EP1064111B1 - Method for controlling, monitoring and checking a forming operation of a metal-forming machine tool, especially a riveting machine - Google Patents
Method for controlling, monitoring and checking a forming operation of a metal-forming machine tool, especially a riveting machine Download PDFInfo
- Publication number
- EP1064111B1 EP1064111B1 EP99907589A EP99907589A EP1064111B1 EP 1064111 B1 EP1064111 B1 EP 1064111B1 EP 99907589 A EP99907589 A EP 99907589A EP 99907589 A EP99907589 A EP 99907589A EP 1064111 B1 EP1064111 B1 EP 1064111B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- reshaping
- beginning
- pressure
- force
- piston chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
- B21J15/28—Control devices specially adapted to riveting machines not restricted to one of the preceding subgroups
- B21J15/285—Control devices specially adapted to riveting machines not restricted to one of the preceding subgroups for controlling the rivet upset cycle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
- B21J15/12—Riveting machines with tools or tool parts having a movement additional to the feed movement, e.g. spin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J9/00—Forging presses
- B21J9/10—Drives for forging presses
- B21J9/20—Control devices specially adapted to forging presses not restricted to one of the preceding subgroups
Definitions
- the present invention relates to a method for Controlling, monitoring and checking a forming process a forming machine, in particular a riveting machine, on one Workpiece by means of a piston, which against the Workpiece is moved, with an upper piston surface and / or a lower piston surface for moving the piston is pressurized and a forming machine to carry out the above Process.
- riveting machines are in the stand known in the most varied of forms and designs and common. They are primarily used to mechanical mechanical material deformations, in particular also rivets. Such should. Machines can be integrated into automation processes can. Essentially, this is the Production of riveted joints using a riveting machine cold deformations, because two Parts can be connected together.
- EP 0 699 490 A1 describes a device for Verification of material deformations known, being about two different displacement sensor arrangements and via push buttons if necessary, a deviation is determined.
- the disadvantage here is that such a device is complex and complex manufactured and no exact determination of a rivet start is possible.
- DE 37 15 905 C2 describes a method for mechanical production of riveted joints and a riveting machine for performing the method known, at which opposes a striker from a given zero position a workpiece is moved. This shifting to one Workpiece is made with a measuring force that is less than the force required to deform the rivet. The feed distance of the striker caused by the measuring force is measured and is used as an actual value with a setpoint compared. The disadvantage of this is that not with full Feed force can be applied to the rivet. A Monitoring of the complete riveting process is not here possible.
- EP 0 549 793 A1 describes a method for plastic deformation of workpieces, the Feed rate of the striker is controllable.
- the present invention is based on the object Procedures for controlling, monitoring and reviewing a Forming process and to create a forming machine at which a determination of a start of forming or Rivet start is exactly possible. After that, exact Conclusions about faulty forming processes may be possible. Furthermore, significant manufacturing costs should such a forming machine can be reduced. It is said to be very easy and simple with increasing the forming quality control.
- the solution to this task is that when the Piston, especially the striker, on the workpiece of Start of forming, especially start of riveting, by changing the Forming force is determined, this forming force with With the help of a differential pressure measurement through determined pressure in the upper piston chamber minus the determined pressure in the lower Piston space is calculated.
- the sensor element should preferably be in the machine housing provided near the upper and / or lower piston space his. This is connected to a control device, which evaluates the data.
- the piston permanently with full feed and if necessary constant feed force when forming on the workpiece can be driven. Only the pressure change immediately when the riveting tool hits the Workpiece displayed and can via a distance measuring device then a predefined path, in particular a forming path continue until the predetermined path is reached within a certain time. on the other hand can also with a given feed or forming force the piston against the workpiece for a certain time be moved until after a certain forming or Comparison time, the forming is carried out as desired.
- predetermined comparison parameters which, for example, by Experiment can be determined, can be exactly determine whether the forming has been carried out as desired. It can be determined exactly, for example, whether the rivet was sufficient or not a rivet at all, or whether the forming time or the forming path was carried out exactly. This is through the Determination of the exact start of forming possible.
- the present invention is a method as well as a forming machine, with which very exactly one rivet start or forming start can be determined can.
- the time for a specific forming path as Comparison criterion can be used to make a statement faulty or non-faulty forming receive.
- the time is predetermined and the forming path covered during this time as Comparison criterion for determining a forming condition is used. This ensures that too an automated forming process is constantly monitored and can be controlled.
- Another advantage is that a very precise error detection or a determination of the cause of the error is always preferred by two comparison variables with a given one Parameter is made to rule out two Mistakes together with reverse value each other compensate and thus a detection of an error prevent.
- the determinable forming work per unit of time also leaves an exact assessment of the riveting process and in particular an exact conclusion on the strength properties of the formed workpiece.
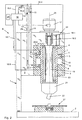
- Figure 1 is a forming machine, in particular Riveting machine R shown, the main components a conventional riveting machine, as in the EP 0 699 490 A1 is shown. It is explicitly based on referred to this prior art because essentially there all the components of a conventional riveting machine are described in detail. Another description the individual components are therefore dispensed with.
- a forming machine R only has a dashed line here indicated machine frame 1, which only one has indicated vertical support arm, in which preferably adjoins a support surface 2 at right angles.
- the support surface 2 carries the workpieces to be machined 27. These are not numbered in detail here.
- To the Machine frame 1 and especially on the vertical Carrying arm is a machine housing 3, which in Interior is hollow.
- a machine housing 3 In the machine housing 3 is a preferably hollow slidable pneumatic piston 4 arranged. Protrudes from the piston 4 preferably a projecting flange 5 towards the outside, which is guided in a cavity 6 of the machine housing 3 is.
- the cavity 6 is through the protruding flange 5 in an upper piston chamber 7 and lower piston chamber 8 divided.
- the projecting flange 5 accordingly has a upper piston chamber 7 facing upper piston surface 9 and a lower piston surface 10.
- a control valve 13, 14, in particular a throttle is used, the connecting lines 15.1, 15.2 with a Control device 16 is connected.
- Another Connection line 15.3 provides the connection between a drive motor 17, in particular an electric motor. This can also be designed as a hydraulic motor.
- the Electric motor drives a sleeve 18.1 in which changeable a projecting end 18.2 one Drive shaft 19 is mounted.
- the drive shaft 19 is via only indicated bearings in a cavity 20 of the Piston 4 rotatably mounted.
- the rivet head 21 also serves as a tool holder. This can, for example, as Riveting tools include a striker 22.
- a displacement measuring device 24 which, via a further connecting line 15.4 the control device 16 is connected.
- This Control device 16 takes over all regulations and Controls that operate the R required are.
- the data required for this can be obtained via a Computer 25 entered and during or after a Work process evaluated and output there. This is only an example here. In particular, can such a control device 16 into an existing one Production can be integrated in order to be fully automatic to operate the corresponding riveting machine R.
- a Sensor element 26.1 in the pressure line 11 and Sensor element 26.2 inserted into the vent line 12 is.
- the sensor elements 26.1, 26.2 are preferably close of the machine housing 3 in the pressure line 11 or Vent line 12 used.
- the sensor elements 26.1, 26.2 are also via connecting lines 15.5, 15.6 connected to the control device 16. It is important here also that the sensor elements 26.1, 26.2 between the Control valves 13, 14 and the machine housing 3 in the Pressure line 26.1 or vent line 26.2 used are.
- the sensor elements 26.1, 26.2 which are preferably as Pressure sensors, but also designed as a pressure transmitter are a very precise change in pressure in the Determine pressure line 11 or vent line 12 if when moving the piston 4 to a machined Workpiece 27 strikes. Immediately upon hitting the Workpiece 27, for example on a rivet, is in the pressure line 11 causes a pressure change that is beyond the Sensor elements 26.1, 26.2 and accordingly in the Vent line 26.2 is registered immediately. This Pressure change causes a start or an Displacement of the zero point can be calculated.
- the exact determination of the start of the rivet is required in order to for the optimum forming process, the exact forming path required to be able to determine. If the start of the rivet is known, it can via further method via the path measuring device 24 Forming path can be determined exactly. This can also be done by continuous procedure and timing can be possible.
- the advantage here is that an exact determination of the Forming begins by changing the pressure in the Sensor elements 26.1, 26.2 can be detected.
- a forming machine R 1 in particular a riveting machine, in which the sensor elements 26.3, 26.4 are inserted into an upper piston chamber 7 and a lower piston chamber 8.
- a throttle valve 29, which is adjustable, is preferably inserted into the vent line 12. This can be connected to the control device 16. As a result, the movement of the piston 4 can be damped in particular into a lower position. A hard impact of the piston after the downward movement is prevented by this throttle valve 29.
- the spindle advance can be regulated by means of the throttle valve 29, it also being possible to change the speed of the travel path of the spindle or of the piston 4.
- the sensor elements 26.3, 26.4 are over the Connection lines 15.7, 15.8 with the control device 16 connected.
- the change in pressure can precisely determine the start of the rivet but also the one calculated from the pressure change Forming force.
- the riveting results can be exactly check and determine.
- the forming path is known or specified, then through additional time comparison influence on the quality of the forming process. Will be within one certain time a certain predetermined way the reshaping or riveting is completed successful. So that a comparison is possible, for example Trial determined a certain time, a time tolerance measure set to a positive or negative riveting result detect.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Insertion Pins And Rivets (AREA)
- Presses And Accessory Devices Thereof (AREA)
- Control Of Presses (AREA)
Description
Die vorliegende Erfindung betrifft ein Verfahren zum Steuern, Überwachen und Überprüfen eines Umformvorganges einer Umformmaschine, insbesondere Nietmaschine, an einem Werkstück mittels eines Kolbens, welcher gegen das Werkstück verfahren wird, wobei eine obere Kolbenfläche und/oder eine untere Kolbenfläche zum Bewegen des Kolbens mit Druck beaufschlagt wird sowie eine Umformmaschine zur Durchführung des o. g. Verfahrens.The present invention relates to a method for Controlling, monitoring and checking a forming process a forming machine, in particular a riveting machine, on one Workpiece by means of a piston, which against the Workpiece is moved, with an upper piston surface and / or a lower piston surface for moving the piston is pressurized and a forming machine to carry out the above Process.
Umformmaschinen, insbesondere Nietmaschinen sind im Stand der Technik in vielfälltigster Form und Ausführung bekannt und gebräuchlich. Sie dienen in erster Linie dazu, um maschinell mechanische Materialverformungen, insbesondere auch Nietungen vorzunehmen. Dabei sollen derartige. Maschinen in Automatisierungsprozesse eingegliedert werden können. Im wesentlichen handelt es sich hier bei der Herstellung von Nietverbindungen mittels einer Nietmaschine um Kaltverformungen, da bei der Materialverformung zwei Teile miteinander verbunden werden können.Forming machines, especially riveting machines are in the stand known in the most varied of forms and designs and common. They are primarily used to mechanical mechanical material deformations, in particular also rivets. Such should. Machines can be integrated into automation processes can. Essentially, this is the Production of riveted joints using a riveting machine cold deformations, because two Parts can be connected together.
Bei einem zwangsläufigen hohen Automatisierungsgrad, wie es immer mehr gefordert wird, ist eine selbständige Überprüfung des Umformgrades, insbesondere der Nietung dringend erforderlich, da sehr hohe Anforderungen an Nietverbindungen heute gestellt werden. Die Überprüfung und Erkennung einer fehlerhaften Nietverbindung ist daher zwingend erforderlich.With an inevitable high level of automation, like it more and more demands is an independent one Checking the degree of deformation, especially the riveting urgently required because of very high requirements Rivet connections are made today. The review and Detection of a faulty riveted joint is therefore absolutely necessary.
Aus der EP 0 699 490 A1 ist eine Vorrichtung zum Überprüfung von Materialverformungen bekannt, wobei über zwei verschiedene Weggeberanordnungen und über Tastorgange ggf. eine Abweichung ermittelt wird. Nachteilig ist hier, dass eine derartige Vorrichtung aufwendig und komplex hergestellt und keine exakte Bestimmung eines Nietanfanges möglich ist.EP 0 699 490 A1 describes a device for Verification of material deformations known, being about two different displacement sensor arrangements and via push buttons if necessary, a deviation is determined. The disadvantage here is that such a device is complex and complex manufactured and no exact determination of a rivet start is possible.
Ferner ist aus der DE 37 15 905 C2 ein Verfahren zum maschinellen Herstellen von Nietverbindungen und eine Nietmaschine zur Durchführung des Verfahrens bekannt, bei welcher ein Döpper aus einer vorgegebenen Null-Lage gegen ein Werkstück verschoben wird. Dieses Verschieben auf ein Werkstück erfolgt mit einer Messkraft, die kleiner ist als die für die Verformung des Nietes erforderliche Kraft. Die durch die Messkraft bewirkte Vorschubstrecke des Döppers wird gemessen und wird als Istwert mit einem Sollwert verglichen. Nachteilig hieran ist, dass nicht mit voller Vorschubskraft auf den Niet aufgefahren werden kann. Eine Überwachung des vollständigen Nietprozesses ist hier nicht möglich.Furthermore, DE 37 15 905 C2 describes a method for mechanical production of riveted joints and a riveting machine for performing the method known, at which opposes a striker from a given zero position a workpiece is moved. This shifting to one Workpiece is made with a measuring force that is less than the force required to deform the rivet. The feed distance of the striker caused by the measuring force is measured and is used as an actual value with a setpoint compared. The disadvantage of this is that not with full Feed force can be applied to the rivet. A Monitoring of the complete riveting process is not here possible.
Aus der Veröffentlichung in Ölhydraulik, Dietmar und Franz Findeisen, Springer Verlag 1994, Seiten 394 bis 396 sind Hydrozylinder als Energieumformer beschrieben, die von einer Druckflüssigkeit übertragene und über Leitungsanschlüsse bereit gestellte hydraulische Energie in lineare mechanische Kraft und Bewegung umformen und diese bspw. an der Kolbenstange abgeben.From the publication in Ölhydraulik, Dietmar and Franz Locate Eisen, Springer Verlag 1994, pages 394 to 396 Hydraulic cylinder described as an energy converter by a hydraulic fluid transferred and over Hydraulic energy provided in line connections and transform linear mechanical force and movement for example on the piston rod.
Die EP 0 549 793 A1 beschreibt ein Verfahren zum plastischen Verformen von Werkstücken, wobei die Vorschubgeschwindigkeit des Döppers steuerbar ist.EP 0 549 793 A1 describes a method for plastic deformation of workpieces, the Feed rate of the striker is controllable.
Der vorliegenden Erfindung liegt die Aufgabe zugrunde ein Verfahren zum Steuern, Überwachen und Überprüfen eines Umformvorganges sowie eine Umformmaschine zu schaffen, bei welchen eine Ermittlung eines Umformbeginnes oder Nietanfanges exakt möglich ist. Danach sollen exakte Rückschlüsse über fehlerhafte Umformforgänge möglich sein. Ferner sollen erhebliche Herstellungskosten einer derartigen Umformmaschine reduziert werden. Sie soll sehr leicht und einfach bei Steigerung der Umformqualität zu steuern sein.The present invention is based on the object Procedures for controlling, monitoring and reviewing a Forming process and to create a forming machine at which a determination of a start of forming or Rivet start is exactly possible. After that, exact Conclusions about faulty forming processes may be possible. Furthermore, significant manufacturing costs should such a forming machine can be reduced. It is said to be very easy and simple with increasing the forming quality control.
Zur Lösung dieser Aufgabe führt, dass beim Auftreffen des Kolbens, insbesondere des Döppers, auf das Werkstück der Umformbeginn, insbesondere Nietbeginn, über die Änderung der Umformkraft bestimmt wird, wobei diese Umformkraft mit Hilfe einer Differenzdruckmessung durch ermittelten Druck im oberen Kolbenraum abzüglich ermittelten Druck im unteren Kolbenraum berechnet wird.The solution to this task is that when the Piston, especially the striker, on the workpiece of Start of forming, especially start of riveting, by changing the Forming force is determined, this forming force with With the help of a differential pressure measurement through determined pressure in the upper piston chamber minus the determined pressure in the lower Piston space is calculated.
Eine derartige Druckdifferenz, die in einer Druckleitung und einer Entlüftungsleitung, zum Bewegen des Kolbens, oder in einem oberen und einem unteren Kolbenraum selbst über zumindest ein Sensorelement gemessen wird, bestimmt einen exakten Umformbeginn beim Auftreffen des Kolbens, auf ein Werkstück. Durch das unmittelbare Auftreffen beim Bewegen des Kolbens bzw. des Nietkopfes auf ein Werkstück, erfolgt eine Druckänderung, welche unmittelbar in dem Sensorelement, insbesondere Drucksensor, erkannt und ermittelt wird. Aus einer Druckänderung lässt sich auch die Änderung der Kraft, mit welcher die Umformung erfolgt, exakt bestimmen und steuern. Eine Kraftänderung kann ebenfalls Rückschluss auf den Umformbeginn geben.Such a pressure difference in a pressure line and a vent line for moving the piston, or in an upper and a lower piston chamber itself at least one sensor element is measured, determines one exact start of forming when the piston strikes a Workpiece. Due to the direct impact when moving the piston or the rivet head on a workpiece a pressure change, which is immediately in the Sensor element, in particular pressure sensor, recognized and is determined. From a change in pressure, the Change in the force with which the forming takes place, determine and control exactly. A change in strength can also give conclusions about the start of forming.
Vorzugsweise soll das Sensorelement in dem Maschinengehäuse nahe des oberen und/oder unteren Kolbenraumes vorgesehen sein. Dieses ist mit einer Steuereinrichtung verbunden, welche die Daten auswertet.The sensor element should preferably be in the machine housing provided near the upper and / or lower piston space his. This is connected to a control device, which evaluates the data.
Bei der vorliegenden Erfindung ist auch von Vorteil, dass der Kolben permanent mit vollem Vorschub und ggf. konstanter Vorschubkraft beim Umformen auf das Werkstück gefahren werden kann. Lediglich wird die Druckänderung unmittelbar beim Auftreffen des Nietwerkzeuges auf das Werkstück angezeigt und über eine Wegmesseinrichtung kann dann ein vorgegebener Weg, insbesondere Umformweg weiterverfahren werden, bis der vorherbestimmte Weg innerhalb einer bestimmten Zeit erreicht ist. Andererseits kann auch mit einer vorgegebenen Vorschub- bzw. Umformkraft eine gewisse Zeit lang der Kolben gegen das Werkstück bewegt werden, bis nach einer bestimmten Umform- bzw. Vergleichszeit die Umformung wie gewünscht erfolgt.In the present invention, it is also advantageous that the piston permanently with full feed and if necessary constant feed force when forming on the workpiece can be driven. Only the pressure change immediately when the riveting tool hits the Workpiece displayed and can via a distance measuring device then a predefined path, in particular a forming path continue until the predetermined path is reached within a certain time. on the other hand can also with a given feed or forming force the piston against the workpiece for a certain time be moved until after a certain forming or Comparison time, the forming is carried out as desired.
Durch vorgegebene Vergleichsparameter, welche bspw. durch Versuch ermittelt werden können, lässt sich exakt ermitteln, ob die Umformung wie gewünscht erfolgt ist. Es lässt sich exakt ermitteln, ob bspw. der Niet zulang, ob überhaupt ein Niet vorhanden, oder ob die Umformzeit oder der Umformweg exakt durchgeführt wurde. Dies ist durch die Ermittlung des exakten Umformbeginnes möglich.By predetermined comparison parameters, which, for example, by Experiment can be determined, can be exactly determine whether the forming has been carried out as desired. It can be determined exactly, for example, whether the rivet was sufficient or not a rivet at all, or whether the forming time or the forming path was carried out exactly. This is through the Determination of the exact start of forming possible.
Daher ist bei der vorliegenden Erfindung ein Verfahren sowie eine Umformmaschine geschaffen, mit welchen sehr exakt ein Nietbeginn bzw. Umformbeginn ermittelt werden kann. Hier kann beim Umformen bspw. bei einem vorgegebenen Weg, die Zeit für einen bestimmten Umformweg als Vergleichskriterium herangezogen werden, um eine Aussage über eine fehlerhafte oder nicht fehlerhafte Umformung zu erhalten.Therefore, in the present invention is a method as well as a forming machine, with which very exactly one rivet start or forming start can be determined can. Here, for example, when reshaping a given one Path, the time for a specific forming path as Comparison criterion can be used to make a statement faulty or non-faulty forming receive.
Ferner ist auch möglich, dass die Zeit vorgegeben ist und der in dieser Zeit zurückgelegte Umformweg als Vergleichskriterium zur Bestimmung eines Umformzustandes herangezogen wird. Hierdurch wird gewährleistet, dass auch ein automatisierter Umformprozess ständig überwacht und gesteuert werden kann.It is also possible that the time is predetermined and the forming path covered during this time as Comparison criterion for determining a forming condition is used. This ensures that too an automated forming process is constantly monitored and can be controlled.
Im Rahmen der vorliegenden Erfindung liegt ferner, dass nach einer Bestimmung eines Umformbeginnes bzw. Prozessbeginnes ein vorgegebener Umformweg verfahren wird, wobei über einen Zeitvergleich und/oder über einen zusätzlichen Vergleich der Umformkraft (effektive Krafteinwirkung in Newton N) auf das Nietgut bzw. Werkstück, die Zeiteinheit bzw. der Kraft im Augenblick, in welchem der vorgegebene Formweg erreicht ist, ein Umformprozess überwacht und ein Umformergebnis ermittelt wird. Dies kann über vorgegebene Kraftfenster bzw. Zeitfenster geschehen, die einen Aufschluss über einen Toleranzgrenzbereich geben. Es können Zeit und Kraft kontinuierlich während des vollständigen Umformprozesses erfasst werden. Die Abtastrate kann bpsw. in 100 Hz erfolgen und ergibt als Grösse die geleistete Umformarbeit je Zeiteinheit.It is also within the scope of the present invention that after determining a start of forming or A predetermined forming path is traversed at the start of the process, with a time comparison and / or a additional comparison of the forming force (effective Force action in Newton N) on the rivet or Workpiece, the unit of time or the force at the moment, in which the specified shape path has been reached Forming process monitored and a forming result determined becomes. This can be done via specified force windows or Time windows happen that shed light on one Give tolerance limit range. It can take time and strength continuously throughout the entire forming process be recorded. The sampling rate can be bpsw. in 100 Hz take place and results in the size of the work performed per unit of time.
Von Vorteil ist auch, dass eine sehr exakte Fehlererkennung bzw. eine Ermittlung der Fehlerursache bevorzugt immer durch zwei Vergleichsgrössen mit einem vorgegebene Parameter vorgenommen wird, um auszuschliessen, dass zwei Fehler zusammen mit umgekehrten Wert sich gegenseitig kompensieren und somit eine Erkennung eines Fehlers verhindern.Another advantage is that a very precise error detection or a determination of the cause of the error is always preferred by two comparison variables with a given one Parameter is made to rule out two Mistakes together with reverse value each other compensate and thus a detection of an error prevent.
Ist bspw. ein Nietgut fehlerhaft und zu weich so wäre die Nietzeit bei zurückgelegtem Weg zu kurz. Die Umformung wäre fehlerhaft. Befindet sich bspw. ein Druckverlust im System, bspw. durch Lekagen wäre die Nietzeit zu lang. Treten diese beiden Fehler bspw. gleichzeitig auf, so würden sich beide Fehler aufheben und dieser könnte nicht erkannt werden. Dies wird dadruch beseitigt, dass als Vergleichskriterium vorzugsweise immer zwei Vergleichsgrössen herangezogen werden. Eine exakte Fehlerbestimmung ist dadurch möglich. Diese Vergleichskriterien stellen nicht nur das Endergebnis sondern auch den vollständigen Umformprozess abhängig von den Prozessgrössen Umformkraft, Umformzeit, Umformweg etc. sicher. Über die einzelnen Paramter wie Weg, Geschwindigkeit, Zeit und Druckdifferenz lassen sich Umformkraft und Umformweg je Zeiteinheit in Umformarbeiteinfach ermitteln. If, for example, a riveted item is faulty and too soft, it would be Riveting time too short with distance covered. The reshaping would be faulty. For example, if there is a pressure loss in the system, for example, the riveting time would be too long due to Lekagen. Kick this For example, if both errors occur simultaneously, both would Remove errors and this could not be recognized. This is eliminated as a comparison criterion preferably always use two comparison variables become. This enables exact error determination. These comparison criteria are not just the end result but also the complete forming process depending on the process variables forming force, forming time, forming path etc. for sure. About the individual parameters such as path, Speed, time and pressure difference can be Forming force and path per unit of time in forming work easily determine.
Auch lässt die ermittelbare Umformarbeit je Zeiteinheit eine exakte Bewertung des Nietprozesses und insbesondere einen exakten Rückschluss auf Festigkeitseigenschaften des umgeformten Werkstückes zu. The determinable forming work per unit of time also leaves an exact assessment of the riveting process and in particular an exact conclusion on the strength properties of the formed workpiece.
Weitere Vorteile, Merkmale und Einzelheiten der Erfindung
ergeben sich aus der nachfolgenden Beschreibung bevorzugter
Ausführungsbeispiele sowie anhand der Zeichnung; diese
zeigt in
In Figur 1 ist eine Umformmaschine, insbesondere Nietmaschine R aufgezeigt, die im wesentlichen Bauteile einer herkömmlichen Nietmaschine aufweist, wie sie in der EP 0 699 490 A1 aufgezeigt ist. Es wird ausdrücklich auf diesen Stand der Technik hingewiesen, da im wesentlichen dort alle Bauteile einer herkömmlichen Nietmaschine ausführlich beschrieben sind. Auf eine weitere Beschreibung der einzelnen Bauteile wird daher verzichtet.In Figure 1 is a forming machine, in particular Riveting machine R shown, the main components a conventional riveting machine, as in the EP 0 699 490 A1 is shown. It is explicitly based on referred to this prior art because essentially there all the components of a conventional riveting machine are described in detail. Another description the individual components are therefore dispensed with.
Eine Umformmaschine R weist ein hier nur gestrichelt
angedeutetes Maschinengestell 1 auf, welches einen nur
angedeuteten vertikalen Tragarm aufweist, in welchem sich
vorzugsweise rechtwinklig eine Auflagefläche 2 anschliesst.
Die Auflagefläche 2 trägt die zu bearbeitenden Werkstücke
27. Diese sind hier im Einzelnen nicht näher beziffert. An das
Maschinengestell 1 und insbesondere an den vertikalen
Tragarm ist ein Maschinengehäuse 3 festgelegt, welches im
Inneren hohl ausgebildet ist. In dem Maschinengehäuse 3 ist
ein vorzugsweise hohl ausgebildeter verschiebarer
pneumatischer Kolben 4 angeordnet. Von dem Kolben 4 ragt
vorzugsweise nach aussen hin ein abstehender Flansch 5 ab,
welcher in einem Hohlraum 6 des Maschinengehäuses 3 geführt
ist. Der Hohlraum 6 ist durch den abstehenden Flansch 5 in
einen oberen Kolbenraum 7 und unteren Kolbenraum 8
unterteilt. Der abstehende Flansch 5 weist demnach eine dem
oberen Kolbenraum 7 zugerichtete obere Kolbenfläche 9 und
eine untere Kolbenfläche 10 auf.A forming machine R only has a dashed line here
indicated
In den oberen Kolbenraum 7 mündet eine vorzugsweise
pneumatische oder hydraulische Druckleitung 11 ein. An den
unteren Kolbenraum 8 schliesst nach unten hin eine
pneumatische oder hydraulische Entlüftungsleitung 12 an. In
die Druckleitung 11 und Entlüftungsleitung 12 ist jeweils
ein Steuerventil 13, 14, insbesondere Drossel, eingesetzt,
die über Verbindungsleitungen 15.1, 15.2 mit einer
Steuereinrichtung 16 verbunden ist. Eine weitere
Verbindungsleitung 15.3 stellt die Verbindung zwischen
einem Antriebsmotor 17, insbesondere Elektromotor her.
Dieser kann auch als Hydraulikmotor ausgebildet sein. Der
Elektromotor treibt eine Hülse 18.1 an, in welcher
lageveränderbar ein überstehendes Ende 18.2 einer
Antriebswelle 19 gelagert ist. Die Antriebswelle 19 ist
über hier nur angedeutete Lager in einem Hohlraum 20 des
Kolbens 4 drehbar gelagert. An die Antriebswelle 19
schliesst nach unten hin ein Nietkopf 21 an. Der Nietkopf
21 dient auch als Werkzeughalter. Dieser kann bspw. als
Nietwerkzeug einen Döpper 22 beinhalten.One preferably opens into the
Ferner weist das vorzugsweise feststehende Maschinengehäuse
3, sowie der in dem Maschinengehäuse 3 in Richtung einer Z-Achse
23 bewegbare Kolben 4, eine Wegmesseinrichtung 24
auf, welche über eine weitere Verbindungsleitung 15.4 mit
der Steuereinrichtung 16 verbunden ist. Diese
Steuereinrichtung 16 übernimmt alle Regelungen und
Steuerungen, die zum Betreiben der Nietmaschine R
erforderlich sind.Furthermore, the preferably fixed
Die dafür erforderlichen Daten können ggf. über einen
Rechner 25 eingegeben und während oder nach einem
Arbeitsvorgang ausgewertet und dort ausgegeben werden. Dies
ist allerdings hier nur beispielhaft. Insbesondere kann
eine derartige Steuereinrichtung 16 in eine bestehende
Produktion integriert werden, um auch voll automatisch eine
entsprechende Nietmaschine R zu betreiben.The data required for this can be obtained via a
Wesentlich bei der vorliegenden Erfindung ist jedoch, dass,
wie es in Fig. 1 schematisch angedeutet ist, ein
Sensorelement 26.1 in die Druckleitung 11 und ein
Sensorelement 26.2 in die Entlüftungsleitung 12 eingesetzt
ist. Vorzugsweise sind die Sensorelemente 26.1, 26.2 nahe
des Maschinengehäuses 3 in die Druckleitung 11 oder
Entlüftungsleitung 12 eingesetzt. Die Senorelemente 26.1,
26.2 sind über Verbindungsleitungen 15.5, 15.6 ebenfalls
mit der Steuereinrichtung 16 verbunden. Wichtig ist hier
auch, dass die Sensorelemente 26.1, 26.2 zwischen den
Steuerventilen 13, 14 und dem Maschinengehäuse 3 in die
Druckleitung 26.1 bzw. Entlüftungsleitung 26.2 eingesetzt
sind.It is essential in the present invention, however, that
as indicated schematically in Fig. 1, a
Sensor element 26.1 in the
Die Sensorelemente 26.1, 26.2, welche vorzugsweise als
Drucksensoren, aber auch als Drucktransmitter ausgebildet
sind, können sehr exakt eine Druckänderung in der
Druckleitung 11 oder Entlüftungsleitung 12 ermitteln, wenn
beim Verfahren der Kolben 4 auf ein zu bearbeitendes
Werkstück 27 auftrifft. Unmittelbar beim Auftreffen auf das
Werkstück 27 bspw. auf ein Niet, wird in der Druckleitung
11 eine Druckänderung verursacht, die über die
Sensorelemente 26.1, 26.2 und entsprechend in der
Entlüftungsleitung 26.2 sofort registriert wird. Diese
Druckänderung bewirkt, dass ein Anfang bzw. eine
Verschiebung des Nullpunktes errechnet werden kann. Die
exakte Bestimmung des Nietbeginns ist erforderlich, um den
für ein optimales Umformen erforderlichen Umformweg exakt
bestimmen zu können. Ist der Nietanfang bekannt, so kann
über weiteres Verfahren über die Wegmesseinrichtung 24 der
Umformweg exakt bestimmt werden. Dieses kann auch durch
kontinuierliches Verfahren und Zeitbestimmung möglich sein.
Von Vorteil ist hier, dass eine exakte Bestimmung des
Umformbeginnes durch die Druckänderung in den
Sensorelementen 26.1, 26.2 erfasst werden kann.The sensor elements 26.1, 26.2, which are preferably as
Pressure sensors, but also designed as a pressure transmitter
are a very precise change in pressure in the
Determine
In einem weiteren Ausführungsbeispiel der vorliegenden
Erfindung gem. Fig. 2 ist eine Umformmaschine R1,
insbesondere Nietmaschine dargestellt, bei welcher die
Sensorelemente 26.3, 26.4 in einen oberen Kolbenraum 7 und
unteren Kolbenraum 8 eingesetzt sind. Vorzugsweise ist in
die Entlüftungsleitung 12 ein Drosselventil 29 eingesetzt,
welches verstellbar ist. Dieses kann mit der
Steuereinrichtung 16 verbunden sein. Hierdurch lässt sich
das Verfahren des Kolbens 4 insbesondere in eine untere
Lage dämpfen. Ein harter Aufprall des Kolbens nach dem
Verfahren nach unten wird durch dieses Drosselventil 29
verhindert. Ferner lässt sich der Spindelvorlauf mittels
des Drosselventiles 29 regulieren, wobei auch eine
Geschwindigkeitsänderung des Verfahrweges der Spindel bzw.
des Kolbens 4 möglich ist.In a further embodiment of the present invention according to 2 shows a forming machine R 1 , in particular a riveting machine, in which the sensor elements 26.3, 26.4 are inserted into an
Die Sensorelemente 26.3, 26.4 sind über die
Verbindungsleitungen 15.7, 15.8 mit der Steuereinrichtung
16 verbunden. Auch hier ist exakt bestimmbar, wenn durch
Druckänderung der Nietkopf 21 mit Nietwerkzeug, bspw. dem
Döpper 22, auf ein Werkstück 27 auftrifft. Durch die
Druckänderung kann nicht nur der Nietanfang exakt bestimmt
werden, sondern auch die aus der Druckänderung errechnete
Umformkraft. Durch das Bestimmen des Nietanfanges bzw.
Umformbeginnes, welches gleichzusetzen ist mit einem
Prozessbeginn, wobei entweder die Nietzeit oder der Weg
vorgegeben sind, lassen sich die Nietergebnisse exakt
überprüfen und bestimmen.The sensor elements 26.3, 26.4 are over the
Connection lines 15.7, 15.8 with the
Ist bspw. der Umformweg bekannt oder vorgegeben, so wird durch zusätzlichen Zeitvergleich Einfluss auf die Qualität des Umformvorganges genommen. Wird innerhalb einer bestimmten Zeit ein bestimmter vorhergegebener Weg zurückgelegt, ist die Umformung bzw. die Nietung erfolgreich. Damit ein Vergleich möglich ist, wird bspw. im Versuch eine bestimmte Zeit ermittelt, ein Zeittoleranzmass festgelegt, um ein positives oder negatives Nietergebnis zu erkennen.If, for example, the forming path is known or specified, then through additional time comparison influence on the quality of the forming process. Will be within one certain time a certain predetermined way the reshaping or riveting is completed successful. So that a comparison is possible, for example Trial determined a certain time, a time tolerance measure set to a positive or negative riveting result detect.
Ferner kann auch nach dem exakten Bestimmen des Nietanfanges eine vorgegebene Zeit zum Umformen bzw. Nieten vorgegeben sein, wobei dann der verfahrene Weg als Vergleichsparameter herangezogen wird, um ein Nietergebnis zu beurteilen. Der verfahrene Weg lässt sich über die Wegmesseinheit exakt bestimmen, jedoch wird bspw. durch Versuch oder durch eine bestimmte Vorgabe eine Wegtoleranz festgelegt, welche als Vergleichstoleranzmass für eine erfolgreiche Umformung dient.Furthermore, even after the exact determination of the Rivet start a predetermined time for forming or riveting be specified, with the path traveled as Comparison parameter is used to get a riveting result to judge. The path can be followed via the Determine the path measuring unit exactly, however Trial or by a certain specification a path tolerance stipulated which as a comparison tolerance measure for a successful reshaping.
Ist beim Nieten oder Umformen nach einer vorgegebenen Zeit die Wegtoleranz nicht eingehalten, so lässt dies einen Rückschluss auf einen Fehler bei dem Umformprozess zu. Es kann mehrere Ursachen haben, bspw. ist der Niet zu lang, das Werkstück zu dick oder ein Materialverschleiss zu hoch. Ferner können auch Materialfehler vorliegen. Durch die Vorgabe von Zeit- oder Wegtolranzfenster, die durch Versuche bestimmt werden können, und mittels Software zum Vergleich herangezogen werden können, lässt sich eine exakte Bestimmung des Nietprozesses und insbesondere eines Umformergebnisses des Werkstückes bestimmen. Im wesentlichen trägt hierzu die exakte Bestimmung des Nietanfanges durch die Erfassung und Bestimmung der Druckänderung und/oder Kraftänderung bei. So kann die Druckänderung als Druckdifferenz aus dem Druck im oberen Kolbenraum bezüglich des Druckes im unteren Kolbenraum ermittelt werden. Daher ist insbesondere bei Nietmaschinen, welche nach einem Taumelverfahren oder Radialverfahren arbeiten, immer eine exakte Bestimmung des Nietanfanges möglich. Is when riveting or forming after a predetermined time the path tolerance is not adhered to, this leaves one Conclusion of an error in the forming process. It can have several causes, e.g. the rivet is too long, the workpiece is too thick or material wear is too high. There may also be material defects. Through the Specification of time or path tolerance window through Experiments can be determined, and using software to Can be used for comparison exact determination of the riveting process and in particular one Determine the forming result of the workpiece. in the the exact determination of the Start of riveting by recording and determining the Change in pressure and / or change in force. So it can Pressure change as a pressure difference from the pressure in the upper one Piston chamber with regard to the pressure in the lower piston chamber be determined. Therefore, especially with riveting machines, which after a wobble process or radial process work, always an exact determination of the start of the rivet possible.
Dies führt zur Reduktion von Ausschuss und Erhöhung der Präzision einer Nietverbindung und gleichzeitig zur Erkennung von fehlerbehafteten Werkstücken, die nicht den Anforderungen entsprechen. This leads to a reduction in rejects and an increase in Precision of a riveted joint and at the same time Detection of defective workpieces that are not the Meet requirements.
Claims (19)
- Method of controlling, monitoring and checking a reshaping process of a reshaping machine, more especially a riveting machine (R), on a workpiece (27) by means of a piston (4), which is displaced towards the workpiece (27), an upper piston face (9) and/or a lower piston face (10) being acted upon with pressure to displace the piston (4), characterised in that, when the piston (4) or, more especially, the riveting set (22) encounters the workpiece (27), the beginning of the reshaping, more especially the beginning of the riveting, is determined by the change in the reshaping force, this reshaping force being calculated by means of a device for measuring the differential pressure by the pressure detected in the upper piston chamber (7) minus the pressure detected in the lower piston chamber (8).
- Method according to claim 1, characterised in that a reshaping force is calculated and/or indicated during the entire reshaping process by means of a device for measuring the differential pressure by the pressure detected in the upper piston chamber (7) minus the pressure detected in the lower piston chamber (8).
- Method according to claim 1 or 2, characterised in that the pressures in the upper and lower piston chambers (7, 8) are measured directly in the upper and lower piston chambers (7, 8).
- Method according to claim 1, characterised in that the pressures in the upper and lower piston chambers are measured directly in a pressure line (11) and a ventilation line (12).
- Method according to at least one of claims 1 to 4, characterised in that the pressures in the upper and lower piston chambers are detected with at least one sensor element (26.1 to 26.4).
- Method according to at least one of claims 1 to 5, characterised in that the beginning of the reshaping path and/or the beginning of the reshaping time are/is detected by detecting the changes in the force and by determining the beginning of the reshaping.
- Method according to claim 6, characterised in that a zero point is displaced to a workpiece start by detecting the beginning of the reshaping.
- Method according to claim 7, characterised in that the deformation is determined by the displacement and detection of the zero point as the beginning of the reshaping over a predeterminable period and/or a predeterminable reshaping path and/or a predeterminable reshaping force.
- Method according to claim 8, characterised in that any possible defective reshaping, more especially riveting, is detected by a deviation from the predetermined parameters or relationships between these parameters, such as the beginning of the reshaping, the reshaping time or the reshaping force per reshaping path.
- Method according to at least one of claims 5 to 9, characterised in that a prescribed reshaping path is displaced after determining the beginning of the reshaping or respectively the beginning of the process, and any possible defective reshaping is determined by a time comparison.
- Method according to at least one of claims 5 to 10, characterised in that a displaced path is detected as a comparison parameter for determining any possible defective reshaping, possibly in the path tolerance range, after determining a beginning of the reshaping or respectively the beginning of a process over a prescribed time.
- Method according to at least one of claims 5 to 11, characterised in that a force window is detected as a comparison parameter for determining any possible defective reshaping, possibly in the force tolerance range, after determining a beginning of the reshaping or respectively a beginning of the process over a prescribed path.
- Method according to at least one of claims 5 to 12, characterised in that, after determining a beginning of the reshaping, the reshaping work, possibly the reshaping work per unit of time, is detected as a comparison parameter for determining a defective reshaping, possibly in the work tolerance range.
- Reshaping machine, more especially a riveting machine, having a piston (4) which is displaceable in a Z-axis (23) and which is displaceably guided with pressure towards a workpiece (27) in a machine housing (3), and the piston (4), more especially the flange (5) thereof, is displaceable in a cavity (6), which is divided into an upper piston chamber (7) and a lower piston chamber (8), a pressure line (11) terminating in the upper piston chamber (7), and a ventilation line (12) terminating in the lower piston chamber (8), characterised in that at least one sensor element (26.1 to 26.4) is respectively associated with each line (11, 12) and/or with each piston chamber (7, 8) for detecting a differential pressure and/or a change in the force when the piston (4), more especially the riveting set (22), encounters a workpiece (27), by means of which sensor elements a pressure difference between the pressures in the pressure line (11) and in the ventilation line (12) and/or between the pressures in the upper piston chamber (7) and the lower piston chamber (8) is determinable.
- Reshaping machine according to claim 14, characterised in that at least one sensor element (26.1 to 26.4) is associated with at least each line (11, 12) for detecting a pressure difference and/or change in the force and/or change in the reshaping work, possibly per unit of time.
- Reshaping machine according to claim 14 or 15, characterised in that at least one sensor element (26.1 to 26.4) is provided in the pressure line (11), an additional sensor element is provided in the ventilation line (12) and/or in the upper piston chamber (7), and an additional sensor element is provided in the lower piston chamber (8), for determining a pressure difference and or change in the force when the piston (4) encounters a workpiece (27).
- Reshaping machine according to at least one of claims 14 to 16, characterised in that the at least one sensor element (26.1, 26.2) is provided in each line (11, 12) between a control valve (13, 14) and the piston chamber (7, 8), in proximity to the latter.
- Reshaping machine according to at least one of claims 14 to 17, characterised in that the sensor elements (26.1 to 26.4) are connected to a control apparatus (16).
- Reshaping machine according to at least one of claims 14 to 18, characterised in that the piston (4) is axially displaceable along a Z-axis (23).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19812133A DE19812133A1 (en) | 1998-03-20 | 1998-03-20 | Method of controlling, monitoring and checking shaping process of shaping machine, especially a riveting machine |
| DE19812133 | 1998-03-20 | ||
| PCT/EP1999/001365 WO1999048633A1 (en) | 1998-03-20 | 1999-03-03 | Method for controlling, monitoring and checking a forming operation of a metal-forming machine tool, especially a riveting machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1064111A1 EP1064111A1 (en) | 2001-01-03 |
| EP1064111B1 true EP1064111B1 (en) | 2002-10-16 |
Family
ID=7861581
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99907589A Expired - Lifetime EP1064111B1 (en) | 1998-03-20 | 1999-03-03 | Method for controlling, monitoring and checking a forming operation of a metal-forming machine tool, especially a riveting machine |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6089062A (en) |
| EP (1) | EP1064111B1 (en) |
| AU (1) | AU2727699A (en) |
| BR (1) | BR9908917A (en) |
| CA (1) | CA2325040A1 (en) |
| CZ (1) | CZ12039U1 (en) |
| DE (2) | DE19812133A1 (en) |
| ES (1) | ES2185320T3 (en) |
| WO (1) | WO1999048633A1 (en) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6276050B1 (en) * | 1998-07-20 | 2001-08-21 | Emhart Inc. | Riveting system and process for forming a riveted joint |
| US9015920B2 (en) * | 1997-07-21 | 2015-04-28 | Newfrey Llc | Riveting system and process for forming a riveted joint |
| DE19846463C2 (en) * | 1998-10-08 | 2002-10-31 | Masch Und Werkzeugbau Dorothe | Method for controlling a riveting device and such a device |
| US6240613B1 (en) * | 1998-10-21 | 2001-06-05 | Emhart Inc. | Rivet setting tool cycle control |
| DE19927103A1 (en) * | 1999-06-14 | 2000-12-21 | Univ Dresden Tech | Method, device and auxiliary joining part for mechanical joining |
| DE19950884A1 (en) * | 1999-10-22 | 2001-04-26 | Wella Ag | Package for liquids mixed before use has bottle containing one and screw cap containing other, foil in screw cap being pierced by pin on bottle stopper and line of weakness in stopper being ruptured when cap and bottle are screwed together |
| US7658089B2 (en) * | 2003-02-14 | 2010-02-09 | Newfrey Llc | Automated monitoring for clinching joints |
| ES2234394B1 (en) * | 2003-04-30 | 2006-03-16 | Aguirregomezcorta Y Mendicute, S.A. | TOWING PROCESS. |
| US7313852B2 (en) * | 2003-12-23 | 2008-01-01 | Magna Structural Systems, Inc. | Method of forming a rivet using a riveting apparatus |
| EP2305396A3 (en) * | 2005-06-27 | 2011-06-08 | MS Gerätebau GmbH | Modular riveting device |
| JP2007007716A (en) * | 2005-07-04 | 2007-01-18 | Fanuc Ltd | Collision deciding device and collision deciding system for die cushion mechanism |
| DE102010051978B3 (en) * | 2010-11-19 | 2012-03-08 | Audi Ag | Device for determination of retaining force while producing joint connection by joining device, has male-die and down-holder, where device is formed on female die of joining device |
| CN102513494A (en) * | 2011-11-30 | 2012-06-27 | 苏州工业园区高登威科技有限公司 | Riveting method |
| CN102513496A (en) * | 2011-11-30 | 2012-06-27 | 苏州工业园区高登威科技有限公司 | Riveting machine calibrating method |
| US9027220B2 (en) | 2012-08-07 | 2015-05-12 | Newfrey Llc | Rivet setting machine |
| CN103157743B (en) * | 2013-04-09 | 2015-11-25 | 苏州工业职业技术学院 | For the side riveting mechanism of riveting assembly machine |
| DE202013012442U1 (en) | 2013-10-21 | 2016-11-23 | Federal-Mogul Bremsbelag Gmbh | Carrier body for a brake pad of a disc brake with absorber mass for changing the vibration |
| DE102013111594B4 (en) | 2013-10-21 | 2015-04-30 | Federal-Mogul Bremsbelag Gmbh | Method for producing a carrier body with absorber mass for varying the vibration for a brake pad of a disc brake |
| DE102014223034A1 (en) * | 2014-11-12 | 2016-05-12 | Robert Bosch Gmbh | TOOL AND METHOD FOR TREATING A WORKPIECE WITH A TOOL ELEMENT OF A TOOL |
| CN105057398A (en) * | 2015-09-29 | 2015-11-18 | 梧州恒声电子科技有限公司 | Detection clamp for preventing reverse riveting of terminals |
| CH712279A1 (en) * | 2016-03-18 | 2017-09-29 | Baltec Maschb Ag | Device for acting on a connecting element with a loading force. |
| CN108380696A (en) * | 2018-01-23 | 2018-08-10 | 深圳市炫硕智造技术有限公司 | shaping detection device |
| US11273931B2 (en) * | 2018-09-24 | 2022-03-15 | The Boeing Company | Sensor based control of swage tools |
| US11052454B2 (en) | 2019-07-23 | 2021-07-06 | The Boeing Company | Dynamic collar swage conformance checking based on swage tool parameters |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3136433A1 (en) * | 1981-09-14 | 1983-03-31 | Klaus Prof. Dr.-Ing. 4006 Erkrath Brankamp | METHOD FOR DETECTING AND DETECTING DEVIATIONS OF CYCLICALLY RECURRING PROCESSES FOR FORMING WORKPIECES FROM A NORMAL HISTORY |
| DE3715905A1 (en) * | 1987-05-13 | 1988-12-01 | Masch Und Werkzeugbau D Friedr | Method of ensuring the quality of rivet connections, and machine for implementing the method |
| DE3840395C2 (en) * | 1987-12-04 | 1998-12-03 | Amada Co | Control of a sheet metal working press |
| DE4100410C2 (en) * | 1991-01-09 | 2000-07-06 | Bosch Gmbh Robert | Process for monitoring the quality of a press connection |
| EP0549793A1 (en) * | 1991-07-18 | 1993-07-07 | Aida Engineering Ltd. | Method of plastic forming |
| DE19619468C1 (en) * | 1996-05-14 | 1997-08-21 | Siemens Ag | Automobile side impact protection passenger restraint release system |
| DE59700494D1 (en) * | 1996-07-25 | 1999-11-04 | Bodmer Kuesnacht Ag Kuesnacht | Checking device, in particular for deformation machines |
| DE19635184A1 (en) * | 1996-08-30 | 1998-03-05 | Baltec Maschinenbau Ag Pfaeffi | Device for controlling a lifting movement of a riveting machine |
| DE19701282C2 (en) * | 1997-01-16 | 2002-10-24 | Schuler Pressen Gmbh & Co | Press with safety shutdown |
-
1998
- 1998-03-20 DE DE19812133A patent/DE19812133A1/en not_active Withdrawn
- 1998-05-13 US US09/078,107 patent/US6089062A/en not_active Expired - Lifetime
-
1999
- 1999-03-03 DE DE59903091T patent/DE59903091D1/en not_active Expired - Lifetime
- 1999-03-03 ES ES99907589T patent/ES2185320T3/en not_active Expired - Lifetime
- 1999-03-03 EP EP99907589A patent/EP1064111B1/en not_active Expired - Lifetime
- 1999-03-03 CZ CZ200212704U patent/CZ12039U1/en not_active IP Right Cessation
- 1999-03-03 CA CA002325040A patent/CA2325040A1/en not_active Abandoned
- 1999-03-03 AU AU27276/99A patent/AU2727699A/en not_active Abandoned
- 1999-03-03 WO PCT/EP1999/001365 patent/WO1999048633A1/en active IP Right Grant
- 1999-03-03 BR BR9908917-3A patent/BR9908917A/en not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| AU2727699A (en) | 1999-10-18 |
| WO1999048633A1 (en) | 1999-09-30 |
| DE19812133A1 (en) | 1999-09-23 |
| ES2185320T3 (en) | 2003-04-16 |
| US6089062A (en) | 2000-07-18 |
| BR9908917A (en) | 2000-11-21 |
| DE59903091D1 (en) | 2002-11-21 |
| EP1064111A1 (en) | 2001-01-03 |
| CZ12039U1 (en) | 2002-03-04 |
| CA2325040A1 (en) | 1999-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1064111B1 (en) | Method for controlling, monitoring and checking a forming operation of a metal-forming machine tool, especially a riveting machine | |
| DE102011009379B4 (en) | Spot welding system and position detection method for a workpiece to be welded | |
| EP0779849B1 (en) | Process and device for detecting and compensating for jointing and wear errors in fine drilling | |
| EP2110266B1 (en) | Method and device for creating a marking in a workpiece surface through impression | |
| DE102004012294B4 (en) | High speed drive method and system for impression cylinders | |
| WO2003008145A1 (en) | Resistance welding device and control method | |
| DE102018000022A1 (en) | Method for straightening concentricity or gradients on elongate workpieces, as well as measuring device, straightening machine and straightening system | |
| DE69211092T2 (en) | Device and method for testing the mechanical responsiveness of a material | |
| WO2015185174A1 (en) | Radial press | |
| DE68904694T2 (en) | CLAMPING MECHANISM OF A DEVICE FOR DRILLING OR LOWERING HOLES IN A WORKPIECE. | |
| EP2319637A2 (en) | Method and device for automatic manufacturing of a rivet connection | |
| DE102016204572A1 (en) | Forming machine and method for correcting the position of the carriage assembly of such a forming machine | |
| DE69005087T2 (en) | Method for controlling the path of a punch. | |
| EP0732194A1 (en) | Method and apparatus for measuring and regulating the position of the slide in a high-speed cutting press | |
| DE19825922C2 (en) | Lens wheel grinding machine | |
| EP0820823B1 (en) | Checking device, especially for forming machines | |
| EP0346288B1 (en) | Method and apparatus for the contactless verification of the dimensions of a tool | |
| EP0699490B1 (en) | Control device, in particular for forming machines | |
| DE3916014A1 (en) | Hydraulically actuated riveting tool - has line of action of hydraulic piston offset from line of action of tool | |
| DE4132011A1 (en) | Control of percussive forming machines - is based on workpiece thickness with automatic adjustment of impact energy | |
| EP1635972B1 (en) | Method and device for shaping workpieces | |
| EP0607498B1 (en) | Method for operating a cutting press and cutting press | |
| EP0826443A2 (en) | Device for controlling the stroke of a riveting machine | |
| WO2004052590A1 (en) | Drill system | |
| DE10331127A1 (en) | Method for influencing a bending process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20000823 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE ES FR GB IT LI |
|
| 17Q | First examination report despatched |
Effective date: 20010508 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BALTEC MASCHINENBAU AG |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE ES FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: FREI PATENTANWALTSBUERO Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59903091 Country of ref document: DE Date of ref document: 20021121 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20030122 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2185320 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030717 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090325 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20090324 Year of fee payment: 11 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100303 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100303 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 59903091 Country of ref document: DE Representative=s name: PATENTANWAELTE UND RECHTSANWALT WEISS, ARAT & , DE Ref country code: DE Ref legal event code: R082 Ref document number: 59903091 Country of ref document: DE Representative=s name: PATENTANWAELTE UND RECHTSANWALT DR. WEISS, ARA, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20180321 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20180323 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20180427 Year of fee payment: 20 Ref country code: DE Payment date: 20180518 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: BALTEC MASCHINENBAU AG, CH Free format text: FORMER OWNER: BALTEC MASCHINENBAU AG, CH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59903091 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20200904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20190304 |