EP0995905A2 - Piston d'un compresseur - Google Patents
Piston d'un compresseur Download PDFInfo
- Publication number
- EP0995905A2 EP0995905A2 EP99120640A EP99120640A EP0995905A2 EP 0995905 A2 EP0995905 A2 EP 0995905A2 EP 99120640 A EP99120640 A EP 99120640A EP 99120640 A EP99120640 A EP 99120640A EP 0995905 A2 EP0995905 A2 EP 0995905A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- piston
- groove
- coating layer
- workpiece
- peripheral surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B27/00—Multi-cylinder pumps specially adapted for elastic fluids and characterised by number or arrangement of cylinders
- F04B27/08—Multi-cylinder pumps specially adapted for elastic fluids and characterised by number or arrangement of cylinders having cylinders coaxial with, or parallel or inclined to, main shaft axis
- F04B27/0873—Component parts, e.g. sealings; Manufacturing or assembly thereof
- F04B27/0878—Pistons
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2251/00—Material properties
- F05C2251/14—Self lubricating materials; Solid lubricants
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2253/00—Other material characteristics; Treatment of material
- F05C2253/12—Coating
Definitions
- the present invention relates to a piston of a piston type compressor for vehicle air-conditioning system.
- Japanese Unexamined Publication No. 10-26081 describes the following piston type compressor.
- a drive shaft is rotatably supported in a housing and is rotated by an external power source.
- a swash plate is coupled to the drive shaft to rotate integrally in the housing.
- a piston 101 includes a head 102 and a neck 103. The head 102 of each piston 101 is received in a corresponding cylinder bore of the housing.
- Each piston 101 is coupled to the swash plate through shoes, which engage the neck 103 of each piston 101. Rotation of the drive shaft is converted into reciprocation of each piston 101 through the swash plate and the shoes, which compresses refrigerant gas in the corresponding cylinder bore.
- annular groove 102b is formed in a peripheral surface 102a of each piston 101.
- Lubricant oil which is contained in the refrigerant gas, adheres to the inner surface of each cylinder bore.
- the annular groove 102b scrapes oil from the inner wall of the corresponding cylinder bore during reciprocation of each piston 101.
- a longitudinal groove 102c which is oblong, extends from the vicinity of the annular groove 102b toward the neck 103 of each piston 101.
- the longitudinal groove 102c guides lubricant oil from the annular groove 102b to the crank chamber.
- lubricant oil is desirably supplied to the crank chamber through the annular groove 102b and the longitudinal groove 102c to lubricate each part in the crank chamber.
- grooves may be formed on the peripheral surface 102a in addition to the annular groove 102b and the longitudinal groove 102c.
- a groove for adjusting the flow of blowby gas from the cylinder bore to the crank chamber or a groove for holding a piston ring may be formed on the surface 102a.
- each piston 101 may be hollow to reduce its weight. In this case, if the inner diameter of the hollow bore is too large, the portions of the first and second grooves 102b, 102c are relatively thin. To maintain the strength of the head 102, the head 102 must have a desirable thickness, which limits reduction of weight in each piston 101.
- the dimensions of the grooves 102b, 102c are varied by varying the metal molds.
- An objective of the present invention is to provide a piston having a groove that is not directly formed on its surface.
- a piston workpiece has a head and a neck.
- a designated area exists on a peripheral surface of the head of the piston workpiece.
- a groove is formed on the designated area.
- a coating layer is formed on the peripheral surface of the head of the piston workpiece such that the thickness of the coating layer is thinner in the designated area than in the other peripheral surface of the head.
- a front housing member 11 is fixed to the front end of a cylinder block 12, which serves as a center housing member.
- a rear housing member 13 is fixed to the rear end of the cylinder block 12 through a valve plate 14.
- the front housing member 11, the cylinder block 12 and the rear housing member 13 form a housing of a compressor.
- a crank chamber 15 is defined between the front housing member 11 and the cylinder block 12.
- a drive shaft 16 is rotatably supported by the front housing member 11 and the cylinder block 12 to pass through the crank chamber 15.
- the drive shaft 16 is connected to a vehicle engine (not shown) through a clutch mechanism such as an electromagnetic clutch. Accordingly, engagement of the electromagnetic clutch causes the drive shaft 16 to rotate when the engine is operating.
- a rotor 17 is secured to the drive shaft 16 in the crank chamber 15.
- a swash plate which serves as a cam plate, is supported by the drive shaft 16.
- a hinge mechanism 19 is located between the rotor 17 and the swash plate 18. The swash plate 18 is coupled to the rotor 17 through the hinge mechanism 19 to rotate integrally with the drive shaft 16 and to incline with respect to the drive shaft 16.
- Cylinder bores 12a (only one shown) are formed in the cylinder block 12 about the axis L of the drive shaft 16.
- a single head piston 20 is accommodated in each cylinder bore 12a.
- Each piston 20 is coupled to the swash plate 18 through shoes 21. Accordingly, rotation of the drive shaft 16 is converted into reciprocation of each piston 20 in the corresponding cylinder bore 12a.
- a suction chamber 27 and a discharge chamber 28 are defined in the rear housing member 13.
- the valve plate includes suction ports 29, suction valves 30, discharge ports 31, and discharge valves 32.
- Refrigerant gas in the suction chamber 27 is drawn into each cylinder bore 12a through the corresponding suction port 29 and the corresponding suction valve 30.
- Refrigerant gas in each cylinder bore 12a is compressed to reach a predetermined pressure by the reciprocation of the corresponding piston 20 and is discharged into the discharge chamber 28 through the corresponding discharge port 31 and the corresponding discharge valve 28.
- a pressurizing passage 33 connects the discharge chamber 28 to the crank chamber 15.
- a bleed passage 34 connects the crank chamber 15 to the suction chamber 27.
- a displacement control valve 35 which is an electromagnetic valve, is located on a pressurizing passage 33.
- the control valve 35 includes a valve body 35a and a solenoid 35b.
- the valve body 35a opens and closes the pressurizing passage 33.
- the solenoid 35b is excited and de-excited to operate the valve body 35a.
- the control valve 35 varies the opening size of the pressurizing passage 33, which varies the flow rate of pressurized refrigerant gas to the crank chamber 15.
- the pressure in the crank chamber 15 is varied by the amount of refrigerant gas that flows into the crank chamber 15, the amount of blowby gas from the cylinder bores 12a, and the amount of refrigerant gas that flows out of the crank chamber 15 to the suction chamber 27 through the bleed passage 34. Accordingly, the difference between the pressure in the crank chamber 15 and the pressure in the cylinder bores 12a is varied, which varies the inclination of the swash plate 18. This varies the stroke of each piston 20 and adjusts the displacement.
- each piston 20 The structure of each piston 20 will now be described.
- each piston 20 includes a head 22 and a neck 23, which are integrally joined.
- the head 22 is received in the corresponding cylinder bore 12a, and the neck 23 is located in the crank chamber 15.
- the head 22 is cylindrical and hollow.
- Each piston 20 is made of aluminum alloy, which is lighter than iron, by forging or casting.
- a pair of shoe seats 23a are formed in the neck 23.
- a pair of shoes 21 are received by the shoe seats 23 in the neck 23.
- the periphery of the swash plate 18 is received by the shoes 21.
- Lubricant oil is contained in the refrigerant gas. Lubricant oil is separated from refrigerant gas in each cylinder bore 12a due to inertia and the difference of specific gravity.
- a first groove 22b which is annular in this embodiment, is formed on the peripheral surface 22a of each piston 20. The first groove 22b scrapes lubricant oil from the inner surface of the corresponding cylinder bore 12a when the corresponding piston 22 reciprocates.
- a second groove 22c which is longitudinal in this embodiment, extends from the vicinity of the first groove 22b toward the neck 23 in the peripheral surface 22a. The second groove 22c guides lubricant oil from the first groove 22b to the crank chamber 15.
- the first groove 22b is not connected to the second groove 22c.
- the reason for this is to properly adjust the pressure in the crank chamber 15. That is, it is necessary to reduce the amount of blowby gas that flows from the cylinder bores 12a to the crank chamber 15 through the grooves 22b, 22c.
- Lubricant oil in each cylinder bore 12a is positively supplied to the crank chamber 15 during the reciprocation of the corresponding piston 22.
- Lubricant oil in the crank chamber 15 lubricates parts such as bearings, shaft seals, swash plate 18, shoes 21, which are located in the crank chamber 15.
- a coating layer C is formed on the peripheral surface 22a of each piston 20.
- the coating layer C is made of fluororesin such as PTFE (polytetrafluoroethylene), which serves as a solid lubricant.
- the thickness of the coating layer C ranges from 20 ⁇ m to 80 ⁇ m.
- the coating layer C reduces the coefficient of friction of the peripheral surface 22a. Therefore, the durability of each piston 22 and the corresponding cylinder bore 12a is improved.
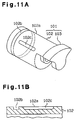
- the annular groove 22b and the longitudinal groove 22c are not formed in the peripheral surface of a piston workpiece 20W (before the application of the coating layer C).
- the peripheral surface 22a is a continuous cylindrical surface, which includes areas Y designated for the first and second grooves.
- the first and second grooves 22b, 22c are formed on the designated areas Y of the peripheral surface 22a after the formation of the coating layer C.
- the first and second grooves 22b, 22c are formed by not applying the coating layer to the designated areas Y of the peripheral surface 22a. Therefore, the depth of the first and second grooves 22b, 22c is equal to the thickness of the coating layer C as shown in Fig. 2b.
- the rims of the first and second grooves have curves R.
- the thickness of the coating layer C is exaggerated for purposes of illustration.
- Fig. 3 diagrammatically shows a roll coating apparatus 41.
- the roll coating apparatus 41 includes a pan 42, a metal roll 43, a comma roll 44, a transfer roll 45, a work holder 46 and a driving mechanism 47.
- a coating material Z is stored in the pan 42.
- the metal roll 43 is partly immersed in the coating material Z.
- the transfer roll 45 is made of synthetic rubber.
- the work holder 46 rotatably holds the piston workpiece 20W.
- the driving mechanism 47 rotates the rolls 43-45 and the work holder 46.
- the coating material Z includes solid lubricant such as PTFE (polytetrafluoroethylene), adhesive such as binder resin, solvent such as N-methylpyrrolidone, and fillers.
- the coating material Z in the pan 42 adheres to the metal roll 43.
- the comma roll 44 adjusts the thickness of the coating material Z that has adhered to the metal roll 43.
- the coating material that has adhered to the metal roll 43 is applied to the transfer roll 45.
- the coating material Z on the transfer roll 45 is transferred onto the peripheral surface 22a of the workpiece 20W as it is pressed against the transfer roll 45.
- a first recess 45b for forming the first groove 22b is annularly formed in the peripheral surface 45a of the transfer roll 45.
- a second recess 45c for forming the second groove 22c is formed on the peripheral surface 45a of the transfer roll 45.
- the second recess 45c extends in the axial direction from the vicinity of the first recess 45b.
- the first and second recesses 45b, 45c do not contact the peripheral surface 22a of the workpiece 20W. That is, the coating material Z is not applied to the designated areas Y of the workpiece 20W that correspond to the first and second recesses 45b, 45c.
- the driving mechanism 47 includes a synchronizing mechanism that synchronizes the rotation of the transfer roll 45 with the rotation of the work holder 46 such that the second recess 45c corresponds to the designated area Y for the second groove 22c.
- the workpiece 20W is removed from the work holder 46. Then, a solvent in the coating material Z is removed in a drying step and the coating material Z is heated in a heating step.
- the curves R of the rims of the first and second grooves 22b, 22c are formed by grinding after the burning step.
- the present invention has the following advantages.
- Fig. 5 and 6 show a second embodiment of the present invention.
- a screen printing apparatus 51 is used instead of the roll coating apparatus 41 to apply the coating material Z to the peripheral surface of the piston workpiece 20W.
- the screen printing apparatus 51 includes a work holder 52 for holding the workpiece 20W, a screen 53 having a meshed transfer pattern 53a, a driving mechanism 54 for moving the screen 53 linearly and for rotating the work holder 52, and a squeegee 55 that can contact the upper surface of the screen 53.
- the coating material Z is first supplied to the upper surface of the screen 53 by a supplying means (not shown). Then, the driving mechanism 54 rotates the work holder 52 and slides the screen 53. At this time, the squeegee 55 contacts the upper surface of the screen 53, and the screen 53 is held between the squeegee 55 and the peripheral surface 22a. Accordingly, the coating material Z is pressed against the screen 53, passes through the transfer pattern 53a, and is applied to the peripheral surface 22a of the workpiece 20W according to the pattern 53a.
- the transfer pattern 53a of the screen 53 does not permit the coating material Z to pass through the screen 53 to the designated areas Y of the workpiece 20W for creating the first and second grooves 22b, 22c. That is, the screen 53 includes a first masking 53b for forming the first (annular) groove 22b and a second masking 53c for forming the second (longitudinal) groove 22c.
- the driving mechanism has a synchronizing mechanism, which synchronizes the movement of the work holder 52 with that of the screen 53 to cause the second masking 53c to coincide with the designated area Y for the second groove 22c.
- the coating material Z is not applied to the designated areas Y of the workpiece 20W.
- the first and second grooves 22b, 22c are formed at the designated areas Y of the work piece 20W after the coating layer C is formed.
- the present embodiment has the advantages (1)-(4) of the first embodiment.
- the present invention can further be embodied as follows.
- the second groove 22c may be connected to the first groove 22b.
- oil that was collected by the first groove 22b can be efficiently supplied to the crank chamber 15.
- a groove 22d may be formed to adjust the flow of blowby gas from the cylinder bore 12a to the crank chamber 15.
- the groove 22d connects the corresponding cylinder bore to the crank chamber 15.
- the groove 22d can be made in the same way as the grooves 22b, 22c of the first embodiment or the second embodiment.
- a plurality of longitudinal grooves 22d may be formed according to the manufacturing method of the first embodiment or the second embodiment.
- the grooves 22d, which adjust the flow of the blowby gas, are formed on the piston 20 at equal angular intervals.
- the piston 20 may have two grooves 22d that are inclined with respect to the axis of the piston 20 and intersect one another.
- the grooves 22d also adjust the flow of blowby gas. Since the grooves 22d are inclined, lubricant oil is scraped from the inner surface of the cylinder bore 12a and supplied to the crank chamber 15 by the grooves 22d.
- the coating layer C may also be formed on the designated areas Y of the workpiece 20W. In this case, the coating layers C that are formed on the designated areas Y must be thinner than the remaining coating layer C.
- the first and second grooves 22b, 22c are formed by the difference of thickness.
- the coating material Z may be applied to the workpiece 20W by spray coating or dip coating. In these cases, part of the workpiece that does not require coating is masked.
- the coating layer C may be made of molybdenum disulfide that contains graphite or of tin plating.
- the coating material Z may be any of a number of materials as long as it decreases friction between the piston head 22 and the inner surface of the cylinder bore 12a and improves the durability of the piston 20.
- the present invention may also be applied to a piston having a piston ring.
- a ring groove receiving the piston ring may be formed by the difference of thickness of the coating layer C between a designated area for the ring groove and the undesignated area on the surface of the piston workpiece.
- the present invention may also be applied to a single-headed piston in a fixed displacement compressor.
- the present invention may also be applied to a double-headed piston in a fixed displacement compressor.
- the pistons may be driven by a wave cam.
- the present invention may also be embodied in the piston of a piston-type pump such as a hydraulic pump or an air pump.
- the present invention may further be embodied in a piston of reciprocation type internal combustion engines.
- a head (22) of the piston (20) is accommodated in a corresponding cylinder bore.
- a first groove (22b, 22c) and a second groove (22b, 22c) are formed on the peripheral surface (22a) of the piston (20).
- the first groove (22b, 22c) scrapes lubricant oil from the inner surface of the cylinder bore and the second groove (22b, 22c) conveys the oil to the crank chamber.
- a coating layer (C) is formed on the peripheral surface (22a) of the head (22).
- the coating layer (C) is not formed on the areas that are designated for the first and second grooves (22b, 22c) on the peripheral surface (22a) of the head (22) of the piston workpiece (20W). Accordingly, the first and second grooves (22b, 22c) have a depth equal to the thickness of the coating layer (C). Since the coating layer (C) is used to form the grooves (22b, 22c), the grooves (22b, 22c) can be formed by a printing process with a printing apparatus.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Pistons, Piston Rings, And Cylinders (AREA)
- Compressor (AREA)
- Compressors, Vaccum Pumps And Other Relevant Systems (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10297093A JP2000120541A (ja) | 1998-10-19 | 1998-10-19 | ピストン及びピストンに対する溝の形成方法 |
| JP29709398 | 1998-10-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0995905A2 true EP0995905A2 (fr) | 2000-04-26 |
| EP0995905A3 EP0995905A3 (fr) | 2000-10-25 |
Family
ID=17842122
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99120640A Withdrawn EP0995905A3 (fr) | 1998-10-19 | 1999-10-18 | Piston d'un compresseur |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0995905A3 (fr) |
| JP (1) | JP2000120541A (fr) |
| CN (1) | CN1251882A (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1464821A1 (fr) * | 2003-04-03 | 2004-10-06 | Federal-Mogul Nürnberg GmbH | Piston de moteur à combustion interne et méthode de production d'un piston |
| WO2005042953A2 (fr) * | 2003-10-23 | 2005-05-12 | Mahle Technology, Inc. | Piston avec un revetement a motif et methode d'application du revetement |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010039507A1 (de) * | 2010-08-19 | 2012-02-23 | Robert Bosch Gmbh | Kolbenführungselement |
| JP6234793B2 (ja) * | 2013-11-28 | 2017-11-22 | 日立アプライアンス株式会社 | 密閉型圧縮機及びこれを用いた冷蔵・冷凍装置 |
| KR102527045B1 (ko) * | 2021-08-18 | 2023-05-02 | 주식회사 모트롤 | 액츄에이터 피스톤 및 이를 포함하는 구동장치 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4115801A1 (de) * | 1991-05-15 | 1992-11-19 | Mahle Gmbh | Verfahren zum auftragen einer lokal unterschiedlich dicken schicht bei kolben fuer verbrennungsmotoren |
| US5314717A (en) * | 1990-07-20 | 1994-05-24 | Peter Alt | Process and apparatus for coating motor pistons |
| EP0818625A2 (fr) * | 1996-07-08 | 1998-01-14 | Kabushiki Kaisha Toyoda Jidoshokki Seisakusho | Piston de compresseur et procédé servant à enduire le piston |
-
1998
- 1998-10-19 JP JP10297093A patent/JP2000120541A/ja active Pending
-
1999
- 1999-10-18 CN CN 99121598 patent/CN1251882A/zh active Pending
- 1999-10-18 EP EP99120640A patent/EP0995905A3/fr not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5314717A (en) * | 1990-07-20 | 1994-05-24 | Peter Alt | Process and apparatus for coating motor pistons |
| DE4115801A1 (de) * | 1991-05-15 | 1992-11-19 | Mahle Gmbh | Verfahren zum auftragen einer lokal unterschiedlich dicken schicht bei kolben fuer verbrennungsmotoren |
| EP0818625A2 (fr) * | 1996-07-08 | 1998-01-14 | Kabushiki Kaisha Toyoda Jidoshokki Seisakusho | Piston de compresseur et procédé servant à enduire le piston |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1464821A1 (fr) * | 2003-04-03 | 2004-10-06 | Federal-Mogul Nürnberg GmbH | Piston de moteur à combustion interne et méthode de production d'un piston |
| WO2005042953A2 (fr) * | 2003-10-23 | 2005-05-12 | Mahle Technology, Inc. | Piston avec un revetement a motif et methode d'application du revetement |
| WO2005042953A3 (fr) * | 2003-10-23 | 2005-08-04 | Mahle Technology Inc | Piston avec un revetement a motif et methode d'application du revetement |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0995905A3 (fr) | 2000-10-25 |
| JP2000120541A (ja) | 2000-04-25 |
| CN1251882A (zh) | 2000-05-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU670526B2 (en) | Variable displacement piston type compressor | |
| KR100249958B1 (ko) | 압축기의 피스톤, 피스톤에의 코팅 형성 방법 및 코팅 형성 장치 | |
| EP0844390B1 (fr) | Compresseur à plateau en biais comportant un plateau en matériel très résistant à l'usure | |
| US6217295B1 (en) | Swash plate type compressor | |
| US4701110A (en) | Swash-plate type rotary compressor with drive shaft, lubrication | |
| EP0995905A2 (fr) | Piston d'un compresseur | |
| JPH11294322A (ja) | 斜板式圧縮機 | |
| US20010054352A1 (en) | Swash plate type compressor with improved sliding portions | |
| EP1008752A2 (fr) | Piston de compresseur, et méthode pour son revêtement | |
| EP1314887A2 (fr) | Revêtement de compresseur | |
| JP3259215B2 (ja) | 圧縮機のピストン及び同ピストンへのコーティング方法 | |
| EP1236896B1 (fr) | Piston de compresseur | |
| CN1127619C (zh) | 旋转斜盘式压缩机 | |
| EP1092872A2 (fr) | Piston pour compresseur à plateau en biais | |
| JPH11201037A (ja) | 圧縮機のピストン及びピストンの製造方法 | |
| US20020174764A1 (en) | Swash plate type compressor | |
| EP1091121A2 (fr) | Piston revêtu d'un film mince | |
| EP0961030A2 (fr) | Lubrification des pistons dans la chambre de bielle d'un compresseur à plateau en biais | |
| JPH11201038A (ja) | 圧縮機のピストン | |
| EP1158163A2 (fr) | Piston pour compresseur à plateau en biais | |
| EP1128066A2 (fr) | Plateau en biais avec revêtement | |
| EP1136699A2 (fr) | Procédé de revêtement d'un plateau en biais d'un compresseur | |
| JP2000110716A (ja) | ピストン式圧縮機 | |
| EP2042731A2 (fr) | Compresseur de type brise-flot | |
| JP2002048057A (ja) | 斜板式圧縮機用ピストンの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19991022 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR IT |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid |
Free format text: DE FR IT |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20020602 |