EP1025929A1 - Arrangement for connecting a mould plate to a water box - Google Patents
Arrangement for connecting a mould plate to a water box Download PDFInfo
- Publication number
- EP1025929A1 EP1025929A1 EP00100944A EP00100944A EP1025929A1 EP 1025929 A1 EP1025929 A1 EP 1025929A1 EP 00100944 A EP00100944 A EP 00100944A EP 00100944 A EP00100944 A EP 00100944A EP 1025929 A1 EP1025929 A1 EP 1025929A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- arrangement according
- screws
- rails
- fastening
- mold plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 title claims abstract description 28
- 238000001816 cooling Methods 0.000 claims description 14
- 238000005266 casting Methods 0.000 claims description 5
- 239000000463 material Substances 0.000 claims description 2
- 239000010949 copper Substances 0.000 description 7
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 6
- 229910052802 copper Inorganic materials 0.000 description 6
- 239000000945 filler Substances 0.000 description 5
- 238000009749 continuous casting Methods 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000003801 milling Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/059—Mould materials or platings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/055—Cooling the moulds
Definitions
- the invention relates to an arrangement for positive and non-positive connection a mold plate with cooling channels and a water tank by means of Expansion bolts.
- a continuous casting mold for casting thin slabs in particular, preferably made of steel, consists of the actual chilled mold plates and associated Water boxes that are connected to each other in a media-tight manner.
- the mold plates - Preferably consisting of copper for the continuous casting of Slabs, thin slabs, blooms or profiles - are on their back cooled with water and are for this purpose on the water tank made of steel screwed on.
- water e.g. B. with thin slab molds
- channels with a width of 5 - 30 mm from the lower edge of the mold in the direction of the casting level vertically to the upper edge of the mold.
- the water is passed through the water ducts at a pressure between 5 and 15 bar at flow speeds between 5 and 15 m / s in order to achieve a heat flow of up to 4 MW / m 2 at the phase boundary of the Cu plate / water without disturbing the heat transfer To be able to remove vapor bubbles.
- These water channels are usually in the prior art Copper plate incorporated on the side facing the water tank.
- the mold plates are attached to the water tank using pre-tensioned expansion screws attached.
- the expansion screws are in this arrangement designed so that they the operating load from water pressure and thermal Record moment, and the transverse movements of the mold plate in Not in the pouring direction or in the mold width direction due to thermal expansion hinder.
- the distance between each Screws between 90 and 200 mm.
- the unpublished patent application 198 26 522 discloses a mold wall a continuous casting mold, which consists of a mold inner plate and one with the mold inner plate water box connected via screw connections, the inner mold plate on its side facing the water tank Has webs with grooves running in between, in which filler pieces are arranged are. It is proposed that the fillers have at least one expansion element for the frictional connection of the filler pieces with the inner mold plate have, and that the screw connections between the fillers and the Water box are arranged.
- the as yet unpublished patent application 198 42 674.7 discloses a mold wall of a continuous casting mold, which consists of a mold inner plate and a water box connected to the mold inner plate by screw connections, the mold inner plate having webs on its side facing the water box with grooves running therebetween, in which filler pieces are arranged .
- the grooves have undercuts with an undercut thickness (b).
- the filling pieces have connecting elements with a connecting element thickness (c). The filling pieces releasably engage in the undercuts, and the screw connections are arranged between filling pieces and the water tank.
- the web width must be between the channels are enlarged with regard to the thread dimension, which leads to The consequence is that the cooling does not take place uniformly over the mold width can. This has an uneven temperature distribution on the mold surface result.
- the invention is based on the object of an arrangement for positive and non-positive Connecting a mold plate with cooling channels to the adapter plate to specify a water box by means of expansion screws, which the avoids the aforementioned disadvantages and difficulties and in particular a ensures uniform temperature distribution on the mold surface.
- An embodiment of the arrangement according to the invention provides that the fastening screws compared to the expansion screws a much smaller one Have thread diameter and arranged at much shorter intervals are.
- the screw-in depth in relation to the thread diameter can be at least be designed with a factor of 1.5. This allows the full load capacity of this Fastening screws can be used to fasten the fastening rails.
- the web facing the mold plate Mounting rail holes for pushing the mounting screws through has which coaxially arranged recesses in the opposite web larger diameter for inserting the screw heads assigned.
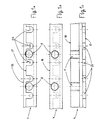
- Figures 1a, 1b, 1c show the holding rail 4 in views from different Directions A, B, C of Fig. 3 with the webs 17, 18.
- the webs 18 are Threaded bores 9 arranged for the expansion screws 10, while the web 17th Recesses 23 for screw heads of the fastening screws protruding therethrough 7, as can be clearly seen from FIG. 3.
- FIGS. 2a, 2b, 2c show views of the fastening rail 3 different viewing directions B, A, D.
- the webs 13 there are bores 14 provided for pushing through the fastening screws 7, while in the opposite webs 15 relatively larger recesses 16 for pushing through the screw heads of the fastening screws 7 are formed.
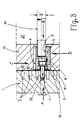
- Figure 3 shows the arrangement for the positive and non-positive connection of a cooling channel 2 having mold plate 1 with a water tank 21 by means of expansion screws 10.
- a cooling channel 2 having mold plate 1 with a water tank 21 by means of expansion screws 10.
- On the mold plate 1 is parallel to the casting direction and the cooling channels 2 a C-shaped profile, provided with a side slot 5
- Mounting rail 3 attached with mounting screws 7, in the Slit 5 with a C-shaped profile and the expansion screws 10 in threaded holes 9 holding rails 4 with webs 17, 18 as shown 1 a to 1 c are arranged so that they can be positively engaged.
- the fastening screws 7 have compared to the Expansion screws 10 have a much smaller thread diameter (d), and are arranged at much shorter intervals, such as from Figures 1a to 1c is clearly visible.
- Figure 3 shows that between the mounting rails 3 and the mold plate 1 washers or ⁇ plates 12 are inserted. These ensure a easy sliding between mold plate 1 and mounting rail 3 in In the event of a slight difference in thermal expansion between these components.
- FIGS. 2a to 2c shows that that of the mold plate 1 facing web 13 of the mounting rail 3 holes 14 for pushing through the fastening screw 7, which in the opposite Web 15 coaxially arranged recesses 16 of larger diameter for inserting the screw heads of the screw 7 are assigned.
- the Figures 1a to 1 c show that in the outer web 18 of the C-shaped profile Holding rail 4 threaded holes 9 are arranged for the expansion screws 10, and that according to their comparatively large thread diameter (D ') for a required thread depth, the thickness of the web 18 is at least the thread diameter D 'corresponds.
- fastening screws 7 and the expansion screws 10 arranged in the longitudinal direction of the rails 3, 4 with a mutual offset are provided.
- fastening screws 7 in threaded Blind holes 20 of the mold plate 1 can be screwed.
- FIG 3 further shows that the cooling channels 2 from the outside into the material the mold plate 1 introduced and its outer openings 22 through the anlie
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Abstract
Description
Die Erfindung betrifft eine Anordnung zum form- und kraftschlüssigen Verbinden einer Kühlkanäle aufweisenden Kokillenplatte und einem Wasserkasten mittels Dehnschrauben.The invention relates to an arrangement for positive and non-positive connection a mold plate with cooling channels and a water tank by means of Expansion bolts.
Eine Stranggießkokille zum Gießen insbesondere von Dünnbrammen, vorzugsweise aus Stahl, besteht aus den eigentlichen gekühlten Kokillenplatten und zugeordnetem Wasserkasten, die miteinander mediendicht verbunden sind. Die Kokillenplatten ― vorzugsweise bestehend aus Kupfer für das Stranggießen von Brammen, Dünnbrammen, Vorblöcken oder Profilen ― werden auf ihrer Rückseite mit Wasser gekühlt und sind zu diesem Zweck auf den Wasserkasten aus Stahl aufgeschraubt.A continuous casting mold for casting thin slabs in particular, preferably made of steel, consists of the actual chilled mold plates and associated Water boxes that are connected to each other in a media-tight manner. The mold plates - Preferably consisting of copper for the continuous casting of Slabs, thin slabs, blooms or profiles - are on their back cooled with water and are for this purpose on the water tank made of steel screwed on.
Bei dieser Anordnung wird Wasser, z. B. bei Dünnbrammenkokillen, durch Kanäle einer Breite von 5 - 30 mm von der Unterkante der Kokille in Richtung Gießspiegel vertikal zur Oberkante der Kokille geleitet. Das Wasser wird mit einem Druck zwischen 5 und 15 bar bei Strömungsgeschwindigkeiten zwischen 5 und 15 m/s durch die Wasserführungskanäle geleitet, um einen Wärmestrom von bis zu 4 MW/m2 an der Phasengrenze Cu-Platte/-Wasser ohne Störung des Wärmeübergangs durch Dampfblasenbildung abtransportieren zu können. With this arrangement, water, e.g. B. with thin slab molds, through channels with a width of 5 - 30 mm from the lower edge of the mold in the direction of the casting level vertically to the upper edge of the mold. The water is passed through the water ducts at a pressure between 5 and 15 bar at flow speeds between 5 and 15 m / s in order to achieve a heat flow of up to 4 MW / m 2 at the phase boundary of the Cu plate / water without disturbing the heat transfer To be able to remove vapor bubbles.
Diese Wasserführungskanäle werden beim Stand der Technik üblicherweise in die Kupferplatte auf der dem Wasserkasten zugewandten Seite eingearbeitet. Danach werden die Kokillenplatten mittels vorgespannter Dehnschrauben am Wasserkasten befestigt. Zwischen Kokillenplatte und Wasserkasten kann sich zusätzlich eine sogenannte Adapterplatte befinden. Die Dehnschrauben sind bei dieser Anordnung so ausgelegt, daß sie die Betriebsbelastung aus Wasserdruck und thermischem Moment aufnehmen, und die Querbewegungen der Kokillenplatte in Gießrichtung sowie in Kokillenbreitenrichtung infolge thermischer Dehnung nicht behindern. Je nach Höhe der Beanspruchung und der Kokillengröße werden bis zu 200 Dehnschrauben verwendet, wobei der Abstand zwischen den einzelnen Schrauben zwischen 90 und 200 mm beträgt.These water channels are usually in the prior art Copper plate incorporated on the side facing the water tank. After that the mold plates are attached to the water tank using pre-tensioned expansion screws attached. There can be an additional gap between the mold plate and the water tank a so-called adapter plate. The expansion screws are in this arrangement designed so that they the operating load from water pressure and thermal Record moment, and the transverse movements of the mold plate in Not in the pouring direction or in the mold width direction due to thermal expansion hinder. Depending on the amount of stress and the mold size, up to used to 200 expansion bolts, the distance between each Screws between 90 and 200 mm.
Beim Stand der Technik ist es üblich, Dehnschrauben unmittelbar mit den Kokillenplatten zu verschrauben. Dazu werden in die Kokillenplatte Sacklöcher mit Gewinde eingebracht, deren Gewindeabmessungen zwischen M16 und M30 betragen. Um die Tragfähigkeit des Gewindes im Kupfer zu erhöhen, können Gewindeeinsätze verwendet werden.In the prior art, it is customary to use expansion screws directly with the mold plates to screw. For this purpose, blind holes with threads are made in the mold plate introduced, whose thread dimensions are between M16 and M30. Threaded inserts can be used to increase the load capacity of the thread in the copper be used.
Die unveröffentlichte Patentanmeldung 198 26 522 offenbart eine Kokillenwand einer Stranggießkokille, die aus einer Kokilleninnenplatte und einem mit der Kokilleninnenplatte über Schraubverbindungen verbundenen Wasserkasten besteht, wobei die Kokilleninnenplatte auf ihrer dem Wasserkasten zugewandten Seite Stege mit dazwischen verlaufenden Nuten aufweist, in denen Füllstücke angeordnet sind. Dabei wird vorgeschlagen, daß die Füllstücke mindestens ein Spreizelement zur reibschlüssigen Verbindung der Füllstücke mit der Kokilleninnenplatte aufweisen, und daß die Schraubverbindungen zwischen den Füllstücken und dem Wasserkasten angeordnet sind.The unpublished patent application 198 26 522 discloses a mold wall a continuous casting mold, which consists of a mold inner plate and one with the mold inner plate water box connected via screw connections, the inner mold plate on its side facing the water tank Has webs with grooves running in between, in which filler pieces are arranged are. It is proposed that the fillers have at least one expansion element for the frictional connection of the filler pieces with the inner mold plate have, and that the screw connections between the fillers and the Water box are arranged.
Die noch nicht veröffentlichte Patentanmeldung 198 42 674.7 offenbart eine Kokillenwand
einer Stranggießkokille, die aus einer Kokilleninnenplatte und einem
mit der Kokilleninnenplatte über Schraubverbindungen verbundenen Wasserkasten
besteht, wobei die Kokilleninnenplatte auf ihrer dem Wasserkasten zugewandten
Seite Stege mit dazwischen verlaufenden Nuten aufweist, in denen Füllstücke
angeordnet sind.
Die Nuten weisen Hinterschneidungen mit einer Hinterschneidungsdicke (b) auf.
Die Füllstücke weisen Verbindungselemente mit einer Verbindungselementdicke
(c) auf Die Füllstücke greifen lösbar in die Hinterschneidungen ein, und die
Schraubverbindungen sind zwischen Füllstücken und dem Wasserkasten angeordnet.The as yet unpublished patent application 198 42 674.7 discloses a mold wall of a continuous casting mold, which consists of a mold inner plate and a water box connected to the mold inner plate by screw connections, the mold inner plate having webs on its side facing the water box with grooves running therebetween, in which filler pieces are arranged .
The grooves have undercuts with an undercut thickness (b). The filling pieces have connecting elements with a connecting element thickness (c). The filling pieces releasably engage in the undercuts, and the screw connections are arranged between filling pieces and the water tank.
Wenn die Dehnschrauben direkt mit den Kokillenplatten verschraubt werden, muß die Gewindetiefe zur Gewährleistung der vollen Tragfähigkeit des Gewindes im Kupfer in Abhängigkeit vom Gewindedurchmesser D entsprechend groß gewählt werden, das bedeutet, daß die Gewindetiefe zumindest 1 bis 1,5 x D beträgt. Besonders bei dünnen Kokillenplatten, beispielsweise bei einer Kokillenplatte gleicher Dicke, kann diese Bedingung nicht eingehalten werden, wodurch die Tragfähigkeit des Gewindes im Kupfer reduziert ist.If the expansion screws are screwed directly to the mold plates, the thread depth to ensure the full load capacity of the thread in Depending on the thread diameter D, copper is chosen to be large be, that means that the thread depth is at least 1 to 1.5 x D. Especially with thin mold plates, for example with a mold plate of the same type Thickness, this condition cannot be met, reducing the load-bearing capacity of the thread in the copper is reduced.
Weil die Kühlkanäle der thermisch hoch belasteten Kokillenplatten in die Kupferplatten durch Fräsen oder Bohren eingebracht sind, muß die Stegbreite zwischen den Kanälen mit Rücksicht auf die Gewindedimension vergrößert werden, was zur Folge hat, daß die Kühlung nicht gleichmäßig über die Kokillenbreite erfolgen kann. Dies hat eine ungleichmäßige Temperaturverteilung auf der Kokillenoberfläche zur Folge.Because the cooling channels of the thermally highly loaded mold plates in the copper plates by milling or drilling, the web width must be between the channels are enlarged with regard to the thread dimension, which leads to The consequence is that the cooling does not take place uniformly over the mold width can. This has an uneven temperature distribution on the mold surface result.
Der Erfindung liegt die Aufgabe zu Grunde, eine Anordnung zum form- und kraftschlüssigen Verbinden einer Kühlkanäle aufweisenden Kokillenplatte mit der Adapterplatte eines Wasserkastens mittels Dehnschrauben anzugeben, welche die vorgenannten Nachteile und Schwierigkeiten vermeidet und insbesondere eine gleichmäßige Temperaturverteilung auf der Kokillenoberfläche gewährleistet. The invention is based on the object of an arrangement for positive and non-positive Connecting a mold plate with cooling channels to the adapter plate to specify a water box by means of expansion screws, which the avoids the aforementioned disadvantages and difficulties and in particular a ensures uniform temperature distribution on the mold surface.
Zur Lösung der Aufgabe wird bei einer Anordnung der im Oberbegriff von Anspruch
1 genannten Art mit der Erfindung vorgeschlagen, daß C-förmige Befestigungsschienen
einerseits mit einem ihrer Stege an der Kokillenplatte befestigt sind
und andererseits C-förmige Halteschienen 4 mit einem ihrer Stege, über eine Adapterplatte
mit dem Wasserkasten verbindbar sind und daß deren andere Stege
derart formschlüssig aneinanderliegen, daß Quer- und Längsbewegungen der Kokillenplatte
infolge thermischer Dehnung überwiegend bis ausschließlich zwischen
den Stegen der Befestigungsschienen erfolgt. Die Querbewegung bzw. die
Längsbewegung der Kokillenplatte erfolgt also zwischen den Flächen der Stege
der Verbindungsschienen, wobei die Dehnschrauben ihre Position behalten.To solve the problem is in an arrangement in the preamble of claim
1 mentioned type with the invention proposed that C-shaped mounting rails
on the one hand are attached to the mold plate with one of their webs
and on the other hand C-shaped
In Ausgestaltung der Anordnung zur Verbindung von Kokillenplatte und Adapterplatte ist vorgesehen, daß an der Kokillenplatte in zur Gießfichtung und den Kühlkanälen parallele Ausrichtung C-förmig profilierte, mit einem seitlichen Schlitz versehene Befestigungsschienen mit Befestigungsschrauben angebracht sind, in deren Schlitze gegengleich C-förmig profilierte und die Dehnschrauben in Gewindebohrungen aufnehmende Halteschienen mit Stegen formschlüssig eingreifbar angeordnet sind.In an embodiment of the arrangement for connecting the mold plate and adapter plate it is provided that in the mold plate in to the casting and the cooling channels parallel alignment C-shaped, with a side slot Fastening rails are attached with fastening screws, in their Slits with a C-shaped profile and the expansion screws in threaded holes receiving retaining rails with webs arranged positively engaging are.
Eine Ausgestaltung der Anordnung nach der Erfindung sieht vor, daß die Befestigungsschrauben im Vergleich zu den Dehnschrauben einen wesentlich kleineren Gewindedurchmesser aufweisen und in wesentlich geringeren Abständen angeordnet sind.An embodiment of the arrangement according to the invention provides that the fastening screws compared to the expansion screws a much smaller one Have thread diameter and arranged at much shorter intervals are.
Infolge der erfindungsgemäßen Anordnung ineinander greifbarer Schienen, wobei an der Kokillenplatte eine Befestigungsschiene mit Befestigungsschrauben wesentlich kleineren Durchmessers im Vergleich zu den Dehnschrauben angebracht ist, wird der Abstand zwischen den benachbarten Kühlkanälen nur unwesentlich vergrößert, wodurch eine gleichmäßige Temperaturverteilung auf der Kokillenoberfläche gewährleistet wird, was sich positiv auf die Qualität der gegossenen Produkte auswirkt.As a result of the arrangement of interlocking rails according to the invention, wherein a mounting rail with mounting screws is essential on the mold plate smaller diameter compared to the expansion screws the distance between the adjacent cooling channels becomes insignificant enlarged, creating a uniform temperature distribution on the mold surface What is guaranteed is positive for the quality of the cast Products.
Wegen des vergleichsweise geringen Durchmessers der Befestigungsschrauben kann deren Einschraubtiefe im Verhältnis zum Gewindedurchmesser mindestens mit dem Faktor 1,5 ausgebildet sein. Dadurch kann die volle Tragfähigkeit dieser Befestigungsschrauben zur Befestigung der Befestigungsschienen genutzt werden.Because of the comparatively small diameter of the fastening screws the screw-in depth in relation to the thread diameter can be at least be designed with a factor of 1.5. This allows the full load capacity of this Fastening screws can be used to fasten the fastening rails.
Um thermisch bedingte Unterschiede der Dehnungen zwischen Kokillenplatte und Befestigungsschienen zu erleichtern, sind zwischen diesen Beilagscheiben oder ― platten eingelegt.To thermally caused differences in the elongations between the mold plate and To facilitate mounting rails are between these washers or plates inserted.
Eine Ausgestaltung sieht vor, daß der der Kokillenplatte zugewandte Steg der Befestigungsschiene Bohrungen zum Hindurchstecken der Befestigungsschrauben aufweist, welchen im gegenüberliegenden Steg koaxial angeordnete Ausnehmungen größeren Durchmesser zum Hindurchstecken der Schraubenköpfe zugeordnet sind.One embodiment provides that the web facing the mold plate Mounting rail holes for pushing the mounting screws through has which coaxially arranged recesses in the opposite web larger diameter for inserting the screw heads assigned.
In weiterbildender Anordnung sind im äußeren Steg des C-förmigen Profils der Halteschiene, die der Adapterplatten zugewandt ist, Gewindebohrungen für die Dehnschrauben angeordnet, wobei nach Maßgabe Ihres vergleichsweise großen Gewindedurchmessers für eine erforderliche Gewindetiefe die Dicke des Steges wenigstens dem Gewindedurchmesser entspricht.In a further arrangement are in the outer web of the C-shaped profile Holding rail facing the adapter plates, threaded holes for the Expansion screws arranged, according to your comparatively large Thread diameter for a required thread depth the thickness of the web corresponds at least to the thread diameter.
Weitere Ausgestaltungen der erfindungsgemäßen Anordnung sind entsprechend den Unteransprüchen vorgesehen. Es zeigen:
- Figur 1a
- Eine Ansicht der Halteschiene aus Blickrichtung A in Fig. 3;
- Figur 1b
- Eine Ansicht der Halteschiene aus Blickrichtung B in Fig. 3;
- Figur 1c
- Eine Ansicht der Halteschiene aus Blickrichtung C in Fig. 3;
- Figur 2a
- Eine Ansicht der Befestigungsschiene aus Blickrichtung B in Fig. 3;
- Figur 2b
- Eine Ansicht der Befestigungsschiene aus Blickrichtung A Fig. 3;
- Figur 2c
- Eine Ansicht der Befestigungsschiene aus Blickrichtung D in Fig. 3;
Figur 3- Kokillenplatte, Adapterplatte und Befestigungsschiene sowie Halteschiene im Schnitt einer dazu senkrechten Schnittebene.
- Figure 1a
- A view of the support rail from viewing direction A in Fig. 3;
- Figure 1b
- A view of the support rail from viewing direction B in Fig. 3;
- Figure 1c
- A view of the support rail from viewing direction C in Fig. 3;
- Figure 2a
- A view of the mounting rail from viewing direction B in Fig. 3;
- Figure 2b
- A view of the mounting rail from viewing direction A Fig. 3;
- Figure 2c
- A view of the mounting rail from viewing direction D in Fig. 3;
- Figure 3
- Mold plate, adapter plate and fastening rail as well as holding rail in the section of a perpendicular cutting plane.
Die Figuren 1a, 1b, 1c zeigen die Halteschiene 4 in Ansichten aus unterschiedlichen
Richtungen A, B, C der Fig. 3 mit den Stegen 17, 18. In den Stegen 18 sind
Gewindebohrungen 9 für die Dehnschrauben 10 angeordnet, während der Steg 17
Ausnehmungen 23 für hindurch ragende Schraubenköpfe der Befestigungsschrauben
7 aufweist, wie dies deutlich aus Figur 3 erkennbar ist.Figures 1a, 1b, 1c show the
Dagegen zeigen die Figuren 2a, 2b, 2c Ansichten der Befestigungsschiene 3 aus
unterschiedlichen Blickrichtungen B, A, D. In den Stegen 13 sind Bohrungen 14
zum Hindurchstecken der Befestigungsschrauben 7 vorgesehen, während in den
gegenüberliegenden Stegen 15 relativ größere Ausnehmungen 16 zum Hindurchstecken
der Schraubenköpfe der Befestigungsschrauben 7 ausgebildet sind. Zwischen
den Stegen 13 und 15 befindet sich ein Schlitz 5. In diesen greift formschlüssig
der Steg 17 der Halteschiene 4 ein, wie dies ebenfalls aus der Schnittdarstellung
der Figur 3 erkennbar ist. In contrast, FIGS. 2a, 2b, 2c show views of the
Figur 3 zeigt die Anordnung zum form- und kraftschlüssigen Verbinden einer Kühlkanäle
2 aufweisenden Kokillenplatte 1 mit einem Wasserkasten 21 mittels Dehnschrauben
10. An der Kokillenplatte 1 ist in paralleler Ausrichtung zur Gießrichtung
und den Kühlkanälen 2 eine C-förmig profilierte, mit einem seitlichen Schlitz 5 versehende
Befestigungsschiene 3 mit Befestigungsschrauben 7 angebracht, in deren
Schlitz 5 gegengleich C-förmig profilierte und die Dehnschrauben 10 in Gewindebohrungen
9 aufnehmende Halteschienen 4 mit Stegen 17, 18 gemäß Darstellung
in den Figuren 1a bis 1c formschlüssig eingreifbar angeordnet sind.Figure 3 shows the arrangement for the positive and non-positive connection of a
Erfindungsgemäß weisen die Befestigungsschrauben 7 im Vergleich zu den Dehnschrauben 10 einen wesentlich kleineren Gewindedurchmesser (d) auf, und sind in wesentlich geringeren Abständen angeordnet, wie dies beispielsweise aus den Figuren 1a bis 1c deutlich erkennbar ist.According to the invention, the fastening screws 7 have compared to the Expansion screws 10 have a much smaller thread diameter (d), and are arranged at much shorter intervals, such as from Figures 1a to 1c is clearly visible.
Weiterhin zeigt Figur 3, daß zwischen den Befestigungsschienen 3 und der Kokillenplatte
1 Beilagscheiben oder ―platten 12 eingelegt sind. Diese sorgen für ein
problemloses Gleiten zwischen Kokillenplatte 1 und Befestigungsschiene 3 im
Falle einer geringfügigen Wärmedehnungsdifferenz zwischen diesen Bauteilen.Furthermore, Figure 3 shows that between the mounting
Weiterhin zeigt die Zusammenschau der Figuren 2a bis 2c, daß der der Kokillenplatte
1 zugewandte Steg 13 der Befestigungsschiene 3 Bohrungen 14 zum Hindurchstecken
der Befestigungsschraube 7 aufweist, welchen im gegenüber liegenden
Steg 15 koaxial angeordnete Ausnehmungen 16 größeren Durchmessers
zum Hindurchstecken der Schraubenkopfe der Schraube 7 zugeordnet sind. Die
Figuren 1a bis 1 c zeigen, daß im äußeren Steg 18 des C-förmigen Profils der
Halteschiene 4 Gewindebohrungen 9 für die Dehnschrauben 10 angeordnet sind,
und daß nach Maßgabe ihres vergleichsweise großen Gewindedurchmessers (D')
für eine erforderliche Gewindetiefe die Dicke des Steges 18 wenigstens dem Gewindedurchmesser
D' entspricht. Furthermore, the overview of FIGS. 2a to 2c shows that that of the mold plate
1 facing
Dabei ist vorgesehen, daß die Befestigungsschrauben 7 und die Dehnschrauben
10 in Längsrichtung der Schienen 3, 4 mit gegenseitigem Versatz angeordnet
sind.It is provided that the fastening screws 7 and the expansion screws
10 arranged in the longitudinal direction of the
Weiterhin ist vorgesehen, daß die Befestigungsschrauben 7 in mit Gewinde versehene Sacklöcher 20 der Kokillenplatte 1 verschraubbar sind.It is also provided that the fastening screws 7 in threaded Blind holes 20 of the mold plate 1 can be screwed.
Ferner zeigt Figur 3, daß die Kühlkanäle 2 von der Außenseite her in das Material
der Kokillenplatte 1 eingebracht und ihre äußeren Öffnungen 22 durch die anlieFigure 3 further shows that the
gende Adapterplatte 11 verschlossen sind.the
Und weiterhin ist mit der Anordnung nach der Erfindung vorgesehen, daß jeweils
der innere Steg 17 der Halteschiene 4 Ausnehmungen 23 für die Köpfe der Befestigungsschrauben
7 aufweist. And it is further provided with the arrangement according to the invention that in each case
the
- 1.1.
- KokillenplatteMold plate
- 2.2nd
- KühlkanalCooling channel
- 3.3rd
- BefestigungsschieneMounting rail
- 4.4th
- HalteschienenHolding rails
- 5.5.
- Schlitzslot
- 7.7.
- BefestigungsschraubenMounting screws
- 8.8th.
- kanalförmige Ausnehmungchannel-shaped recess
- 9.9.
- GewindebohrungTapped hole
- 10.10th
- DehnschraubenExpansion bolts
- 11.11.
- AdapterplatteAdapter plate
- 12.12th
- BeilagplatteWasher
- 13.13.
- Steg der BefestigungsschieneWeb of the fastening rail
- 14.14.
- Bohrungdrilling
- 15.15.
- Steg der BefestigungsschieneWeb of the fastening rail
- 16.16.
- AusnehmungRecess
- 17.17th
- innerer Steg der Halteschieneinner web of the holding rail
- 18.18th
- äußerer Steg der Halteschieneouter web of the holding rail
- 20.20th
- Sackloch in KokillenplatteBlind hole in mold plate
- 21.21.
- WasserkastenWater tank
- 22.22.
- Öffnung der KühlkanäleOpening of the cooling channels
- 23.23.
- AusnehmungRecess
Claims (12)
dadurch gekennzeichnet,
daß C-förmige Befestigungsschienen (3) einerseits mit einem ihrer Stege (13) an der Kokillenplatte (1) befestigt sind und andererseits C-förmige Halteschienen (4) mit einem ihrer Stege (18) über eine Adapterplatte (11) mit dem Wasserkasten (21) verbindbar sind und daß deren andere Stege (15, 17) derart formschlüssig aneinander liegen, daß Quer- und Längsbewegungen der Kokillenplatte infolge thermischer Drehung überwiegend bis ausschließlich zwischen den Stegen (15, 17) der Befestigungsschienen (3, 4) erfolgt.Arrangement for the positive and non-positive connection of a copillary plate (1) having cooling channels (2) and a water tank (21) by means of expansion screws 10),
characterized,
that C-shaped fastening rails (3) are attached to the mold plate (1) on the one hand with one of their webs (13) and, on the other hand, C-shaped holding rails (4) with one of their webs (18) via an adapter plate (11) to the water tank ( 21) are connectable and that their other webs (15, 17) are in such a form-fitting manner that transverse and longitudinal movements of the mold plate as a result of thermal rotation occur predominantly to exclusively between the webs (15, 17) of the fastening rails (3, 4).
dadurch gekennzeichnet,
daß an der Kokillenplatte (1) in zur Giessrichtung und den Kühlkanälen (2) paralleler Ausrichtung C-förmig profilierte, mit einem seitlichen Schlitz (5) versehene Befestigungsschienen (3) mit Befestigungsschrauben (7) angebracht sind, in deren Schlitz (5) gegengleich C-förmig profilierte und die Dehnschrauben (10) in Gewindebohrungen (9) aufnehmende Halteschienen (4) mit Stegen (17) formschlüssig eingreifbar sind. Arrangement according to claim 1,
characterized,
that mounting rails (3) with fastening screws (7) are attached to the mold plate (1) in an orientation parallel to the casting direction and the cooling channels (2) with a lateral slot (5) and fastening screws (7), in the slot (5) of which they are opposite C-shaped profiled retaining rails (4) which accommodate the expansion screws (10) in threaded bores (9) can be positively engaged with webs (17).
dadurch gekennzeichnet,
daß die Befestigungsschrauben (7) im Vergleich zu den Dehnschrauben (10) einen wesentlich kleineren Gewindedurchmesser (d) aufweisen und in wesentlich geringeren Abständen angeordnet sind.Arrangement according to claim 1 or 2
characterized,
that the fastening screws (7) have a much smaller thread diameter (d) compared to the expansion screws (10) and are arranged at much smaller intervals.
dadurch gekennzeichnet,
daß die Befestigungsschienen (3) und die Halteschienen (4) in der Kokillenplatte (1) gegenüberliegend ausgebildeten kanalförmigen Ausnehmungen (8) der Adapterplatte (11) angeordnet sind.Arrangement according to claim 1, 2 or 3
characterized,
that the fastening rails (3) and the holding rails (4) are arranged in the mold plate (1) opposite channel-shaped recesses (8) of the adapter plate (11).
dadurch gekennzeichnet,
daß zwischen den Befestigungsschienen (3) und der Kokillenplatte (1) Beilagescheiben oder ―platten (12) eingelegt sind.Arrangement according to one or more of claims 1 to 4,
characterized,
that between the mounting rails (3) and the mold plate (1) washers or ― plates (12) are inserted.
dadurch gekennzeichnet,
daß der der Kokillenplatte (1) zugewandte Steg (13) der Befestigungsschiene (3) Bohrungen (14) zum Hindurchstecken der Befestigungsschrauben (7) aufweist, welchen im gegenüberliegenden Steg (15) koaxial angeordnete Ausnehmungen (16) größeren Durchmessers zum Hindurchstecken der Schraubenknöpfe zugeordnet sind.Arrangement according to one or more of claims 1 to 5,
characterized,
that the web (13) facing the mold plate (13) of the fastening rail (3) has holes (14) for pushing through the fastening screws (7), which in the opposite web (15) have coaxially arranged recesses (16) of larger diameter for pushing through the screw buttons are.
dadurch gekennzeichnet,
daß im äußeren Steg (18) des C-förmigen Profils der Halteschiene (4) Gewindebohrungen (9) für die Dehnschraubung (10) angeordnet sind, und daß nach Maßgabe ihres vergleichsweise großen Gewindedurchmessers (D) für eine erforderliche Gewindetiefe die Dicke des Steges (18) wenigstens dem Gewindedurchmesser (D') entspricht.Arrangement according to one or more of claims 1 to 6,
characterized,
that in the outer web (18) of the C-shaped profile of the holding rail (4) threaded bores (9) for the expansion screw (10) are arranged, and that in accordance with their comparatively large thread diameter (D) for a required thread depth the thickness of the web ( 18) corresponds at least to the thread diameter (D ').
dadurch gekennzeichnet,
daß die Befestigungsschrauben (7) und die Dehnschrauben (10) in Längsrichtung der Schienen (3, 4) mit gegenseitigem Versatz angeordnet sind.Arrangement according to one or more of claims 1 to 7,
characterized,
that the fastening screws (7) and the expansion screws (10) are arranged in the longitudinal direction of the rails (3, 4) with a mutual offset.
dadurch gekennzeichnet,
daß die Befestigungsschrauben (7) bevorzugt Zylinderschrauben mit Innensechskant sind.Arrangement according to one or more of claims 1 to 8,
characterized,
that the fastening screws (7) are preferably socket head screws with hexagon socket.
dadurch gekennzeichnet,
daß die Befestigungsschrauben (7) in mit Gewinde versehene Sacklöcher (20) der Kokillenplatte (1) verschraubbar sind.Arrangement according to one or more of claims 1 to 9,
characterized,
that the fastening screws (7) can be screwed into threaded blind holes (20) in the mold plate (1).
dadurch gekennzeichnet,
daß die Kühlkanäle (2) von der Außenseite her in das Material der Kokillenplatte (1) eingebracht und ihre äußeren Öffnungen (22) durch die anliegende Adapterplatte (11) verschlossen sind.Arrangement according to one or more of claims 1 to 10,
characterized,
that the cooling channels (2) are introduced from the outside into the material of the mold plate (1) and their outer openings (22) are closed by the adjacent adapter plate (11).
dadurch gekennzeichnet,
daß der innere Steg (17) der Halteschiene (4) Ausnehmungen (23) für die Köpfe der Befestigungsschrauben (7) aufweist.Arrangement according to one or more of claims 1 to 11,
characterized,
that the inner web (17) of the holding rail (4) has recesses (23) for the heads of the fastening screws (7).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE1999104149 DE19904149A1 (en) | 1999-02-03 | 1999-02-03 | Arrangement for connecting a mold plate to a water tank |
| DE19904149 | 1999-02-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1025929A1 true EP1025929A1 (en) | 2000-08-09 |
Family
ID=7896180
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00100944A Withdrawn EP1025929A1 (en) | 1999-02-03 | 2000-01-19 | Arrangement for connecting a mould plate to a water box |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1025929A1 (en) |
| DE (1) | DE19904149A1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1175947A1 (en) * | 2000-07-28 | 2002-01-30 | Acme Steel Inc. | End wall for continuous caster mold |
| WO2002007915A1 (en) * | 2000-07-22 | 2002-01-31 | Sms Demag Aktiengesellschaft | Continuous casting mould with copper plates surrounding the casting cross-section |
| EP1535678A1 (en) * | 2003-11-28 | 2005-06-01 | SMS Demag AG | Assembly of a copper plate cartridge |
| WO2008049398A1 (en) * | 2006-10-26 | 2008-05-02 | Sms Demag Ag | Extrusion die |
| EP2014393A1 (en) | 2007-06-04 | 2009-01-14 | Concast Ag | Mould for strand casting of blooms, cogged blooms or billets |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10359066A1 (en) * | 2003-12-16 | 2005-07-21 | Volkswagen Ag | Production of metallic cast parts in a centrifugal casting mold for producing e.g. vehicle cylinder heads comprises regulating the temperature in the mold whilst a cooling or heating medium is guided through a channel in the mold |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995021036A1 (en) * | 1994-02-02 | 1995-08-10 | Sms Concast Inc. | Mold for continuous casting and method of making the mold |
| WO1997043063A1 (en) * | 1996-05-13 | 1997-11-20 | Km Europa Metal Ag | Liquid-cooled mould |
| DE19826522A1 (en) * | 1998-06-15 | 1999-12-16 | Schloemann Siemag Ag | Mold wall of a continuous casting mold |
| EP0968779A1 (en) * | 1998-07-02 | 2000-01-05 | Sms Schloemann-Siemag Aktiengesellschaft | Broad side wall for slab mould |
-
1999
- 1999-02-03 DE DE1999104149 patent/DE19904149A1/en not_active Withdrawn
-
2000
- 2000-01-19 EP EP00100944A patent/EP1025929A1/en not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995021036A1 (en) * | 1994-02-02 | 1995-08-10 | Sms Concast Inc. | Mold for continuous casting and method of making the mold |
| WO1997043063A1 (en) * | 1996-05-13 | 1997-11-20 | Km Europa Metal Ag | Liquid-cooled mould |
| DE19826522A1 (en) * | 1998-06-15 | 1999-12-16 | Schloemann Siemag Ag | Mold wall of a continuous casting mold |
| EP0968779A1 (en) * | 1998-07-02 | 2000-01-05 | Sms Schloemann-Siemag Aktiengesellschaft | Broad side wall for slab mould |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002007915A1 (en) * | 2000-07-22 | 2002-01-31 | Sms Demag Aktiengesellschaft | Continuous casting mould with copper plates surrounding the casting cross-section |
| EP1175947A1 (en) * | 2000-07-28 | 2002-01-30 | Acme Steel Inc. | End wall for continuous caster mold |
| EP1535678A1 (en) * | 2003-11-28 | 2005-06-01 | SMS Demag AG | Assembly of a copper plate cartridge |
| WO2008049398A1 (en) * | 2006-10-26 | 2008-05-02 | Sms Demag Ag | Extrusion die |
| US8240357B2 (en) | 2006-10-26 | 2012-08-14 | Sms Siemag Ag | Extrusion die |
| EP2014393A1 (en) | 2007-06-04 | 2009-01-14 | Concast Ag | Mould for strand casting of blooms, cogged blooms or billets |
| US8171983B2 (en) * | 2007-06-04 | 2012-05-08 | Sms Concast Ag | Casting die for continuous casting of blooms, slabs, and billets |
| TWI455772B (en) * | 2007-06-04 | 2014-10-11 | Concast Ag | Mould for the continuous casting of blooms, slabs or billets |
Also Published As
| Publication number | Publication date |
|---|---|
| DE19904149A1 (en) | 2000-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19581604B4 (en) | Continuous casting mold for liquid metals, in particular for liquid steel | |
| DE102016124801B3 (en) | Mold plate and mold | |
| DE3113495C2 (en) | Spinning beam for melt spinning systems for synthetic high polymers | |
| EP1025929A1 (en) | Arrangement for connecting a mould plate to a water box | |
| DE20080368U1 (en) | Linear guide unit | |
| DE4401825C2 (en) | Starting head for a continuous caster | |
| EP0968779B1 (en) | Broad side wall for slab mould | |
| DE3739452C1 (en) | Coke oven door with ceramic shield structure | |
| EP2083957B1 (en) | Extrusion die | |
| DE10222922B4 (en) | Caliber plate with an insert for a shaping device | |
| DE69127853T2 (en) | Chill device with variable width | |
| DE1529783A1 (en) | Adjustment device, in particular device for adjusting the slot thickness of slot dies for extruders | |
| WO2021160376A1 (en) | Braking resistor and vehicle equipped with same | |
| EP0954431B1 (en) | Device for producing cross-finned pipes | |
| DE2505381C2 (en) | Receiving device for an insert, in particular a mold, in a device provided with shoulders | |
| DE19824063A1 (en) | I-shaped beam for building constructions | |
| DE202020100298U1 (en) | Continuous casting mold | |
| DE19801728C1 (en) | Continuous casting mould | |
| DE4013374C2 (en) | ||
| DE1583699B2 (en) | Continuous casting mold for ingots with a rectangular cross-section | |
| EP3917700B1 (en) | Mould plate | |
| DE102019116881B3 (en) | Connection adapter and ceiling cladding system | |
| DE1303210B (en) | Continuous casting mold with graphite block | |
| DE20012299U1 (en) | Guide frame | |
| DE102016105121A1 (en) | Welding bar and welding device with welding bar |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20000204 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20030701 |