Technisches Gebiet
Die Erfindung bezieht sich auf eine Vorrichtung zum Entgasen und Verlöten von
vormontierten Vakuumschaltröhren in einem einzigen Lötvorgang. Vakuumschaltröhren
für Vakuumleistungsschalter, Vakuumschütze, Vakuumlasttrenner
im Mittelspannungsbereich und ebenso im Niederspannungsbereich, beispielsweise
als Motorschutzschalter, werden vielfältig eingesetzt.
Stand der Technik
Der Aufbau einer Vakuumschaltröhre ist in der Zeichnung in der Figur 2 an
einem Ausführungsbeispiel dargestellt. Die Vakuumschaltröhre 1 umfasst den
beweglichen Leiter 12 und den feststehenden Leiter 13, die an den einander
zugewandten stirnseitigen Enden mit einem Kontaktstück ausgestattet sind.
Die eigentliche Vakuumröhre wird von den metallischen Deckelteilen 15 gebildet,
mit einem dazwischen angeordneten Isolator 14. Der bewegliche Leiter 12
ist gegenüber dem Deckel mittels des Faltenbalges 16 abgedichtet. Die die
Vakuumröhre bildenden außenseitigen Teile sind über Lötstellen L miteinander
verbunden, ebenso die Kontaktstücke 18, 19 mit den Leitern 12, 13. Die
Kontaktstücke sind seitlich von dem zylinderförmigen Schirm 17 umgeben, der
ebenfalls über eine Lötstelle mit dem Deckel 15 fest verbunden ist.
Die älteste Methode zum Fertigen der Vakuumschaltröhre, nämlich Entgasen,
Schweißen und Verlöten der Teile, ist das sogenannte "Pinch-Off-Verfahren".
Hierbei werden die aus Edelstahl bestehenden Teile zuerst eine Stunde lang
bei ca. 1000°C vorentgast, dann wird die Festkontaktgruppe und die bewegliche
Kontaktgruppe jeweils einzeln vorgelötet, und aus diesen Teilen die komplette
Vakuumschaltröhre montiert und mittels eines Kupferrohres mit einer
Ultrahochvakuumpumpanlage gekoppelt, und nachfolgend während mindestens
24 Stunden auf eine Temperatur von 400° bis 500°C aufgeheizt, abgekühlt
und über eine hydraulische Pressvorrichtung das Kupferrohr ultrahochvakuumdicht
zusammengequetscht - pinched off. Die Vakuumschaltröhre wird
dann von der Ultrahochvakuumpumpanlage abgetrennt.
Eine andere bekannte Methode zum Herstellen von Vakuumschaltröhren wird
als Direktlotverschließtechnik bezeichnet. Hierbei werden ebenfalls die Edelstahlbauteile
bei ca. 1000°C vorentgast und die Festkontaktbaugruppe und die
bewegliche Kontaktbaugruppe zwischen 700°C und 960°C vorgelötet. Danach
werden die gelöteten Baugruppen mit den passenden Keramikkörpern und
entsprechenden Lötfolien zu der Vakuumschaltröhre vormontiert und bei
Temperaturen zwischen 700° bis 860°C leergepumpt, entgast, das Getter aktiviert
und die Vakuumschaltröhre ultrahochvakuumdicht verschlossen innerhalb
eines Hochvakuumlötofens. Bei den vorgenannten Fertigungsmethoden
handelt es sich um mehrstufige Methoden.
Darüber hinaus ist die "one-shot-brazing"-Methode bekannt, bei der alle Löt-und
Entgasungsvorgänge zum Herstellen der Vakuumschaltröhre in einem
einzigen Lötzyklus integriert durchgeführt werden.
Zum Durchführen der Direktlotverschließtechnik und des One-shot-brazing-Verfahrens
werden spezielle Hochvakuumlötöfen, die im kaltem Zustand einen
Enddruck zwischen 5 x 10
-7 und 5 x 10
-8 mbar erreichen können benötigt.
Diese Hochvakuumlötöfen zeichnen sich dadurch aus, dass sie aus einem
doppelwandigen Zylinder bestehen, der an beiden Enden mit einem doppelwandigen
Klöpperboden abgeschlossen ist. Einer der Klöpperboden ist als Tür
ausgeführt, damit der Ofen beladen und entladen werden kann. Der Ofen enthält
Graphit- , Molybdän- oder Wolframheizungselemente. Bei Einsatz von
Molybdän- und Wolframheizungselementen ist der Ofen mit einer metallischen
Auskleidung aus Molybdän und/oder Edelstahl versehen. Abhängig von der
Größe des Nutzraumes des Ofens und der Geometrie der herzustellenden
Vakuumschaltröhren können 50 bis 500 Vakuumschaltröhren in einer Charge
gelötet und entgast werden. Ein derartiger Lötzyklus ist aufgebaut aus:
- Ofen und Charge abkühlen lassen,
- Schnellkühlung einschalten und warten bis ca. 40 bis 70° C erreicht ist.
Ein kompletter Lötzyklus dauert abhängig von der Charge ca. 10 bis 12 Stunden.
Es handelt sich immer um einen diskontinuierlichen Prozess, der mit den
drei Arbeitsstufen Ofen beladen, Charge löten, Ofen entladen, verbunden ist.
Darstellung der Erfindung
Der Erfindung liegt die Aufgabe zugrunde, ein schnelleres und preiswerteres
Verfahren zum Entgasen und Löten basierend auf der One-shot-brazing-Methode
von Vakuumschaltröhren zu schaffen, insbesondere den Energie und
Zeitaufwand zu verringern.
Erfindungsgemäß wird zur Lösung dieser Aufgabe eine Vorrichtung vorgeschlagen,
die eine Grundplatte mit mindestens einem Lötplatz mit einer
Durchbrechung der Grundplatte für den Anschluss einer Saugpumpe und einer
die Durchbrechung überdeckenden auf die Grundplatte aufsetzbaren und
abhebbaren Glocke umfasst, und eine die Glocke außenseitig umgebende mit
mittel- oder hochfrequenter Energie beaufschlagbare Erregerspule mit einem
Mittel- oder Hochfrequenzregenerator für die Erregerspule, und einem innerhalb
der Glocke angeordneten, als zylindrisches Rohrstück für die Aufnahme
mindestens einer vormontierten Vakuumschaltröhre ausgebildeten Susceptor
aufweist.
Vorteilhafte Weiterbildungen und Ausgestaltungen der Erfindung sind den
kennzeichnenden Merkmalen Unteransprüche entnehmbar.
Als Halterung für die Vakuumschaltröhren ist bevorzugt in der Durchbrechung
der Grundplatte bzw. auf der Grundplatte oberhalb der Durchbrechung eine
gitterartige Aufnahmeplatte zum Einsetzen der vormontierten Vakuumschaltröhren
vorgesehen. Je nach Größe der Vakuumschaltröhre und des Gitters ist
es möglich ggf. auch anstelle einer großen Vakuumschaltröhre mehrere kleinere
Vakuumschaltröhren anzuordnen. Die gitterartige Struktur der Aufnahmeplatte
bewirkt einen hohen Strömungsleitwert beim Abpumpen der Gase.
Zur Erzielung eines Hochvakuums wird des weiteren vorgeschlagen, auf der
Oberseite der Grundplatte eine die Durchbrechung umgebende Ringnut auszubilden,
in der ein geeigneter Dichtungsring hochvakuumdicht mit der Grundplatte
verbunden angeordnet ist.
Für die exakte Aufheizung zum Erreichen der Löttemperatur und Abkühlen
sind Thermoelemente vorgesehen, die im Kopfbereich der Glocke mittels einer
hochvakuumdichten Durchführung angeordnet sind. Ebenso sind Druckmesselemente
für den Innenraum und für die Saugleitung zur Saugpumpe, einer
Ultra-Hochvakuumpumpanlage, vorgesehen, um die entsprechende Entgasung
und das entsprechende Hochvakuum mit Sicherheit zu erreichen.
Auf der Unterseite der Grundplatte sind hierzu an der Ausnehmung bevorzugt
fest angeschlossene oder vakuumdicht anschließbare Saugstutzen vorgesehen.
Erfindungswesentlich ist die schnelle Aufheizung mittels der Erregerspule und
dem zugeordneten Susceptor, der aus einem Material besteht, das sehr leicht
magnetische Feldlinien absorbiert und sehr schnell magnetische Energie absorbieren
kann. Vorzugsweise ist der Susceptor aus weichmagnetischen
Werkstoffen, wie Eisen und Eisenlegierungen, z.B. Fe, FeNi, FeNiCo usw.
aufgebaut. Dieses trifft besonders im unteren Frequenzspektrum zu. Im höheren
Bereich des verwendeten Frequenzspektrums können auch höher
schmelzende Metalle und Legierungen wie z. B. Mo (Molybdän), W (Wolfram),
Ta (Tantal), Edelstähle und Superlegierungen verwendet werden. Durch Verwendung
der erfindungsgemäßen mittel- oder hochfrequenten Energie kann
das zu lötende Objekt , die vormontierte Vakuumschaltröhre, sehr rasch auf
die gewünschte Löttemperatur erhitzt werden.
Die Anordnung ist bevorzugt so getroffen, dass die Erregerspule ringförmig
ausgebildet ist und die Glocke umgibt und zwar quer zur senkrechten Schaltachse
der entsprechend innerhalb der Glocke angeordneten Vakuumschaltröhre,
wobei die Erregerspule etwa mittig in bezug auf den die Vakuumschaltröhre
umgebenden Susceptor angeordnet ist. Für eine optimale Erwärmung ist
vorgesehen, den Susceptor auf Isolierstützen beabstandet von der Grundplatte
anzuordnen, so dass er die zu lötenden Bereiche der Vakuumschaltröhre
außenseitig umgibt.
Die Leistungen, die die Erregerspule abgeben kann, können zwischen 1,2 kW
bis ca. 30 kW variieren, wobei die Frequenzen zwischen 3,5 kHz und ca. 1
MHz liegen.
Als Saugpumpe wird eine Ultra-Hochvakuumpumpe eingesetzt, so dass während
des ganzen Lötvorganges der Druck innerhalb der Glocke auf einen Wert
kleiner als 2 x 10-7 mbar gehalten werden kann.
Für das Be- und Entladen der Lötvorrichtung ist die Glocke bewegbar insbesondere
hebbar, beispielsweise mittels einer Hubvorrichtung.
Zur Steigerung der Produktivität wird bevorzugt die Grundplatte mit mehr als
einem Lötplatz ausgerüstet, d. h. mit mehr als einer Durchbrechung, wobei
jeder Durchbrechung eine Glocke zugeordnet ist auf der Oberseite und auf der
Unterseite ein Saugstutzen. Alle Saugstutzen einer Grundplatte werden über
Saugleitungen zu einer Hochvakuumanlage geführt, und jedem Saugstutzen
ist zum Koppeln und/oder Trennen der Glocke mit der Hochvakuumpumpe ein
entsprechendes Hochvakuumventil zugeordnet. Die Heizeinrichtung in Gestalt
der Erregerspule mit Generator ist den Lötplätzen so zugeordnet, dass durch
entsprechende Bewegung der Erregerspule und des Generators die einzelnen
Lötplätze nacheinander mit der einen Erregerspule anfahrbar sind. Für den
Fall, dass auf der Grundplatte zwei Reihen von Lötplätzen parallel zueinander
vorgesehen sind, kann die Erregerspule mit dem Generator auf einer dazwischen
angeordneten Schiene verfahrbar und drehbar und anhebbar angeordnet
sein. Bei Anordnung der Lötplätze auf einer Scheibe kreisringförmig kann
die Erregerspule mit dem Generator in der Mitte angeordnet sein und durch
entsprechende Drehbewegung zu den einzelnen Lötplätzen bewegt werden.
Des weiteren kann der Generator mit einer Hubeinrichtung zum Ausführen
einer senkrechten Hubbewegung ausgerüstet sein.
Darüber hinaus ist es möglich, die Fertigungsanlage mit mehreren Lötplätzen
und einem Generator und einer Erregerspule mit einer Steuerungseinrichtung
zu versehen, so dass der Fertigungsprozess automatisch durchführbar ist, d.
h. das Beschicken der Lötplätze, das Evakuieren der bestückten Lötplätze,
das Aufheizen, Abkühlen und die Entnahme und das erneute Bestücken, was
nacheinander wie auf einem Karussell abfolgen kann. Die Steuerung kann
über PC und/oder mittels einer SPS-Steuerung erfolgen.
Die erfindungsgemäße Vorrichtung ermöglicht die wirtschaftliche Herstellung
von Vakuumschaltröhren. Hierbei werden folgende Vorteile erreicht:
- sehr rasche Aufwärmung der Vakuumschaltröhren durch Einsatz kleiner
Einheiten, d.h. kleiner Glocken als Vakuumkammern,
- gute Kontrollmöglichkeiten der vormontierten Vakuumschaltröhre während
des ganzen Lötprozesses durch Einsatz von durchsichtigen Quarzglasglocken,
jede Vakuumschaltröhre ist auch visuell beobachtbar.
- Das Fließen des Lotes während des Lötprozesses der Vakuumschaltröhre
ist gut zu beobachten.
Durch Ausbildung jedes Lötplatzes für eine oder mehrere Vakuumschaltröhren
mit geringstmöglichem Raumbedarf sind extrem kurze Evakuierungszeiten für
den Lötplatz unterhalb der Glocke möglich.
Durch das geringe Volumen und die Masse der Lötvorrichtung und der nur
geringen Anzahl von zu lötenden Vakuumschaltröhren an einem Lötplatz können
sehr niedrige Drücke während des Lötprozesses erreicht werden.
Die gesamte Vorrichtung zum Entgasen und Löten von Vakuumschaltröhren
erfordert aufgrund des einfachen Aufbaus insgesamt geringe Investitionskosten,
wobei jedoch große Fertigungsmengen an Vakuumschaltröhren in einem
automatisierten oder halbautomatisierten Prozess in der Anlage hergestellt
werden können.
Sehr schnelle Aufheiz- und Abkühlzeiten des Lötplatzes in der Glocke sind
möglich, da nur eine oder eine sehr geringe Anzahl von Vakuumschaltröhren
an einem Lötplatz aufgeheizt und abgekühlt werden müssen.
Die Temperatur und auch der Druck in der Kammer kann sehr genau gemessen
und der Fertigungsprozess entsprechend gesteuert werden.
Die erfindungsgemäße Vorrichtung eignet sich insbesondere zum Herstellen
von Vakuumschaltröhren für Lasttrennschalter, Vakuumschütze für Mittelspannung
und Niederspannung.
Kurze Beschreibung der Zeichnungen
Die Erfindung wird nachfolgend anhand von in der Zeichnung schematisch
dargestellte Ausführungsbeispielen näher erläutert. Es zeigen:
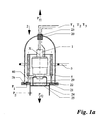
- Figur 1a, b, c:
- eine Lötvorrichtung mit einem Lötplatz in einer Schnittansicht
in geschlossenem, geöffnetem leeren und geöffnetem mit einer
Vakuumschaltröhre bestückten Zustand;
- Figur 2:
- eine vormontierte Vakuumschaltröhre im Längsschnitt;
- Figur 3 u. 4:
- eine vertikale Schnittansicht und eine Draufsicht einer Vorrichtung
mit in zwei parallelen angeordneten Lötplätzen;
- Figur 5 u. 6:
- im vertikalen Schnitt und Draufsicht eine Vorrichtung mit auf
einem Kreisring angeordneten Lötplätzen;
- Figur 7 u. 8:
- einen vertikalen Schnitt durch einen Lötplatz für mehrere Vakuumschaltröhren,
sowie die Draufsicht hierauf in schematisierter
Form.
Bester Weg zur Ausführung der Erfindung
Der Aufbau einer Vakuumschaltröhre für Mittelspannung und Niederspannung
ist beispielhaft in der Figur 2, wie eingangs erläutert, dargestellt. Zum gleichzeitigen
Löten und Entgasen der vormontierten Vakuumschaltröhre und Fertigstellung
derselben, ist eine Vorrichtung mit dem prinzipiellen Aufbau nach
Figuren 1a, 1b, 1c vorgesehen. Ein Lötplatz 2 für mindestens eine oder eine
geringe Anzahl von vormontierten Vakuumschaltröhren 1 ist auf einer Grundplatte
21 aus Edelstahl eingerichtet. Dem Lötplatz 2 ist auf der Grundplatte 21
eine Durchbrechung 27, beispielsweise in Kreisform, zugeordnet. Auf der
Oberseite der Grundplatte ist um die Durchbrechung 27 eine ringförmige Nut
28 ausgebildet, in der ein Dichtungsring 22, beispielsweise ein Viton-O-Ring,
hochvakuumdicht mit der Grundplatte 21 verbunden angeordnet ist. Auf der
Grundplatte 21 und dem Dichtungsring 22 ist die Glocke 20 aus Quarzglas
aufgesetzt. Auf der Unterseite der Grundplatte 21 ist der Saugstutzen 24
hochvakuumdicht an der Ausnehmung 27 angeschlossen, der mit einer hier
nicht näher dargestellten Ultrahochvakuumpumpanlage verbunden ist. Im
Kopfbereich der Glocke 20 ist eine hochvakuumdichte Durchführung 23 für
Thermoelemente T1, T2, T3 oder auch mehr zum Erfassen der Temperaturen
innerhalb der Glasglocke während des Fertigungsprozesses an verschiedenen
Bereichen vorgesehen. Für die Halterung der zu verlötenden und entgasenden,
vormontierten Vakuumschaltröhre 1 ist auf der Grundplatte bevorzugt im
Bereich der Durchbrechung 27 eine Aufnahmeplatte 25 bevorzugt eine gitterförmige
Aufnahmeplatte 25 oder eine Lochplatte angebracht. An der Aufnahmeplatte
25 ist ein Auflageständer 29 für die Vakuumschaltröhre befestigt. Die
vormontierte Vakuumschaltröhre kann in einer Lötlehre gehaltert sein, mit der
sie an dem Lötplatz in der Aufnahmeplatte bzw. dem Aufnahmeständer durch
Einstecken selbstzentrierend in der Schaltachse X der Vakuumschaltröhre
gehaltert ist. Die Aufnahmeplatte 25 ist gitterförmig ausgebildet, um zwischen
der Glocke 20 und dem Saugstutzen 24 eine Verbindung mit einem hohen
Strömungsleitwert zu ermöglichen. Die Druckmesselemente P 1 und P2 sind
in die Glocke 20 bzw. Saugleitung 24 eingebaut, um den Druck während des
Fertigungsprozesses zu erfassen und das nötige Hochvakuum über die
Pumpanlage sicherzustellen.
Zum Erreichen einer sehr schnellen und ausreichenden Löttemperatur ist die
Erregerspule 3 vorgesehen, die die Glocke 20 ringförmig quer zur in der
Schaltachse X senkrecht gelagerten Vakuumschaltröhre 1 außenseitig umgibt.
Die Erregerspule 3 wird mit mittel- oder hochfrequenter Energie betrieben,
hierzu ist ein Mittelfrequenzgenerator oder Hochfrequenzgenerator vorgesehen,
der nicht näher dargestellt ist. Um ein homogenes Aufheizen und eine
homogene Temperatur der zu verlötenden Vakuumschaltröhre 1, die sich innerhalb
des Lötplatzes 2 befindet, zu erreichen, ist zwischen der Erregerspule
3 und der Vakuumschaltröhre 1 ein Susceptor 4 innerhalb der Glocke 20 platziert.
Der Susceptor 4 hat die zylindrische Form eines Rohrstückes und ist auf
Isolierstützen 40 beabstandet, auf der Oberseite der Grundplatte 21 angeordnet.
Die Länge des Susceptors 4 ist so bemessen, dass er die zu verlötenden
Bereiche der Vakuumschaltröhre 1 außenseitig überdeckt. Der Susceptor
kann bestehen aus einem Material , das sehr leicht magnetische Feldlinien
absorbiert und somit sehr schnell magnetische Energie absorbieren kann, beispielsweise
aus weichmagnetischen Werkstoffen wie Eisen und Eisenlegierungen.
Durch Einsatz der mittel- oder hochfrequenten Energie über die Erregerspule
3 kann die zu lötende Vakuumschaltröhre sehr rasch auf die gewünschte
Löttemperatur erhitzt werden.
Der Fertigungsprozess kann wie folgt ablaufen:
Die Glocke 20 ist in Pfeilrichtung Pf1 abgehoben, siehe Figur 1b, die vormontierte
Vakuumschaltröhre 1, vormontiert in einer Lötlehre, wird von ihrem
Warteplatz in die Aufnahmeplatte 25 des Lötplatzes eingesteckt, siehe Figur
1c, die Glocke 20 wird auf die Grundplatte wieder aufgesetzt, siehe Figur 1a,
danach erfolgt das Evakuieren der Glocke 20 über die durch den Saugstutzen
24 angeschlossene Pumpanlage bis auf einen Wert kleiner als 2 x 10-7 mbar.
Danach erfolgt das Aufheizen der Vakuumschaltröhre 1 durch Beaufschlagung
der Erregerspule 3 mit mittelfrequenter Energie, wobei die Leistung der Spule
je nach zu lötendem Objekt zwischen 1,2 kW bis 30 kW liegen kann, die Frequenzen
zwischen 3,5 kHz und 1 MHz bevorzugt. Mittels der Thermoelemente
T1, T2, T3 ... bis Tn wird die Temperatur innerhalb der Glocke 20 und an der
Vakuumschaltröhre 1 erfasst und die Aufheizzeit bis zur Löttemperatur, der
Lötvorgang und das nachfolgende Abkühlen mittels einer nicht dargestellten
Prozesssteuerung gesteuert. Die erforderlichen Temperaturen zum Löten der
Vakuumschaltröhre liegen zwischen 700°C und 960°C. Nach dem Löten und
schon während des Abkühlens wird die Glocke 20 mit sehr reinem und trockenem
Stickstoff geflutet bis zum Atmosphärendruck und wieder in Pfeilrichtung
Pf1 abgehoben und die entgaste und gelötete Vakuumschaltröhre 1 entnommen
und eine neue vormontierte Vakuumschaltröhre mit Lötlehre wieder eingesetzt.
Für den Fall, dass kleinere Vakuumschaltröhren 1 zu entgasen und zu löten
sind, ist es auch möglich an einem Lötplatz 2, wie in der Figur 7 und 8 dargestellt,
beispielsweise 3 vormontierte Vakuumschaltröhren 1 in die Aufnahmeplatte
25 einzusetzen und wie bei Figur 1 beschrieben, den Entgasungs- und
Verlötungsprozess durchzuführen.
Vorteilhaft kann jedoch die erfindungsgemäße Ausbildung eines Lötplatzes für
eine Vakuumschaltröhre vervielfältige werden, wobei beispielsweise eine
Mehrzahl von Lötplätzen auf einer Grundplatte 21, wie beispielsweise in der
Figur 3 und 4 schematisch dargestellt, ausgebildet werden. Beispielsweise
können die Lötplätze 2 in zwei zueinander parallelen Reihen auf einer Grundplatte
21 angeordnet sein, wobei jeder Lötplatz eine Durchbrechung 27 aufweist,
auf der Oberseite der Grundplatte 21 mit einem Susceptor 4 und einer
Glocke 20 mit Thermoelementen ausgerüstet ist und auf der Unterseite der
Grundplatte 21 der Saugstutzen 24 für die Verbindung zur Hochvakuumpumpanlage
vorgesehen ist. Alle Saugstutzen 24 jedes Lötplatzes 2 sind mit
einem Hochvakuumventil 26 zum Koppeln und/oder Trennen der Glocke 20
mit der Hochvakuumpumpe ausgerüstet, die Saugstutzen werden über eine
weitere Verbindungsseite 24a mit der Hochvakuumpumpanlage verbunden.
Für die Erwärmung des Lötplatzes bzw. der Vakuumschaltröhre ist der Generator
5 mit der Erregerspule 3 auf einer zwischen den beiden Reihen von Lötplätzen
parallel angeordneten Schiene 6 verfahrbar in Pfeilrichtung Pf3 angeordnet.
Des weiteren ist der Generator 5 mit der Erregerspule 3 auf der
Schiene 6 um seine vertikale Achse in Pfeilrichtung Pf4 drehbar angeordnet,
so dass der Generator 5 mit Erregerspule 3 wahllos und/oder nacheinander
jeden Lötplatz jeder Reihe anfahren kann durch Bewegung in Pfeilrichtung Pf3
bzw. Pf4.
Der Fertigungsprozess erfolgt in der Weise, dass bei abgehobener Glocke 20
sowohl die Be- als auch Entladung des Lötplatzes 2 mit der Vakuumschaltröhre
1 vorgenommen wird als auch die Erregerspule 3 in die Position gefahren
wird oder aus der Position entfernt wird, und nach dem Beladen und in
Position bringen der Erregerspule die Glocke 20 wieder auf den Lötplatz 2
aufgesetzt wird. Für die Positionierung der Erregerspule 3 ist des weiteren
eine Hubvorrichtung vorgesehen, um den Generator mit Erregerspule in Pfeilrichtung
Pf5 zu bewegen. Mit der in der Figur 3 und 4 dargestellten Vorrichtung
können nacheinander und/oder wahllos die einzelnen Lötplätze 2 aktiviert
werden, wobei eine große Flexibilität beim Chargieren, Löten, Dechargieren
und Abkühlen der zu lötenden Vakuumschaltröhren ermöglicht ist. Durch Ausbildung
der fahrbaren und bewegbaren Erregerspule 3 wird der Vorteil erreicht,
dass die Gesamtinvestitionen in bezug auf die Vakuumanlagen und den
mittelfrequenten oder hochfrequenten Generator klein gehalten werden kann.
Darüber hinaus benötigt die Anlage mit mehren Lötplätzen nur einen einzigen
Ultrahochvakuumpumpanlage, um die einzelnen Glocken 20 jeweils nacheinander
und/oder wahllos zu evakuieren. Hierfür ist nur ein Hochvakuumventil
26 zwischen jeder Glocke und der Pumpanlage erforderlich, so dass jede Glocke
mit Inhalt autark benutzbar wird.
Eine andere Möglichkeit zur Erhöhung der Fertigungskapazität zeigt die in den
Figuren 5 und 6 schematisch dargestellte Anlage, bei der die Lötplätze 2 mit
Glasglocken 20 auf einer scheibenförmigen Grundplatte 21 im Kreisring angeordnet
und ausgebildet sind. Die Anlage ist analog zu der in den Figuren 3 und
4 erläuterten Anlage aufgebaut, wobei hier der Generator 5 in der Mitte der
Grundplatte angeordnet ist und sowohl in Pfeilrichtung Pf4 drehbar jeweils um
vorprogrammierbare Winkelstellung der Spule bewegbar ist und darüber hinaus
auch eine Hubbewegung in Pfeilrichtung Pf5 ausführen kann.
Bei Ausbildung der Anlage mit mehreren Lötplätzen können die Aufheiz-, Abkühl-
und Chargierzeiten der Lötplätze so gewählt werden, dass ein automatischer
Fertigungsprozess der Lötplätze nacheinander ablaufen kann, wodurch
ein kontinuierlicher und flexibler Fertigungsprozess ermöglicht wird. Zumindest
die Prozessschritte des Evakuierens und Aufheizens können über die Druckund
Temperaturerfassung der Lötplätze über PC und/oder SPS-Steuerung
gesteuert und automatisiert werden. Darüber hinaus ist auch das Chargieren,
d.h. das Be- und Entladen mit den vormontierten Vakuumschaltröhren einschließlich
des Öffnens und Schließens der Lötplätze durch An- und Abheben
der Glocken beispielsweise mittels Robotern automatisierbar. Die Qualität der
verlöteten und entgasten Vakuumschaltröhren kann gesteigert werden und die
Fertigungskosten gesenkt werden.
Die erfindungsgemäße Ausbildung eines Lötplatzes und einer Vorrichtung mit
Lötplätzen zum Entgasen und Verlöten von Vakuumschaltröhren in einem
Durchgang kann in vielfältiger Weise variiert werden. Beispielsweise kann ein
zentrales, ölfreies Vorvakuumsystem in Verbindung mit einem zentralen Hochoder
Ultrahochvakuumsystem als Pumpanlage vorgesehen werden. In diesem
Fall wird jede Glocke eines Lötplatzes über Ventile mit der Pumpanlage verbunden.
Natürlich sind auch dezentrale Ultrahochvakuumpumpanlagen möglich.
Das erfindungsgemäß vorgesehene Baukastensystem ermöglicht in einfacher
Weise die Fertigungskapazität zu erhöhen, indem entsprechend viele
Lötplätze auf einer Grundplatte oder mehrere Grundplatten mit mehreren Lötplätzen
vorgesehen sind, wobei eine gemeinsame Ultrahoch-Vakuumpumpenlage
vorsehbar ist und gegebenenfalls eine Mehrzahl von Generatoren mit
Erregerspule für die einzelnen Grundplatten mit mehreren Lötplätzen.