Die Erfindung betrifft eine Anordnung zum form- und kraftschlüssigen Verbinden
einer Kühlkanäle aufweisenden Kokillenplatte und einem Wasserkasten mittels
Dehnschrauben.
Eine Stranggießkokille zum Gießen insbesondere von Dünnbrammen, vorzugsweise
aus Stahl, besteht aus den eigentlichen gekühlten Kokillenplatten und zugeordnetem
Wasserkasten, die miteinander mediendicht verbunden sind. Die Kokillenplatten
― vorzugsweise bestehend aus Kupfer für das Stranggießen von
Brammen, Dünnbrammen, Vorblöcken oder Profilen ― werden auf ihrer Rückseite
mit Wasser gekühlt und sind zu diesem Zweck auf den Wasserkasten aus Stahl
aufgeschraubt.
Bei dieser Anordnung wird Wasser, z. B. bei Dünnbrammenkokillen, durch Kanäle
einer Breite von 5 - 30 mm von der Unterkante der Kokille in Richtung Gießspiegel
vertikal zur Oberkante der Kokille geleitet. Das Wasser wird mit einem Druck zwischen
5 und 15 bar bei Strömungsgeschwindigkeiten zwischen 5 und 15 m/s
durch die Wasserführungskanäle geleitet, um einen Wärmestrom von bis zu 4
MW/m2 an der Phasengrenze Cu-Platte/-Wasser ohne Störung des Wärmeübergangs
durch Dampfblasenbildung abtransportieren zu können.
Diese Wasserführungskanäle werden beim Stand der Technik üblicherweise in die
Kupferplatte auf der dem Wasserkasten zugewandten Seite eingearbeitet. Danach
werden die Kokillenplatten mittels vorgespannter Dehnschrauben am Wasserkasten
befestigt. Zwischen Kokillenplatte und Wasserkasten kann sich zusätzlich
eine sogenannte Adapterplatte befinden. Die Dehnschrauben sind bei dieser Anordnung
so ausgelegt, daß sie die Betriebsbelastung aus Wasserdruck und thermischem
Moment aufnehmen, und die Querbewegungen der Kokillenplatte in
Gießrichtung sowie in Kokillenbreitenrichtung infolge thermischer Dehnung nicht
behindern. Je nach Höhe der Beanspruchung und der Kokillengröße werden bis
zu 200 Dehnschrauben verwendet, wobei der Abstand zwischen den einzelnen
Schrauben zwischen 90 und 200 mm beträgt.
Beim Stand der Technik ist es üblich, Dehnschrauben unmittelbar mit den Kokillenplatten
zu verschrauben. Dazu werden in die Kokillenplatte Sacklöcher mit Gewinde
eingebracht, deren Gewindeabmessungen zwischen M16 und M30 betragen.
Um die Tragfähigkeit des Gewindes im Kupfer zu erhöhen, können Gewindeeinsätze
verwendet werden.
Die unveröffentlichte Patentanmeldung 198 26 522 offenbart eine Kokillenwand
einer Stranggießkokille, die aus einer Kokilleninnenplatte und einem mit der Kokilleninnenplatte
über Schraubverbindungen verbundenen Wasserkasten besteht,
wobei die Kokilleninnenplatte auf ihrer dem Wasserkasten zugewandten Seite
Stege mit dazwischen verlaufenden Nuten aufweist, in denen Füllstücke angeordnet
sind. Dabei wird vorgeschlagen, daß die Füllstücke mindestens ein Spreizelement
zur reibschlüssigen Verbindung der Füllstücke mit der Kokilleninnenplatte
aufweisen, und daß die Schraubverbindungen zwischen den Füllstücken und dem
Wasserkasten angeordnet sind.
Die noch nicht veröffentlichte Patentanmeldung 198 42 674.7 offenbart eine Kokillenwand
einer Stranggießkokille, die aus einer Kokilleninnenplatte und einem
mit der Kokilleninnenplatte über Schraubverbindungen verbundenen Wasserkasten
besteht, wobei die Kokilleninnenplatte auf ihrer dem Wasserkasten zugewandten
Seite Stege mit dazwischen verlaufenden Nuten aufweist, in denen Füllstücke
angeordnet sind.
Die Nuten weisen Hinterschneidungen mit einer Hinterschneidungsdicke (b) auf.
Die Füllstücke weisen Verbindungselemente mit einer Verbindungselementdicke
(c) auf Die Füllstücke greifen lösbar in die Hinterschneidungen ein, und die
Schraubverbindungen sind zwischen Füllstücken und dem Wasserkasten angeordnet.
Wenn die Dehnschrauben direkt mit den Kokillenplatten verschraubt werden, muß
die Gewindetiefe zur Gewährleistung der vollen Tragfähigkeit des Gewindes im
Kupfer in Abhängigkeit vom Gewindedurchmesser D entsprechend groß gewählt
werden, das bedeutet, daß die Gewindetiefe zumindest 1 bis 1,5 x D beträgt. Besonders
bei dünnen Kokillenplatten, beispielsweise bei einer Kokillenplatte gleicher
Dicke, kann diese Bedingung nicht eingehalten werden, wodurch die Tragfähigkeit
des Gewindes im Kupfer reduziert ist.
Weil die Kühlkanäle der thermisch hoch belasteten Kokillenplatten in die Kupferplatten
durch Fräsen oder Bohren eingebracht sind, muß die Stegbreite zwischen
den Kanälen mit Rücksicht auf die Gewindedimension vergrößert werden, was zur
Folge hat, daß die Kühlung nicht gleichmäßig über die Kokillenbreite erfolgen
kann. Dies hat eine ungleichmäßige Temperaturverteilung auf der Kokillenoberfläche
zur Folge.
Der Erfindung liegt die Aufgabe zu Grunde, eine Anordnung zum form- und kraftschlüssigen
Verbinden einer Kühlkanäle aufweisenden Kokillenplatte mit der Adapterplatte
eines Wasserkastens mittels Dehnschrauben anzugeben, welche die
vorgenannten Nachteile und Schwierigkeiten vermeidet und insbesondere eine
gleichmäßige Temperaturverteilung auf der Kokillenoberfläche gewährleistet.
Zur Lösung der Aufgabe wird bei einer Anordnung der im Oberbegriff von Anspruch
1 genannten Art mit der Erfindung vorgeschlagen, daß C-förmige Befestigungsschienen
einerseits mit einem ihrer Stege an der Kokillenplatte befestigt sind
und andererseits C-förmige Halteschienen 4 mit einem ihrer Stege, über eine Adapterplatte
mit dem Wasserkasten verbindbar sind und daß deren andere Stege
derart formschlüssig aneinanderliegen, daß Quer- und Längsbewegungen der Kokillenplatte
infolge thermischer Dehnung überwiegend bis ausschließlich zwischen
den Stegen der Befestigungsschienen erfolgt. Die Querbewegung bzw. die
Längsbewegung der Kokillenplatte erfolgt also zwischen den Flächen der Stege
der Verbindungsschienen, wobei die Dehnschrauben ihre Position behalten.
In Ausgestaltung der Anordnung zur Verbindung von Kokillenplatte und Adapterplatte
ist vorgesehen, daß an der Kokillenplatte in zur Gießfichtung und den Kühlkanälen
parallele Ausrichtung C-förmig profilierte, mit einem seitlichen Schlitz versehene
Befestigungsschienen mit Befestigungsschrauben angebracht sind, in deren
Schlitze gegengleich C-förmig profilierte und die Dehnschrauben in Gewindebohrungen
aufnehmende Halteschienen mit Stegen formschlüssig eingreifbar angeordnet
sind.
Eine Ausgestaltung der Anordnung nach der Erfindung sieht vor, daß die Befestigungsschrauben
im Vergleich zu den Dehnschrauben einen wesentlich kleineren
Gewindedurchmesser aufweisen und in wesentlich geringeren Abständen angeordnet
sind.
Infolge der erfindungsgemäßen Anordnung ineinander greifbarer Schienen, wobei
an der Kokillenplatte eine Befestigungsschiene mit Befestigungsschrauben wesentlich
kleineren Durchmessers im Vergleich zu den Dehnschrauben angebracht
ist, wird der Abstand zwischen den benachbarten Kühlkanälen nur unwesentlich
vergrößert, wodurch eine gleichmäßige Temperaturverteilung auf der Kokillenoberfläche
gewährleistet wird, was sich positiv auf die Qualität der gegossenen
Produkte auswirkt.
Wegen des vergleichsweise geringen Durchmessers der Befestigungsschrauben
kann deren Einschraubtiefe im Verhältnis zum Gewindedurchmesser mindestens
mit dem Faktor 1,5 ausgebildet sein. Dadurch kann die volle Tragfähigkeit dieser
Befestigungsschrauben zur Befestigung der Befestigungsschienen genutzt werden.
Um thermisch bedingte Unterschiede der Dehnungen zwischen Kokillenplatte und
Befestigungsschienen zu erleichtern, sind zwischen diesen Beilagscheiben oder ―
platten eingelegt.
Eine Ausgestaltung sieht vor, daß der der Kokillenplatte zugewandte Steg der
Befestigungsschiene Bohrungen zum Hindurchstecken der Befestigungsschrauben
aufweist, welchen im gegenüberliegenden Steg koaxial angeordnete Ausnehmungen
größeren Durchmesser zum Hindurchstecken der Schraubenköpfe
zugeordnet sind.
In weiterbildender Anordnung sind im äußeren Steg des C-förmigen Profils der
Halteschiene, die der Adapterplatten zugewandt ist, Gewindebohrungen für die
Dehnschrauben angeordnet, wobei nach Maßgabe Ihres vergleichsweise großen
Gewindedurchmessers für eine erforderliche Gewindetiefe die Dicke des Steges
wenigstens dem Gewindedurchmesser entspricht.
Weitere Ausgestaltungen der erfindungsgemäßen Anordnung sind entsprechend
den Unteransprüchen vorgesehen. Es zeigen:
- Figur 1a
- Eine Ansicht der Halteschiene aus Blickrichtung A in Fig. 3;
- Figur 1b
- Eine Ansicht der Halteschiene aus Blickrichtung B in Fig. 3;
- Figur 1c
- Eine Ansicht der Halteschiene aus Blickrichtung C in Fig. 3;
- Figur 2a
- Eine Ansicht der Befestigungsschiene aus Blickrichtung B in
Fig. 3;
- Figur 2b
- Eine Ansicht der Befestigungsschiene aus Blickrichtung A Fig.
3;
- Figur 2c
- Eine Ansicht der Befestigungsschiene aus Blickrichtung D in
Fig. 3;
- Figur 3
- Kokillenplatte, Adapterplatte und Befestigungsschiene sowie
Halteschiene im Schnitt einer dazu senkrechten Schnittebene.
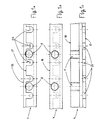
Die Figuren 1a, 1b, 1c zeigen die Halteschiene 4 in Ansichten aus unterschiedlichen
Richtungen A, B, C der Fig. 3 mit den Stegen 17, 18. In den Stegen 18 sind
Gewindebohrungen 9 für die Dehnschrauben 10 angeordnet, während der Steg 17
Ausnehmungen 23 für hindurch ragende Schraubenköpfe der Befestigungsschrauben
7 aufweist, wie dies deutlich aus Figur 3 erkennbar ist.
Dagegen zeigen die Figuren 2a, 2b, 2c Ansichten der Befestigungsschiene 3 aus
unterschiedlichen Blickrichtungen B, A, D. In den Stegen 13 sind Bohrungen 14
zum Hindurchstecken der Befestigungsschrauben 7 vorgesehen, während in den
gegenüberliegenden Stegen 15 relativ größere Ausnehmungen 16 zum Hindurchstecken
der Schraubenköpfe der Befestigungsschrauben 7 ausgebildet sind. Zwischen
den Stegen 13 und 15 befindet sich ein Schlitz 5. In diesen greift formschlüssig
der Steg 17 der Halteschiene 4 ein, wie dies ebenfalls aus der Schnittdarstellung
der Figur 3 erkennbar ist.
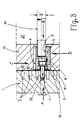
Figur 3 zeigt die Anordnung zum form- und kraftschlüssigen Verbinden einer Kühlkanäle
2 aufweisenden Kokillenplatte 1 mit einem Wasserkasten 21 mittels Dehnschrauben
10. An der Kokillenplatte 1 ist in paralleler Ausrichtung zur Gießrichtung
und den Kühlkanälen 2 eine C-förmig profilierte, mit einem seitlichen Schlitz 5 versehende
Befestigungsschiene 3 mit Befestigungsschrauben 7 angebracht, in deren
Schlitz 5 gegengleich C-förmig profilierte und die Dehnschrauben 10 in Gewindebohrungen
9 aufnehmende Halteschienen 4 mit Stegen 17, 18 gemäß Darstellung
in den Figuren 1a bis 1c formschlüssig eingreifbar angeordnet sind.
Erfindungsgemäß weisen die Befestigungsschrauben 7 im Vergleich zu den
Dehnschrauben 10 einen wesentlich kleineren Gewindedurchmesser (d) auf, und
sind in wesentlich geringeren Abständen angeordnet, wie dies beispielsweise aus
den Figuren 1a bis 1c deutlich erkennbar ist.
Weiterhin zeigt Figur 3, daß zwischen den Befestigungsschienen 3 und der Kokillenplatte
1 Beilagscheiben oder ―platten 12 eingelegt sind. Diese sorgen für ein
problemloses Gleiten zwischen Kokillenplatte 1 und Befestigungsschiene 3 im
Falle einer geringfügigen Wärmedehnungsdifferenz zwischen diesen Bauteilen.
Weiterhin zeigt die Zusammenschau der Figuren 2a bis 2c, daß der der Kokillenplatte
1 zugewandte Steg 13 der Befestigungsschiene 3 Bohrungen 14 zum Hindurchstecken
der Befestigungsschraube 7 aufweist, welchen im gegenüber liegenden
Steg 15 koaxial angeordnete Ausnehmungen 16 größeren Durchmessers
zum Hindurchstecken der Schraubenkopfe der Schraube 7 zugeordnet sind. Die
Figuren 1a bis 1 c zeigen, daß im äußeren Steg 18 des C-förmigen Profils der
Halteschiene 4 Gewindebohrungen 9 für die Dehnschrauben 10 angeordnet sind,
und daß nach Maßgabe ihres vergleichsweise großen Gewindedurchmessers (D')
für eine erforderliche Gewindetiefe die Dicke des Steges 18 wenigstens dem Gewindedurchmesser
D' entspricht.
Dabei ist vorgesehen, daß die Befestigungsschrauben 7 und die Dehnschrauben
10 in Längsrichtung der Schienen 3, 4 mit gegenseitigem Versatz angeordnet
sind.
Weiterhin ist vorgesehen, daß die Befestigungsschrauben 7 in mit Gewinde versehene
Sacklöcher 20 der Kokillenplatte 1 verschraubbar sind.
Ferner zeigt Figur 3, daß die Kühlkanäle 2 von der Außenseite her in das Material
der Kokillenplatte 1 eingebracht und ihre äußeren Öffnungen 22 durch die anlie
gende Adapterplatte 11 verschlossen sind.
Und weiterhin ist mit der Anordnung nach der Erfindung vorgesehen, daß jeweils
der innere Steg 17 der Halteschiene 4 Ausnehmungen 23 für die Köpfe der Befestigungsschrauben
7 aufweist.
Bezugszeichenliste
- 1.
- Kokillenplatte
- 2.
- Kühlkanal
- 3.
- Befestigungsschiene
- 4.
- Halteschienen
- 5.
- Schlitz
- 7.
- Befestigungsschrauben
- 8.
- kanalförmige Ausnehmung
- 9.
- Gewindebohrung
- 10.
- Dehnschrauben
- 11.
- Adapterplatte
- 12.
- Beilagplatte
- 13.
- Steg der Befestigungsschiene
- 14.
- Bohrung
- 15.
- Steg der Befestigungsschiene
- 16.
- Ausnehmung
- 17.
- innerer Steg der Halteschiene
- 18.
- äußerer Steg der Halteschiene
- 20.
- Sackloch in Kokillenplatte
- 21.
- Wasserkasten
- 22.
- Öffnung der Kühlkanäle
- 23.
- Ausnehmung