Eine weitere Aufgabe der Erfindung besteht darin, eine Vorrichtung zur Durchführung
des Verfahrens gemäss dem Anspruch 1 oder 5 vorzuschlagen. Dazu wird eine Vorrichtung
vorgeschlagen, welche die im Kennzeichen des Anspruchs 8 definierten
Merkmale aufweist. Another object of the invention is an apparatus for performing
to propose the method according to
Schliesslich besteht eine weitere Aufgabe der Erfindung darin, einen Puffer für
Schienenfahrzeuge vorzuschlagen, dessen Pufferteller nach einem der in den Ansprüchen
1 bis 7 umschriebenen Verfahren mit einer aus Kunststoff bestehenden
Pufferplatte versehen wurde. Ein derartiger Puffer weist die im Kennzeichen des Anspruchs
10 angeführten Merkmale auf.Finally, another object of the invention is to provide a buffer for
Propose rail vehicles, whose buffer plate according to one of the
Nachfolgend wird das erfindungsgemässe Verfahren sowie ein Ausführungsbeispiel einer erfindungsgemässen Vorrichtung anhand von Zeichnungen näher erläutert. In diesen Zeichnung zeigt:
- Fig. 1
- einen Längsschnitt durch die Vorrichtung mit aufgelegter Pufferplatte im Ausgangszustand;
- Fig. 1a
- einen vergrösserten Ausschnitt der Vorrichtung gemäss Fig. 1;
- Fig. 2
- die Vorrichtung gemäss Fig. 1 während einer ersten Phase;
- Fig. 3
- die Vorrichtung gemäss Fig. 1 während einer zweiten Phase;
- Fig. 4
- die Vorrichtung gemäss Fig. 1 während einer dritten Phase;
- Fig. 5
- die Vorrichtung gemäss Fig. 1 während einer vierten Phase;
- Fig. 5a
- einen vergrösserten Ausschnitt der Vorrichtung gemäss Fig. 5;
- Fig. 6
- die Vorrichtung gemäss Fig. 1 während einer fünften Phase;
- Fig. 7
- die Vorrichtung gemäss Fig. 1 während einer sechsten Phase;
- Fig. 8
- einen Puffer in einer perspektivischen Ansicht mit einer runden, in den Pufferteller eingesetzten Pufferplatte, und
- Fig. 9
- einen Puffer in einer perspektivischen Ansicht mit einer abgeflachten, in den Pufferteller eingesetzten Pufferplatte.
- Fig. 1
- a longitudinal section through the device with the buffer plate placed in the initial state;
- Fig. 1a
- an enlarged section of the device of FIG. 1;
- Fig. 2
- 1 during a first phase;
- Fig. 3
- 1 during a second phase;
- Fig. 4
- 1 during a third phase;
- Fig. 5
- 1 during a fourth phase;
- Fig. 5a
- an enlarged section of the device of FIG. 5;
- Fig. 6
- the device of Figure 1 during a fifth phase.
- Fig. 7
- 1 during a sixth phase;
- Fig. 8
- a buffer in a perspective view with a round buffer plate inserted into the buffer plate, and
- Fig. 9
- a buffer in a perspective view with a flattened, inserted in the buffer plate buffer plate.
Anhand der Fig. 1, welche einen Längsschnitt durch die Vorrichtung zum Anbringen der Pufferplatte im Ausgangszustand zeigt, wird der grundsätzliche Aufbau der Vorrichtung näher erläutert.1, which shows a longitudinal section through the device for attachment shows the buffer plate in the initial state, the basic structure of the device explained in more detail.
Die Vorrichtung besteht aus einer ersten äusseren Hülse 1, einer weiteren inneren
Hülse 2 sowie einem Druck-Stempel 3. Die beiden Hülsen 1, 2 sind koaxial ineinander
angeordnet und relativ zueinander verschiebbar. Die am Pufferteller 8 eines
Puffers 13 (Fig. 8) anzubringende Pufferplatte 4 liegt auf der Oberseite der inneren
Hülse 2 auf. Die Pufferplatte 4 ist rund und besteht aus Kunststoff, vorzugsweise aus
Polyamid. Die innere Hülse 2 ist auf der Oberseite mit einer abgeschrägten und abgerundeten
Auflagefläche 5 versehen, welche an die darauf zur Anlage kommende
Vorderseite 4a der Pufferplatte 4 angepasst ist, wie dies insbesondere aus der vergrösserten
Darstellung gemäss Fig. 1a ersichtlich ist. Der Innendurchmesser der
äusseren Hülse 1 ist geringfügig grösser als der Aussendurchmesser der inneren
Hülse 2, so dass die äussere Hülse 1 in axialer Richtung relativ zur inneren Hülse 2
verschoben werden kann. Auf der Vorderseite besitzt die äussere Hülse 1 einen
ringförmig umlaufenden, inneren Absatz 6, der nur eine geringe Höhe sowie einen
geringe Breite von jeweils ca. 0.5-1 mm besitzt. Im weiteren besitzt die äussere Hülse
1 eine als Auflagefläche 7 dienende Stirnfläche, wie anschliessend noch näher erläutert
wird. Der auf der Rückseite der Pufferplatte 4 aufliegende Stempel 3 ist zylindrisch
ausgebildet und kann in vertikaler Richtung bewegt werden.The device consists of a first
Fig. 2 zeigt die Vorrichtung gemäss Fig. 1 in einer ersten Phase beim elastischen
Deformieren der Pufferplatte 4. Dazu wurde der Stempel 3 im Zentrum der Pufferplatte
4 nach unten gedrückt, so dass sich die Pufferplatte 4 nach unten durchbiegt.
Der Stempel 3 wird soweit nach unten gefahren, bis der Aussendurchmesser d1 der
Pufferplatte 4 kleiner oder gleich dem Innendurchmesser der äusseren Hülse 1 ist.
Nun wird die äussere Hülse 1 hochgefahren, wie dies aus der Fig. 3 ersichtlich ist.
Danach wird der Stempel 3 nach oben bewegt, so dass sich die Pufferplatte 4 entlastet,
wobei sich die Pufferplatte 4 nun mit ihrem äusseren Rand an der Innenseite
der äusseren Hülse 1 anlegt und im deformierten Zustand verharrt. Nun wird die äussere
Hülse 1 mit der Pufferplatte 4 und der inneren Hülse 2 um 180° in die in der Fig.
4 dargestellte Lage gedreht.FIG. 2 shows the device according to FIG. 1 in a first phase in the elastic phase
Deform the
Die beiden Hülsen 1, 2 werden nun zusammen mit der Pufferplatte 4 auf einen mit
einer Ausnehmung 9 versehenen Pufferteller 8 aufgesetzt (Fig. 5). Dabei dient der
ringförmige Absatz 6 der äusseren Hülse 1 als Zentrierung, indem sich dieser am
oberen Rand der Ausnehmung 9 im Pufferteller 8 anlegt, wie dies aus der vergrösserten
Darstellung gemäss Fig. 5a hervorgeht. Aus dieser vergrösserten Darstellung
ist zudem ersichtlich, dass der Randbereich 10 der Pufferplatte 4 eine zu der Ausnehmung
9 im Pufferteller 8 korrespondierende Form aufweist. Die Ausnehmung 9
im Pufferteller 8 ist, im Querschnitt gesehen, im wesentlichen schwalbenschwanzförmig
gestaltet. Auf der Oberseite dieser Ausnehmung 9 ist eine zylindrische Anschlagfläche
11 vorgesehen, deren Höhe an die Höhe des ringförmigen Absatzes 6
der äusseren Hülse 1 angepasst ist und daher ebenfalls nur ca. 0.5-1mm beträgt.
Nachdem die äussere Hülse 1 gegenüber der Ausnehmung 9 im Pufferteller 8 ausgerichtet
ist und mit ihrer Stirnseite auf dem Pufferteller 8 aufliegt, kann die innere
Hülse 2 nach unten gegen den Pufferteller 8 bewegt werden. Die innere Hülse 2
drückt dabei die Pufferplatte 4 im wesentlichen entlang ihres Umfangs nach unten.The two
Sobald die Pufferplatte 4 über den unteren Rand der äusseren Hülse 1 hinausbewegt
wurde, entspannt sie sich in der Ausnehmung 9 und nimmt dabei wieder ihre ursprüngliche
Form an (Fig. 6). Durch die schwalbenschwanzförmige Gestaltung der
Ausnehmung zentriert sich die Pufferplatte 4 in der Ausnehmung und zieht sich selbständig
in diese hinein, so dass sie letztlich formschlüssig darin aufgenommen ist.
Danach können die beiden Hülsen 1, 2 wieder vom Pufferteller 8 entfernt werden,
wie dies in der Fig. 7 gezeigt ist.As soon as the
Fig. 8 zeigt in einer perspektivischen Ansicht einen Puffer 13 mit in den Pufferteller 8
eingesetzter Pufferplatte 4. Im vorliegenden Beispiel kommt eine runde Pufferplatte 4
zum Einsatz, welche in einer korrespondierenden Ausnehmung 9 im Pufferteller 8
aufgenommen ist.8 shows a perspective view of a
Fig. 9 zeigt einen Puffer 13a mit einer alternativen Ausführungsform einer Pufferplatte
4a. Bei diesem Beispiel ist der Pufferteller 8a mit einer Ausnehmung 9a versehen,
deren Durchmesser grösser ist als die Höhe des Puffertellers 8a. Die in die
Ausnehmung 9a eingesetzte Pufferplatte 4a ist dazu auf der Ober- und Unterseite
15, 16 abgeflacht. Um die Pufferplatte 4a gegen Verdrehen zu sichern, können beispielsweise
Elemente 17 auf der Ober und Unterseite des Puffertellers 8a angebracht
werden. Alternativ dazu kann die Pufferplatte 4a auch mit Bohrungen 18 versehen
werden, in die bspw. Schwerspannstifte oder Schrauben eingesetzt bzw. eingedreht
werden. 9 shows a
Das beschriebene Verfahren eignet sich sowohl zum Anbringen von aus Kunststoff bestehenden Pufferplatten an neuen Puffertellern, wie auch zum Renovieren von bestehenden Puffern von Schienenfahrzeugen. Dazu wird der Pufferteller auf einer Drehbank aufgespannt und die vorzugsweise schwalbenschwanzförmige Ausnehmung durch Ausdrehen des Puffertellers erzeugt.The method described is suitable for attaching plastic existing buffer plates on new buffer plates, as well as for renovating existing buffers of rail vehicles. For this, the buffer plate is placed on a Lathe clamped and the preferably dovetail-shaped recess generated by unscrewing the buffer plate.
Zum Entfernen der Pufferplatte 4, 4a kann beispielsweise eine Holzschraube (nicht
dargestellt) in die Pufferplatte 4, 4a eingedreht werden, welche die Pufferplatte 4, 4a
vom Boden der Ausnehmung 9, 9a abhebt und aus dieser hinausdrückt.To remove the
Anstelle des vorgängig gezeigten Ausführungsbeispiels, bei dem die Pufferplatte mit einer flachen Unterseite versehen ist und der Boden der Ausnehmung eben ist, könnten natürlich auch Pufferplatten zum Einsatz kommen, die mit einer bombierten oder gewölbten Unterseite versehen sind, wobei dann der Boden der Ausnehmung an die Form angepasst werden müsste.Instead of the previously shown embodiment, in which the buffer plate with is provided with a flat underside and the bottom of the recess is flat, of course, buffer plates could also be used, which have a cambered or curved underside are provided, in which case the bottom of the recess would have to be adapted to the shape.
Im Gegensatz zu Puffern, bei denen die Pufferflächen aus Metall bestehen, kann mit den vorgeschlagenen Puffern, welche zur Bildung der Pufferfläche mit einer Pufferplatte aus Kunststoff versehen sind, eine Reduktion der Reibkräfte am Pufferteller von zusammenwirkenden Puffern bewirkt werden. Dadurch kann eine deutliche Verminderung der Quer- und Vertikalkräfte an der gesamten Zug- und Stosseinrichtung erreicht werden. Zudem treten beim Nachschieben geringere Lagerquerkräfte an den Radsätzen der Schienenfahrzeuge auf, wodurch einerseits die Entgleisungssicherheit erhöht und andererseits einem Lagerwarmlaufeffekt entgegengewirkt werden kann. Es wird auch dann schon eine Reduktion der Reibkräfte an den Puffertellern von zusammenwirkenden Puffern bewirkt, wenn nur der eine Puffer einer Pufferpaarung mit einer Pufferplatte aus Kunststoff versehen ist. In diesem Sinne wird mit dem beschriebenen Renovieren von abgenutzten, aus Stahl bestehenden Puffertellern nicht nur der Puffer renoviert, sondern ein renovierter, mit einer Kunststoffplatte versehener Puffer weist darüber hinaus nennenswerte Vorteile auf.In contrast to buffers, in which the buffer surfaces are made of metal, can with the proposed buffers, which are used to form the buffer area with a buffer plate are made of plastic, a reduction of the frictional forces on the buffer plate by interacting buffers. This can result in a significant reduction the transverse and vertical forces on the entire pulling and pushing device can be achieved. In addition, lower bearing transverse forces occur when pushing Wheel sets of the rail vehicles, which on the one hand ensures derailment safety increased and on the other hand counteracted a warm-up effect can. Even then there will be a reduction in the frictional forces on the buffer plates of interacting buffers if only one buffer of a buffer pair is provided with a plastic buffer plate. With this in mind the described renovation of worn, steel buffer plates not just the buffer renovated, but a renovated one with a plastic plate provided buffer also has significant advantages.
Claims (13)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH20020643 | 2002-04-17 | ||
| CH6432002 | 2002-04-17 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1354778A1 true EP1354778A1 (en) | 2003-10-22 |
| EP1354778B1 EP1354778B1 (en) | 2008-04-09 |
Family
ID=4525582
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03405166A Expired - Lifetime EP1354778B1 (en) | 2002-04-17 | 2003-03-11 | Method for applying buffer disks made of plastic to the heads of buffers of railway vehicles and device for executing this method and buffer made by this method |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1354778B1 (en) |
| AT (1) | ATE391653T1 (en) |
| DE (1) | DE50309564D1 (en) |
| ES (1) | ES2303886T3 (en) |
| NO (1) | NO20031764L (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1800988A1 (en) | 2005-12-22 | 2007-06-27 | Schwab Verkehrstechnik AG | Buffer for railway vehicles and method for manufacture of the buffer |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB809137A (en) * | 1956-07-21 | 1959-02-18 | John Henry Onions | Improvements in or relating to plastic inserts for railway buffer heads |
-
2003
- 2003-03-11 DE DE50309564T patent/DE50309564D1/en not_active Expired - Lifetime
- 2003-03-11 ES ES03405166T patent/ES2303886T3/en not_active Expired - Lifetime
- 2003-03-11 EP EP03405166A patent/EP1354778B1/en not_active Expired - Lifetime
- 2003-03-11 AT AT03405166T patent/ATE391653T1/en not_active IP Right Cessation
- 2003-04-15 NO NO20031764A patent/NO20031764L/en not_active Application Discontinuation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB809137A (en) * | 1956-07-21 | 1959-02-18 | John Henry Onions | Improvements in or relating to plastic inserts for railway buffer heads |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1800988A1 (en) | 2005-12-22 | 2007-06-27 | Schwab Verkehrstechnik AG | Buffer for railway vehicles and method for manufacture of the buffer |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2303886T3 (en) | 2008-09-01 |
| NO20031764L (en) | 2003-10-20 |
| NO20031764D0 (en) | 2003-04-15 |
| EP1354778B1 (en) | 2008-04-09 |
| ATE391653T1 (en) | 2008-04-15 |
| DE50309564D1 (en) | 2008-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2715271A1 (en) | METHOD AND DEVICE FOR FASTENING SCREW PARTS TO A METAL PLATE AND A METAL PLATE TO WHICH SUCH SCREW PARTS ARE ATTACHED | |
| DE4410475A1 (en) | Rivetable element, assembly part with a rivetable element as well as rivet die and method for producing the assembly part | |
| DE19535537A1 (en) | Bolt element, method for inserting the same, assembly part and rivet die | |
| DE202008012341U1 (en) | Puller with separator | |
| EP1985408A2 (en) | Functional element for attachment to a sheet metal component, assembly component produced thereby and method for attaching a functional element to a sheet metal component | |
| WO2015059098A2 (en) | Method for producing a carrier body having a damper mass for changing the vibration for a brake lining of a disk brake | |
| WO2013029645A1 (en) | Apparatus and method for clamping a component on a rotating machine part | |
| WO2004055397A1 (en) | Stamped rivet for connection to sheet metals and method for placing said stamped rivet | |
| EP1346160A1 (en) | Bolt Element Comprising a Shaft Part and a Spherical Head, Assembly Component and Method for Producing Such a Bolt Element | |
| DE102004020676A1 (en) | Method and device for attaching a fastener to a component, in particular to a sheet metal part | |
| DE102012006700A1 (en) | Wheel bearing tool i.e. two-piece press plate, for pressing wheel bearing in bearing bore of axle body bearing housing in brake caliper of disk brake of motor car, has circulating pressing surface in pressure contact with bearing | |
| DE102009045791A1 (en) | Rivet, riveting device and riveting method | |
| WO2004054737A1 (en) | Device for placing a stamped rivet in sheet metal | |
| EP1354778B1 (en) | Method for applying buffer disks made of plastic to the heads of buffers of railway vehicles and device for executing this method and buffer made by this method | |
| WO2002083357A1 (en) | Method of applying a functional element to a structural component and corresponding tool | |
| DE2522255C3 (en) | Fastening device for supporting a saddle yoke of a disc brake on a component fixed to the vehicle, in particular on a rail vehicle or bogie frame | |
| DE69821504T2 (en) | DEVICE AND METHOD FOR JOINING SHEETS | |
| DE102009017282A1 (en) | Automatic piercing blind rivet, has needle for displacing flow direction of material during chip-less boring such that deposition of material between workpieces to be connected together is controlled | |
| DE102007001076B4 (en) | Tool for removing bearings, bushes or the like | |
| EP3575618B1 (en) | Self-piercing rivet element, assembly part consisting of the rivet element and a component, method for producing the assembly part and die | |
| EP1800988B1 (en) | Buffer for railway vehicles and method for manufacture of the buffer | |
| DE102009035725A1 (en) | Punching blind rivet for drilling e.g. non metallic workpiece, has lower head groove provided at head of blind rivet, where suppressed material is discharged at lower head groove by rivet process | |
| DE69216395T2 (en) | METHOD OF RIVETING AND DEVICE FOR IMPLEMENTING THE METHOD | |
| WO2002081145A2 (en) | Method for attaching a functional element to a component and tool associated therewith | |
| EP3719329B1 (en) | Device for at least temporarily attaching of components to each other |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20031126 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ROTTMANN, ZIMMERMANN + PARTNER AG Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50309564 Country of ref document: DE Date of ref document: 20080521 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2303886 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080909 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080709 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| 26N | No opposition filed |
Effective date: 20090112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| BERE | Be: lapsed |
Owner name: SCHWAB VERKEHRSTECHNIK A.G. Effective date: 20090331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: LUCHS & PARTNER PATENTANWAELTE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090331 |
|
| EUG | Se: european patent has lapsed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090312 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20110404 Year of fee payment: 9 Ref country code: IT Payment date: 20110324 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081010 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20110325 Year of fee payment: 9 Ref country code: ES Payment date: 20110322 Year of fee payment: 9 Ref country code: GB Payment date: 20110321 Year of fee payment: 9 Ref country code: CH Payment date: 20110331 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080409 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120311 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20121130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120331 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120311 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120331 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120402 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50309564 Country of ref document: DE Effective date: 20121002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120311 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20130710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121002 |