EP1024244B2 - Verbundprofil - Google Patents
Verbundprofil Download PDFInfo
- Publication number
- EP1024244B2 EP1024244B2 EP00101500A EP00101500A EP1024244B2 EP 1024244 B2 EP1024244 B2 EP 1024244B2 EP 00101500 A EP00101500 A EP 00101500A EP 00101500 A EP00101500 A EP 00101500A EP 1024244 B2 EP1024244 B2 EP 1024244B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- plastic
- composite
- profiles
- profile
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000002131 composite material Substances 0.000 title claims description 19
- 229920003023 plastic Polymers 0.000 claims abstract description 41
- 239000004033 plastic Substances 0.000 claims abstract description 41
- 229910052751 metal Inorganic materials 0.000 claims abstract description 25
- 239000002184 metal Substances 0.000 claims abstract description 25
- 230000008878 coupling Effects 0.000 claims description 7
- 238000010168 coupling process Methods 0.000 claims description 7
- 238000005859 coupling reaction Methods 0.000 claims description 7
- 238000001125 extrusion Methods 0.000 claims description 7
- 238000000034 method Methods 0.000 claims description 7
- 239000000853 adhesive Substances 0.000 claims description 5
- 230000001070 adhesive effect Effects 0.000 claims description 5
- 238000004519 manufacturing process Methods 0.000 claims description 5
- 229920003229 poly(methyl methacrylate) Polymers 0.000 claims description 4
- 239000004926 polymethyl methacrylate Substances 0.000 claims description 4
- 239000004800 polyvinyl chloride Substances 0.000 description 19
- 229920000915 polyvinyl chloride Polymers 0.000 description 19
- 229910052782 aluminium Inorganic materials 0.000 description 14
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 13
- 230000002787 reinforcement Effects 0.000 description 5
- 229920002877 acrylic styrene acrylonitrile Polymers 0.000 description 3
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 3
- 238000009413 insulation Methods 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 206010041662 Splinter Diseases 0.000 description 1
- 229910000746 Structural steel Inorganic materials 0.000 description 1
- -1 aluminum compound Chemical class 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 210000001331 nose Anatomy 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images
Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/30—Coverings, e.g. protecting against weather, for decorative purposes
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/04—Wing frames not characterised by the manner of movement
- E06B3/263—Frames with special provision for insulation
- E06B3/26301—Frames with special provision for insulation with prefabricated insulating strips between two metal section members
- E06B3/26303—Frames with special provision for insulation with prefabricated insulating strips between two metal section members with thin strips, e.g. defining a hollow space between the metal section members
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/04—Wing frames not characterised by the manner of movement
- E06B3/263—Frames with special provision for insulation
- E06B2003/26349—Details of insulating strips
- E06B2003/2635—Specific form characteristics
- E06B2003/26359—Specific form characteristics making flush mounting with neighbouring metal section members possible
Definitions
- the invention relates to a method for producing a composite profile and the use of a composite profile.
- Such composite profiles are produced in large quantities and used as a window, door, balcony or fence profile.
- the plastic used for the coating is almost exclusively high-impact, plasticizer-free polyvinyl chloride (PVC-U or hard PVC).
- PVC is particularly suitable for plastic-coated aluminum profiles, because after the aluminum has been provided with a primer due to the polarity of the PVC a good adhesion of the PVC on the aluminum (RAL-Gz 716/1, Section 1: Plastic window profiles, Part 5) : Composite profiles of rigid PVC foam and aluminum reinforcement with coatings). This is especially true for white profiles made of rigid PVC.
- the heat transfer coefficient is higher in such composite profiles than in PVC profiles.
- the GB 2 143 270 A1 describes a profile for a window or door construction with a supporting metal profile with so-called thermal separation, wherein the metal profiles are provided with insulating elements which are connected by detents with one of the metal profiles.
- the object of the invention is, starting from a profile with metal reinforcement and sheath made of foamed plastic, to provide a method for producing composite profiles with a low heat transfer coefficient (k value).
- the thermal insulation properties of the window are improved because the coated aluminum profile is made in two parts and thus is avoided that it acts as a cold bridge between the outside and the inside of the window.
- the favorable stability properties of the window due to the metal reinforcement are combined with the favorable thermal insulation properties of the plastic.
- the invention provides that the metal profiles are sheathed with foamed plastic.
- Foamed plastics generally have better thermal insulation properties than unfoamed ones.
- Another embodiment of the invention is that the metal profiles with a plastic from the group consisting of PVC, ABS, ASA, PMMA and PP or more of these plastics are sheathed.
- the poor thermal conductivity element made of plastic, in particular PA consists.
- An existing plastic poor thermal conductivity element facilitates a sheath with plastic.
- the foamed plastic has a uniform wall thickness in all areas of the composite profile.
- a development of the invention is that the foamed plastic is coated with a layer of rigid PVC.
- locking elements made of rigid PVC are provided on the outside of the composite profile. These locking elements (latching noses or corresponding recesses) are more stable than those of foamed plastic and do not splinter when sawing or introducing locking elements such. Glazing beads or extension profiles.
- the poor thermal conductivity element is positively connected to the metal profiles.
- a further development of the invention is that a chamber is arranged between the metal profiles and two coupling these poorly heat-conducting elements.
- This chamber can be provided with drainage holes for removing rainwater and also has a heat-insulating effect.
- the metal profile consists of an aluminum compound or of structural steel.
- the invention relates to a method for producing a composite profile according to the invention, wherein at least two metal-coated with adhesive metal profiles are inserted into an extrusion die, the adhesive is heated, the plastic extrusion tool is supplied and the plastic encapsulates the metal profiles.
- the plastic is foamed in the extrusion die.
- a development of the invention consists in that a layer of rigid PVC is applied in the coextrusion process to the foamed plastic.
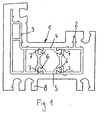
- wing profile 1 consists of two aluminum profiles 2, 3, which are connected to each other via two plastic webs 4, 5.
- the ends 6 of the plastic webs 4, 5 engage positively in corresponding bulges 7 of the aluminum profiles 1 and by the abutting shoulders of the aluminum profiles 2, 3 and the plastic webs 4, 5 a positionally stable connection of the two aluminum profiles 2, 3 is ensured.
- Due to the poor thermal conductivity of the existing PVC, ABS, ASA, PMMA or PP plastic webs 4, 5 a thermal bridge between the outside and inside of the window is avoided.
- An adhesive is then applied to the interconnected aluminum profiles 2, 3, which makes it possible to provide the aluminum profiles 2, 3 with a plastic casing 8 of preferably foamed PVC, ABS, ASA, PMMA or PP.
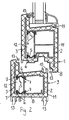
- frame profiles 9 and fighter profiles 10 can be prepared according to the invention.
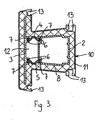
- the in the Fig. 2 and 3 Embodiments shown differ from those in FIG Fig. 1 illustrated inter alia in that the layer thickness of the foamed plastic casing 8 at all points of the profiles is substantially constant, which allows more uniform pressures in the tool, a lower distortion and a faster extrusion.
- the plastic casing 8 is surrounded by a coextruded layer 11 made of rigid PVC, through which the splintering when sawing the profiles and warping on heat absorption can be significantly reduced.
- the top layer of rigid PVC it is possible by the top layer of rigid PVC to achieve a higher gloss of the tread surface.
- the locking elements 13 are made of rigid PVC for the same reasons.
- an air-filled chamber 12 is arranged, through which drainage holes (not shown) rainwater can be removed.
- this chamber 12 acts thermally insulating.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
- Crushing And Grinding (AREA)
- Soft Magnetic Materials (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung eines Verbundprofiles und die Verwendung eines Verbundprofiles.
- Derartige Verbundprofile werden in großen Mengen hergestellt und als Fenster-, Tür-, Balkon- oder Zaunprofil eingesetzt. Derzeit wird als Kunststoff für die Beschichtung praktisch ausschließlich hochschlagfestes, weichmacherfreies Polyvinylchlorid (PVC-U oder Hart-PVC) verwendet.
- PVC ist insbesondere für kunststoffummantelte Aluminiumprofile hervorragend geeignet, da nach dem Versehen des Aluminiums mit einem Primer aufgrund der Polarität des PVC eine gute Haftung des PVCs auf dem Aluminium gegeben ist (RAL-Gz 716/1, Abschnitt 1: Kunststoff-Fensterprofile, Teil 5: Verbundprofile aus PVC-Hartschaum und Aluminium-Armierung mit Beschichtungen). Dies gilt insbesondere für weiße Profile aus Hart-PVC.
- Aufgrund der guten Wärmeleiteigenschaften des Metallprofils ist der Wärmedurchgangskoeffizient bei derartigen Verbundprofilen höher als bei PVC-Profilen.
- Aus der
EP 0 028 775 A1 ist ein Blend- und/oder Türrahmenprofil bekannt, bei dem eine Armierung aus einem einzigen rechteckigen Metallprofil vollständig von einem geschäumten Kunststoff umgeben wird. Aus derUS 4 130 976 A1 ist ein ähnliches Profil bekannt, bei dem die Metallarmierung aus lediglich einem Metallprofil besteht. - Die
GB 2 143 270 A1 - Aufgabe der Erfindung ist es, ausgehend von einem Profil mit Metallarmierung und Ummantelung aus geschäumtem Kunststoff, ein Verfahren zur Herstellung von Verbundprofilen mit einem geringen Wärmedurchgangskoeffizienten (k-Wert) zur Verfügung zu stellen.
- Diese Aufgabe wird erfindungsgemäß gelöst durch ein Verfahren gemäß Anspruch 1. Eine entsprechende Verwendung eines Verbundprofiles wird in Anspruch 6 beansprucht.
- Durch diese Maßnahme werden die Wärmedämmeigenschaften des Fensters verbessert, da das ummantelte Aluminiumprofil zweiteilig ausgeführt ist und somit vermieden wird, dass es als Kältebrücke zwischen der Außen- und der Innenseite des Fensters wirkt. Auf diese Weise werden die günstigen Stabilitätseigenschaften des Fensters aufgrund der Metallarmierung mit den günstigen Wärmedämmeigenschaften des Kunststoffs kombiniert.
- Die Erfindung sieht vor, dass die Metallprofile mit aufgeschäumtem Kunststoff ummantelt sind.
- Geschäumte Kunststoffe bringen in der Regel bessere Wärmedämmungseigenschaften mit sich als ungeschäumte.
- Eine andere Ausbildung der Erfindung besteht darin, daß die Metallprofile mit einem Kunststoff aus der Gruppe bestehend aus PVC, ABS, ASA, PMMA und PP oder mehreren dieser Kunststoffe ummantelt sind.
- Es hat sich im Rahmen von Untersuchungen gezeigt, daß diese Kunststoffe im Bereich der Fenster- und Türenproduktion als Alternative zu PVC geeignet sind
- Es liegt im Rahmen der Erfindung, daß das schlecht wärmeleitende Element aus Kunststoff, insbesondere aus PA, besteht.
- Ein aus Kunststoff bestehendes schlecht wärmeleitendes Element erleichtert eine Ummantelung mit Kunststoff.
- Es ist zweckmäßig, daß der aufgeschäumte Kunststoff in allen Bereichen des Verbundprofils eine gleichmäßige Wandstärke aufweist.
- Hierdurch wird die Tendenz zum Verziehen des Verbundprofils minimiert und es kann mit einer höheren Geschwindigkeit extrudiert werden.
- Eine Weiterbildung der Erfindung besteht darin, daß der aufgeschäumte Kunststoff mit einer Schicht aus Hart-PVC ummantelt ist.
- Hierdurch wird der Neigung des aufgeschäumten Kunststoffs, beim Sägen zu splittern entgegengewirkt. Da Hart-PVC weniger als der aufgeschäumte Kunststoff schrumpft, wird ein Verziehen des Profils bei Wärmeaufnahme durch diese Maßnahme vermieden.
- Weiterhin liegt es im Rahmen der Erfindung, daß an der Außenseite des Verbundprofils Rastelemente aus Hart-PVC vorgesehen sind. Diese Rastelemente (Rastnasen bzw. entsprechende Vertiefungen) sind stabiler als solche aus aufgeschäumtem Kunststoff und splittern nicht beim Sägen oder Einbringen von Rastelementen wie z.B. Glasleisten oder Verbreiterungsprofile.
- Es ist vorteilhaft, daß das schlecht wärmeleitende Element mit den Metallprofilen formschlüssig verbunden ist.
- Eine Weiterbildung der Erfindung besteht darin, daß zwischen den Metallprofilen und zwei diese koppelnden schlecht wärmeleitenden Elementen eine Kammer angeordnet ist.
- Diese Kammer kann mit Entwässerungsbohrungen zum Abführen von Regenwasser versehen sein und hat zudem eine wärmedämmende Wirkung.
- Es ist zweckmäßig, daß das Metallprofil aus einer Aluminiumverbindung oder aus Baustahl besteht.
- Die Erfindung betrifft ein Verfahren zur Herstellung eines erfindungsgemäßen Verbundprofiles, wobei mindestens zwei mit Klebstoff beschichtetes Metallprofile in ein Extrusionswerkzeug eingeschoben werden, der Klebstoff erhitzt wird, dem Extrusionwerkzeug Kunststoff zugeführt wird und der Kunststoff die Metallprofile ummantelt.
- Hierbei ist es vorteilhaft, daß der Kunststoff im Extrusionswerkzeug aufgeschäumt wird.
- Eine Weiterbildung der Erfindung besteht darin, daß um den aufgeschäumten Kunststoff eine Schicht aus Hart-PVC im Coextrusionsverfahren aufgebracht wird.
- Weiterhin ist die Verwendung eines erfindungsgemäßen Verbundprofiles als Fenster-, Tür-, Zaun- oder Balkonprofil erfindungsgemäß.
- Im folgenden werden Ausführungsbeispiele der Erfindung anhand von Zeichnungen erläutert.
- Es zeigen
- Fig. 1
- ein Verbundprofil
- Fig. 2
- ein Rahmenprofil mit dem entsprechenden Flügelprofil,
- Fig. 3
- ein Kämpferprofil.
- Das in
Fig. 1 dargestellte Flügelprofil 1 besteht aus zwei Aluminiumprofilen 2, 3, die über zwei Kunststoffstege 4, 5 miteinander verbunden sind. Die Enden 6 der Kunststoffstege 4, 5 greifen formschlüssig in entsprechende Ausbuchtungen 7 der Aluminiumprofile 1 und durch die aneinanderliegenden Schultern der Aluminiumprofile 2, 3 und der Kunststoffstege 4, 5 wird eine lagefeste Verbindung der beiden Aluminiumprofile 2, 3 sichergestellt. Aufgrund der schlechten Wärmeleiteigenschaften der aus PVC, ABS, ASA, PMMA oder PP bestehenden Kunststoffstege 4, 5 wird eine Wärmebrücke zwischen der Außen- und der Innenseite des Fensters vermieden.
Auf die miteinander verbundenen Aluminiumprofile 2, 3 wird anschließend ein Klebstoff aufgebracht, der es ermöglicht, die Aluminiumprofile 2, 3 mit einer Kunststoffummantelung 8 aus vorzugsweise geschäumtem PVC, ABS, ASA, PMMA oder PP zu versehen. - Wie in
Fig. 2 und3 dargestellt, können neben Flügelprofilen 1 auch Rahmenprofile 9 und Kämpferprofile 10 gemäß der Erfindung hergestellt werden. Die in denFig. 2 und3 gezeigten Ausführungsformen unterscheiden sich von der inFig. 1 dargestellten unter anderem dadurch, daß die Schichtdicke der geschäumten Kunststoffummantelung 8 an allen Stellen der Profile im wesentlichen konstant ist, was gleichmäßigere Drücke im Werkzeug, einen geringeren Verzug und eine schnellere Extrusion ermöglicht. Weiterhin ist hier die Kunststoffummantelung 8 mit einer coextrudierten Schicht 11 aus Hart-PVC umgeben, durch die das Splittern beim Sägen der Profile und das Verziehen bei Wärmeaufnahme deutlich reduziert werden können. Des weiteren besteht durch die Deckschicht aus Hart-PVC die Möglichkeit, einen höheren Glanz der Profiloberfläche zu erreichen. Auch die Rastelemente 13 sind aus den gleichen Gründen aus Hart-PVC hergestellt. - Weiterhin ist bei den Ausführungsformen gemäß den
Fig. 2 und3 zwischen den beiden Aluminiumprofilen 2, 3 und dem schlecht wärmeleitenden Element 4, 5 eine luftgefüllte Kammer 12 angeordnet, durch die mittels Entwässerungsbohrungen (nicht dargestellt) Regenwasser abgeführt werden kann. Zudem wirkt diese Kammer 12 wärmedämmend. Durch das gegenüberFig. 1 größere geschlossene Aluminiumprofil 2 wird eine höhere Steifigkeit des Profils erreicht.
Claims (6)
- Verfahren zur Herstellung eines Verbundprofiles mit- wenigstens zwei Metallprofilen (2, 3) und zwei diese koppelnden Elementen (4, 5) aus Kunststoff,- wobei zwischen den Metallprofilen (2, 3) und den koppelnden Elementen (4, 5) eine Kammer (12) angeordnet ist, und- wobei der Verbund aus Metallprofilen (2, 3) und koppelnden Elementen (4, 5) vollständig mit einem geschäumten Kunststoff (8) ummantelt ist,dadurch gekennzeichnet, dass ein Verbund aus wenigstens zwei mit Klebstoff beschichteten Metallprofilen (2, 3) und zwei diese koppelnden Elementen (4, 5) aus Kunststoff in ein Extrusionswerkzeug eingeschoben wird, der Klebstoff erhitzt wird, dem Extrusionswerkzeug Kunststoff (8) zugeführt und der Kunststoff im Extrusionswerkzeug aufgeschäumt wird, wobei der Verbund vollständig ummantelt wird.
- Verfahren gemäss Anspruch 1, dadurch gekennzeichnet, dass der Kunststoff (8) für die Ummantelung ausgewählt ist aus der Gruppe bestehend aus PVC, ABS, ASA, PMMA und PP oder mehreren dieser Kunststoffe.
- Verfahren gemäss einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass die koppelnden Elemente (4, 5) aus PA bestehen.
- Verfahren gemäss einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass um den aufgeschäumten Kunststoff (8) eine Schicht (11) aus Hart-PVC im Coextrusionsverfahren aufgebracht wird.
- Verfahren gemäss einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die koppelnden Elemente (4, 5) aus Kunststoff mit den Metallprofilen (2, 3) formschlüssig verbunden sind.
- Verwendung eines Verbundprofils, hergestellt nach nach einem der Ansprüche 1 bis 5 als Fenster-, Tür-, Zaun- oder Balkonprofil.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19903234A DE19903234A1 (de) | 1999-01-27 | 1999-01-27 | Metallprofil |
| DE19903234 | 1999-01-27 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP1024244A2 EP1024244A2 (de) | 2000-08-02 |
| EP1024244A3 EP1024244A3 (de) | 2002-07-03 |
| EP1024244B1 EP1024244B1 (de) | 2007-01-24 |
| EP1024244B2 true EP1024244B2 (de) | 2010-01-27 |
Family
ID=7895570
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00101500A Expired - Lifetime EP1024244B2 (de) | 1999-01-27 | 2000-01-26 | Verbundprofil |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1024244B2 (de) |
| AT (1) | ATE352696T1 (de) |
| DE (2) | DE19903234A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014004430A1 (de) | 2014-03-27 | 2015-10-01 | Alanod Gmbh & Co. Kg | Selbsthaftender Kunststoff zur lsolation von Metalloberflächen |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20111221U1 (de) | 2001-06-28 | 2001-11-29 | GKT Glas-und Kunststofftechnik GmbH & Co. KG, 33034 Brakel | Sprossenprofil zum Einbau in Isolierglas |
| CN102619439A (zh) * | 2011-01-28 | 2012-08-01 | 上海金河实业有限公司 | 一种带有断热桥结构的复合门窗型材 |
| CN102628333A (zh) * | 2012-04-26 | 2012-08-08 | 山西华鹏新型建筑材料科技研发有限公司 | 隔热保温的断桥铝塑共挤型材 |
| DE102023125828A1 (de) | 2023-09-22 | 2025-03-27 | Profine Gmbh | Mehrteiliges Rahmenprofil aus Kunststoff mit Verklipsung |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2833738A1 (de) † | 1978-08-01 | 1980-02-21 | Koemmerling Kunststoff | Mit kunststoff ummantelter metallprofilstab, sowie fenster und tueren mit einem derartigen metallprofilstab |
| EP0150025A2 (de) † | 1984-01-24 | 1985-07-31 | Fulgurit GmbH & Co. Kommanditgesellschaft | Flügel- und Blendrahmen für Fenster oder verglaste Türen |
| DE3407639A1 (de) † | 1984-03-01 | 1985-09-12 | Gebrüder Kömmerling Kunststoffwerke GmbH, 6780 Pirmasens | Verbundstab, insbesondere fuer fensterrahmen, tuerrahmen und rollaeden |
| DE8313480U1 (de) † | 1983-05-06 | 1988-11-17 | SCHÜCO Heinz Schürmann GmbH & Co, 4800 Bielefeld | Isolierstab für ein wärmegedämmtes Verbundprofil für Fenster, Türen oder Fassaden |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4130976A (en) * | 1977-03-07 | 1978-12-26 | Gerbruder Kommerling Kunststoffwerke G.M.B.H. | Frame for doors, windows and the like |
| DE2903730C2 (de) * | 1979-02-01 | 1984-07-05 | Wavin GmbH Kunststoffröhrenwerk, 4477 Twist | Blend- und Flügelrahmen für Fenster und Türen |
| DE2945664C2 (de) * | 1979-11-12 | 1984-04-05 | Gebrüder Kömmerling Kunststoffwerke GmbH, 6780 Pirmasens | Profilstab für Blend- und/oder Flügelrahmen für Außenfenster oder -türen |
| US4341831A (en) * | 1981-05-04 | 1982-07-27 | Fulgeritwerke Seelze Und Eichriede In Luthe Bei Hannover Adolf Oesterheld Gmbh & Co. Kommanditgesellschaft | Shapes for windows or doors |
| GB2143270A (en) * | 1983-07-14 | 1985-02-06 | Bkl Extrusions Ltd | Window or door frame |
| DE19504601C2 (de) * | 1995-01-11 | 1998-04-09 | Wicona Bausysteme Gmbh | Wärmegedämmtes Verbundprofil |
-
1999
- 1999-01-27 DE DE19903234A patent/DE19903234A1/de not_active Withdrawn
-
2000
- 2000-01-26 AT AT00101500T patent/ATE352696T1/de not_active IP Right Cessation
- 2000-01-26 EP EP00101500A patent/EP1024244B2/de not_active Expired - Lifetime
- 2000-01-26 DE DE50013991T patent/DE50013991D1/de not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2833738A1 (de) † | 1978-08-01 | 1980-02-21 | Koemmerling Kunststoff | Mit kunststoff ummantelter metallprofilstab, sowie fenster und tueren mit einem derartigen metallprofilstab |
| DE8313480U1 (de) † | 1983-05-06 | 1988-11-17 | SCHÜCO Heinz Schürmann GmbH & Co, 4800 Bielefeld | Isolierstab für ein wärmegedämmtes Verbundprofil für Fenster, Türen oder Fassaden |
| EP0150025A2 (de) † | 1984-01-24 | 1985-07-31 | Fulgurit GmbH & Co. Kommanditgesellschaft | Flügel- und Blendrahmen für Fenster oder verglaste Türen |
| DE3407639A1 (de) † | 1984-03-01 | 1985-09-12 | Gebrüder Kömmerling Kunststoffwerke GmbH, 6780 Pirmasens | Verbundstab, insbesondere fuer fensterrahmen, tuerrahmen und rollaeden |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014004430A1 (de) | 2014-03-27 | 2015-10-01 | Alanod Gmbh & Co. Kg | Selbsthaftender Kunststoff zur lsolation von Metalloberflächen |
| DE102014004430B4 (de) | 2014-03-27 | 2025-01-23 | Alanod Gmbh & Co. Kg | Verfahren zur Beschichtung der Metalloberflache einer Komponente mit einem Kunststoff und Komponente aus einem ersten und einem davon verschiedenen zweiten Metall |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1024244A3 (de) | 2002-07-03 |
| EP1024244B1 (de) | 2007-01-24 |
| EP1024244A2 (de) | 2000-08-02 |
| DE19903234A1 (de) | 2000-08-03 |
| DE50013991D1 (de) | 2007-03-15 |
| ATE352696T1 (de) | 2007-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69511608T2 (de) | Struktur für Gebäuderahmen | |
| EP3529062B1 (de) | Verfahren zur herstellung eines thermoplastischen fenster- oder tür-hohlkammerprofils | |
| DE69426124T2 (de) | Profile, düse und verfahren zu ihrer herstellung | |
| DE29603671U1 (de) | Fenster oder Tür aus Profilen | |
| DE2945664C2 (de) | Profilstab für Blend- und/oder Flügelrahmen für Außenfenster oder -türen | |
| WO1999016996A1 (de) | Rahmenprofile zum herstellen von rahmen für fenster oder türen und verfahren zum herstellen von rahmenprofilen | |
| EP3825502B1 (de) | Hohlkammerprofil für ein fenster oder eine tür sowie dieses umfassende rahmenbaugruppe | |
| EP1024244B2 (de) | Verbundprofil | |
| DE19963233A1 (de) | Rahmen für Fenster oder Türe | |
| EP2045431A2 (de) | Außenverkleidung mit integrierter Wärmedämmung | |
| WO1999010619A1 (de) | Profilsystem und verfahren zur herstellung von fenstern oder türen | |
| EP3555404A1 (de) | Wärmegedämmtes metall-kunststoff-verbundprofil | |
| EP4575165A1 (de) | Fenster- oder türhohlkammerprofil sowie verfahren zu seiner herstellung | |
| EP1812675B1 (de) | Hohlkammerprofil aus thermoplastischem kunststoff | |
| DE19741787A1 (de) | Isolations-Fenster oder Isolations-Türe sowie Verfahren zu dessen bzw. deren Herstellung | |
| DE29507482U1 (de) | Fensterprofil aus Kunststoffmaterial | |
| DE202018101565U1 (de) | Hohlkammerprofil für ein Fenster oder eine Tür sowie dieses umfassende Rahmenbaugruppe | |
| EP1428967A2 (de) | Thermisch isoliertes Metallprofil insbesondere für Fassaden, Türen und Fenster | |
| WO2019179916A1 (de) | Verfahren zur herstellung eines hohlkammerprofils für ein fenster oder eine tür sowie nach diesem verfahren hergestelltes hohlkammerprofil | |
| DE202013103305U1 (de) | Flügelüberdeckende Tür | |
| DE102024107662A1 (de) | Fenster- oder Türhohlkammerprofils sowie Verfahren zu seiner Herstellung | |
| DE102012003775A1 (de) | Fenster für Öffnungen von Gebäuden und Verfahren zu seiner Herstellung | |
| DE202004021904U1 (de) | Fenster oder Tür aus Kunststoffprofilstäben | |
| DE1951517A1 (de) | Verfahren zum Herstellen von waermeisolierenden Profilstaeben,vorzugsweise fuer Tuer-oder Fensterprofilrahmen | |
| EP1816299A2 (de) | Fensterrahmen oder Fensterflügel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KOEMMERLING KUNSTSTOFF GMBH |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RIC1 | Information provided on ipc code assigned before grant |
Free format text: 7E 06B 3/30 A, 7E 06B 3/263 B, 7E 06B 3/00 B, 7E 06B 3/26 B |
|
| 17P | Request for examination filed |
Effective date: 20021219 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20030723 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: PROFINE GMBH |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070124 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070124 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070124 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070124 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070131 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50013991 Country of ref document: DE Date of ref document: 20070315 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070625 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20070124 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| EN | Fr: translation not filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070124 |
|
| 26 | Opposition filed |
Opponent name: SCHUECO INTERNATIONAL KG Effective date: 20071019 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| BERE | Be: lapsed |
Owner name: PROFINE G.M.B.H. Effective date: 20070131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070131 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070425 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070914 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070124 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070124 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20090115 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070126 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090711 Year of fee payment: 10 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20100127 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20070127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100126 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100803 |