EP1008434A1 - Verfahren und Anlage zur Herstellung von faserverstärkten Kunststoffmassen - Google Patents
Verfahren und Anlage zur Herstellung von faserverstärkten Kunststoffmassen Download PDFInfo
- Publication number
- EP1008434A1 EP1008434A1 EP99124725A EP99124725A EP1008434A1 EP 1008434 A1 EP1008434 A1 EP 1008434A1 EP 99124725 A EP99124725 A EP 99124725A EP 99124725 A EP99124725 A EP 99124725A EP 1008434 A1 EP1008434 A1 EP 1008434A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- extruder
- plasticizing extruder
- lft
- plasticized
- plasticizing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/375—Plasticisers, homogenisers or feeders comprising two or more stages
- B29C48/38—Plasticisers, homogenisers or feeders comprising two or more stages using two or more serially arranged screws in the same barrel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/285—Feeding the extrusion material to the extruder
- B29C48/288—Feeding the extrusion material to the extruder in solid form, e.g. powder or granules
- B29C48/2886—Feeding the extrusion material to the extruder in solid form, e.g. powder or granules of fibrous, filamentary or filling materials, e.g. thin fibrous reinforcements or fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/375—Plasticisers, homogenisers or feeders comprising two or more stages
- B29C48/385—Plasticisers, homogenisers or feeders comprising two or more stages using two or more serially arranged screws in separate barrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/397—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using a single screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/12—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of short lengths, e.g. chopped filaments, staple fibres or bristles
Definitions
- the invention relates to a method for producing fiber-reinforced plastic masses according to the preamble of claim 1 and to an installation for carrying out the method according to the preamble of Claim 3.
- the board process is a flat semi-finished board that is heated in a GMT oven. After heating (plasticizing), the blanks are folded into a press package and pressed into the molded part.
- the plasticization process a distinction is again made between the semi-finished product process, where the LFG (long fiber granulate) rod granules used are plasticized in an extruder to a plastic, ejected and then pressed into a molded part, and the direct process LFT (long fiber reinforced thermoplastics), whereby the mixture of the fibers and the thermoplastic granulate produced in an extruder, plasticized and the plasticate is conveyed out. This plasticity is then pressed into a molded part in a press.
- the two plasticizing processes have the advantage that recycled material can be processed directly in the molding process, that is to say in the manufacture of the plastic product. This recycled material is the cutting parts and the production committee within the company.
- the invention has for its object to provide a method with which a good mix of the two different qualities of New goods plastic and recycled plastic can be compensated for Recycled chips are securely plasticized before mixing, so these Recyclate chips not yet in the new goods melt or in the main mass flow must be melted in order to reduce the mixing result and quality to improve significantly and to create a system with which the specifications of the method can be implemented in an advantageous manner, in particular thus also the connection of the recycled extruder to the direct LFT plasticizing extruder is optimally feasible.
- the solution to the process is that the plasticized Long fiber reinforced recycled chips in an inlet of a direct LFT twin screw plasticizing extruder is promoted in the direction of funding cutting the fibers and plasticizing the Thermoplastic granules and then the two plasticized masses in the conveying and mixing zone of the direct LFT plasticizing extruder and are conveyed out as plastic.
- the solution for the plant is that a twin-screw plasticizing extruder as a direct LFT plasticizing extruder for the fibers Thermoplastic granulate made and with a firm stand on a surface is fixed, while the other as a single-screw plasticizing extruder without Mixing zone designed for the long fiber reinforced recycled chips and on a fulcrum with material feed and with a variable arrangement angle to or connected to the direct LFT plasticizing extruder is.
- the Mixing zone used a single-screw plasticizing extruder.
- This Single-screw plasticizing extruder then conveys the melted / plasticized recycled material in the twin-screw plasticizing extruder Direct LFT material, this after cutting the continuous fibers and am The beginning of the conveying and mixing zone takes place.
- This has the advantage that the smaller material flow is fed to the larger material flow.
- the speed dependency of various tasks in the Single-screw plasticizing extruder which with less to no amount of recyclate also leads to no wear or dry running problem.
- the extruder speed is in Dependency of the screw filling level in the conveying area through the Total text weight of the continuous fiber strands and that Mixing ratio / glass fiber content set. So it's not a problem to take the preselected amount of recyclate into account for the degree of screw filling and the total text weight and the screw speed accordingly choose. Due to the higher speed of the mixing area and the suitable Mixing geometries become the mixing quality of new and recycled goods be significantly improved.
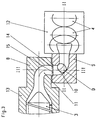
- Figures 1 to 3 show the system for performing the method in Top view of the direct LFT plasticizing extruder 1 with housing 12 in Twin-screw version 4 and rotatable with the arrangement angle ⁇ the pivot D arranged with single-screw plasticizing extruder 2 Housing 13 and single-screw version 3.
- the Plasticizing extruders 1 and 2 come depending on the space available different assignment requests to carry. Since it is the Plasticizing extruders 1 and 2 around heated units - normally up to a working temperature of 300 ° Celsius - must also do this Thermal expansion measures X are taken into account so that the devices are not bracing, which can also lead to premature wear or failure.
- a known system is that the two plasticizing extruders 1 and 2 Rails are put.
- Plasticizing extruder axes I-I and II-II from the common benchmark and the other parts move on the rails or on the respective frame corresponding.
- the movability of the plasticizing extruder 1 and 2 to and apart is also for pulling out the snail 3 of the docked Single-screw plasticizing extruder 2 required.
- the rotatable and extractable connection according to Figures 2 and 3 enables a simple decoupling of the single-screw plasticizing extruder 2 with the Nozzle head 8 from the inlet attachment 9 of the twin-screw plasticizing extruder 1, the lifting device 7 on the carriage 17 the single-screw plasticizing extruder 1 or 2 out. So that the quality of the Recycled plastic evaluated before admixing and the Production parameters can be optimized relatively easily.
- the Inlet cross section 10 of the feed channel 11 can evenly mix are advantageously influenced.
- the feed channel 11 opens at the beginning of the Conveying and mixing zone 5 in the twin-screw plasticizing extruder 1 for Introduction of the plasticized recyclate chips.
- the twin-screw plasticizing extruder is used 1 fixed on the floor with no possibility of movement.
- Advantageous is the saving of the rails, the wheels and the moving Energy supply.
- the single-screw plasticizing extruder promoting the recycled plastic 2 is at a pivot point D on the twin-screw plasticizing extruder 1 coupled. This is the single-screw plasticizing extruder 2 in its arrangement angle ⁇ to the twin-screw plasticizing extruder 1 variable in a wide range.
- the thermal expansion of the Twin-screw plasticizing extruder 1 becomes impellers by means of a wheel set 6 compensated, but which do not require rails.
- the direct LFT plasticizing extruder 1 can be used when the plastic extractor 16 is used for an alternative production of recyclate and / or rod granules.
- the nozzle head 8 of the single-screw plasticizing extruder 2 is designed with an attachment ring 14 and the inlet attachment 9 of the twin-screw plasticizing extruder 1 with a suitable ring recess 15.
- the jacket of the attachment ring 14 and its end faces serve in the ring recess 15 as a plain bearing.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Separation, Recovery Or Treatment Of Waste Materials Containing Plastics (AREA)
Abstract
Description
Beim Plastifikatverfahren unterscheidet man wiederum das Halbzeugverfahren, wobei das verwendete Stäbchengranulat LFG (LangFaserGranulat) in einem Extruder zu einem Plastifikat plastifiziert, ausgestoßen und dann zu einem Formteil verpreßt wird und das Direktverfahren LFT (LangFaserverstärkte Thermoplasten), wobei aus den Fasern und dem Thermoplastgranulat die Mischung in einem Extruder hergestellt, plastifiziert und das Plastifikat herausgefördert wird. Dieses Plastifikat wird dann anschließend in einer Presse zu einem Formteil verpreßt. Die beiden Plastifizierverfahren haben den Vorteil, daß Recyclatmaterial direkt beim Formteilprozeß, das heißt bei der Herstellung des Plastifikats verarbeitet werden kann. Dieses Recyclatmaterial sind innerbetrieblich die Ausschnitteile und der Produktionsausschuß. Dieses Material, zu Recyclatchips zerkleinert, kann dann direkt im Kreislauf wiederverwendet werden. Damit muß dieser Produktionsabfall nicht gesammelt und über größere Strecken transportiert werden, um Verwendung in einem Halbzeugprodukt zu finden. Weitere Vorteile sind, daß beim Direktrecycling die thermische Belastung geringer ist und die Recyclatqualität bestens bekannt ist. Für die Verarbeitung der Recyclatchips (wiederverwertbarer Rohstoffabfallteile) und Stäbchengranulate wurden Extruder entwickelt, welche identische Anforderungsmerkmale haben und deshalb auch die Möglichkeit bieten, die Halbzeugstäbchen und die Recyclatchips einzeln oder gemischt zu einem Plastifikat zu plastifizieren. Die Anforderung, daß diese Materialien mit wenig Scherarbeit und geringen Stahldrücken aufgeschmolzen/plastifiziert werden, führte zu relativ großen Schneckendurchmessern und kleinen Drehzahlen mit großem Längen/Durchmesser-Verhältnissen. Bei der Verarbeitung der Recyclatchips zusammen mit dem Direkt-LFT-Verfahren sind zwei Extruder erforderlich, wobei für die Recyclatchips ein Extruder vorgenannter Eigenschaften erforderlich ist und wobei beide Plastifikate anschließend vermischt werden müssen. Dabei hat sich gezeigt, daß das Vermischen der beiden Materialströme eine hohe technische Anforderung stellt, zumal möglichst keine Scherarbeit eingesetzt werden solle, um die Fasern nicht zu zerkleinern.
Bekannt ist, daß der Zweischneckenextruder des Direkt-LFT-Verfahrens das Neuwarematerial in den Einschneckenextruder des Recyclatmaterials fördert. Nach der Zusammenführung der beiden Materialströme wird dann im Einschneckenextruder des Recyclatstranges versucht, diese beiden Materialströme zu vermischen und als Plastifikat herauszufördern. Für das Aufschmelzen der Recyclatchips ist jedoch eine sehr lange Aufschmelzstrecke mit geringer Schneckendrehzahl erforderlich, damit wenig Scherenergie eingebracht wird und die Fasern in ihrer Länge weitgehend erhalten bleiben. Bei diesem Verfahren soll nun im Mischbereich die relativ geringe Recyclatmaterialmenge (0 .... 40%) mit dem größeren Materialstrom der Neuware, welche seitlich zudosiert wird, vermischt werden. Dabei stellt der Übergang vom Einschneckenextruder mit dem relativ geringen Recyclatstrom, zu dem ab der Zusammenführung vorhandenen Gesamtstrom, ein sehr großes Problem dar. Die in der Mischzone erreichbare Vermischung ist nur unzureichend, weil dieser Mischbereich nur mit der gleichen Drehzahl wie der Recyclatbereich arbeiten kann. Die zusätzliche Forderung, daß auch mit 0% Recyclatanteil gearbeitet werden soll, bringt die Gefahr, daß der Bereich zum Aufschmelzen des Recyclatmaterials trocken läuft und dadurch vorzeitig verschleißt.
- Figur 1
- in schematischer Darstellung die Anlage zur Durchführung des Verfahrens gemäß der Erfindung in Draufsicht,
- Figur 2
- die Anlage nach Figur 1 in Seitenansicht und
- Figur 3
- in einem Ausschnitt A aus Figur 2 die Ankopplung des Einschnecken-Plastifizierextruder an den Direkt-LFT-Plastifizierextruder.
Für das Entkoppeln und Verdrehen in der Achse III-III der beiden Plastifizierextruder 1 und 2 ist der Düsenkopf 8 des Einschnecken-Plastifizierextruder 2 mit einem Aufsatzring 14 und der Einlaßaufsatz 9 des Zweischnecken-Plastifizierextruders 1 mit einer passenden Ringaussparung 15 ausgeführt. Der Mantel des Aufsatzringes 14 und seine Stirnflächen dienen dabei in der Ringaussparung 15 als Gleitlager.
- 1.
- Zweischnecken-Plastifizierextruder
- 2.
- Einschnecken-Plastifizierextruder
- 3.
- Recyclatschnecke
- 4.
- Förder- und Mischzone
- 5.
- Förder- und Mischzone in 1
- 6.
- Laufräder
- 7.
- Hubeinrichtung
- 8.
- Düsenkopf an 2
- 9.
- Einlaßaufsatz an 1
- 10.
- Querschnitt des Zuführkanals
- 11.
- Zuführkanal des Recyclatchipplastifikats
- 12.
- Gehäuse von 1
- 13.
- Gehäuse von 2
- 14.
- Aufsatzring an 8
- 15.
- Ringaussparung an 9
- 16.
- Plastifikatabzug an 1
- 17.
- Laufwagen
- D
- Drehpunkt
- α
- Anordnungswinkel 1 zu 2
- I-I
- Achse von 1
- II-II
- Achse von 2
- III-III
- Senkrechte Achse zu α
- X
- Wärmedehnungsmaß
Claims (3)
- Verfahren zur Herstellung von faserverstärkten Kunststoffmassen unter Verwendung eines Plastifizierextruders, bei dem einerseits Fasern und Thermoplastgranulat zerteilt und plastifiziert werden während gleichzeitig langfaserverstärktes Recyclatchips plastifiziert, die beiden Massen in einem Plastifizierextruder miteinander vermischt und als weiterverarbeitbares Plastifikat ausgetragen wird,
dadurch gekennzeichnet, daß die plastifizierten langfaserverstärkten Recyclatchips in einem Einlaß eines Direkt-LFT-Zweischnecken-Plastifizierextruders gefördert wird, der in Förderrichtung nach dem Zerschneiden der Fasern und dem Plastifizieren des Thermoplastgranulats liegt und anschließend die beiden plastifizierten Massen in der Förder- und Mischzone des Direkt-LFT-Plastifizierextruder vermischt und als Plastifikat herausgefördert werden. - Verfahren zur Herstellung von faserverstärkten Kunststoffmasse nach Anspruch 1, dadurch gekennzeichnet, daß das plastifizierte Recyclatchipsvolumen mit 0 bis 40 Volumenprozent der beiden mischbaren Massen in den Direkt-LFT-Zweischnecken-Plastifizierextruder eingeführt wird.
- Anlage zur Durchführung des Verfahrens nach Anspruch 1, bestehend aus zwei Plastifizierextrudern, wobei in einem Fasern mit Thermoplastchips und im anderen langfaserverstärktes Recyclatgranulat zuführbar sind, dadurch gekennzeichnet, daß ein Zweischnecken-Plastifizierextruder als Direkt-LFT-Plastifizierextruder (1) für die Fasern mit Thermoplastgranulat ausgeführt und mit festem Stand auf einer Unterlage fixiert ist, während der andere als Einschnecken-Plastifizierextruder (2) ohne Mischzone für die langfaserverstärkten Recyclatchips ausgebildet und an einem Drehpunkt (D) mit Materialzuführung und mit variablem Anordnungswinkel (α) zu bzw. an den Direkt-LFT-Plastifizierextruder (1) an- und abkoppelbar ausgeführt ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19857288 | 1998-12-13 | ||
| DE19857288A DE19857288A1 (de) | 1998-12-13 | 1998-12-13 | Verfahren und Anlage zur Herstellung von faserverstärkten Kunststoffmassen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1008434A1 true EP1008434A1 (de) | 2000-06-14 |
Family
ID=7890803
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99124725A Withdrawn EP1008434A1 (de) | 1998-12-13 | 1999-12-12 | Verfahren und Anlage zur Herstellung von faserverstärkten Kunststoffmassen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1008434A1 (de) |
| DE (1) | DE19857288A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1481785A1 (de) * | 2003-05-28 | 2004-12-01 | Coperion Werner & Pfleiderer GmbH & Co. KG | Anlage zum Aufbereiten von Stoffen |
| US7691305B2 (en) | 2002-10-15 | 2010-04-06 | Dow Global Technologies, Inc. | Articles comprising a fiber-reinforced thermoplastic polymer composition |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004031843A1 (de) | 2004-06-30 | 2006-01-26 | Schumag Ag | Ziehmaschine |
| DE102006052993A1 (de) * | 2006-11-10 | 2008-05-15 | GM Global Technology Operations, Inc., Detroit | Boden vorne eines Karosserieunterbaus |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3692447A (en) * | 1970-11-30 | 1972-09-19 | Crompton & Knowles Corp | Multiple extrusion apparatus |
| US5253994A (en) * | 1991-04-11 | 1993-10-19 | Krauss-Maffei Aktiengesellschaft | System for molding a synthetic-resin using plastic scrap |
| WO1995031319A1 (en) * | 1994-05-17 | 1995-11-23 | R.T. Recycling Technology Inc. | Method and apparatus for recycling waste materials including thermoplastic materials |
| EP0706873A2 (de) * | 1994-10-12 | 1996-04-17 | Sumitomo Chemical Company Limited | Schneckenapparat und Verfahren zum Zuführen von faserverstärkte Kunststoffschmelze mit Gebrauch von dieser Apparat |
| DE19530020A1 (de) * | 1995-08-16 | 1997-02-20 | Menzolit Fibron Gmbh | Verfahren zum Herstellen eines Compounds aus einem Kunststoff mit fester Fasereinlage |
| EP0849065A1 (de) * | 1996-12-19 | 1998-06-24 | Hoechst Trespaphan GmbH | Kompensator zum Ausgleich der durch Temperatureinflüssen hervorgerufenen Längenänderungen |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3453356A (en) * | 1964-02-24 | 1969-07-01 | Dow Chemical Co | Mixing of filamentary reinforcing material with thermoplastic resins |
| DD231029A1 (de) * | 1984-05-10 | 1985-12-18 | Endler Fritz Dr Dr Ing | Verfahren und einrichtung zum compoundieren von thermoplasten, insbesondere thermoplastabfaellen |
| DE4236581C2 (de) * | 1992-03-05 | 1995-11-23 | Krauss Maffei Ag | Verfahren und Vorrichtung zum Verarbeiten von Primär- und ungereinigten Kunststoffen |
| DE4311708C2 (de) * | 1993-04-08 | 1997-03-13 | Dlw Ag | Verfahren zum Recycling von kunststoffhaltigen Textilverbundstoffen, sowie das dadurch erhältliche Recyclat und dessen Verwendung |
| DE4419759A1 (de) * | 1994-06-06 | 1995-12-07 | Birsner & Grob Biotech Gmbh | Kompartimentiertes Reaktionsgefäß |
-
1998
- 1998-12-13 DE DE19857288A patent/DE19857288A1/de not_active Withdrawn
-
1999
- 1999-12-12 EP EP99124725A patent/EP1008434A1/de not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3692447A (en) * | 1970-11-30 | 1972-09-19 | Crompton & Knowles Corp | Multiple extrusion apparatus |
| US5253994A (en) * | 1991-04-11 | 1993-10-19 | Krauss-Maffei Aktiengesellschaft | System for molding a synthetic-resin using plastic scrap |
| WO1995031319A1 (en) * | 1994-05-17 | 1995-11-23 | R.T. Recycling Technology Inc. | Method and apparatus for recycling waste materials including thermoplastic materials |
| EP0706873A2 (de) * | 1994-10-12 | 1996-04-17 | Sumitomo Chemical Company Limited | Schneckenapparat und Verfahren zum Zuführen von faserverstärkte Kunststoffschmelze mit Gebrauch von dieser Apparat |
| DE19530020A1 (de) * | 1995-08-16 | 1997-02-20 | Menzolit Fibron Gmbh | Verfahren zum Herstellen eines Compounds aus einem Kunststoff mit fester Fasereinlage |
| EP0849065A1 (de) * | 1996-12-19 | 1998-06-24 | Hoechst Trespaphan GmbH | Kompensator zum Ausgleich der durch Temperatureinflüssen hervorgerufenen Längenänderungen |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7691305B2 (en) | 2002-10-15 | 2010-04-06 | Dow Global Technologies, Inc. | Articles comprising a fiber-reinforced thermoplastic polymer composition |
| EP1481785A1 (de) * | 2003-05-28 | 2004-12-01 | Coperion Werner & Pfleiderer GmbH & Co. KG | Anlage zum Aufbereiten von Stoffen |
| WO2004106031A1 (de) * | 2003-05-28 | 2004-12-09 | Coperion Werner & Pfleiderer Gmbh & Co. Kg | Anlage zum aufbereiten von stoffen |
| CN100563998C (zh) * | 2003-05-28 | 2009-12-02 | 科倍隆有限公司 | 材料加工设备 |
| US7815360B2 (en) | 2003-05-28 | 2010-10-19 | Coperion Gmbh | Material processing plant with two extruding machines |
Also Published As
| Publication number | Publication date |
|---|---|
| DE19857288A1 (de) | 2000-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2101983B1 (de) | Mischung von kunststoff mit holzpartikeln | |
| EP0278362B1 (de) | Verfahren und Vorrichtung zum Herstellen formhaltigen Halbzeugs aus Thermoplast enthaltendem Bindemittel sowie Halbzeug | |
| EP1211045B1 (de) | Verfahren und Anlage zur Herstellung von faserverstärkten Kunststoffmassen | |
| DE69531862T2 (de) | System und verfahren zur herstellung von formteilen | |
| DE69911762T2 (de) | Verfahren und vorrichtung zur kontinuierlichen herstellung von verbundwerkstoffen aus kunststoff und cellulose fasern | |
| EP0685520A1 (de) | Faserverbundkunststoffmaterial und Verfahren zu dessen Herstellung | |
| WO2000040384A1 (de) | Verfahren und vorrichtung zum kontinuierlichen herstellen von formkörpern | |
| DE102007049505A1 (de) | Schalung für Betongewerke | |
| DE102008058048A1 (de) | Mischung von Kunststoff mit Holzpartikeln | |
| EP0447423A1 (de) | Formteil aus gespritzten oder extrudierten kunststoffabfällen. | |
| EP0538286B1 (de) | Kombiniertes kompoundier-spritzgussverfahren und vorrichtung zur durchführung dieses verfahrens | |
| EP2212090A1 (de) | Extruderschnecke für einen schneckenextruder | |
| DE60211177T2 (de) | Misch- und knetvorrichtung für kunststoffe | |
| EP1397239B1 (de) | Verfahren zur herstellung eines bauteils | |
| DE102009038280A1 (de) | Herstellung mit anorganischen Stoffen hoch gefüllter Kunststoffe | |
| DE2226287B2 (de) | Verfahren zur Herstellung und Formung einer Mischung aus thermoplastischen Kunststoffen und festen Füllstoffen | |
| EP1263562A1 (de) | Verfahren zum spritzpressen von kunststoffmischungen | |
| EP1128941A1 (de) | Granulat und verfahren und vorrichtung zu seiner herstellung | |
| DE2539195A1 (de) | Konstruktionsmaterial sowie verfahren und vorrichtun zu seiner herstellung sowie verfahren und vorrichtung zu seiner weiterverarbeitung | |
| EP1008434A1 (de) | Verfahren und Anlage zur Herstellung von faserverstärkten Kunststoffmassen | |
| EP0397004B1 (de) | Verfahren und Vorrichtung zur Herstellung verschleissfester und schockzäher Extrudate aus ultrahochmolekularem Polyethylen | |
| WO2020038598A1 (de) | Mischung von kunststoff mit holzpartikeln in einer extrusionsanlage | |
| KR0134682B1 (ko) | 섬유 및 플라스틱 폐기물을 이용한 성형제품의 제조방법 | |
| EP2646212B1 (de) | Verfahren zur herstellung von polymeragglomeraten | |
| DE102009049675B4 (de) | Vorrichtung zum Spritzgießen von Formteilen aus Kunststoffen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20001214 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 20011126 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20020723 |