EP0924963A1 - Struktur zum gleichmässigen Heizung in einer Heizvorrichtung - Google Patents
Struktur zum gleichmässigen Heizung in einer Heizvorrichtung Download PDFInfo
- Publication number
- EP0924963A1 EP0924963A1 EP97122078A EP97122078A EP0924963A1 EP 0924963 A1 EP0924963 A1 EP 0924963A1 EP 97122078 A EP97122078 A EP 97122078A EP 97122078 A EP97122078 A EP 97122078A EP 0924963 A1 EP0924963 A1 EP 0924963A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- heat
- block unit
- high thermal
- heater
- heating device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/40—Heating elements having the shape of rods or tubes
- H05B3/42—Heating elements having the shape of rods or tubes non-flexible
- H05B3/48—Heating elements having the shape of rods or tubes non-flexible heating conductor embedded in insulating material
- H05B3/50—Heating elements having the shape of rods or tubes non-flexible heating conductor embedded in insulating material heating conductor arranged in metal tubes, the radiating surface having heat-conducting fins
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F13/00—Arrangements for modifying heat-transfer, e.g. increasing, decreasing
Definitions
- the present invention relates to structural means for heating, that incorporate a block heater for use when bonding a chip to a lead frame using an adhesive, or for a heating roller for fusing a toner image in an electronic photocopying machine, or for dies into which a molten synthetic resin is injected for manufacturing a molding, etc., in a production process for semiconductors, for example.
- the invention is concerned more particularly with structural means for uniform heating that can heat an object, evenly by uniform conduction of heat.
- a metal strip is fed in as a frame material, a plurality of lead-frame patterns are manufactured and arranged using progressive-feed dies, and a predetermined length of the metal strip is heated, and a chip is bonded onto the mounting surface of the lead frame pattern using a metal adhesive.
- a metal adhesive it is required that the metal strip should be heated uniformly over the entire area in the longitudinal and lateral directions, and a block heater is widely used for heating the metal strip uniformly.
- the metal strip is fed intermittently and heated by a block heater which is or is not in contact with the strip.
- An example of a block heater consists of a main block unit with a rectangular parallelepiped shape using, a heat-resistant metal, and a heater is embedded inside the main block unit, as a heat source. And, a current is applied to the heater from outside to heat the main block unit totally, and in the case of bonding, for instance, an adhesive such as a metal paste is cured by the heat transferred from the main block unit.
- the object i.e., the total surface of the lead frame accurately and uniformly. More explicitly, when all or part of the surface of the main block unit is used as heat transfer surface for the lead frame, the heat will not be evenly transferred to the entire surface of the lead frame unless the temperature distribution on the whole heat transfer surface is uniform. If uneven heat transfer occurs, irregular curing of the metal paste may take place, and eventually, might result in distortion of the lead frame. In addition, such distortion may produce a crack in a chip, and as a result, the quality or performance of the product might be affected adversely.
- the heat transmission surface 51a at the upper end surface of the main block unit 51 has the temperature distribution shown in Fig. 16B. That is because the main block unit 51 is heated by heat conduction from the heater 52 and dissipates heat from the heat transfer surface 51a. Therefore, near an axial end of the heater 52, the amount of transferred heat is smaller than at the center portion. Furthermore, because heat is also dissipated from the end surfaces of the block unit 51, the temperature of the block surface becomes lower towards both ends of the block unit 51.
- the temperature distribution of such a block heater might be improved by modifying the shape of the block unit 51 appropriately, or by optimizing the arrangement or disposition of the heater 52, at least to some extent.
- the block unit 51 is shaped with extraordinary specification, the shape must be designed individually according to the size and shape of the object being heated, so a main block unit may not be put in common use. Also if the arrangement of the heater 52 is improved, the structure would be more complicated, therefore it might be impossible to restructure an existing block heater into another shape which will make the heat transmission uniform.
- a conventional electronic photocopying machine is provided with a heat-fusing device in which a developed toner image is transferred to a paper sheet, and then the image is fused by melting the toner.
- a heat-fusing device it is very important that the heat transfer from the heating roller to the paper sheet should be uniform, that is, the sheet should be heated with an even temperature distribution. Therefore, to obtain a uniform temperature distribution on the periphery of a heating roller, various effective means have been disclosed in the Japanese Unexamined Patent Publications Nos. 1-157083 and 3-267976, for example, as effective means in the prior art.
- the outer periphery of a roller when fusing a toner image on a paper sheet, the periphery of a roller is not stressed so much by external loads and also a stress concentration thereto is rather small. Therefore, as shown in Japanese Unexamined Patent Publication No. 3-267976, the outer periphery can be composed of a cylinder made of a second metal with a high thermal conductivity and low mechanical strength.
- a printing hot roller or the like which is highly loaded on its periphery, with this method, it would be important to prevent flaws developing on the outer surface of the periphery. Consequently, it is not appropriate to apply a metallic material with a high thermal conductivity to the outer periphery.
- Another method disclosed in Japanese Unexamined Patent Publication No. 1-157083 proposes to provide a resistance heating layer on the outer periphery of a cylinder with a high thermal conductivity, but because the resistance heating layer is exposed, this type of heater cannot cope with a large external load or stress concentrations.
- a conventional sintering vessel known in the prior art and used for alumina etc. in the field of, for instance, hot pressing can produce a good sintered product by making the heat transfer to the material uniform. Therefore, with this type of heater, it is effective to use a material with a high thermal conductivity to establish an even distribution of temperature on the inner wall of the vessel.
- problems still remain regarding durability such as its resistance to external loads and stress concentrations.
- a high-temperature, molten resin is injected into the dies and then cooled, and after curing, the molded product is separated from the dies and removed. At that time, it is preferred that the injected resin should be cooled uniformly. However, there is a tendency that the resin in contact with parts of the dies with thin wall thickness is cooled and cured earlier than the other portions. Consequently, it is preferred that the dies should be heated and cooled evenly.
- An object of the present invention is to enable a more uniform heating operation to an object than with the prior art, by generating heat evenly from all the heating surfaces of a heating structure such as a block heater.
- Another object of the present invention is to provide a uniform heating structure for the surface of a heating structure that can evenly transfer and absorb heat to and from an object by producing a uniform temperature distribution on the surface, regardless of the magnitude of the external load.
- a uniform heating structure in a heating device consisting of a main block unit made of a heat-resistant metal and provided with a means of heating, and a block heater incorporated in the main block unit; the block heater consists of a material with a higher thermal conductivity than that of the main block unit and is embedded to provide uniform heating.
- the aforementioned heat-resistant metal can be stainless steel, an alloy for electric heating or a super alloy with high corrosion and heat resistance, etc.
- Stainless steel is preferable because of its high durability and small coefficient of thermal expansion.
- the high thermal-conductivity material with conductivity higher than that of the main block unit, to be used for uniform heating can be copper, silver, aluminum or gold. In particular, copper is preferred because of its small differential thermal expansion relative to stainless steel.
- the volumetric ratio of the high thermal conductivity material to the block unit is in the range of 20 to 50%. If the ratio of the high thermal-conductivity material exceeds 50%, the resultant strength of the combined unit is low and its durability is poor. If the ratio is less than 20%, the heat-conduction area is insufficient, resulting in a less uniform conduction of heat towards the heat-transmission area.
- a heat transfer agent can be used to conduct heat in the area between the high thermal-conductivity material and the main block unit.
- Any substance such as thermal grease, molybdenum grease, silicon grease or the like can be used for this type of heat transfer agent, and in particular, thermal grease is preferred because of its excellent durability for maintaining good thermal transmission.
- a uniformly heating structure that incorporates a block heater with at least one heat transmission surface in the main block unit for heating an object, by assembling a heater in the main block unit made of a heat-resistant metal; a heat diffusion plate with a thermal conductivity higher than that of the main block unit, is joined to substantially the whole of the heat transmission surface, in the heating device.
- the material of the main block unit can be made of stainless steel or a ceramic
- the heat diffusion plate can be made of either copper, silver, aluminum or gold.
- a uniform heating structure in a heating device including a block heater assembled inside a main block unit composed of a heat-resistant metal, and at least one surface of the main block unit is used as a heat transmission surface for heating an object; the uniform heating structure is provided with a built-in heat diffusion plate using a heat transmission material with a higher thermal conductivity than that of the block unit on substantially the whole of the surface, and the heat diffusion plate is joined to substantially all of the above-mentioned heat transmission surface.
- the material of the main block unit can be either stainless steel or a ceramic
- the high thermal-conductivity material can be comprised of either copper, silver, aluminum or gold.
- a uniform heating structure in a heating device made of a heat-resistant metal and formed into a hollow block; the uniform heating structure uses a surface of the heating block as a heat transmission surface, and in the cavity, a high thermal-conductivity material with a thermal conductivity higher than that of the metal material of the heating device, is disposed so that heat can be transferred to the heat transmission surface.
- the heating device can consist of a roller drum in which a heater can be housed, and a high thermal-conductivity material can be inserted between the heater and the roller drum. It is also possible to use the device to construct dies, and a high thermal-conductivity material is arranged between a heater assembled in the main die unit and the surface in contact with the molding product.
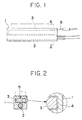
- Figs. 1 to 3 illustrate the embodiments of the present invention, related to Claims 1, 2, 3, 4 and 5.
- a reference numeral 1 represents a main block unit with dimensions suitable for carrying out a heating operation on the top of the unit, and the block unit is made of heat-resistant stainless steel, in this embodiment, as with the conventional method.
- a reference numeral 2 is a heater embedded in the main block unit 1, with the same length as the unit 1, and the heater 2 is connected to a temperature controller which is not illustrated.
- a temperature sensor 5 is embedded to measure temperatures of the unit and to feed a controlled gain back to a temperature regulation.
- the block heater is manufactured by cutting the main block unit 1 to make the space in which the high heat transmission material 3 is to be embedded, and by applying a heat transmission agent 4 to the entire inner surface of the space, using a brush or spatula. After that, the high heat transmission material 3 is inserted in the cavity, and the joint around the cavity is sealed on the outside by tungsten inert gas arc welding. Next, the heater 2 and the temperature sensor 5 are inserted and fixed in place, thereby finishing the manufacture of the block heater.
- a conventional block heater was manufactured totally of stainless steel, and the embodiment 1 was produced using copper as the high heat transmission material 3 but without using any heat transmission agent 4, and the embodiment 2 was also manufactured using copper as the heat transmission material 3 with the gaps filled with a thermal transmission agent 4 consisting of a thermal grease. A heating test was carried out using these samples.
- Fig. 3 presents a graph of the results; set temperatures (°C) are plotted on the abscissa and temperature deviations (°C), i.e. the differences between the maximum and minimum temperatures on each heater excluding portions of the heating area 20 mm from the end at the lead wire side and 15 mm from each edge of the top, are plotted on the ordinate, and characteristics of the conventional block heater and the embodiments 1 and 2 of the present invention are compared.
- both embodiments 1 and 2 exhibit great improvements compared with the conventional heater which has a temperature variation of ⁇ 30°C at a set temperature of 450°C.
- the variation in the temperature distribution is ⁇ 7.5°C at 450°C, that is, only about 25% of the variation with the conventional heater.
- the durability of these heaters was tested. As a result, both embodiments 1 and 2 were proved to be operable for substantially the same period as the conventional heater.
- Figs. 4 to 7 show embodiments of the present invention, related to Claims 6 and 7.
- a heating device i.e., a block heater is composed basically of a main block unit 11 in which a flat area on top is made suitable for heat-treating of a predetermined length of a lead frame, for example.
- This main block unit 11 is made of highly heat-resistant stainless steel to make the unit durable when subjected to repeated thermal stresses.
- the main block unit 11 has a rectangular parallelepiped shape, and inside each unit, a heater 12 is installed together with connecting leads 12a and 12b for supplying current.
- the heater 12 is shaped like a circular, cylindrical rod with a uniform outer diameter as shown in Fig. 6, and its length is equal to the total length of the main block unit 1 as shown in Fig. 5.
- the heater 12 is installed in a mounting hole 11a in the block unit 11 and the inner diameter of the hole tightly fits the heater 12, with only a small dimensional tolerance between them.
- the outer periphery of the heater 12 comes in close contact with the inner surface of the mounting hole 11a, so that a heat transmission surface is formed by both surfaces coming in contact with each other, and heat generated in the heater 12 is transferred through this heat transmission surface to the entire body of the main block unit 11.
- a heat diffusion plate 13 is attached integrally so that an object to be heated can be heated evenly.
- the thermal conductivity of the plate 13 is higher than that of the material used for the main block unit 11, and, for example, copper etc. can be used preferably.
- the heat diffusion plate 13 is flat and is fitted closely to the top surface of the main block unit 11, and the thickness of the plate 13 is such that the plate 13 can act as an accumulator for the heat transferred from the main block unit 11, to some extent. For instance, when the thickness of the block unit 11 (the vertical dimension shown in Fig. 5) is in the range of 40 mm to 50 mm, it is preferred that the thickness of the heat diffusion plate 13 should be approximately 3 mm to 8 mm.
- the heat diffusion plate 13 When the heat diffusion plate 13 is made of copper, its high thermal conductivity can be used effectively. When the plate 13 is integrally attached to the block unit 11, all sides of the plate, except for the bottom, are exposed externally, so the plate is coated with a material that will not impede heat transmission to prevent flaws or abrasion. When a metal other than copper, such as hastelloy C or titanium is used, the mechanical strength and resistance to wear are so good that the plate does not need to be coated.
- the plate 13 When the heat diffusion plate 13 is made so that it can be detachable to the main block unit 1, the plate can also be mounted on an existing main block unit.
- various methods can be used, but it is essential to have a uniform heat transmission from all parts of the heat diffusion plate 13.
- the effective sectional area of the heat diffusion plate 13 will be further decreased in that area, so that the rate of transferring heat to the outside and the amount of stored heat will also decrease, resulting in a degradation of the uniform heating of the subject to be heated.
- the four screws 14 should be high tensile bolts arranged substantially in a zigzag pattern and that the screws should be located at a suitable distance from the edges of the heat diffusion plate 13, as shown in Fig. 4.
- the preferred distance from the outer periphery to the screw 14 is about 15 mm.
- a countersunk screw hole 13b is drilled in the heat diffusion plate 13, and a tapped hole 11b is provided in the top of the main block unit 11. Therefore, even if the main block unit 11 is an existing product, it can be modified to a block heater with the heat diffusion plate 13, simply by drilling the tapped holes 11b.
- the screws 14 to be used are preferably high-tensile bolts with a high thermal conductivity.
- a temperature sensor 13a such as a thermocouple is inserted into from the longitudinal side surface of the heat diffusion plate 13 to be fixed thereto, and a signal from the temperature sensor 13a is sent to a control unit, so that the amount of current supplied to the heater 12 is controlled.
- the amount of heat transferred from the outer edges of the block unit 11 to the heat diffusion plate 13, particularly from both ends in the longitudinal direction due to the large heat dissipation outside, is less than that from the center portion.
- the thermal conductivity of the plate 13 is high, the entire body of the plate is heated uniformly even if the temperature distribution on the surface of the main block unit 11 is uneven, therefore the temperature difference between the center portion and the ends can be reduced to a minimum.
- the screws 14 do not adversely affect the temperature distribution as described previously, and no temperature difference will occur.
- an object to be heated can be uniformly heated simply by arranging so that the heat diffusion plate 13 with a high thermal conductivity is provided on the surface of the main block unit 11, and the composite structure can be used advantageously in the equipment for a semiconductor manufacturing process, such as a chip bonding process.
- the mechanical strength of the heat diffusion plate 13 deteriorates because of oxidation caused by heating, and wear occurs on the surface of the plate because of external stresses.
- uniform heating with the heat diffusion plate 13 can be maintained for a long time.
- Figs. 8 to 12 show embodiments related to Claims 8, 9, 10 and 11 of the invention.
- the main block unit 21, the heater 22, etc. are the same as those shown in Figs. 4 to 7, except that the configuration of the heat diffusion plate is changed. That is, the heat diffusion plate 25 to be fixed on the top of the main block unit 21 is formed by assembling a high thermal-conductivity material 26 in a hollow portion 25a created by making cuts inside part of the block unit 21. This high thermal-conductivity material 26 allows the temperature distribution on the surface of the entire heat diffusion plate 25 to become uniform.
- the heat diffusion plate 25 should have a high thermal conductivity, but priority is given to its mechanical strength and resistance to abrasion; for instance, stainless steel can be utilized.
- a heat transmission agent 27 is applied to the inner surfaces of the hollow portion 25a, to enhance heat transmission between the heat diffusion plate 25 and the high thermal-conductivity material 26.
- the heat transmission agent 27 can be grease that includes a metal oxide for increasing thermal conductivity. The metal oxide not only increases the heat conduction, but also makes it easy to insert the high thermal-conductivity material 26 into the hollow portion 25a because of the lubricating and viscous characteristics associated with the grease. As a result, it is possible to allow for any dimensional errors, and to assemble the plate and the unit smoothly.
- the open end of the hollow portion 25a is sealed by, for example, tungsten inert gas welding, and a temperature sensor 25b is provided to measure the temperature of the heat diffusion plate 25, in the same way as the above-mentioned examples.
- the high thermal-conductivity material 26 can consist of copper, like the heat diffusion plate 23 shown in the above-mentioned example; when the thickness of the plate 25 is in the range of 8 mm to 10 mm, the preferred thickness of the high thermal-conductivity material 26 is in the range of 4 mm to 6 mm, approximately.
- clamp arms 28 made of a resilient material such as a spring material, in place of the screws in the previous example, are provided at the ends of the main block unit 21 in the longitudinal direction.
- Figs. 10A to Fig. 10C show sketches of three types of clamp arms 28;
- Fig. 10A corresponds to the clamp arm 28 used in the example shown in Fig. 8.
- the base end of this clamp arm 28 is fixed to an end surface of the main block unit 21 by means of a screw 28a, and the arm gently curves upwards from the base, and the top of the arm is formed into a hook 28b which exerts a downwards force.
- the hook 28b is placed over the top of the heat diffusion plate 25, and presses down on the plate, so that the bottom of the heat diffusion plate 25 is in close contact with the top of the main block unit 21.
- the clamp arm 28 deforms upward elastically to release the plate 25 to be free from the main block unit 21.
- the heat diffusion plate 25 can be removed from the main block unit 21.
- Fig. 10B shows another type of fixing; the side of the heat diffusion plate 25 is shaped into an inclined plane 25c, and the hook 28b of the clamp arm 28 contacts the plane 25c so that the hook does not protrude above the top surface of the heat diffusion plate 25.
- Fig. 10C shows another method of fixing in which a step 25d is formed in the side of the plate 25. The hook 28b of the clamp arm 28 contacts this step 25d, thereby preventing the clamp arm 28 from protruding above the heat diffusion plate 25, like the example in Fig. 10B.
- lead frames can be placed on the top of the heat diffusion plate 25, without interference between the clamp arm 28 and the lead frames, therefore the configuration can also be applied for a heating process in a continuous processing line.
- the clamp arm 28 only presses a part of the main block unit 21 and the heat diffusion plate 25 at the ends of longitudinal directions. Therefore, the heat transferred from the main block unit 21 to the heat diffusion plate 25 through the clamp arms 28, can be made less than that through the screws used in the above-mentioned example, so the temperature distribution on the whole of the heat diffusion plate 25 can be made more uniform than in case of the above example.
- a uniform heating structure which includes the heat diffusion plate 25 with a sealed high thermal-conductivity material 26, can distribute heat from the main block unit 21 over the whole body of the heat diffusion plate 25, by virtue of the built-in high thermal-conductivity material 26 incorporated in the heat diffusion plate 25, even if the plate itself does not have a high thermal conductivity. Consequently, the heat diffusion plate 25 allows an object to be uniformly heated, and when the heat diffusion plate 25 consists of a mechanically strong, highly abrasion-resistant material, the plate can also be used as the outer component.
- the heat diffusion plate 25 with a built-in high thermal-conductivity material 26 can be used not only by being fixed on the main block unit 21 as shown in Fig. 4 to Fig. 10C, but also with other sources of heat such as a burner.
- a burner When an object to be heated is heated directly by a burner, it is difficult to heat the object uniformly because of the behaviors of the flame, varying combustion rate.
- the plate by maintaining the heat diffusion plate 5 exposed to the object using a suitable jig, the plate receives heat from the burner, distributes the heat evenly, and heats the object.
- Fig. 11 is a sketch showing a heating unit consisting of a plurality of block heaters shown in Fig. 8.
- each heat diffusion plate 25 can have the same temperature distribution, so the block heaters do not interfere thermally with each other even when the same current is applied to each of the heaters 22 with the same heating temperatures from the heat diffusion plates 25.
- the heat diffusion plate 25 with a built-in thermal heat-conductivity material 26 can produce a uniform temperature distribution, so even if a plurality of the plates are arranged into one heating unit, there is no thermal interference between each of them. Hence, variations in the total amount of heat dissipated from the heating unit can be eliminated, which results in a heating operation at the required, optimum temperature for heating an object. Also when several block heaters are closely arranged into one unit, no thermal interference can occur between each of the thermal diffusion plates 25, so that such a unit can work satisfactorily when a large amount of heat is required or a wide heating area is needed for heating an object.
- Fig. 12A and Fig. 12B are schematic perspective views of a conventional heater block known in the prior art and another heater block in which the heating area was made larger according to the present invention.
- Fig. 12A is a view showing a conventional structure; a main block unit 55 is provided with four heaters 56, and the main block unit 55 works as the heat transfer surface for heating an object. According to this configuration, the heat transmission surface is heated by the combined heat from the four heaters 56. If the main block unit 55 consists of a material with rather low heat conductivity, such as stainless steel, it is difficult to obtain a uniform temperature distribution on the heat transmission surface. Therefore, to detect temperatures on the heat transmission surface more precisely, four temperature sensors 57 are embedded in positions corresponding to each heater 56 as shown in Fig. 12A, and the temperatures measured by these temperature sensors 57 are summed to define the temperature distribution on the heat transmission surface.
- Fig. 12B is a view of the main block unit shown in Fig. 8, after increasing the width and the heat transfer surface.
- four heaters 32 are arranged in parallel to each other in the block unit 31, and a heat diffusion plate 33 is interposed between these heaters 32 and the top heat transmission surface.
- the heat diffusion plate 33 is provided with a high thermal-conductivity material 33a inside the plate, like the previous example of Fig. 8; the high thermal-conductivity material 33a is arranged so as to cover the whole area of the four heaters.
- the plate receives heat from each heater 32, and the high thermal conductivity material 33a uniformly transfers the heat towards the heat transfer surface. Hence, the entire body between the heat diffusion plate 33 and the heat transmission surface is heated to have a uniform temperature distribution.
- the heat diffusion plate 33 can be joined to the main block unit 31 using the same clamp arms as those shown in Fig. 8, and sufficient clamping force can be obtained if the width of the clamps is increased.
- the heat diffusion plate 33 is able to make the temperature distribution uniform. Therefore, by embedding a temperature sensor 34 at the center in the width direction of the plate 33, for instance, the temperature of the heat transmission surface of the main block unit 31 can be measured precisely. Consequently, unlike the conventional structure shown in Fig. 12A, it is sufficient to provide one temperature sensor 34, so that the circuit for controlling temperatures can be simplified, and the cost can also be reduced.
- Figs. 13A to 15 are views showing embodiments of the present invention described in Claims 12, 13 and 14.
- the embodiment is provided with a hollow shaft 41 and a roller drum 42 with high rigidity that forms the outer member.
- a heater 43 is inserted into the hollow shaft 41, and a heat transfer sleeve 44 is installed between the hollow shaft 41 and the roller drum 42.
- the hollow shaft 41 and the roller drum 42 are made of, for instance, stainless steel in order to have high mechanical strength and rigidity, so that the shaft and the drum can satisfactorily withstand large external loads and stress concentrations.
- the use of stainless steel results in a rather high resistance to repeated thermal stresses, so that the surface properties of the roller drum 42, in particular, will not change with time. As a result, uniform heating of an object being heated such as a paper sheet in contact with the surface of the roller drum 42, can be maintained.
- only the hollow shaft 41 is longer than the other members, and the equipment is supported by bearings at both ends of the shaft 41.
- the heater 43 is shaped like a rod with a uniform outer diameter and a circular cross section, and the heater 43 is in close contact with the hollow shaft 41, so that the contact surface is used for heat transfer.
- the lead wires 43a and 43b are connected to the heater and protrude from the end of the hollow shaft 41.
- These lead wires 43a, 43b are connected to an external circuit (not shown) through rotating contacts in a connector at the junction with the heater 43, so that the lead wires are not twisted when the roller rotates.
- lead wires 43a, 43b By connecting lead wires 43a, 43b to a temperature-controlling device (not illustrated), the amount of heat produced by the heater 43 can be adjusted.
- the heat transmission sleeve 44 has a higher thermal conductivity than that of the materials used for the hollow shaft 41 and the roller drum 42, and the sleeve can consist advantageously of copper or aluminum, for instance.
- the heat transmission sleeve 44 is in close contact with the outer surface of the hollow shaft 41 and the inner surface of the roller drum 42, and has a sectional shape which allows heat to be transferred to and from the hollow shaft 41 and the roller drum 42. As illustrated, both ends of the sleeve in the axial direction are covered by the roller drum 42 and are not exposed outside.
- the thickness of the sleeve 44 is designed so that the sleeve acts as an accumulator that can store heat transferred from the hollow shaft 41, to some extent. For example, when the outer diameter of the hollow shaft 41 is in the range of 100 mm to 200 mm, the preferred wall thickness of the heat transmission sleeve 44 is in the range of 20 mm to 40 mm, approximately.
- the heat transfer sleeve 44 helps to make the heat transmission into the whole body of the roller drum 42 uniform because the sleeve has a high thermal conductivity and is in close contact with the outer surface of the hollow shaft 41, resulting in uniform temperature distribution on the outer surface.
- the roller drum 42 is heated with a more uniform temperature distribution by the heat dissipation effect of the sleeve 44, than for the case where the roller drum 42 is directly heated by the heater 43, for instance. Therefore, when an object to be heated moves in contact with the surface of the roller drum 42, no irregularity occurs in heating, and the object can be heated uniformly.
- the roller drum 42 has sufficient mechanical strength against external loads or stress concentrations, so the roller will operate normally even if a large load is applied from an object to be heated, which comes in contact with the periphery of the roller drum 42.
- the hollow shaft 41 supported by bearings, also has a high mechanical strength; therefore, deflection and torsion of the shaft can be avoided. Consequently, the hollow shaft 41 and the roller drum 42 enable themselves to restrain deformation when reaction force is loaded from the object to be heated, without deformation, so the surfaces which transfer heat from the heat transfer sleeve 44 remain in close contact, heat transmission is stable all the time, and uniform heating is maintained at the surface of the roller drum 42.
- Fig. 14A is an example in which the wall thickness of the heat transfer sleeve 44 is varied axially; as illustrated, the wall thickness is smallest at the center portion and becomes larger towards the end portions.
- the heat transferred from the heater 43 increases as the wall thickness is increased, and also more heat is stored in the sleeve.
- the amount of heat transferred can be adjusted to compensate for the amount of heat dissipated at both ends of the roller drum 42.
- the temperature differences between the center portion and the ends of the roller drum 42 can be eliminated, and the temperature distribution over the entire length of the roller drum 42 in the axial direction can be made uniform.
- Fig. 14B gives an example in which a plurality of fins 44a are formed on the outer surface at the ends of the heat transfer sleeve 44 in the axial direction. These fins 44a can increase the amount of heat transferred at both end portions of the roller drum 42 compared to that in the center portion, and so the fins compensate for the amount of heat dissipated near both end portions in the same way as for example of Fig. 14A, and the temperature distribution on the roller drum 42 can be made uniform.
- the wall thickness is gradually increased towards both ends of the heat transmission sleeve 44 in the axial direction, or fins 44a are provided, so that it is unnecessary to provide insulation at the ends of the roller drum 42 and the heater 43 themselves.
- the structure of the roller can be simplified, that is, the heater 43 can be inserted into the hollow shaft 41 and it is no longer necessary to do any assembly work on a hot roller when it is being installed into a printing machine.
- Fig. 15 shows an example of a heating device for dies according to the present invention, which can be applied to the manufacture of a resin molding.
- the device consists of a combination of a lower die 45 and an upper die 46; the lower die 45 has the shape of a recessed cavity, and the upper die 46 is shaped as a convex core facing downwards.
- the lower die 45 and upper die 46 are connected by guide pins 47, and the lower die 45 is provided with ejector pins 48 for removing a molded product.
- the lower die 45 and the upper die 46 consist of a heat-resistant metal conventionally used for manufacturing dies used to produce synthetic resin moldings; for example, hastelloy C, SKD 11, etc. can be used.
- a plurality of heaters 45a and 46a are assembled in the lower die 45 and the upper die 46.
- the heaters 45a and 46a consist, for example, of rod heaters with a circular cross section, and the heaters generate heat which is transferred to the molding space, formed by the cavity in the lower die 45 and the core of the upper die 46 (the space is indicated as a U-shaped space in Fig. 15), and a U-shaped molded product is manufactured with the dies by inserting the upper die 46 downwards under pressure, after charging with molten resin.
- high thermal-conductivity materials 49 and 50 are incorporated in the lower die 45 and the upper die 46, respectively. Because these high thermal-conductivity materials 49 and 50 have the thermal conductivity higher than those of the lower die 45 and the upper die 46, typically copper or aluminum can be used as in the aforementioned examples.
- the high heat-conductivity material 49 incorporated in the lower die 45 has a substantially U-shape form which follows the shape of the wall of the molding space, extending in a direction perpendicular to the paper in Fig. 15, and assembled with such a shape that it uniformly encloses the molding space including both ends of the mold. All heaters 45a are distributed outside the high thermal-conductivity material 49.
- the high thermal-conductivity material 50 in the upper die 46 is shaped as a block with a rectangular cross section in the longitudinal direction, and partially enters the molding space. All the heaters 46a are installed in a distributed manner outside the high thermal-conductivity material 50, as with the lower die 45.
- the heaters 45a and the high thermal-conductivity material 49 are located and arranged appropriately so that the heat from each heater 45a can be transferred uniformly to the area surrounding the molding space in which the molded product is produced.
- the same arrangements are also required for the heaters 46a and the high thermal-conductivity material 50 in the upper die 46.
- the area surrounding the molding space in which the molded product is produced is uniformly heated by the high thermal-conductivity materials 49 and 50 in the same way as for the above-mentioned hot roller. Therefore, even if the heaters 45a and 46a are disposed somewhat irregularly, the inner surface temperature of the molding space which is formed into a U-shaped section by the core and the cavity, can be made even, so that the charge of molten resin is heated uniformly. A predetermined time after injecting the resin, when heating by the heaters 45a and 46a is stopped allows the molten resin to cool naturally, thereby producing a molded product.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Resistance Heating (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP97122078A EP0924963A1 (de) | 1997-12-15 | 1997-12-15 | Struktur zum gleichmässigen Heizung in einer Heizvorrichtung |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP97122078A EP0924963A1 (de) | 1997-12-15 | 1997-12-15 | Struktur zum gleichmässigen Heizung in einer Heizvorrichtung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0924963A1 true EP0924963A1 (de) | 1999-06-23 |
Family
ID=8227800
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97122078A Withdrawn EP0924963A1 (de) | 1997-12-15 | 1997-12-15 | Struktur zum gleichmässigen Heizung in einer Heizvorrichtung |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0924963A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9522837B2 (en) | 2013-08-08 | 2016-12-20 | Corning Incorporated | Method of making glass articles |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2275957A1 (fr) * | 1974-05-31 | 1976-01-16 | Elpag Ag Chur | Appareil a chauffage electrique et procede de fabrication d'un dispositif de chauffage a element tubulaire |
| EP0069997A1 (de) * | 1981-07-15 | 1983-01-19 | Jobst Ulrich Gellert | Anschluss für eine Angussbuchse und Verfahren zu seiner Herstellung |
| US5397290A (en) * | 1992-06-22 | 1995-03-14 | Walzen Irie Gmbh | Electrically heated calender roll |
| JPH08335490A (ja) * | 1995-06-07 | 1996-12-17 | Kyushu Nissho:Kk | ブロックヒータ |
-
1997
- 1997-12-15 EP EP97122078A patent/EP0924963A1/de not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2275957A1 (fr) * | 1974-05-31 | 1976-01-16 | Elpag Ag Chur | Appareil a chauffage electrique et procede de fabrication d'un dispositif de chauffage a element tubulaire |
| EP0069997A1 (de) * | 1981-07-15 | 1983-01-19 | Jobst Ulrich Gellert | Anschluss für eine Angussbuchse und Verfahren zu seiner Herstellung |
| US5397290A (en) * | 1992-06-22 | 1995-03-14 | Walzen Irie Gmbh | Electrically heated calender roll |
| JPH08335490A (ja) * | 1995-06-07 | 1996-12-17 | Kyushu Nissho:Kk | ブロックヒータ |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 097, no. 004 30 April 1997 (1997-04-30) * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9522837B2 (en) | 2013-08-08 | 2016-12-20 | Corning Incorporated | Method of making glass articles |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6040562A (en) | Structure for uniform heating in a heating device | |
| EP1939926A1 (de) | Bondierungsvorrichtung | |
| KR20020081281A (ko) | 사출금형용 노즐 및 노즐 조립체 | |
| US4795870A (en) | Conductive member having integrated self-regulating heaters | |
| US6958462B2 (en) | Ceramic heaters | |
| JP2001217059A (ja) | 加熱装置 | |
| TW200946790A (en) | Heated embossing roll | |
| KR101959451B1 (ko) | 대량 생산용으로 인덕션 가열에 의한 연료전지 전극의 소결 및 전해액 파우더를 가진 다공성 전극을 함침하기 위한 방법 및 제조 장치 | |
| EP0924963A1 (de) | Struktur zum gleichmässigen Heizung in einer Heizvorrichtung | |
| WO2017081951A1 (ja) | ヒータ | |
| ITUD950053A1 (it) | Combinazione di componenti per piastre elettriche di riscaldamento, dispositivi di accensione, sensori di temperatura o simili | |
| KR20070048710A (ko) | 세라믹 히터 및 그것을 사용한 가열용 인두 | |
| JP3767986B2 (ja) | ブロックヒータ | |
| KR19990050317A (ko) | 가열구조체에 있어서의 균등가열구조 | |
| JP3877398B2 (ja) | ブロック状構造体における構造体表面の均等熱分布化構造 | |
| US20060199135A1 (en) | Metal heater | |
| JP2001021512A (ja) | 熱伝導率測定装置 | |
| JP4472141B2 (ja) | 低熱膨張率材の締結方法 | |
| KR101887151B1 (ko) | 확산 접합 장치 | |
| JPH0970659A (ja) | 熱圧着用ツール | |
| JP6957417B2 (ja) | ヒータ | |
| JPH05130935A (ja) | 電磁誘導加熱調理用容器及び電磁誘導加熱調理器 | |
| US20220361296A1 (en) | Metal heater assembly with embedded resistive heaters | |
| WO2023119802A1 (ja) | カソードアセンブリ | |
| US20230058637A1 (en) | Wafer support table and rf rod |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE DK FR GB IT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19991105 |
|
| AKX | Designation fees paid |
Free format text: DE DK FR GB IT SE |
|
| 17Q | First examination report despatched |
Effective date: 20031212 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20040423 |