EP0859076A2 - Vorrichtung zum hydrodynamischen Verschlingen der Fasern einer Faserbahn - Google Patents
Vorrichtung zum hydrodynamischen Verschlingen der Fasern einer Faserbahn Download PDFInfo
- Publication number
- EP0859076A2 EP0859076A2 EP98102048A EP98102048A EP0859076A2 EP 0859076 A2 EP0859076 A2 EP 0859076A2 EP 98102048 A EP98102048 A EP 98102048A EP 98102048 A EP98102048 A EP 98102048A EP 0859076 A2 EP0859076 A2 EP 0859076A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- endless belt
- fiber web
- rollers
- endless
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H18/00—Needling machines
- D04H18/04—Needling machines with water jets
Definitions
- the two rollers that press the two endless belts against the deflection roller and between which the wetting bar is arranged should be arranged close together and be assigned directly to the deflection roller. In this way the contact pressure of the endless belts to the deflection roller the strongest.
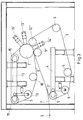
- a water needling unit In a frame 1 is a water needling unit with only one needling drum 2 shown.
- This unit is usually the first unit of a larger one Water needling system, in which there are several more needling drums, which are wrapped in a meandering shape and with which the fibrous web processed on both sides, can join.
- the first endless belt 3 is assigned a second endless belt 9 in opposite directions, that the working strand 3 'of the first endless belt 3 is the working strand 9' of the second Endless belt opposite, there run the runs 3 ', 9' in the same direction and taper towards each other in this area.
- This is again through several Rolls 10 - 12 of the endless belt 9 causes the on the frame 1 attached support frame 13 are rotatably mounted.
- Two of the rollers of the second endless belt 9, namely the rollers 11 and 12, are the Deflection roller 2 of the first endless belt 3, which is designed as a needling drum is directly assigned.
- This means that the rollers 11 and 12 are guided under tension Endless belt 9 against the endless belt 3 and then against the deflection roller 2 press.
- they are arranged close together and can only be between them so much space that the nozzle bar 14 are advanced to the endless belt 9 can.
- the delivered and from the strand 3 'of the endless belt 3rd the fiber web carried forward not only slowly compressed between the endless belts 3 and 9, but pressed on the deflection roller 2.
- the fiber web 7 wet by means of the water bar 14 and can then be further needled.
- the deflection roller 2 are then two needling nozzle bars 15, 16 in the outlet area of the drum Assigned axially parallel, which ensure the first interweaving of the fibers. Supports from the endless belt 3, the fiber web is then transported and to the further treatment organ 17 passed on and thus released from the endless belt 3.
- nozzle bars 15 'and 16' are here the larger and permeable takeover roller 12 'of the endless belt 9 assigned.
- the wetting by means of the bar 14 and the first needling by means of the nozzle bars 15 ', 16' on different Areas of the fibrous web are carried out.
- FIG. 3 A further example according to FIG. 3 is also conceivable, in which the first, the Endless belt 3 carrying fibrous web 7 through two close together, but at a distance rollers 11 '' and 12 '' arranged to receive the bar 14 'initially the first Endless belt 3, then the fibrous web 7 and then the second endless belt 9 to the deflection roller Press 2 'of the second endless belt 9, the deflecting roller 2' also here, as in the exemplary embodiment according to FIG. 2, the deflecting roller 12 'again as a needling drum is formed, which is why the nozzle bars 15 'and 16' of this drum assigned.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Nonwoven Fabrics (AREA)
Abstract
Description
- Fig. 1
- in der Seitenansicht aus einer größeren Anlage eine erste Vernadelungseinrichtung, bei der eine Umlenkwalze des ersten Endlosbandes als Benetzungstrommel und gleichzeitig als Vernadelungstrommel ausgebildet ist.
- Fig. 2
- die Anlage nach Fig. 1, bei der die Umlenkwalze des ersten Endlosbandes nur für die Benetzung der Faserbahn genutzt ist, während die Vernadelung auf einer folgenden, als Übernahmewalze ausgebildete Umlenkwalze des zweiten Endlosbandes durchgeführt ist, und
- Fig. 3
- die Anlage nach Fig. 1, bei der jedoch sowohl die Benetzung als auch die Vernadelung auf der Übernahmewalze des zweiten Endlosbandes durchgeführt ist.
Claims (9)
- Vorrichtung zum hydrodynamischen Verschlingen zum vorzugsweise bindemittelfreien Verfestigen der Fasern einer Faserbahn aus natürlichen und/oder künstlichen Fasern jeglicher Art, bestehenda) aus einem die Faserbahn unterstützenden ersten Endlosband, das zwischen mindesten zwei Walzen gespannt geführt und umgelenkt ist, undb) einer zugeordneten Vernadelungstrommel, der über die Arbeitsbreite zumindest ein Düsenbalken achsparallel zugeordnet ist, undc) zumindest einem weiteren Düsenbalken, dessen Wasserstrahlen gegen die Rückseite eines Endlosbandes und durch das Endlosband gegen die Faserbahn zumindest zum Netzen desselben gerichtet sind,
dadurch gekennzeichnet, daßd) dem ersten Endlosband (3) ein zweites ebenfalls zwischen mindesten zwei Walzen gespannt geführtes Endlosband (9) gegenläufig zugeordnet ist, dessen dem Arbeitstrum (3') des ersten Endlosbandes (3) gegenüber liegendes Arbeitstrum (9') in der gleichen Richtung angetrieben umläuft wie das des ersten Endlosbandes (3),e) die beiden Arbeitstrums (3', 9') der beiden Endlosbänder (3, 9) in ihrer Längserstreckung konisch aufeinander zu gerichtet sind, so daß die auf dem Arbeitstrum (3') des ersten Endlosbandes (3) liegende Faserbahn (7) zwischen den vorlaufenden Endlosbändern (3, 9) zunehmend verdichtet wird,f) das zweite Endlosband (9) von zwei Walzen (11, 12;11 12') gegen eine Umlenkwalze (2) des ersten Endlosbandes (3) zur stärkeren Umschlingung der Umlenkwalze (2) von beiden Endlosbändern (3, 9) gedrückt ist undg) zwischen diesen beiden Walzen (11,12; 11, 12') der Düsenbalken (14) zur Netzung der Faserbahn (7) gegen die zwischen den beiden Endlosbändern (3, 9) verdichtet gehaltene Faserbahn (7) gerichtet ist. - Vorrichtung zum hydrodynamischen Verschlingen zum vorzugsweise bindemittelfreien Verfestigen der Fasern einer Faserbahn aus natürlichen und/oder künstlichen Fasern jeglicher Art, bestehenda) aus einem die Faserbahn unterstützenden ersten Endlosband, das zwischen mindesten zwei Walzen gespannt geführt und umgelenkt ist, undb) einer zugeordneten Vernadelungstrommel, der über die Arbeitsbreite zumindest ein Düsenbalken achsparallel zugeordnet ist, undc) zumindest einem weiteren Düsenbalken, dessen Wasserstrahlen gegen die Rückseite eines Endlosbandes und durch das Endlosband gegen die Faserbahn zumindest zum Netzen desselben gerichtet sind,
dadurch gekennzeichnet, daßd) dem ersten Endlosband (3) ein zweites ebenfalls zwischen mindesten zwei Walzen gespannt geführtes Endlosband (9) gegenläufig zugeordnet ist, dessen dem Arbeitstrum (3') des ersten Endlosbandes (3) gegenüber liegendes Arbeitstrum (9') in der gleichen Richtung angetrieben umläuft wie das des ersten Endlosbandes (3),e) die beiden Arbeitstrums (3', 9') der beiden Endlosbänder (3, 9) in ihrer Längserstreckung konisch aufeinander zu gerichtet sind, so daß die auf dem Arbeitstrum (3') des ersten Endlosbandes (3) liegende Faserbahn (7) zwischen den vorlaufenden Endlosbändern (3, 9) zunehmend verdichtet wird,f) das erste Endlosband (3) von zwei Walzen (11'', 12'') gegen eine Umlenkwalze (2') des zweiten Endlosbandes (9) zur stärkeren Umschlingung der Umlenkwalze (2') von beiden Endlosbändern (3, 9) gedrückt ist undg) zwischen diesen beiden Walzen (11'', 12'') der Düsenbalken (14') zur Netzung der Faserbahn (7) gegen die zwischen den beiden Endlosbändern (3, 9) verdichtet gehaltene Faserbahn (7) gerichtet ist. - Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die beiden Walzen (11, 12; 11, 12'; 11'' 12'') unter Berücksichtigung des notwendigen Platzes für den Düsenbalken (14, 14') dicht beieinander angeordnet und direkt der Umlenkwalze (2, 2') des ersten oder zweiten Endlosbandes (3, 9) zugeordnet sind.
- Vorrichtung nach Anspruch 1, 2 oder 3, dadurch gekennzeichnet, daß die Umlenkwalze (2, 2', 12') als Vernadelungstrommel ausgebildet ist.
- Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, daß die Umlenkwalze (2, 2', 12') als flüssigkeitsdurchlässige Siebtrommel mit größerem Durchmesser als die Walzen (5, 10 - 12) ausgebildet ist.
- Vorrichtung nach Anspruch 4 oder 5, dadurch gekennzeichnet, daß dem ablaufenden Umfangsbereich der Umlenkwalze (2, 12', 2'), die weiterhin entweder von dem ersten oder zweiten Endlosband (3, 9) umschlungen ist, zumindest ein Düsenbalken (15, 16; 15' 16') zur Wasservernadelung zugeordnet ist.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, daß die weiterhin von dem zweiten Endlosband (9) umschlungene Umlenkwalze (12', 2') als Faserbahn-Übernahmewalze ausgebildet ist.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, daß die zweite der beiden der Umlenkwalze (2) zugeordneten Walzen (12') als Faserbahn-Übernahmewalze ausgebildet ist.
- Vorrichtung nach Anspruch 7 oder 8, dadurch gekennzeichnet, daß die Übernahmewalze (12', 2') als Vernadelungstrommel, also als flüssigkeitsdurchlässige Siebtrommel mit größerem Durchmesser als die Walzen (5, 10), ausgebildet ist und der weiterhin von dem zweiten Endlosband (9) umschlungenen Übernahmewalze (12', 2') zumindest ein Düsenbalken (15', 16') zur Wasservernadelung zugeordnet ist.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19705292 | 1997-02-12 | ||
| DE19705292 | 1997-02-12 | ||
| DE19706610A DE19706610A1 (de) | 1997-02-12 | 1997-02-20 | Vorrichtung zum hydrodynamischen Verschlingen der Fasern einer Faserbahn |
| DE19706610 | 1997-02-20 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0859076A2 true EP0859076A2 (de) | 1998-08-19 |
| EP0859076A3 EP0859076A3 (de) | 2000-05-03 |
| EP0859076B1 EP0859076B1 (de) | 2002-08-28 |
Family
ID=26033853
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98102048A Expired - Lifetime EP0859076B1 (de) | 1997-02-12 | 1998-02-06 | Vorrichtung zum hydrodynamischen Verschlingen der Fasern einer Faserbahn |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US5960525A (de) |
| EP (1) | EP0859076B1 (de) |
| JP (1) | JP4005205B2 (de) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1126064A3 (de) * | 2000-02-15 | 2002-09-04 | GmbH & Co. Maschinenfabrik Fleissner | Vorrichtung zum hydrodynamischen Beaufschlagen der Fasern einer Faserbahn mit einem Fluid |
| WO2004046444A1 (de) * | 2002-11-21 | 2004-06-03 | Fleissner Gmbh | Vorrichtung zum hydrodynamischen verschlingen der fasern einer faserbahn |
| EP1462557A1 (de) * | 2003-03-25 | 2004-09-29 | Fleissner GmbH | Verfahren und Vorrichtung zur Herstellung von strukturierten Vliesstoffen mittels hydrodynamischer Vernadelung |
| WO2008110134A1 (de) * | 2007-03-09 | 2008-09-18 | Fleissner Gmbh | Vorrichtung zur verfestigung von stapelfasern oder eines aus filamenten gebildeten vlieses |
| US7631406B2 (en) | 2004-06-23 | 2009-12-15 | Fleissner Gmbh | Device for hydrodynamic intertwining of fibers in a fiber web |
| US8782861B2 (en) | 2009-04-08 | 2014-07-22 | Truetzschler Nonwovens Gmbh | Apparatus for compacting a fiber web |
| CN107620159A (zh) * | 2017-09-15 | 2018-01-23 | 马鞍山湖滨无纺布科技有限公司 | 一种纤维成网装置 |
| CN108166153A (zh) * | 2017-12-19 | 2018-06-15 | 杭州诺邦无纺股份有限公司 | 一种交替间隔水刺无纺材料及其制备方法 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2794776B1 (fr) * | 1999-06-10 | 2001-10-05 | Icbt Perfojet Sa | Procede pour la realisation d'un materiau non tisse, installation pour sa mise en oeuvre et non tisse ainsi obtenu |
| JP3703711B2 (ja) | 2000-11-27 | 2005-10-05 | ユニ・チャーム株式会社 | 不織布の製造方法および製造装置 |
| FR2821866B1 (fr) * | 2001-03-06 | 2003-05-16 | Rieter Perfojet | Dispositif et procede de compactage d'une nappe de fibres a reglage de la pression applique a la nappe |
| JP3761075B2 (ja) | 2001-05-10 | 2006-03-29 | ユニ・チャーム株式会社 | シート収納体 |
| US6753276B2 (en) * | 2002-01-08 | 2004-06-22 | Magnolia Manufacturing Company, Inc. | Nonwoven fabric of hydrodynamically entangled waste cotton fibers |
| FR2838457B1 (fr) * | 2002-04-12 | 2004-08-27 | Rieter Perfojet | Tambour pour installation de production d'une nappe non-tissee, procede de production d'une nappe non-tissee et nappe non-tissee obtenue |
| FR2845697B1 (fr) * | 2002-10-11 | 2005-05-27 | Rieter Perfojet | Procede et machine de production d'un non-tisse a reduction de la vitesse de deplacement de la nappe compactee |
| DE102004049146A1 (de) * | 2004-10-07 | 2006-04-13 | Fleissner Gmbh | Wasservernadelungsvorrichtung |
| MX2007005567A (es) * | 2004-11-30 | 2007-07-09 | Pgi Polimer Inc | Metodo para fabricar un laminado filamentario y productos elaborados con el. |
| US20060191115A1 (en) * | 2004-11-30 | 2006-08-31 | Pgi Polymer, Inc. | Method of making a filamentary laminate and the products thereof |
| EP1931482A2 (de) * | 2005-09-12 | 2008-06-18 | Sellars Absorbent Materials, Inc. | Verfahren und vorrichtung zur herstellung von handtüchern, taschentüchern und wischtüchern auf einer luftkardier- oder luftlegestrasse unter verwendung von wasserstoffbindungen |
| US7478463B2 (en) * | 2005-09-26 | 2009-01-20 | Kimberly-Clark Worldwide, Inc. | Manufacturing process for combining a layer of pulp fibers with another substrate |
| DE102010009275A1 (de) * | 2010-02-25 | 2011-08-25 | Trützschler Nonwovens GmbH, 63329 | Vorrichtung zum Verfestigen einer Materialbahn |
| DE102011009227A1 (de) * | 2011-01-22 | 2012-07-26 | Trützschler Nonwovens Gmbh | Vorrichtung zum Herstellen eines Vlies-Gewebeverbundes |
| DE102013101431B4 (de) * | 2013-02-13 | 2016-06-23 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung und Verfahren zum hydrodynamischen Verfestigen von Vliesen, Geweben und Gewirken |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA731854A (en) * | 1966-04-12 | J. Such John | Method and apparatus for the production of non-woven fiber webs | |
| US4005566A (en) * | 1968-07-16 | 1977-02-01 | E. I. Du Pont De Nemours And Company | Process and apparatus for imparting coherence to tow |
| DE1812516A1 (de) * | 1968-12-04 | 1970-06-25 | Glanzstoff Ag | Verfahren zur Herstellung von Vliesen aus endlosen Faeden |
| JPS4981611A (de) * | 1972-12-13 | 1974-08-06 | ||
| US3940833A (en) * | 1973-04-26 | 1976-03-02 | Cluett, Peabody & Co., Inc. | Method for compressively shrinking textile fabrics at high speed |
| FR2601970B1 (fr) * | 1986-07-24 | 1988-10-28 | Vuillaume Andre | Dispositif pour fabriquer des etoffes non tissees possedant des caracteristiques de resistance elevees. |
| CH685126A5 (fr) * | 1991-04-04 | 1995-03-31 | Isover S A | Crêpeuse. |
| US5290628A (en) * | 1992-11-10 | 1994-03-01 | E. I. Du Pont De Nemours And Company | Hydroentangled flash spun webs having controllable bulk and permeability |
| US5573841A (en) * | 1994-04-04 | 1996-11-12 | Kimberly-Clark Corporation | Hydraulically entangled, autogenous-bonding, nonwoven composite fabric |
| FR2730246B1 (fr) * | 1995-02-03 | 1997-03-21 | Icbt Perfojet Sa | Procede pour la fabrication d'une nappe textile non tissee par jets d'eau sous pression, et installation pour la mise en oeuvre de ce procede |
| GB2300429B (en) * | 1995-05-03 | 1999-01-13 | Courtaulds Eng Ltd | Non-woven fabric manufacture |
| US5704102A (en) * | 1995-06-26 | 1998-01-06 | Catallo; Frank | Apparatus for finishing a fabric web |
| DE19627256A1 (de) * | 1996-07-08 | 1998-01-15 | Fleissner Maschf Gmbh Co | Verfahren und Vorrichtung zum hydromechanischen Verschlingen der Fasern einer Faserbahn |
-
1998
- 1998-02-06 EP EP98102048A patent/EP0859076B1/de not_active Expired - Lifetime
- 1998-02-10 JP JP02820598A patent/JP4005205B2/ja not_active Expired - Fee Related
- 1998-02-12 US US09/022,629 patent/US5960525A/en not_active Expired - Lifetime
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1126064A3 (de) * | 2000-02-15 | 2002-09-04 | GmbH & Co. Maschinenfabrik Fleissner | Vorrichtung zum hydrodynamischen Beaufschlagen der Fasern einer Faserbahn mit einem Fluid |
| WO2004046444A1 (de) * | 2002-11-21 | 2004-06-03 | Fleissner Gmbh | Vorrichtung zum hydrodynamischen verschlingen der fasern einer faserbahn |
| EP1462557A1 (de) * | 2003-03-25 | 2004-09-29 | Fleissner GmbH | Verfahren und Vorrichtung zur Herstellung von strukturierten Vliesstoffen mittels hydrodynamischer Vernadelung |
| US7631406B2 (en) | 2004-06-23 | 2009-12-15 | Fleissner Gmbh | Device for hydrodynamic intertwining of fibers in a fiber web |
| WO2008110134A1 (de) * | 2007-03-09 | 2008-09-18 | Fleissner Gmbh | Vorrichtung zur verfestigung von stapelfasern oder eines aus filamenten gebildeten vlieses |
| US8782861B2 (en) | 2009-04-08 | 2014-07-22 | Truetzschler Nonwovens Gmbh | Apparatus for compacting a fiber web |
| CN107620159A (zh) * | 2017-09-15 | 2018-01-23 | 马鞍山湖滨无纺布科技有限公司 | 一种纤维成网装置 |
| CN107620159B (zh) * | 2017-09-15 | 2019-12-13 | 马鞍山湖滨无纺布科技有限公司 | 一种纤维成网装置 |
| CN108166153A (zh) * | 2017-12-19 | 2018-06-15 | 杭州诺邦无纺股份有限公司 | 一种交替间隔水刺无纺材料及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10226950A (ja) | 1998-08-25 |
| EP0859076B1 (de) | 2002-08-28 |
| EP0859076A3 (de) | 2000-05-03 |
| US5960525A (en) | 1999-10-05 |
| JP4005205B2 (ja) | 2007-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0859076B1 (de) | Vorrichtung zum hydrodynamischen Verschlingen der Fasern einer Faserbahn | |
| EP0818568B1 (de) | Verfahren und Vorrichtung zum hydrodynamischen Verschlingen der Fasern einer Faserbahn | |
| DE69500811T2 (de) | Verfahren zur herstellung von einer nichtgewebten stoffbahn unter verwendung von hochdruckwasserstrahlungen und vorrichtung dafür | |
| DE1560684C2 (de) | Vorrichtung zur Herstellung eines Textilverbundstoffes | |
| DE3486304T2 (de) | Verfahren zur Herstellung eines nichtgewobenen Stoffes. | |
| EP1126064B1 (de) | Vorrichtung zum hydrodynamischen Beaufschlagen der Fasern einer Faserbahn mit einem Fluid | |
| EP1250482B1 (de) | Verfahren und vorrichtung zur herstellung von verbundvliesstoffen mittels hydrodynamischer vernadelung | |
| EP2417290B1 (de) | Vorrichtung zum verfestigen einer faserbahn | |
| DE1224261B (de) | Verfahren und Vorrichtung zur Herstellung ungewebter Textilfaserstoffe | |
| DE69600069T2 (de) | Vorrichtung zur herstellung von vliesstoffen wovon die kohäsion durch flüssigkeitsstrahl hergestellt ist | |
| EP2393971A1 (de) | Verfahren und vorrichtung zur herstellung von watteprodukten | |
| EP3061855B1 (de) | Krempelanlage und verfahren zur verfestigung mindestens eines faserflors | |
| EP1759044B1 (de) | Vorrichtung zum hydrodynamischen verschlingen der fasern einer faserbahn | |
| EP1567705B1 (de) | Vorrichtung zum hydrodynamischen verschlingen der fasern einer faserbahn | |
| DE2530872C3 (de) | Vorrichtung zum Nadeln bahnförmigen Textilmaterials | |
| WO2008110134A1 (de) | Vorrichtung zur verfestigung von stapelfasern oder eines aus filamenten gebildeten vlieses | |
| AT501434A1 (de) | Vlieszuführvorrichtung | |
| EP1063332A1 (de) | Verfahren und Vorrichtung zur Herstellung von strukturierten Vliesstoffen mittels hydrodynamischer Vernadelung | |
| DE19706610A1 (de) | Vorrichtung zum hydrodynamischen Verschlingen der Fasern einer Faserbahn | |
| DE102009016996A1 (de) | Vorrichtung zum Verfestigen einer Faserbahn | |
| DE10004448A1 (de) | Verfahren und Vorrichtung zur Herstellung von Verbundvliesstoffen mittels der hydrodynamischen Vernadelung | |
| EP2539498B1 (de) | Vorrichtung zum verfestigen einer materialbahn | |
| DE102009017729A1 (de) | Vorrichtung zum Verfestigen einer Faserbahn | |
| EP0603192B1 (de) | Verfahren und vorrichtung zum erzeugen von faservliesbändern aus ungeordneten fasern | |
| DE10313416A1 (de) | Verfahren und Vorrichtung zur Herstellung von strukturierten Vliesstoffen mittels hydrodynamischer Vernadelung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR GB IT LI |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20000328 |
|
| AKX | Designation fees paid |
Free format text: CH DE FR GB IT LI |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 20020318 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59805272 Country of ref document: DE Date of ref document: 20021002 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20021205 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030530 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080219 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20090226 Year of fee payment: 12 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090206 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20120222 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130206 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160218 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20160218 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59805272 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20171031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170901 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 |