EP1304536A2 - Refrigerant / air heat exchange system - Google Patents
Refrigerant / air heat exchange system Download PDFInfo
- Publication number
- EP1304536A2 EP1304536A2 EP02022853A EP02022853A EP1304536A2 EP 1304536 A2 EP1304536 A2 EP 1304536A2 EP 02022853 A EP02022853 A EP 02022853A EP 02022853 A EP02022853 A EP 02022853A EP 1304536 A2 EP1304536 A2 EP 1304536A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- heat exchanger
- exchanger network
- network according
- sections
- plates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D9/00—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D9/0093—Multi-circuit heat-exchangers, e.g. integrating different heat exchange sections in the same unit or heat-exchangers for more than two fluids
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D9/00—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D9/0062—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by spaced plates with inserted elements
- F28D9/0068—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by spaced plates with inserted elements with means for changing flow direction of one heat exchange medium, e.g. using deflecting zones
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2250/00—Arrangements for modifying the flow of the heat exchange media, e.g. flow guiding means; Particular flow patterns
- F28F2250/10—Particular pattern of flow of the heat exchange media
- F28F2250/102—Particular pattern of flow of the heat exchange media with change of flow direction
Definitions
- the invention relates to a refrigerant / air heat exchanger network in the preamble of Claim 1 specified genus.
- Heat exchange devices made with heat exchange networks of this type are used e.g. needed in compressed air systems, which generated by means of a Krompessors and under a pressure of e.g. 25 bar compressed air to remove moisture, thereby avoiding them for critical applications, e.g. in the food and beverage industry Paper industry or in the medical field.
- the air drying takes place in that the coming of the compressor, heated air after the Passage through an aftercooler is passed through a device that has a Air / air and a refrigerant / air heat exchanger contains.
- the coolant / air heat exchanger consists mostly of a combined pipe / plate heat exchanger with a network consisting of plates and these formed on distance holding strips formed air passages and intervening Has refrigerant passages. These consist e.g. from between two plates each arranged, round or square cross-sectioned tubes, the straight Sections and this Sch Siemenslinien- or meandering connecting deflecting sections have (EP 0 521 298 A2).
- the serpentine or meandering laying of the pipes for the refrigerant brings the advantage that the heat exchanger network is flooded by the refrigerant instead of how is usually flooded, i. the refrigerant flows through the straight pipe sections one after the other and not parallel.
- a disadvantage of this construction is that between The individual pipe sections unused spaces arise, which have the consequence that the Length of the refrigerant / air heat exchanger network usually greater than the length of the Air / air skilletrMSernetzes must be formed.
- the lie curved deflecting sections usually taken outside of the actual network Space, so that they are not involved in the heat exchange.
- the invention is the technical problem underlying the refrigerant / air heat exchanger network the type described at the beginning in such a way that it at Use of cost-effective manufacturing process manufactured with the required strength can be, in soldering technology is unproblematic and given overall dimensions allows comparatively large flow cross sections for the refrigerant.
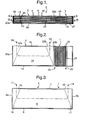
- a heat exchanger device for refrigeration dryers in compressed air systems contains after Fig. 1 to 3 in the right part of a refrigerant / air heat exchanger and in the left part an air / air heat exchanger.
- the two networks 1 and 2 are mainly by planparellele, rectangular or square plates 4 formed over the entire width and length of the block. 3 are extended. According to FIGS. 1 and 3, a part of the plates 4 is on the one hand by perpendicular to the longitudinal direction, at in Fig. 3 right and left ends of Blocks 3 arranged strips 5a and 5b and on the other hand by extending in the longitudinal direction, arranged on the side edges of the plates 4 strips 7, 8 in pairs Distance kept. This creates between these plates 4 passes 9. Am in Fig. 3 left end, the upper strips 7 are slightly shorter, so that between their left Ends and the strips 5a each gaps 10 arise through the air in Direction of an arrow 11 can enter laterally. Accordingly, the upper strip 7 at the right in Fig.
- the other part of the plates 4 is shown in FIG. 1 and 2 in the network 2 forming part by parallel to the longitudinal direction, arranged on the side edges of the plates 4 and up to the in Fig. 1 and 2 left end of the network 1 extended strips 18 and 19th as well as transversely thereto, the left and right end of the network 2 forming end strips 20a and 20b kept in pairs at a distance.
- On the sides of the end strips 20 a and 20b are the top in Fig. 2 bar 18 is slightly shorter, so that between them and the two strips 20a, 20b respectively gaps 22a, 22b arise through the air enter laterally or exit and in the direction of arrows drawn 23, 24 (Fig. 2) can be supplied or removed.
- the deflection is analogous to FIG. 3 preferably with correspondingly formed, provided in the passages 21 slats 25th causes.
- the network 1 serve the same plates 4, which limit the passages 21, for the formation of serpentine or meandering passageways 26 ( Figure 1) which are straight and the deflection serving portions and are explained in more detail below.
- the passages 26 each extend from one of the end strips 20b to one End strip 27, which is arranged in Fig. 1 and 2 at the right end of the block 3.
- plate pairs preferably alternate with the passages 9 and plate pairs with the passages 21, 26 in superimposed planes, at least each a passage 9, 21, 26 is present.
- the passages 26 at a indicated by an arrow 28 input a refrigerant supplied to a through an arrow 29 indicated output can flow out again and a not shown Flows through the refrigerant circuit.
- the compressed air is then marked at the arrow 14 ( Figure 3) Removed output and fed to a water separator, not shown, from where from the arrow 23 introduced into the network 2 and this at the by the arrow 24th indicated output is taken, which serves as a tapping point for the compressed air.
- a water separator not shown, from where from the arrow 23 introduced into the network 2 and this at the by the arrow 24th indicated output is taken, which serves as a tapping point for the compressed air.
- there the arrangement is chosen so that the air at the tap again approximately on Room temperature is heated.
- Heat exchanger devices of the type described and their mode of action are the skilled worker generally known (EP 0 521 298 A2) and therefore need not closer be explained.
- a second exemplary embodiment of the network 1 is shown in FIG. 9, in which the channels of a variety of integrally interconnected and formed I-profiles are arranged one behind the other.
- the plates 4 each of an associated pair are spaced by ledges 30 and 31, respectively, which are transverse to a longitudinal axis 32 of the net 1 and have square or rectangular cross-sections to be plane-parallel therebetween To form cavities.
- the strip 30 can correspond to the strip 20b according to FIG.
- apparent profiles 33 are arranged with I-shaped cross-sections, which extends perpendicular to the longitudinal axis 32 and to the plates 4, mutually parallel webs 33a and at both ends thereof each have a perpendicular to the webs 33a arranged belt or flange 33b, 33c.
- Heights h of the profiles 33 correspond to the heights of the strips 30 and 31, so that in the assembled state, outer surfaces 33d, 33e ( Figure 8) of the flanges 33b, 33c are disposed on the plates above and below them 4 abut.
- the channels 34 are limited to the sides by two webs 33 a and up and down by the associated flanges 33 b, 33 c of the profiles 33. In this case, distances a (FIG.
- the profiles 33 are preferably chosen to be large enough that intermediate spaces 35 with a width b remain between the mutually facing ends of their flanges 33b, 33c, so that the channels 34 are not there from the flanges 33b and 33c but limited by these overlapping portions of the plates 4.
- the surfaces 33d, 33e are preferably slightly convex toward the outside.
- the profiles 33 are in their perpendicular to Longitudinal axis 32 extending longitudinal direction preferably the same length, but alternately offset to the front or rear relative to each other.
- the arrangement is such that the one end of a first, adjacent to the bar 30 profile 33 with a certain Distance from that in Fig. 7 lower edge of the associated plate 4 is arranged while the other end is flush with the upper edge of the plate 4 in FIG. 5.
- the intermediate profiles 33 i. the second, fourth and so on Profile, opposite the Odd numbered profiles 33 offset so that they are flush with their one ends with the in Figs.
- one of the deflection sections 36a, 36b serves to connect a connection nipple, collecting tank or the like in order to supply or remove the refrigerant in the direction of the arrows 28, 29.
- the other deflection portions 36 are, however, outwardly bounded by blocks 37, which have a height h (Fig. 6) corresponding height and a width, preferably substantially equal to the difference between the double distance a and the width of a Webs 33a in Fig.
- the blocks 37 are each in a space bounded on the one hand by the webs 33a and plates 4 and on the other hand by the mutually facing ends of the flanges 33b, 33c of those profiles 33 which border on one or the other edge of the plates 4.
- the blocks 37 abut both the webs 33a and plates 4 and at the ends of the flanges 33b, 33c.
- the attachment of the various parts together is preferably carried out by soldering in a salt bath.
- the plates 4, profiles 33 and blocks 37 are preferably made of aluminum. to Soldering of these parts together, the plates 4 and blocks 37 to the corresponding Surfaces preferably with a suitable solder plated layers, as For example, in the production of aluminum coolers is well known. Of the Soldering is also favored by the fact that the surfaces 33d, 33e of Flanges 33b, 33c are slightly curved or convex, as a result of their investment in the flat plate surfaces wedge gaps arise, which is a large-scale wetting of the Ensure that the connecting parts are secure.
- the I-shaped cross section of the profiles 33 brings the significant advantage that on the one hand at the ends of the profiles 33 comparatively large, for the soldering to Available surfaces 33d, 33e (Fig. 8) are obtained, on the other hand, the cross sections the profiles 33 in the middle parts comparatively small and therefore the Cross sections of the limited channels 34 are comparatively large. Thereby On the one hand, a high compressive strength of the channels 34 and deflecting sections 36 formed passages, on the other hand, a large effectiveness of the heat exchange achieved, because in a small space a large flow cross-section are housed can. Because of the high packing density of the channels 34, the width of the refrigerant / air Heat exchanger network 1 (Fig. 1) much shorter than before and thus the Overall device of air / air and refrigerant / air heat exchanger essential be made more compact and smaller.
- the Passages 34 do not consist of individual, juxtaposed I-profiles 33, whose webs 33a form the lateral partitions of the individual channels, but from a Variety of rigidly connected, consecutively arranged I-profiles 41st educated. Webs 41 a of the profiles 41 thereby form shelves, while with their Outer surfaces contiguous or merging flanges 41b lateral Partitions between each, transverse to the longitudinal axis 32 and parallel to each other arranged channels 42a and 42b form. As in the embodiment of FIG.
- the profiles 41 are offset in their longitudinal direction relative to each other, and the Channels 42a and 42b are at their ends on one and the other longitudinal side by Deflection sections 43a and 43b meandering or even serpentine with each other connected.
- the deflection sections 43a are outwardly through wall sections 44a, the deflection portions 43b, however, bounded by wall sections 44b, which at each Long side but only with each second flange 41b are connected, while the intermediate Flanges 41b forming the deflection portions 43a, 43b in front of these Wall sections 44 a, 44 b end, so that the individual partitions analogous to Fig. 1 to 8 are offset transversely to the longitudinal direction 32 and relative to each other. Otherwise, FIG.
- each a plurality of corresponding channels 42a and 42b is formed, the are fluidly connected in series by the deflection sections 43a, 43b and form a passage for the refrigerant.
- the channels 1 to 8 covered by the plates 4 and closed (Fig. 10), which with the side edges of the flanges 41b are connected by soldering.
- the flanges 41b are called between the grooves are permanent wall sections and the webs 41 a as stand permanent groove bottoms are obtained, all of these soils lying in one plane, the one forms over the entire width and length of the workpiece 45 extended intermediate bottom, from each of the flanges 41b each half perpendicular up or down protrude.
- the grooves only on one surface of the Workpiece 45 form, in which case a cross section through the workpiece 45th along the longitudinal axis 32 would lead to a substantially U-shaped profiling.
- the refrigerant passage could then be made up of a plurality of juxtaposed, U-shaped profiles are thought to be assembled with their lateral webs adjoin one another or merge into one another.
- this forms the refrigerant passage comprising part of an integrally manufactured, I- or U-shaped profiled Workpiece, which is used to close the channels 42a, which are initially open or open at the bottom, 42b and deflecting sections 43a, 43b on one or both sides by soldering to the plates 4th is connected.
- a reference numeral 46 is, so that not shown from the outer sides, for the supply and removal of the Refrigerant certain headers or the like can be attached.
- the soldering as in the embodiment of FIG. 1 inexpensively in a salt bath can take place, the wall sections 44a, 44b before the soldering with appropriate Slots 47 provided, which are indicated by dashed lines in Fig. 9 in some places and the Connecting deflection sections 43a, 43b with the outer sides of the wall sections 44a, 44b, i.e. enforce this.
- the channels 42a, 42b penetrate to the parts to be soldered in the region of forming Soldering soldering column, and after the soldering process just as easily back out of the channels 42a, 42b flow out.
- the slots 47 are made by a welding process locked.
- FIG. 8 the design of the network described with reference to FIG. 8 (FIG. 1) leads to a high-strength construction that can withstand high bursting pressures.
- the invention is not limited to the described embodiments, which can be modified in many ways. This is especially true for those from the Drawings apparent cross sections of I or U profiles, which also other forms and could be provided in combination.
- the invention not limited to the application of the material aluminum, as for the production of described heat exchange networks also numerous other suitable for this purpose Materials can be used.
- the networks 1 and 2 form an integral component by means of the continuous plates 4, separately manufactured and then assembled into an integral component or as separate components find application through corresponding lines with each other are connected.
- the two networks 1 and 2 on top of each other instead of side by side to arrange.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
Description
Die Erfindung betrifft ein Kältemittel/Luft- Wärmeaustauschernetz der im Oberbegriff des
Anspruchs 1 angegebenen Gattung.The invention relates to a refrigerant / air heat exchanger network in the preamble of
Mit Wärmeraustauschernetzen dieser Art hergestellte Wärmeaustauscher- Vorrichtungen werden z.B. in Druckluftanlagen dazu benötigt, der mittels eines Krompessors erzeugten und unter einem Druck von z.B. 25 bar stehenden Druckluft die Feuchtigkeit zu entziehen, um sie dadurch für kritische Anwendungszwecke wie z.B. in der Lebensmittel- und Papierindustrie oder im medizinischen Bereich geeignet zu machen. Die Lufttrocknung erfolgt dabei dadurch, daß die vom Kompressor kommende, erhitzte Luft nach dem Durchgang durch einen Nachkühler durch eine Vorrichtung geleitet wird, die einen Luft/Luft- und einen Kältemittel/Luft- Wärmeaustauscher enthält. Während der Luft/Luft-Wärmeaustauscher meisten nach Art eines Plattenwärmeaustauschers üblicher Bauweise hergestellt wird, besteht der Kühlmittel/Luft- Wärmeaustauscher meistens aus einem kombinierten Rohr/Platten- Wärmeaustauscher mit einem Netz, das aus Platten und diese auf Abstand haltenden Leisten gebildete Luft- Durchgänge und dazwischen liegende Kältemittel- Durchgänge aufweist. Diese bestehen z.B. aus zwischen je zwei Platten angeordneten, runde oder quadratische Querschnitte aufweisenden Rohren, die gerade Abschnitte und diese Schlangenlinien- oder mäanderförmig verbindende Umlenkabschnitte aufweisen (EP 0 521 298 A2).Heat exchange devices made with heat exchange networks of this type are used e.g. needed in compressed air systems, which generated by means of a Krompessors and under a pressure of e.g. 25 bar compressed air to remove moisture, thereby avoiding them for critical applications, e.g. in the food and beverage industry Paper industry or in the medical field. The air drying takes place in that the coming of the compressor, heated air after the Passage through an aftercooler is passed through a device that has a Air / air and a refrigerant / air heat exchanger contains. During the air / air heat exchanger Most in the manner of a plate heat exchanger of conventional construction is made, the coolant / air heat exchanger consists mostly of a combined pipe / plate heat exchanger with a network consisting of plates and these formed on distance holding strips formed air passages and intervening Has refrigerant passages. These consist e.g. from between two plates each arranged, round or square cross-sectioned tubes, the straight Sections and this Schlangenlinien- or meandering connecting deflecting sections have (EP 0 521 298 A2).
Das Schlangenlinien- oder mäanderförmige Verlegen der Rohre für das Kältemittel bringt den Vorteil mit sich, daß das Wärmeaustauschernetz vom Kältemittel durchflutet statt wie üblich überflutet wird, d.h. das Kältemittel durchströmt die geraden Rohrabschnitte nacheinander und nicht parallel. Nachteilig an dieser Bauweise ist jedoch, daß zwischen den einzelnen Rohrabschnitten ungenutzte Räume entstehen, die zur Folge haben, daß die Länge des Kältemittel/Luft- Wärmeraustauschernetzes meistens größer als die Länge des Luft/Luft- Wärmeraustauschernetzes ausgebildet werden muß. Außerdem liegen die gekrümmten Umlenkabschnitte in der Regel außerhalb des vom eigentlichen Netz eingenommen Raums, so daß sie am Wärmeaustausch nicht beteiligt sind.The serpentine or meandering laying of the pipes for the refrigerant brings the advantage that the heat exchanger network is flooded by the refrigerant instead of how is usually flooded, i. the refrigerant flows through the straight pipe sections one after the other and not parallel. A disadvantage of this construction, however, is that between The individual pipe sections unused spaces arise, which have the consequence that the Length of the refrigerant / air heat exchanger network usually greater than the length of the Air / air Wärmeraustauschernetzes must be formed. In addition, the lie curved deflecting sections usually taken outside of the actual network Space, so that they are not involved in the heat exchange.
Daneben wurde auch bereits vorgeschlagen (ebenfalls EP 0 521 298 A2), die vom Kältemittel durchströmten Durchgänge des Netzes durch in üblicher Plattenbauweise hergestellte Rohr- und Umlenkabschnitte zu ersetzen, in dem diese durch übliche, zwischen den Platten angeordnete, in Quer- und Längsrichtung verlaufende Leisten begrenzt werden. Mit einer solchen Anordnung wird zwar ebenfalls eine Durchflutung des Netzes erreicht. Nachteilig ist hierbei jedoch, daß entweder vergleichsweise dicke Leisten vorgesehen werden müssen, um die für stabile Lötverbindungen ausreichend großen Lötflächen zu schaffen, wodurch bei gegebenen Gesamtabmessungen des Netzes reduzierte Strömungsquerschnitte erhalten werden, oder aber zwar schmale Leisten verwendet werden können, die günstige Strömungsquerschnitte ermöglichen, dafür aber vergleichsweise kleine Lötflächen in Kauf genommen werden müssen. Eine Folge davon ist, daß stets ein Kompromiss zwischen dem Querschnitt der Kältemittel- Durchgänge und der Größe der Lötflächen und der dadurch erzielbaren Festigkeit des Wärmeaustauschernetzes insgesamt gefunden werden muß. Angesichts der Tatsache, daß für viele Anwendungen Berstdrücke für das Netz von 100 bar und mehr vorgesehen werden müssen, ist dabei davon auszugehen, daß die Gesamtabmessungen des Wärmeaustauschernetzes wesentlich durch die Dicke der die Kanäle begrenzenden Leisten beeinflußt werden.In addition, it has also been proposed (also EP 0 521 298 A2), which is of Refrigerants flowed through passages of the network by in usual Plattenbauweise replaced pipe and deflection sections, in which these by usual, arranged between the plates, extending transversely and longitudinally strips be limited. With such an arrangement is indeed also a flooding of the Network reached. The disadvantage here, however, that either comparatively thick bars must be provided in order to ensure sufficient for stable solder joints To create solder pads, which reduced for given overall dimensions of the network Flow cross sections are obtained, or indeed used narrow strips can be that allow favorable flow cross sections, but comparatively small soldering surfaces must be accepted. One consequence of this is that always a compromise between the cross section of the refrigerant passages and the Size of the solder surfaces and the achievable strength of the heat exchanger network must be found in total. Given the fact that for many applications Burst pressures for the network of 100 bar and more must be provided is included assume that the overall dimensions of the heat exchanger network essential be influenced by the thickness of the channels limiting the channels.
Demgegenüber liegt der Erfindung das technische Problem zugrunde, das Kältemittel/Luft-Wärmeaustauschernetz der eingangs bezeichneten Gattung so auszubilden, daß es bei Einsatz kostengünstiger Fertigungsverfahren mit der erforderlichen Festigkeit hergestellt werden kann, in löttechnischer Hinsicht unproblematisch ist und bei gegebenen Gesamtabmessungen vergleichsweise große Strömungsquerschnitte für das Kältemittel ermöglicht. In contrast, the invention is the technical problem underlying the refrigerant / air heat exchanger network the type described at the beginning in such a way that it at Use of cost-effective manufacturing process manufactured with the required strength can be, in soldering technology is unproblematic and given overall dimensions allows comparatively large flow cross sections for the refrigerant.
Zur Lösung dieses Problems dienen die kennzeichnenden Merkmale des Anspruchs 1.To solve this problem serve the characterizing features of
Durch die erfindungsgemäße Anwendung der Stege und/oder Flansche von Profilen zur Ausbildung der Trennwände zwischen den Kältemittel- Kanälen gelingt ist, bei gegebenen Abmessungen des Wärmeaustauschernetzes größere Strömungsquerschnitte der Kältmittel-Durchgänge als bisher zu realisieren, ohne dadurch eine reduzierte Festigkeit bei Anwendung üblicher Lötverfahren, insbesondere beim Löten im Salzbad in Kauf nehmen zu müssen.By the inventive use of the webs and / or flanges of profiles for Forming the partitions between the refrigerant channels succeeds given Dimensions of the heat exchanger network larger flow cross sections of the refrigerant passages to realize so far, without thereby a reduced strength in use usual soldering, especially when soldering in a salt bath to accept have to.
Weitere vorteilhafte Merkmale der Erfindung ergeben sich aus den Unteransprüchen.Further advantageous features of the invention will become apparent from the dependent claims.
Die Erfindung wird nachfolgend in Verbindung mit den beiliegenden Zeichnungen anhand
von Ausführungsbeispielen näher erläutert. Es zeigen:
Eine Wärmeaustauscher- Vorrichtung für Kältetrockner an Druckluftanlagen enthält nach
Fig. 1 bis 3 im rechten Teil einen Kältemittel/Luft- Wärmeaustauscher und im linken Teil
einen Luft/Luft- Wärmeaustauscher. Dabei sind nur ein Kältemittel/ Luft- Wärmeaustauschernetz
1 und ein daneben liegendes Luft/Luft- Wärmeaustauschernetz 2 dargestellt, die
beide zur einer integralen Baueinheit zusammen gefaßt sind und einen einzigen, zusammenhängenden
Block 3 bilden. Alternativ wäre es natürlich auch möglich, beide Netze
1 und 2 als separate Baueinheiten herzustellen und zu betreiben.A heat exchanger device for refrigeration dryers in compressed air systems contains after
Fig. 1 to 3 in the right part of a refrigerant / air heat exchanger and in the left part
an air / air heat exchanger. There are only one refrigerant / air
Die beiden Netze 1 und 2 werden hauptsächlich durch planparellele, rechteckige oder
quadratische Platten 4 gebildet, die über die gesamte Breite und Länge des Blocks 3
erstreckt sind. Gemäß Fig. 1 und 3 ist dabei ein Teil der Platten 4 einerseits durch
senkrecht zur Längsrichtung verlaufende, an in Fig. 3 rechten und linken Enden des
Blocks 3 angeordnete Leisten 5a und 5b und andererseits durch in Längsrichtung erstreckte,
an den Seitenkanten der Platten 4 angeordnete Leisten 7, 8 paarweise auf
Abstand gehalten. Dadurch entstehen zwischen diesen Platten 4 Durchgänge 9. Am in
Fig. 3 linken Ende sind die oberen Leisten 7 etwas kürzer, so daß zwischen ihren linken
Enden und den Leisten 5a jeweils Zwischenräume 10 entstehen, durch die Luft in
Richtung eines eingezeichneten Pfeils 11 seitlich eintreten kann. Entsprechend sind die
oberen Leisten 7 am in Fig. 3 rechten Ende etwas kürzer, so daß zwischen ihren rechten
Enden und den Leisten 5b jeweils Zwischenräume 12 entstehen, durch die die Luft in
Richtung des eingezeichneten Pfeils 14 seitlich austreten kann. In die Durchgänge 9 sind
im übrigen zweckmäßig übliche Lamellen 15 eingelegt, die in Fig. 1 nur teilweise
dargestellt sind und deren Passagen entsprechend Fig. 3 längs Linien 16, 17 um 90°
umgelenkt sind.The two
Der andere Teil der Platten 4 ist gemäß Fig. 1 und 2 in dem das Netz 2 bildenden Teil
durch parallel zur Längsrichtung verlaufende, an den Seitenkanten der Platten 4 angeordnete
und bis zum in Fig. 1 und 2 linken Ende des Netzes 1 erstreckte Leisten 18 und 19
sowie quer dazu verlaufende, das linke und rechte Ende des Netzes 2 bildende Abschlußleisten
20a und 20b paarweise auf Abstand gehalten. Dadurch entsteht zwischen je
zwei Platten 4 je ein weiterer Durchgang 21. Auf den Seiten der Abschlußleisten 20a und
20b sind die in Fig. 2 obere Leiste 18 etwas kürzer, so daß zwischen ihnen und den
beiden Leisten 20a, 20b jeweils Zwischenräume 22a, 22b entstehen, durch die Luft
seitlich eintreten bzw. austreten und in Richtung von eingezeichneten Pfeilen 23, 24 (Fig.
2) zugeführt bzw. abgeführt werden kann. Die Umlenkung wird analog zu Fig. 3 vorzugsweise
mit entsprechend ausgebildeten, in den Durchgängen 21 vorgesehenen Lamellen 25
bewirkt.The other part of the
Im Netz 1 dienen dieselben Platten 4, die die Durchgänge 21 begrenzen, zur Bildung von
schlangenlinien- bzw. mäanderförmig angeordneten Durchgängen 26 (Fig. 1), die gerade
und der Umlenkung dienende Abschnitte aufweisen und weiter unten näher erläutert sind.
Die Durchgänge 26 erstrecken sich jeweils von einer der Abschlußleisten 20b zu einer
Abschlußleiste 27, die in Fig. 1 und 2 am rechten Ende des Blocks 3 angeordnet ist.
Dabei wechseln sich vorzugsweise Plattenpaare mit den Durchgängen 9 und Plattenpaare
mit den Durchgängen 21, 26 in übereinander liegenden Ebenen ab, wobei wenigstens je
ein Durchgang 9, 21, 26 vorhanden ist. Gemäß Fig. 5 wird den Durchgängen 26 an einem
durch einen Pfeil 28 angedeuteten Eingang ein Kältemittel zugeführt, das an einem durch
einen Pfeil 29 angedeuteten Ausgang wieder ausströmen kann und einen nicht dargestellten
Kältemittelkreislauf durchströmt.In the
Die durch die Pfeile 11, 12, 23, 24 und 28, 29 markierten Ein- bzw. Ausgänge sind mit
an sich bekannten, nicht dargestellten Einlaßnippeln, Sammelkästen oder dergleichen
verbunden.The marked by the
Die Wirkungsweise der beschriebenen Wärmeaustauscher-Vorrichtung ist im wesentlichen wie folgt:The operation of the heat exchanger device described is essentially as follows:
Die von einer Druckluftanlage kommende, auf z.B. ca. 35 - 55°C erwärmte Druckluft
wird in Richtung des Pfeils 11 zugeführt, so daß sie die Durchgänge 9 durchströmt. Dabei
wird die Luft zunächst im Netz 2 durch die im Gegenstrom in Richtung des Pfeils 23
zugeführte, von einem nicht dargestellten Wasserabscheider kommende kalte Luft auf eine
Temperatur von 20°C abgekühlt. Auf ihrem weiteren Weg durch die Durchgänge 9 wird
die Druckluft dann allmählich im Netz 1 auf ihren Taupunkt abgekühlt, da sie hier mit
dem Kältemittel wechselwirkt, das in Richtung des Pfeils 28 (Fig. 2) in die Durchgänge
26 einströmt. Die Druckluft wird dann an dem durch den Pfeil 14 (Fig. 3) markierten
Ausgang entnommen und einem nicht dargestellten Wasserabscheider zugeführt, von wo
aus sie am Pfeil 23 in das Netz 2 eingeführt und diesem an dem durch den Pfeil 24
angedeuteten Ausgang entnommen wird, der als Zapfstelle für die Druckluft dient. Dabei
ist die Anordnung so gewählt, daß die Luft an der Zapfstelle wieder annähernd auf
Raumtemperatur erwärmt ist.Coming from a compressed air system, e.g. approx. 35 - 55 ° C heated compressed air
is fed in the direction of the
Wärmeaustauscher-Vorrichtungen der beschriebenen Art und ihre Wirkungsweise sind dem Fachmann allgemein bekannt (EP 0 521 298 A2) und brauchen daher nicht näher erläutert werden.Heat exchanger devices of the type described and their mode of action are the skilled worker generally known (EP 0 521 298 A2) and therefore need not closer be explained.
Bei einem bevorzugten und bisher für am besten gehaltenen Ausführungsbeispiel der
Erfindung für das Netz 1 des Kältemittel/Luft- Wärmeaustauschers ist jeder Kältemittel-Durchgang
aus einer Vielzahl von strömungsmäßig hintereinander geschalteten, zwischen
je zwei Platten 4 angeordneten Kanälen gebildet, die mit Hilfe von einzelnen, parallel
nebeneinander angeordneten Profilen mit I-förmigen Querschnitten hergestellt sind.
Alternativ dazu ist in Fig. 9 ein zweites Ausführungsbeispiel für das Netz 1 dargestellt,
bei dem die Kanäle aus einer Vielzahl von einstückig miteinander verbundenen und
hintereinander angeordneten I- Profilen gebildet sind.In a preferred and hitherto considered best embodiment of the
Invention for the
Wie insbesondere Fig. 4 und 5 zeigen, sind die Platten 4 je eines zugeordneten Paars
durch Leisten 30 bzw. 31, die quer zur einer Längsachse 32 des Netzes 1 erstreckt sind
und quadratische oder rechteckige Querschnitte aufweisen, auf Abstand gehalten, um
zwischen ihnen planparallele Hohlräume zu bilden. Die Leiste 30 kann dabei der Leiste
20b nach Fig. 2 entsprechen. Zwischen den Platten 4 jedes dieser Paare sind außerdem
mehrere, insbesondere aus Fig. 6 und 8 ersichtliche Profile 33 mit I- förmigen Querschnitten
angeordnet, die senkrecht zur Längsachse 32 und zu den Platten 4 erstreckte,
parallel zueinander angeordneten Stege 33a und an deren beiden Enden je einen senkrecht
zu den Stegen 33a angeordneten Gurt oder Flansch 33b, 33c aufweisen. Höhen h der
Profile 33 (Fig. 6) entsprechen den Höhen der Leisten 30 und 31, so daß im montierten
Zustand äußere Oberflächen 33d, 33e (Fig. 8) der Flansche 33b, 33c an den ober- bzw.
unterhalb von ihnen angeordneten Platten 4 anliegen. Dadurch entsteht zwischen den
Platten 4 eine Vielzahl von Kanälen 34, wie insbesondere Fig. 6 zeigt, die sich im
wesentlichen senkrecht zur Längsachse 32 erstrecken. Die Kanäle 34 sind zu den Seiten
hin durch je zwei Stege 33a und nach oben und unten durch die zugehörigen Flansche
33b, 33c der Profile 33 begrenzt. Dabei sind Abstände a (Fig. 6) der Profile 33 vorzugsweise
so groß gewählt, daß zwischen den einander zugewandten Enden ihrer Flansche
33b, 33c jeweils Zwischenräume 35 mit einer Breite b verbleiben, so daß die Kanäle 34
dort nicht von den Flanschen 33b und 33c, sondern von diesen überdeckenden Abschnitten
der Platten 4 begrenzt werden. Schließlich sind die Oberflächen 33d, 33e (Fig. 8) aus
weiter unten erläuterten Gründen vorzugsweise nach außen hin leicht konvex gewölbt.Referring particularly to Figures 4 and 5, the
Wie Fig. 5 und 7 in Draufsichten zeigen, sind die Profile 33 in ihrer senkrecht zur
Längsachse 32 verlaufenden Längsrichtung vorzugsweise gleich lang, jedoch abwechselnd
nach vorn bzw. hinten relativ zueinander versetzt. Dabei ist die Anordnung derart, daß
das eine Ende eines ersten, an die Leiste 30 grenzenden Profils 33 mit einem gewissen
Abstand von dem in Fig. 7 unteren Rand der zugehörigen Platte 4 angeordnet ist, während
das andere Ende mit dem in Fig. 5 oberen Rand der Platte 4 bündig abschließt. Entsprechendes
gilt für die darauf folgenden dritten, fünften u.s.w. Profile 33. Dagegen sind
die dazwischen liegenden Profile 33, d.h. das zweite, vierte u.s.w. Profil, gegenüber den
Profile 33 mit ungeraden Nummerierung so versetzt, daß sie mit ihren einen Enden bündig
mit den in Fig. 5 und 7 unteren Rändern der Platten 4 abschließen, während ihre entgegengesetzten
Enden mit Abständen vor dem jeweils oberen Rand der Platten 4 enden.
Dadurch entstehen abwechselnd an den einen und anderen Plattenrändern Freiräume bzw.
Umlenkabschnitte 36, die die parallel liegenden Kanäle 34 an ihren in Fig. 5 oben bzw.
unten liegenden Enden zu einem schlangenlinien- bzw. mäanderförmigen Durchgang
strömungsmäßig miteinander verbinden.As shown in FIGS. 5 and 7 in plan views, the
Am Ende des ersten und letzten Profils 33 dient je einer der Umlenkabschnitte 36a, 36b
zum Anschluß eines Anschlußnippels, Sammelkastens oder dergleichen, um mit diesem
das Kältemittel in Richtung der Pfeile 28, 29 zu- bzw. abzuführen. Die anderen Umlenkabschnitte
36 werden dagegen nach außen hin durch Klötze 37 begrenzt bzw. verschlossen,
die eine der Höhe h (Fig. 6) entsprechende Höhe und eine Breite haben, die vorzugsweise
im wesentlichen gleich der Differenz aus dem doppelten Abstandsmaß a und der
Breite eines Stegs 33a in Fig. 6 bzw. gleich der Summe aus der doppelten Breite der
Flansche 33b, 33c und der doppelten Breite b abzüglich der Breite eines Stegs 33a ist,
wenigstens aber gleich der Summe aus dem Abstandsmaß a und der Breite b eines
Zwischenraums 35 sein sollte. Dabei liegen die Klötze 37 jeweils in einem Raum, der
einerseits von den Stegen 33a und Platten 4 und andererseits von den einander zugewandten
Enden der Flansche 33b, 33c derjenigen Profile 33 begrenzt wird, die an den einen
bzw. anderen Rand der Platten 4 grenzen. Die Klötze 37 liegen dabei sowohl an den
Stegen 33a und Platten 4 als auch an den Enden der Flansche 33b, 33c an.At the end of the first and
Die Befestigung der verschiedenen Teile aneinander erfolgt vorzugsweise durch Löten in
einem Salzbad. Damit dabei verwendete Flußmittel, Salzlösungen und Lötmittel, Luft und
der gleichen ungehindert in die Kanäle 34 einströmen, von dort in die Spalte zwischen den
Platten 4, Profilen 33 und Klötzen 37 eindringen und auch wieder ungehindert ausströmen
können, bleiben zwischen den Klötzen 37 und den Profilen 33 bestehende Kanalabschnitte
bis zum Abschluß des Lötvorgangs vorzugsweise offen. Im Anschluß an den Lötvorgang
und das vollständige Auslaufen der Flüssigkeiten werden diese Kanalabschnitte dann
vorzugsweise durch einen Schweißvorgang verschlossen. Dieser kann angesichts der
vergleichsweise kleinen freibleibenden Zwischenräume (z.B. a= 10 mm, b= 2 mm, h=
10 mm) problemlos durchgeführt werden.The attachment of the various parts together is preferably carried out by soldering in a salt bath. In order that used flux, saline solutions and solder, air and the like flow freely into the
Die Platten 4, Profile 33 und Klötze 37 bestehen vorzugsweise aus Aluminium. Zur
Verlötung dieser Teile miteinander weisen die Platten 4 und Klötze 37 an den entsprechenden
Oberflächen vorzugsweise mit einem geeigneten Lot plattierte Schichten auf, wie dies
beispielsweise bei der Herstellung von Aluminiumkühlern allgemein bekannt ist. Der
Lötvorgang wird außerdem dadurch begünstigt, daß die Oberflächen 33d, 33e der
Flansche 33b, 33c leicht gewölbt bzw. ballig sind, da hierdurch bei deren Anlage an den
ebenen Plattenoberflächen Keilspalte entstehen, die eine großflächige Benetzung der
verbindenden Teile sicher stellen.The
Der I- förmige Querschnitt der Profile 33 bringt den wesentlichen Vorteil mit sich, daß
einerseits an den Enden der Profile 33 vergleichsweise große, für den Lötvorgang zur
Verfügung stehenden Flächen 33d, 33e (Fig. 8) erhalten werden, andererseits die Querschnitte
der Profile 33 in den mittleren Teilen vergleichsweise klein und daher die
Querschnitte der von ihnen begrenzten Kanäle 34 vergleichsweise groß sind. Dadurch
wird einerseits eine hohe Druckfestigkeit der von den Kanälen 34 und Umlenkabschnitten
36 gebildeten Durchgänge, andererseits eine große Effektivität des Wärmeaustauschs
erreicht, weil auf engem Raum ein großer Strömungsquerschnitt untergebracht werden
kann. Wegen der hohen Packungsdichte der Kanäle 34 kann die Breite des Kältemittel/-Luft-
Wärmeaustauschernetzes 1 (Fig. 1) wesentlich kürzer als bisher und damit die
Gesamtvorrichtung aus Luft/Luft- und Kältemittel/Luft- Wärmeaustauscher wesentlich
kompakter und kleiner ausgebildet werden.The I-shaped cross section of the
Die zur Vervollständigung der Netze 1 und 2 außerdem benötigten Einzelteile sind in der
Zeichnung nicht dargestellt, weil sie auf herkömmliche Weise gestaltet sind. Dies gilt
insbesondere für obere und untere Endplatten 39 (Fig. 1) und die erforderlichen Anschlußnippel
oder Sammelkästen.The additional parts needed to complete the
Im übrigen folgt aus Fig. 1 und 4, daß sich im fertigen Block 3 die aus Paaren von Platten
4, den Leisten 5a, 5b, 7 und 8 und den Lamellen 15 gebildeten Durchgängen 9 im rechten
Teil, d.h. im Netz 1, mit denen aus den I- Profilen 33, weiteren Paaren von Platten 4 und
den Klötzen 37 gebildeten Durchgängen 34, im linken Teil dagegen, d.h. im Netz 2, mit
den aus denselben Paaren von Platten 4, den Leisten 18, 19, 20a, 20b und den Lamellen
25 gebildeten Durchgängen 9 abwechseln. Wieviele Durchgänge 9 bzw. 21, 34 jeweils
vorhanden sind, hängt von den Forderungen des Einzelfalls ab, wobei im Prinzip je ein
Durchgang 9, 21 bzw. 34 ausreicht, um die anhand der Figuren 1 bis 3 beschriebene
Funktion zu ermöglichen.Moreover, it follows from Fig. 1 and 4, that in the
Nach einem zweiten, in Fig. 9 dargestellten Ausführungsbeispiel der Erfindung sind die
Durchgänge 34 (Fig. 6) nicht aus einzelnen, nebeneinander angeordneten I-Profilen 33,
deren Stege 33a die seitlichen Trennwände der einzelnen Kanäle bilden, sondern aus einer
Vielzahl von starr zusammenhängenden, hintereinander angeordneten I-Profilen 41
gebildet. Stege 41a der Profile 41 bilden dabei Zwischenböden, während mit ihren
Außenflächen aneinander grenzende bzw. ineinander übergehende Flansche 41b seitliche
Trennwände zwischen einzelnen, quer zur Längsachse 32 und parallel nebeneinander
angeordneten Kanälen 42a bzw. 42b bilden. Wie beim Ausführungsbeispiel nach Fig. 1
und 8 sind die Profile 41 in ihrer Längsrichtung relativ zueinander versetzt, und die
Kanäle 42a bzw. 42b sind an ihren Enden an der einen und anderen Längsseite durch
Umlenkabschnitte 43a bzw. 43b mäander- oder auch schlangenlinienförmig miteinander
verbunden. Dabei sind die Umlenkabschnitte 43a nach außen hin durch Wandabschnitte
44a, die Umlenkabschnitte 43b dagegen durch Wandabschnitte 44b begrenzt, die an jeder
Längsseite aber nur mit jedem zweiten Flansch 41b verbunden sind, während die dazwischenliegenden
Flansche 41b unter Bildung der Umlenkabschnitte 43a, 43b vor diesen
Wandabschnitten 44a, 44b enden, so daß die einzelnen Trennwände analog zu Fig. 1 bis 8
quer zur Längsrichtung 32 und relativ zueinander versetzt sind. Im übrigen zeigt Fig. 9,
daß aufgrund der speziellen Anordnung jeweils auf beiden Seiten der Stege 41a bzw.
Zwischenböden je eine Vielzahl von entsprechenden Kanälen 42a bzw. 42b entsteht, die
durch die Umlenkabschnitte 43a, 43b strömungsmäßig hintereinander geschaltet sind und
einen Durchgang für das Kältemittel bilden. Nach oben und unten werden die Kanäle
analog zu Fig. 1 bis 8 durch die Platten 4 abgedeckt und verschlossen (Fig. 10), die mit
den Seitenkanten der Flansche 41b durch Löten verbunden sind.According to a second, shown in Fig. 9 embodiment of the invention are the
Passages 34 (FIG. 6) do not consist of individual, juxtaposed I-
Die Herstellung der aus Fig. 9 und 10 ersichtlichen Durchgänge erfolgt erfindungsgemäß
dadurch, daß ein Werkstück 45, z. B. eine planparallele Platte, auf seinen beiden
Breitseiten mit die Kanäle 42a, 42b und Umlenkabschnitte 43a, 43b bildenden Nuten
versehen wird. Dies kann durch Fräsen, insbesondere Spurfräsen erfolgen, so daß der
gesamte, aus den Kanälen 42a, 42b und Umlenkabschnitten 43a, 43b bestehende Durchgang
in einem Arbeitsgang hergestellt wird. In diesem Fall werden die Flansche 41b als
zwischen den Nuten stehen bleibende Wandabschnitte und die Stege 41a als stehen
bleibende Nutenböden erhalten, wobei alle diese Böden in einer Ebene liegen, die einen
über die ganze Breite und Länge des Werkstücks 45 erstreckten Zwischenboden bildet,
von dem jeweils die Flansche 41b jeweils zur Hälfte senkrecht nach oben bzw. unten
abstehen. Alternativ wäre es aber auch möglich, die Nuten nur auf einer Oberfläche des
Werkstücks 45 auszubilden, in welchem Fall ein Querschnitt durch das Werkstück 45
längs der Längsachse 32 zu einer im wesentlichen U-förmigen Profilierung führen würde.
Der Kältemittel-Durchgang könnte dann aus einer Vielzahl von nebeneinander liegenden,
U-förmigen Profilen zusammengesetzt gedacht werden, die mit ihren seitlichen Stegen
aneinandergrenzen bzw. ineinander übergehen. In jedem Fall bildet das den Kältemittel-Durchgang
aufweisende Teil ein einstückig hergestelltes, I-oder U-förmig profiliertes
Werkstück, das zum Schließen der zunächst nach oben bzw. unten offenen Kanäle 42a,
42b und Umlenkabschnitte 43a, 43b ein- oder beidseitig durch Löten mit den Platten 4
verbunden wird.The preparation of the apparent from Fig. 9 and 10 passages according to the invention
in that a workpiece 45, z. B. a plane-parallel plate, on its two
Broad sides with the
An den Pfeilen 28, 29 (Fig. 5) zugeordneten Stellen werden die Nuten durch die Wandteile
44a, 44b hindurch verlängert, wie in Fig. 9 durch ein Bezugszeichen 46 angedeutet
ist, so daß von deren Außenseiten her nicht dargestellte, zur Zufuhr bzw. Abfuhr des
Kältemittels bestimmte Sammelkästen oder dergleichen angebracht werden können.Arranged at the
Damit das Löten wie bei der Ausführungsform nach Fig. 1 preisgünstig im Salzbad
erfolgen kann, werden die Wandabschnitte 44a, 44b vor dem Lötvorgang zweckmäßig mit
Schlitzen 47 versehen, die in Fig. 9 an einigen Stellen gestrichelt angedeutet sind und die
Umlenkabschnitte 43a, 43b mit den Außenseiten der Wandabschnitte 44a, 44b verbinden,
d.h. diese durchsetzen. Dadurch können beim Lötvorgang Luft und Flüssigkeiten leicht in
die Kanäle 42a, 42b eindringen, um die zu verlötenden Teile im Bereich der sich bildenden
Lötspalte zu benetzen, und nach dem Lötprozeß ebenso leicht wieder aus den Kanälen
42a, 42b ausströmen. Im Anschluß daran werden die Schlitze 47 durch einen Schweißvorgang
verschlossen.Thus, the soldering as in the embodiment of FIG. 1 inexpensively in a salt bath
can take place, the
Auch die anhand der Fig. 8 beschriebene Gestaltung des Netzes (Fig. 1) führt zu einer hochfesten Konstruktion, die hohen Berstdrücken standhalten kann.Also, the design of the network described with reference to FIG. 8 (FIG. 1) leads to a high-strength construction that can withstand high bursting pressures.
Die Erfindung ist nicht auf die beschriebenene Ausführungsbeispiele beschränkt, die auf
vielfache Weise abgewandelt werden können. Dies gilt insbesondere für die aus den
Zeichnungen ersichtlichen Querschnitte der I- bzw. U-Profile, die auch andere Formen
haben und auch in Kombination vorgesehen werden könnten. Weiter ist die Erfindung
nicht auf die Anwendung des Werkstoffs Aluminium beschränkt, da zur Herstellung der
beschriebenen Wärmeaustauschernetze auch zahlreiche andere für diese Zwecke geeignete
Materialien verwendet werden können. Weiter ist es im Prinzip gleichgültig, ob die Netze
1 und 2 mit Hilfe der durchgehenden Platten 4 ein integrales Bauteil bilden, separat
hergestellt und dann zu einem integralen Bauteil zusammengesetzt werden oder als
separate Bauteile Anwendung finden, die durch entsprechende Leitungen miteinander
verbunden sind. Außerdem wäre es in an sich bekannter Weise möglich, die beiden Netze
1 und 2 übereinander statt nebeneinander anzuordnen. Schließlich versteht sich, daß die
verschiedenen Merkmale auch in anderen als den beschriebenen und dargestellten
Kombinationen angewendet werden können.The invention is not limited to the described embodiments, which
can be modified in many ways. This is especially true for those from the
Drawings apparent cross sections of I or U profiles, which also other forms
and could be provided in combination. Next is the invention
not limited to the application of the material aluminum, as for the production of
described heat exchange networks also numerous other suitable for this purpose
Materials can be used. Furthermore, it is basically indifferent whether the
Claims (15)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10151238 | 2001-10-17 | ||
| DE10151238A DE10151238A1 (en) | 2001-10-17 | 2001-10-17 | Refrigerant / air heat exchanger grid |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1304536A2 true EP1304536A2 (en) | 2003-04-23 |
| EP1304536A3 EP1304536A3 (en) | 2004-07-21 |
Family
ID=7702786
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02022853A Withdrawn EP1304536A3 (en) | 2001-10-17 | 2002-10-14 | Refrigerant / air heat exchange system |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6901996B2 (en) |
| EP (1) | EP1304536A3 (en) |
| JP (1) | JP2003185376A (en) |
| DE (1) | DE10151238A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1770345A2 (en) * | 2005-09-28 | 2007-04-04 | Autokühler GmbH & Co. KG | Heat exchange network and heat exchanger using same |
| BE1018518A3 (en) * | 2009-04-06 | 2011-02-01 | Atlas Copco Airpower Nv | IMPROVED HEAT EXCHANGER. |
| RU2476458C2 (en) * | 2011-05-10 | 2013-02-27 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Кабардино-Балкарский государственный университет им. Х.М. Бербекова" | Polymer composition |
| EP2244045A3 (en) * | 2009-04-21 | 2013-03-27 | Linde Aktiengesellschaft | Plate heat exchanger with profiles |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20100224173A1 (en) * | 2009-03-09 | 2010-09-09 | Herve Palanchon | Heat Exchanger with Cast Housing and Method of Making Same |
| US11346608B2 (en) * | 2016-01-29 | 2022-05-31 | Deere & Company | Heat exchanger with improved plugging resistance |
| CN105826811B (en) * | 2016-05-06 | 2020-10-23 | 华中科技大学 | Characterization method and device of tunable laser |
| FR3084739B1 (en) * | 2018-07-31 | 2020-07-17 | L'air Liquide, Societe Anonyme Pour L'etude Et L'exploitation Des Procedes Georges Claude | HEAT EXCHANGER WITH IMPROVED PATHWAY CONFIGURATION, METHODS OF EXCHANGING HEAT |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0521298A2 (en) | 1991-06-04 | 1993-01-07 | Autokühler Gmbh & Co. Kg. | Heat exchange apparatus for dryer by refrigeration in compressed air plants and tubes/plates heat exchanger for this use |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US331532A (en) * | 1885-12-01 | Platen for drying apparatus | ||
| US1490706A (en) * | 1921-10-12 | 1924-04-15 | Bethlehem Steel Corp | Hot plate for presses and method of making same |
| US1571599A (en) * | 1922-03-07 | 1926-02-02 | Farrel Foundry & Machine Compa | Platen for vulcanizing presses and the like |
| US2566310A (en) * | 1946-01-22 | 1951-09-04 | Hydrocarbon Research Inc | Tray type heat exchanger |
| FR929698A (en) * | 1946-06-24 | 1948-01-05 | New heat exchanger element | |
| US2874941A (en) * | 1955-09-06 | 1959-02-24 | Air Preheater | Brazed extended surface heat exchanger |
| FR1302612A (en) * | 1961-07-20 | 1962-08-31 | Temperature exchangers | |
| DE3007493C2 (en) * | 1980-02-28 | 1982-04-29 | G. Siempelkamp Gmbh & Co, 4150 Krefeld | Press plate for heated presses |
| DE3107010C2 (en) * | 1981-02-25 | 1985-02-28 | Dieter Christian Steinegg-Appenzell Steeb | Metal cooler for cooling a fluid flowing through under high pressure with air |
| DE3146088A1 (en) * | 1981-11-20 | 1983-05-26 | Linde Ag, 6200 Wiesbaden | Plate heat exchanger |
| DE3717649A1 (en) * | 1987-05-26 | 1988-12-15 | Held Kurt | DOUBLE BELT PRESS WITH HEATABLE OR COOLABLE PARTS AND METHOD FOR THE PRODUCTION THEREOF |
| DE4118289A1 (en) * | 1991-06-04 | 1992-12-10 | Autokuehler Gmbh & Co Kg | Compact heat exchange appts. - for refrigeration dryer in compressed air plant |
| FR2685071B1 (en) * | 1991-12-11 | 1996-12-13 | Air Liquide | INDIRECT PLATE TYPE HEAT EXCHANGER. |
| BE1008176A6 (en) * | 1994-03-07 | 1996-02-06 | Atlas Copco Airpower Nv | Working method for drying a compressed gas and device to achieve thisworking method |
| DE19518511C2 (en) | 1994-05-20 | 1998-04-02 | Hermann Dipl Ing Kuenst | Method for the transcutaneous, bloodless determination of the concentration of substances in blood in vivo |
| WO1995033173A1 (en) * | 1994-05-31 | 1995-12-07 | Tjiok Mouw Ching | Heat exchanger |
| DE19547928C2 (en) * | 1995-06-30 | 1999-03-11 | Mtu Friedrichshafen Gmbh | Plate heat exchanger |
| US6044902A (en) * | 1997-08-20 | 2000-04-04 | Praxair Technology, Inc. | Heat exchange unit for a cryogenic air separation system |
| JP2000108655A (en) * | 1998-01-13 | 2000-04-18 | Denso Corp | Dehumidifier |
| DE29822888U1 (en) * | 1998-12-23 | 1999-02-25 | Steeb Industriekuehler Albert | Plate-ledge cooling block |
-
2001
- 2001-10-17 DE DE10151238A patent/DE10151238A1/en not_active Withdrawn
-
2002
- 2002-10-14 EP EP02022853A patent/EP1304536A3/en not_active Withdrawn
- 2002-10-17 US US10/272,838 patent/US6901996B2/en not_active Expired - Fee Related
- 2002-10-17 JP JP2002303012A patent/JP2003185376A/en active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0521298A2 (en) | 1991-06-04 | 1993-01-07 | Autokühler Gmbh & Co. Kg. | Heat exchange apparatus for dryer by refrigeration in compressed air plants and tubes/plates heat exchanger for this use |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1770345A2 (en) * | 2005-09-28 | 2007-04-04 | Autokühler GmbH & Co. KG | Heat exchange network and heat exchanger using same |
| EP1770345A3 (en) * | 2005-09-28 | 2008-12-17 | Autokühler GmbH & Co. KG | Heat exchange network and heat exchanger using same |
| BE1018518A3 (en) * | 2009-04-06 | 2011-02-01 | Atlas Copco Airpower Nv | IMPROVED HEAT EXCHANGER. |
| WO2010115246A3 (en) * | 2009-04-06 | 2011-03-03 | Atlas Copco Airpower | Improved heat exchanger |
| US9574828B2 (en) | 2009-04-06 | 2017-02-21 | Atlas Copco Airpower Naamloze Vennootschap | Heat exchanger |
| EP2244045A3 (en) * | 2009-04-21 | 2013-03-27 | Linde Aktiengesellschaft | Plate heat exchanger with profiles |
| RU2476458C2 (en) * | 2011-05-10 | 2013-02-27 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Кабардино-Балкарский государственный университет им. Х.М. Бербекова" | Polymer composition |
Also Published As
| Publication number | Publication date |
|---|---|
| US20030070795A1 (en) | 2003-04-17 |
| EP1304536A3 (en) | 2004-07-21 |
| JP2003185376A (en) | 2003-07-03 |
| DE10151238A1 (en) | 2003-04-30 |
| US6901996B2 (en) | 2005-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3752324T2 (en) | capacitor | |
| EP0521298B1 (en) | Heat exchange apparatus for dryer by refrigeration in compressed air plants | |
| DE102005015799B4 (en) | Refrigerant evaporator | |
| DE69513824T2 (en) | PLATE HEAT EXCHANGER WITH THREE CIRCUITS | |
| DE69922984T2 (en) | Plate heat exchanger | |
| DE2442420C3 (en) | Desublimator for the production of sublimation products, especially phthalic anhydride, from reaction gases | |
| EP1856734B1 (en) | Micro-heat exchanger | |
| DE19644586C2 (en) | Finned tube block for a heat exchanger | |
| WO1998050740A1 (en) | Distributing/collecting tank for the at least dual flow evaporator of a motor vehicle air conditioning system | |
| DE10118625A1 (en) | Corrugated lamella with partial offset for plate heat exchanger; has adjacent rows of wave shapes, with each row offset transversely to wave direction, where legs of waves have recesses at edges | |
| EP1792135B1 (en) | Heat exchanger for motor vehicles | |
| EP1770345B1 (en) | Heat exchange network and heat exchanger using same | |
| DE19543149A1 (en) | Heat exchangers, especially refrigerant evaporators | |
| DE69007709T2 (en) | Stack evaporator. | |
| DE19719259A1 (en) | Flat tube heat exchanger for motor vehicles with flat tubes held on the collars of a tube sheet | |
| DE19814051A1 (en) | Multi-layer heat exchanger | |
| AT513177B1 (en) | Plate heat exchangers, in particular for absorption refrigeration systems | |
| EP1304536A2 (en) | Refrigerant / air heat exchange system | |
| DE10020763A1 (en) | Lengthwise collector casing for heat exchanger, with net at solder bridges, sealed longitudinally and transversely to increase resistance to internal pressure | |
| EP1477761B1 (en) | Plate heat exchanger | |
| DE3143334C2 (en) | ||
| DE3906747A1 (en) | Charge air cooler | |
| DE4118289A1 (en) | Compact heat exchange appts. - for refrigeration dryer in compressed air plant | |
| EP0910778B1 (en) | Flat tube evaporator with vertical flat tubes for motor vehicles | |
| EP1588114A1 (en) | Air/water heat exchanger with partial water ways |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20050120 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20050427 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20050908 |