Die Erfindung betrifft ein Kältemittel/Luft- Wärmeaustauschernetz der im Oberbegriff des
Anspruchs 1 angegebenen Gattung.
Mit Wärmeraustauschernetzen dieser Art hergestellte Wärmeaustauscher- Vorrichtungen
werden z.B. in Druckluftanlagen dazu benötigt, der mittels eines Krompessors erzeugten
und unter einem Druck von z.B. 25 bar stehenden Druckluft die Feuchtigkeit zu entziehen,
um sie dadurch für kritische Anwendungszwecke wie z.B. in der Lebensmittel- und
Papierindustrie oder im medizinischen Bereich geeignet zu machen. Die Lufttrocknung
erfolgt dabei dadurch, daß die vom Kompressor kommende, erhitzte Luft nach dem
Durchgang durch einen Nachkühler durch eine Vorrichtung geleitet wird, die einen
Luft/Luft- und einen Kältemittel/Luft- Wärmeaustauscher enthält. Während der Luft/Luft-Wärmeaustauscher
meisten nach Art eines Plattenwärmeaustauschers üblicher Bauweise
hergestellt wird, besteht der Kühlmittel/Luft- Wärmeaustauscher meistens aus einem
kombinierten Rohr/Platten- Wärmeaustauscher mit einem Netz, das aus Platten und diese
auf Abstand haltenden Leisten gebildete Luft- Durchgänge und dazwischen liegende
Kältemittel- Durchgänge aufweist. Diese bestehen z.B. aus zwischen je zwei Platten
angeordneten, runde oder quadratische Querschnitte aufweisenden Rohren, die gerade
Abschnitte und diese Schlangenlinien- oder mäanderförmig verbindende Umlenkabschnitte
aufweisen (EP 0 521 298 A2).
Das Schlangenlinien- oder mäanderförmige Verlegen der Rohre für das Kältemittel bringt
den Vorteil mit sich, daß das Wärmeaustauschernetz vom Kältemittel durchflutet statt wie
üblich überflutet wird, d.h. das Kältemittel durchströmt die geraden Rohrabschnitte
nacheinander und nicht parallel. Nachteilig an dieser Bauweise ist jedoch, daß zwischen
den einzelnen Rohrabschnitten ungenutzte Räume entstehen, die zur Folge haben, daß die
Länge des Kältemittel/Luft- Wärmeraustauschernetzes meistens größer als die Länge des
Luft/Luft- Wärmeraustauschernetzes ausgebildet werden muß. Außerdem liegen die
gekrümmten Umlenkabschnitte in der Regel außerhalb des vom eigentlichen Netz eingenommen
Raums, so daß sie am Wärmeaustausch nicht beteiligt sind.
Daneben wurde auch bereits vorgeschlagen (ebenfalls EP 0 521 298 A2), die vom
Kältemittel durchströmten Durchgänge des Netzes durch in üblicher Plattenbauweise
hergestellte Rohr- und Umlenkabschnitte zu ersetzen, in dem diese durch übliche,
zwischen den Platten angeordnete, in Quer- und Längsrichtung verlaufende Leisten
begrenzt werden. Mit einer solchen Anordnung wird zwar ebenfalls eine Durchflutung des
Netzes erreicht. Nachteilig ist hierbei jedoch, daß entweder vergleichsweise dicke Leisten
vorgesehen werden müssen, um die für stabile Lötverbindungen ausreichend großen
Lötflächen zu schaffen, wodurch bei gegebenen Gesamtabmessungen des Netzes reduzierte
Strömungsquerschnitte erhalten werden, oder aber zwar schmale Leisten verwendet
werden können, die günstige Strömungsquerschnitte ermöglichen, dafür aber vergleichsweise
kleine Lötflächen in Kauf genommen werden müssen. Eine Folge davon ist, daß
stets ein Kompromiss zwischen dem Querschnitt der Kältemittel- Durchgänge und der
Größe der Lötflächen und der dadurch erzielbaren Festigkeit des Wärmeaustauschernetzes
insgesamt gefunden werden muß. Angesichts der Tatsache, daß für viele Anwendungen
Berstdrücke für das Netz von 100 bar und mehr vorgesehen werden müssen, ist dabei
davon auszugehen, daß die Gesamtabmessungen des Wärmeaustauschernetzes wesentlich
durch die Dicke der die Kanäle begrenzenden Leisten beeinflußt werden.
Demgegenüber liegt der Erfindung das technische Problem zugrunde, das Kältemittel/Luft-Wärmeaustauschernetz
der eingangs bezeichneten Gattung so auszubilden, daß es bei
Einsatz kostengünstiger Fertigungsverfahren mit der erforderlichen Festigkeit hergestellt
werden kann, in löttechnischer Hinsicht unproblematisch ist und bei gegebenen Gesamtabmessungen
vergleichsweise große Strömungsquerschnitte für das Kältemittel ermöglicht.
Zur Lösung dieses Problems dienen die kennzeichnenden Merkmale des Anspruchs 1.
Durch die erfindungsgemäße Anwendung der Stege und/oder Flansche von Profilen zur
Ausbildung der Trennwände zwischen den Kältemittel- Kanälen gelingt ist, bei gegebenen
Abmessungen des Wärmeaustauschernetzes größere Strömungsquerschnitte der Kältmittel-Durchgänge
als bisher zu realisieren, ohne dadurch eine reduzierte Festigkeit bei Anwendung
üblicher Lötverfahren, insbesondere beim Löten im Salzbad in Kauf nehmen zu
müssen.
Weitere vorteilhafte Merkmale der Erfindung ergeben sich aus den Unteransprüchen.
Die Erfindung wird nachfolgend in Verbindung mit den beiliegenden Zeichnungen anhand
von Ausführungsbeispielen näher erläutert. Es zeigen:
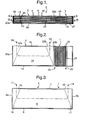
Eine Wärmeaustauscher- Vorrichtung für Kältetrockner an Druckluftanlagen enthält nach
Fig. 1 bis 3 im rechten Teil einen Kältemittel/Luft- Wärmeaustauscher und im linken Teil
einen Luft/Luft- Wärmeaustauscher. Dabei sind nur ein Kältemittel/ Luft- Wärmeaustauschernetz
1 und ein daneben liegendes Luft/Luft- Wärmeaustauschernetz 2 dargestellt, die
beide zur einer integralen Baueinheit zusammen gefaßt sind und einen einzigen, zusammenhängenden
Block 3 bilden. Alternativ wäre es natürlich auch möglich, beide Netze
1 und 2 als separate Baueinheiten herzustellen und zu betreiben.
Die beiden Netze 1 und 2 werden hauptsächlich durch planparellele, rechteckige oder
quadratische Platten 4 gebildet, die über die gesamte Breite und Länge des Blocks 3
erstreckt sind. Gemäß Fig. 1 und 3 ist dabei ein Teil der Platten 4 einerseits durch
senkrecht zur Längsrichtung verlaufende, an in Fig. 3 rechten und linken Enden des
Blocks 3 angeordnete Leisten 5a und 5b und andererseits durch in Längsrichtung erstreckte,
an den Seitenkanten der Platten 4 angeordnete Leisten 7, 8 paarweise auf
Abstand gehalten. Dadurch entstehen zwischen diesen Platten 4 Durchgänge 9. Am in
Fig. 3 linken Ende sind die oberen Leisten 7 etwas kürzer, so daß zwischen ihren linken
Enden und den Leisten 5a jeweils Zwischenräume 10 entstehen, durch die Luft in
Richtung eines eingezeichneten Pfeils 11 seitlich eintreten kann. Entsprechend sind die
oberen Leisten 7 am in Fig. 3 rechten Ende etwas kürzer, so daß zwischen ihren rechten
Enden und den Leisten 5b jeweils Zwischenräume 12 entstehen, durch die die Luft in
Richtung des eingezeichneten Pfeils 14 seitlich austreten kann. In die Durchgänge 9 sind
im übrigen zweckmäßig übliche Lamellen 15 eingelegt, die in Fig. 1 nur teilweise
dargestellt sind und deren Passagen entsprechend Fig. 3 längs Linien 16, 17 um 90°
umgelenkt sind.
Der andere Teil der Platten 4 ist gemäß Fig. 1 und 2 in dem das Netz 2 bildenden Teil
durch parallel zur Längsrichtung verlaufende, an den Seitenkanten der Platten 4 angeordnete
und bis zum in Fig. 1 und 2 linken Ende des Netzes 1 erstreckte Leisten 18 und 19
sowie quer dazu verlaufende, das linke und rechte Ende des Netzes 2 bildende Abschlußleisten
20a und 20b paarweise auf Abstand gehalten. Dadurch entsteht zwischen je
zwei Platten 4 je ein weiterer Durchgang 21. Auf den Seiten der Abschlußleisten 20a und
20b sind die in Fig. 2 obere Leiste 18 etwas kürzer, so daß zwischen ihnen und den
beiden Leisten 20a, 20b jeweils Zwischenräume 22a, 22b entstehen, durch die Luft
seitlich eintreten bzw. austreten und in Richtung von eingezeichneten Pfeilen 23, 24 (Fig.
2) zugeführt bzw. abgeführt werden kann. Die Umlenkung wird analog zu Fig. 3 vorzugsweise
mit entsprechend ausgebildeten, in den Durchgängen 21 vorgesehenen Lamellen 25
bewirkt.
Im Netz 1 dienen dieselben Platten 4, die die Durchgänge 21 begrenzen, zur Bildung von
schlangenlinien- bzw. mäanderförmig angeordneten Durchgängen 26 (Fig. 1), die gerade
und der Umlenkung dienende Abschnitte aufweisen und weiter unten näher erläutert sind.
Die Durchgänge 26 erstrecken sich jeweils von einer der Abschlußleisten 20b zu einer
Abschlußleiste 27, die in Fig. 1 und 2 am rechten Ende des Blocks 3 angeordnet ist.
Dabei wechseln sich vorzugsweise Plattenpaare mit den Durchgängen 9 und Plattenpaare
mit den Durchgängen 21, 26 in übereinander liegenden Ebenen ab, wobei wenigstens je
ein Durchgang 9, 21, 26 vorhanden ist. Gemäß Fig. 5 wird den Durchgängen 26 an einem
durch einen Pfeil 28 angedeuteten Eingang ein Kältemittel zugeführt, das an einem durch
einen Pfeil 29 angedeuteten Ausgang wieder ausströmen kann und einen nicht dargestellten
Kältemittelkreislauf durchströmt.
Die durch die Pfeile 11, 12, 23, 24 und 28, 29 markierten Ein- bzw. Ausgänge sind mit
an sich bekannten, nicht dargestellten Einlaßnippeln, Sammelkästen oder dergleichen
verbunden.
Die Wirkungsweise der beschriebenen Wärmeaustauscher-Vorrichtung ist im wesentlichen
wie folgt:
Die von einer Druckluftanlage kommende, auf z.B. ca. 35 - 55°C erwärmte Druckluft
wird in Richtung des Pfeils 11 zugeführt, so daß sie die Durchgänge 9 durchströmt. Dabei
wird die Luft zunächst im Netz 2 durch die im Gegenstrom in Richtung des Pfeils 23
zugeführte, von einem nicht dargestellten Wasserabscheider kommende kalte Luft auf eine
Temperatur von 20°C abgekühlt. Auf ihrem weiteren Weg durch die Durchgänge 9 wird
die Druckluft dann allmählich im Netz 1 auf ihren Taupunkt abgekühlt, da sie hier mit
dem Kältemittel wechselwirkt, das in Richtung des Pfeils 28 (Fig. 2) in die Durchgänge
26 einströmt. Die Druckluft wird dann an dem durch den Pfeil 14 (Fig. 3) markierten
Ausgang entnommen und einem nicht dargestellten Wasserabscheider zugeführt, von wo
aus sie am Pfeil 23 in das Netz 2 eingeführt und diesem an dem durch den Pfeil 24
angedeuteten Ausgang entnommen wird, der als Zapfstelle für die Druckluft dient. Dabei
ist die Anordnung so gewählt, daß die Luft an der Zapfstelle wieder annähernd auf
Raumtemperatur erwärmt ist.
Wärmeaustauscher-Vorrichtungen der beschriebenen Art und ihre Wirkungsweise sind
dem Fachmann allgemein bekannt (EP 0 521 298 A2) und brauchen daher nicht näher
erläutert werden.
Bei einem bevorzugten und bisher für am besten gehaltenen Ausführungsbeispiel der
Erfindung für das Netz 1 des Kältemittel/Luft- Wärmeaustauschers ist jeder Kältemittel-Durchgang
aus einer Vielzahl von strömungsmäßig hintereinander geschalteten, zwischen
je zwei Platten 4 angeordneten Kanälen gebildet, die mit Hilfe von einzelnen, parallel
nebeneinander angeordneten Profilen mit I-förmigen Querschnitten hergestellt sind.
Alternativ dazu ist in Fig. 9 ein zweites Ausführungsbeispiel für das Netz 1 dargestellt,
bei dem die Kanäle aus einer Vielzahl von einstückig miteinander verbundenen und
hintereinander angeordneten I- Profilen gebildet sind.
Wie insbesondere Fig. 4 und 5 zeigen, sind die Platten 4 je eines zugeordneten Paars
durch Leisten 30 bzw. 31, die quer zur einer Längsachse 32 des Netzes 1 erstreckt sind
und quadratische oder rechteckige Querschnitte aufweisen, auf Abstand gehalten, um
zwischen ihnen planparallele Hohlräume zu bilden. Die Leiste 30 kann dabei der Leiste
20b nach Fig. 2 entsprechen. Zwischen den Platten 4 jedes dieser Paare sind außerdem
mehrere, insbesondere aus Fig. 6 und 8 ersichtliche Profile 33 mit I- förmigen Querschnitten
angeordnet, die senkrecht zur Längsachse 32 und zu den Platten 4 erstreckte,
parallel zueinander angeordneten Stege 33a und an deren beiden Enden je einen senkrecht
zu den Stegen 33a angeordneten Gurt oder Flansch 33b, 33c aufweisen. Höhen h der
Profile 33 (Fig. 6) entsprechen den Höhen der Leisten 30 und 31, so daß im montierten
Zustand äußere Oberflächen 33d, 33e (Fig. 8) der Flansche 33b, 33c an den ober- bzw.
unterhalb von ihnen angeordneten Platten 4 anliegen. Dadurch entsteht zwischen den
Platten 4 eine Vielzahl von Kanälen 34, wie insbesondere Fig. 6 zeigt, die sich im
wesentlichen senkrecht zur Längsachse 32 erstrecken. Die Kanäle 34 sind zu den Seiten
hin durch je zwei Stege 33a und nach oben und unten durch die zugehörigen Flansche
33b, 33c der Profile 33 begrenzt. Dabei sind Abstände a (Fig. 6) der Profile 33 vorzugsweise
so groß gewählt, daß zwischen den einander zugewandten Enden ihrer Flansche
33b, 33c jeweils Zwischenräume 35 mit einer Breite b verbleiben, so daß die Kanäle 34
dort nicht von den Flanschen 33b und 33c, sondern von diesen überdeckenden Abschnitten
der Platten 4 begrenzt werden. Schließlich sind die Oberflächen 33d, 33e (Fig. 8) aus
weiter unten erläuterten Gründen vorzugsweise nach außen hin leicht konvex gewölbt.
Wie Fig. 5 und 7 in Draufsichten zeigen, sind die Profile 33 in ihrer senkrecht zur
Längsachse 32 verlaufenden Längsrichtung vorzugsweise gleich lang, jedoch abwechselnd
nach vorn bzw. hinten relativ zueinander versetzt. Dabei ist die Anordnung derart, daß
das eine Ende eines ersten, an die Leiste 30 grenzenden Profils 33 mit einem gewissen
Abstand von dem in Fig. 7 unteren Rand der zugehörigen Platte 4 angeordnet ist, während
das andere Ende mit dem in Fig. 5 oberen Rand der Platte 4 bündig abschließt. Entsprechendes
gilt für die darauf folgenden dritten, fünften u.s.w. Profile 33. Dagegen sind
die dazwischen liegenden Profile 33, d.h. das zweite, vierte u.s.w. Profil, gegenüber den
Profile 33 mit ungeraden Nummerierung so versetzt, daß sie mit ihren einen Enden bündig
mit den in Fig. 5 und 7 unteren Rändern der Platten 4 abschließen, während ihre entgegengesetzten
Enden mit Abständen vor dem jeweils oberen Rand der Platten 4 enden.
Dadurch entstehen abwechselnd an den einen und anderen Plattenrändern Freiräume bzw.
Umlenkabschnitte 36, die die parallel liegenden Kanäle 34 an ihren in Fig. 5 oben bzw.
unten liegenden Enden zu einem schlangenlinien- bzw. mäanderförmigen Durchgang
strömungsmäßig miteinander verbinden.
Am Ende des ersten und letzten Profils 33 dient je einer der Umlenkabschnitte 36a, 36b
zum Anschluß eines Anschlußnippels, Sammelkastens oder dergleichen, um mit diesem
das Kältemittel in Richtung der Pfeile 28, 29 zu- bzw. abzuführen. Die anderen Umlenkabschnitte
36 werden dagegen nach außen hin durch Klötze 37 begrenzt bzw. verschlossen,
die eine der Höhe h (Fig. 6) entsprechende Höhe und eine Breite haben, die vorzugsweise
im wesentlichen gleich der Differenz aus dem doppelten Abstandsmaß a und der
Breite eines Stegs 33a in Fig. 6 bzw. gleich der Summe aus der doppelten Breite der
Flansche 33b, 33c und der doppelten Breite b abzüglich der Breite eines Stegs 33a ist,
wenigstens aber gleich der Summe aus dem Abstandsmaß a und der Breite b eines
Zwischenraums 35 sein sollte. Dabei liegen die Klötze 37 jeweils in einem Raum, der
einerseits von den Stegen 33a und Platten 4 und andererseits von den einander zugewandten
Enden der Flansche 33b, 33c derjenigen Profile 33 begrenzt wird, die an den einen
bzw. anderen Rand der Platten 4 grenzen. Die Klötze 37 liegen dabei sowohl an den
Stegen 33a und Platten 4 als auch an den Enden der Flansche 33b, 33c an.
Die Befestigung der verschiedenen Teile aneinander erfolgt vorzugsweise durch Löten in
einem Salzbad. Damit dabei verwendete Flußmittel, Salzlösungen und Lötmittel, Luft und
der gleichen ungehindert in die Kanäle 34 einströmen, von dort in die Spalte zwischen den
Platten 4, Profilen 33 und Klötzen 37 eindringen und auch wieder ungehindert ausströmen
können, bleiben zwischen den Klötzen 37 und den Profilen 33 bestehende Kanalabschnitte
bis zum Abschluß des Lötvorgangs vorzugsweise offen. Im Anschluß an den Lötvorgang
und das vollständige Auslaufen der Flüssigkeiten werden diese Kanalabschnitte dann
vorzugsweise durch einen Schweißvorgang verschlossen. Dieser kann angesichts der
vergleichsweise kleinen freibleibenden Zwischenräume (z.B. a= 10 mm, b= 2 mm, h=
10 mm) problemlos durchgeführt werden.
Die Platten 4, Profile 33 und Klötze 37 bestehen vorzugsweise aus Aluminium. Zur
Verlötung dieser Teile miteinander weisen die Platten 4 und Klötze 37 an den entsprechenden
Oberflächen vorzugsweise mit einem geeigneten Lot plattierte Schichten auf, wie dies
beispielsweise bei der Herstellung von Aluminiumkühlern allgemein bekannt ist. Der
Lötvorgang wird außerdem dadurch begünstigt, daß die Oberflächen 33d, 33e der
Flansche 33b, 33c leicht gewölbt bzw. ballig sind, da hierdurch bei deren Anlage an den
ebenen Plattenoberflächen Keilspalte entstehen, die eine großflächige Benetzung der
verbindenden Teile sicher stellen.
Der I- förmige Querschnitt der Profile 33 bringt den wesentlichen Vorteil mit sich, daß
einerseits an den Enden der Profile 33 vergleichsweise große, für den Lötvorgang zur
Verfügung stehenden Flächen 33d, 33e (Fig. 8) erhalten werden, andererseits die Querschnitte
der Profile 33 in den mittleren Teilen vergleichsweise klein und daher die
Querschnitte der von ihnen begrenzten Kanäle 34 vergleichsweise groß sind. Dadurch
wird einerseits eine hohe Druckfestigkeit der von den Kanälen 34 und Umlenkabschnitten
36 gebildeten Durchgänge, andererseits eine große Effektivität des Wärmeaustauschs
erreicht, weil auf engem Raum ein großer Strömungsquerschnitt untergebracht werden
kann. Wegen der hohen Packungsdichte der Kanäle 34 kann die Breite des Kältemittel/-Luft-
Wärmeaustauschernetzes 1 (Fig. 1) wesentlich kürzer als bisher und damit die
Gesamtvorrichtung aus Luft/Luft- und Kältemittel/Luft- Wärmeaustauscher wesentlich
kompakter und kleiner ausgebildet werden.
Die zur Vervollständigung der Netze 1 und 2 außerdem benötigten Einzelteile sind in der
Zeichnung nicht dargestellt, weil sie auf herkömmliche Weise gestaltet sind. Dies gilt
insbesondere für obere und untere Endplatten 39 (Fig. 1) und die erforderlichen Anschlußnippel
oder Sammelkästen.
Im übrigen folgt aus Fig. 1 und 4, daß sich im fertigen Block 3 die aus Paaren von Platten
4, den Leisten 5a, 5b, 7 und 8 und den Lamellen 15 gebildeten Durchgängen 9 im rechten
Teil, d.h. im Netz 1, mit denen aus den I- Profilen 33, weiteren Paaren von Platten 4 und
den Klötzen 37 gebildeten Durchgängen 34, im linken Teil dagegen, d.h. im Netz 2, mit
den aus denselben Paaren von Platten 4, den Leisten 18, 19, 20a, 20b und den Lamellen
25 gebildeten Durchgängen 9 abwechseln. Wieviele Durchgänge 9 bzw. 21, 34 jeweils
vorhanden sind, hängt von den Forderungen des Einzelfalls ab, wobei im Prinzip je ein
Durchgang 9, 21 bzw. 34 ausreicht, um die anhand der Figuren 1 bis 3 beschriebene
Funktion zu ermöglichen.
Nach einem zweiten, in Fig. 9 dargestellten Ausführungsbeispiel der Erfindung sind die
Durchgänge 34 (Fig. 6) nicht aus einzelnen, nebeneinander angeordneten I-Profilen 33,
deren Stege 33a die seitlichen Trennwände der einzelnen Kanäle bilden, sondern aus einer
Vielzahl von starr zusammenhängenden, hintereinander angeordneten I-Profilen 41
gebildet. Stege 41a der Profile 41 bilden dabei Zwischenböden, während mit ihren
Außenflächen aneinander grenzende bzw. ineinander übergehende Flansche 41b seitliche
Trennwände zwischen einzelnen, quer zur Längsachse 32 und parallel nebeneinander
angeordneten Kanälen 42a bzw. 42b bilden. Wie beim Ausführungsbeispiel nach Fig. 1
und 8 sind die Profile 41 in ihrer Längsrichtung relativ zueinander versetzt, und die
Kanäle 42a bzw. 42b sind an ihren Enden an der einen und anderen Längsseite durch
Umlenkabschnitte 43a bzw. 43b mäander- oder auch schlangenlinienförmig miteinander
verbunden. Dabei sind die Umlenkabschnitte 43a nach außen hin durch Wandabschnitte
44a, die Umlenkabschnitte 43b dagegen durch Wandabschnitte 44b begrenzt, die an jeder
Längsseite aber nur mit jedem zweiten Flansch 41b verbunden sind, während die dazwischenliegenden
Flansche 41b unter Bildung der Umlenkabschnitte 43a, 43b vor diesen
Wandabschnitten 44a, 44b enden, so daß die einzelnen Trennwände analog zu Fig. 1 bis 8
quer zur Längsrichtung 32 und relativ zueinander versetzt sind. Im übrigen zeigt Fig. 9,
daß aufgrund der speziellen Anordnung jeweils auf beiden Seiten der Stege 41a bzw.
Zwischenböden je eine Vielzahl von entsprechenden Kanälen 42a bzw. 42b entsteht, die
durch die Umlenkabschnitte 43a, 43b strömungsmäßig hintereinander geschaltet sind und
einen Durchgang für das Kältemittel bilden. Nach oben und unten werden die Kanäle
analog zu Fig. 1 bis 8 durch die Platten 4 abgedeckt und verschlossen (Fig. 10), die mit
den Seitenkanten der Flansche 41b durch Löten verbunden sind.
Die Herstellung der aus Fig. 9 und 10 ersichtlichen Durchgänge erfolgt erfindungsgemäß
dadurch, daß ein Werkstück 45, z. B. eine planparallele Platte, auf seinen beiden
Breitseiten mit die Kanäle 42a, 42b und Umlenkabschnitte 43a, 43b bildenden Nuten
versehen wird. Dies kann durch Fräsen, insbesondere Spurfräsen erfolgen, so daß der
gesamte, aus den Kanälen 42a, 42b und Umlenkabschnitten 43a, 43b bestehende Durchgang
in einem Arbeitsgang hergestellt wird. In diesem Fall werden die Flansche 41b als
zwischen den Nuten stehen bleibende Wandabschnitte und die Stege 41a als stehen
bleibende Nutenböden erhalten, wobei alle diese Böden in einer Ebene liegen, die einen
über die ganze Breite und Länge des Werkstücks 45 erstreckten Zwischenboden bildet,
von dem jeweils die Flansche 41b jeweils zur Hälfte senkrecht nach oben bzw. unten
abstehen. Alternativ wäre es aber auch möglich, die Nuten nur auf einer Oberfläche des
Werkstücks 45 auszubilden, in welchem Fall ein Querschnitt durch das Werkstück 45
längs der Längsachse 32 zu einer im wesentlichen U-förmigen Profilierung führen würde.
Der Kältemittel-Durchgang könnte dann aus einer Vielzahl von nebeneinander liegenden,
U-förmigen Profilen zusammengesetzt gedacht werden, die mit ihren seitlichen Stegen
aneinandergrenzen bzw. ineinander übergehen. In jedem Fall bildet das den Kältemittel-Durchgang
aufweisende Teil ein einstückig hergestelltes, I-oder U-förmig profiliertes
Werkstück, das zum Schließen der zunächst nach oben bzw. unten offenen Kanäle 42a,
42b und Umlenkabschnitte 43a, 43b ein- oder beidseitig durch Löten mit den Platten 4
verbunden wird.
An den Pfeilen 28, 29 (Fig. 5) zugeordneten Stellen werden die Nuten durch die Wandteile
44a, 44b hindurch verlängert, wie in Fig. 9 durch ein Bezugszeichen 46 angedeutet
ist, so daß von deren Außenseiten her nicht dargestellte, zur Zufuhr bzw. Abfuhr des
Kältemittels bestimmte Sammelkästen oder dergleichen angebracht werden können.
Damit das Löten wie bei der Ausführungsform nach Fig. 1 preisgünstig im Salzbad
erfolgen kann, werden die Wandabschnitte 44a, 44b vor dem Lötvorgang zweckmäßig mit
Schlitzen 47 versehen, die in Fig. 9 an einigen Stellen gestrichelt angedeutet sind und die
Umlenkabschnitte 43a, 43b mit den Außenseiten der Wandabschnitte 44a, 44b verbinden,
d.h. diese durchsetzen. Dadurch können beim Lötvorgang Luft und Flüssigkeiten leicht in
die Kanäle 42a, 42b eindringen, um die zu verlötenden Teile im Bereich der sich bildenden
Lötspalte zu benetzen, und nach dem Lötprozeß ebenso leicht wieder aus den Kanälen
42a, 42b ausströmen. Im Anschluß daran werden die Schlitze 47 durch einen Schweißvorgang
verschlossen.
Auch die anhand der Fig. 8 beschriebene Gestaltung des Netzes (Fig. 1) führt zu einer
hochfesten Konstruktion, die hohen Berstdrücken standhalten kann.
Die Erfindung ist nicht auf die beschriebenene Ausführungsbeispiele beschränkt, die auf
vielfache Weise abgewandelt werden können. Dies gilt insbesondere für die aus den
Zeichnungen ersichtlichen Querschnitte der I- bzw. U-Profile, die auch andere Formen
haben und auch in Kombination vorgesehen werden könnten. Weiter ist die Erfindung
nicht auf die Anwendung des Werkstoffs Aluminium beschränkt, da zur Herstellung der
beschriebenen Wärmeaustauschernetze auch zahlreiche andere für diese Zwecke geeignete
Materialien verwendet werden können. Weiter ist es im Prinzip gleichgültig, ob die Netze
1 und 2 mit Hilfe der durchgehenden Platten 4 ein integrales Bauteil bilden, separat
hergestellt und dann zu einem integralen Bauteil zusammengesetzt werden oder als
separate Bauteile Anwendung finden, die durch entsprechende Leitungen miteinander
verbunden sind. Außerdem wäre es in an sich bekannter Weise möglich, die beiden Netze
1 und 2 übereinander statt nebeneinander anzuordnen. Schließlich versteht sich, daß die
verschiedenen Merkmale auch in anderen als den beschriebenen und dargestellten
Kombinationen angewendet werden können.