EP0857848B1 - Method and device for the assembly of insulating glazing panels - Google Patents
Method and device for the assembly of insulating glazing panels Download PDFInfo
- Publication number
- EP0857848B1 EP0857848B1 EP98101674A EP98101674A EP0857848B1 EP 0857848 B1 EP0857848 B1 EP 0857848B1 EP 98101674 A EP98101674 A EP 98101674A EP 98101674 A EP98101674 A EP 98101674A EP 0857848 B1 EP0857848 B1 EP 0857848B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- blanks
- glass plates
- glass
- insulating glazing
- assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/673—Assembling the units
- E06B3/67365—Transporting or handling panes, spacer frames or units during assembly
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/673—Assembling the units
- E06B3/67365—Transporting or handling panes, spacer frames or units during assembly
- E06B3/67386—Presses; Clamping means holding the panes during assembly
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/673—Assembling the units
- E06B3/67339—Working the edges of already assembled units
- E06B3/67343—Filling or covering the edges with synthetic hardenable substances
- E06B3/67347—Filling or covering the edges with synthetic hardenable substances by extrusion techniques
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/673—Assembling the units
- E06B3/67365—Transporting or handling panes, spacer frames or units during assembly
- E06B3/67373—Rotating panes, spacer frames or units
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/673—Assembling the units
- E06B3/67365—Transporting or handling panes, spacer frames or units during assembly
- E06B3/67382—Transport of panes or units without touching the bottom edge
Definitions
- the first glass sheet in the assembly and pressing device encouraged, leaning against the fixed pressure plate; she will be in a predetermined Positioned, then the movable press plate of the first Approximated glass plate, it absorbs, takes it from the first press plate and remove her from this one.
- the first press plate is then free to the second, with the glass plate provided with the spacer, which is now inserted in the assembly and pressing device is conveyed until they match the first glass sheet dekkungs Dermatitis, or a predetermined Positioned, then the movable press plate of the first Approximated glass plate, it absorbs, takes it from the first press plate and remove her from this one.
- the first press plate is then free to the second, with the glass plate provided with the spacer, which is now inserted in the assembly and pressing device is conveyed until they match the first glass sheet dekkungs Dermatitis
- the Tact time is the time between the completion of two consecutive Insulating glass panes.
- the cycle time is through the slowest operations in an insulating glass production line, which are the assembly and pressing (especially when the assembly and Pressing device also for filling the insulating glass pane with a heavy gas as argon is used, see e.g. DE-38 32 836 A1 and the DE 40 22 185 A1) as well as the sealing process, in which in the edge joint bounded by the spacer and the two glass plates is a hardening one Plastic, usually a polysulfide, is filled (DE 28 16 437 C2, DE 28 46 785 C2).
- the present invention has for its object to provide a method and apparatus for assembling insulating glass panes, which can shorten the cycle time compared to conventional vertical production lines for insulating glass panes.
- single nozzles replace with two in matching Distance juxtaposed nozzles, which preferably at one common carrier, synchronously on the edge of the insulating glass panes moved along and synchronously fed with sealant, expediently from a common source with a common pump.
- the two nozzles are preferably cushioned individually so that they themselves clinging to the two insulating glass pane edges independently of each other can.
- the two insulating glass panes in the sealing station congruent are positioned and promoted, they could, if not a liner is present, leaving scratches on each other. Therefore it is planned that the two insulating glass blanks during sealing and in conveying in held the sealing station at a constant distance from each other become. This distance should be smaller than the thickness of the insulating glass panes, e.g. only 1 mm or 2 mm.
- Shims e.g. Cork tiles, on one of the insulating glass blanks glued.
- Such cork tiles are also useful when the insulating glass panes after sealing, be placed on transport racks and at each other lean.
- the required four glass panels are not individually consecutive transferred to the assembly and pressing device, but rather they are already pairwise parallel and congruent at a distance from each other positioned and positioned so the two glass panel pairs simultaneously transferred to the assembly and pressing device and therein simultaneously first joined together and then pressed, if necessary, even before the final Pressing filled with a heavy gas, especially after one of the in the DE 40 22 185 A1 and DE 38 32 836 A1 disclosed method.
- the positioning the glass panels parallel and congruent to each other, hereinafter also as Pairing may, prior to transfer into the assembly and pressing device take place while still in the assembly and pressing device the two previous glass panel pairs joined together, if necessary with a Heavy gas filled and pressed.
- the assembly and Pressing device is opened again and the two compressed insulating glass blanks have left the assembly and pressing device can the two subsequent glass panel pairs simultaneously in the assembly andshrinking device.
- the period from the beginning of the run up to the Beginning of the closing of the assembly and pressing device can be compared with the period of time for which disclosed in the DE-92 05 069 U Working method is required to be reduced to about 1/3 to 1/4.
- Corresponding decreases the cycle time of the assembly and pressing device of which depends on the cycle time of the insulating glass production line as a whole.
- the first two promoted one after the other on a horizontal conveyor Glass panels are stopped in predetermined positions and then together rotated by 180 °, but not one vertical axis, but one to them parallel axis, which is about the same angle as the supported glass sheets inclined to the vertical.
- 180 ° The first two glass sheets in their final position parallel to their starting position on a conveyor track parallel to its original conveyor track.
- In this Location is the support device, against which the first two Glass panels could lean in their initial position, not below, but above the glass panels, so that additional means are provided to the To hold glass panels on their outside or at their edges so they do not fall off. As a means.
- Suction conveyor belts as disclosed in EP-A-0 225 429, are suitable are; such suction conveyor belts can not only keep the glass panels hanging, but also further.
- suction conveyor belts can not only keep the glass panels hanging, but also further.
- the first two sheets of glass on her To hold edge one could use grooved rollers whose axes of rotation are oriented at right angles to the glass table running level and in their grooves, the glass panels engage with their upper and lower edges.
- the first two glass sheets by two horizontal lines of To support support rollers, which act on their later inner surface, namely along its lower and upper edge, where the glass panels after assembly Have contact with the spacer or with a sealing compound, that is, in a region in which originates from the contact with the support rollers Traces are harmless.
- These support rollers define the glass run level the second conveyor track.
- the third and fourth Glass panel (preferably carry a spacer) promoted in the turning station and be brought to coincide with the first two sheets of glass.
- the first conveyor is located at the stationary Press plate of the assembly and pressing device.
- To achieve one Parallel second conveyor track are the support and funding of the in the Turning station located second conveyor track continued in the assembly and Pressing device. If, for example, suction conveyors are used as conveying means, so you can the movable press plate of the assembly and pressing device Equip with such Saug consbändem, which from the rotary station take over the next two glass panels, fürfördem and thereby hold at the same time.
- you use in the turning station as preferred two support roller lines for supporting the first two glass panels on the upper and lower edge of its inner surface, then you can see these support roller lines continue into the nip of the assembly and pressing device.
- the two glass panel pairs can be consecutively in succession promote the assembly and pressing device.
- the shortest cycle time reached if you put the two glass panel pairs simultaneously in the turning station promotes. While in the assembly and pressing device, the two previous insulating glass panes can be assembled, the four subsequent Glass panels are already running into the turning station, paired in it and afterwards transferred in pairs simultaneously in the assembly and pressing device as soon as it is ready and open.
- first and the second glass panel can also move parallel to itself from the first lane to the second lane.
- This can be achieved, e.g. with two parallel on a common frame mutually mounted horizontal conveyors, which in particular is driven roller lines.
- Above each horizontal conveyor there is a support means, e.g. a row of freewheeling rollers, to which the glass plate standing on the relevant horizontal conveyor can lean.
- a support means e.g. a row of freewheeling rollers, to which the glass plate standing on the relevant horizontal conveyor can lean.
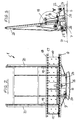
- FIG. 1 shows a turning station 1 and an assembly and pressing device 2.
- Glass panels 10, 10 ', 11, 11' are the turning station 1 by a horizontal conveyor 3, which consists essentially of a horizontal line of synchronously driven rollers 4, which are located near the bottom Edge of a designed as an air cushion wall support wall 5 are, which by a few degrees, in particular by 6 °, inclined to the vertical.
- a horizontal conveyor 3 which consists essentially of a horizontal line of synchronously driven rollers 4, which are located near the bottom Edge of a designed as an air cushion wall support wall 5 are, which by a few degrees, in particular by 6 °, inclined to the vertical.
- the Horizontal conveyor sets in different training through the turning station 1 and the assembly and pressing device 2 passes through in a horizontal conveyor 3 'with the same structure as him the horizontal conveyor 3 for has the conveying of assembled insulating glass blanks.
- the turning station has on a foot 6 a according to the inclination of the support wall 5 bogie 7 slightly inclined to the horizontal, on which two mutually parallel conveyor tracks 8 and 9 are provided, each consisting from a horizontal row of synchronously driven rollers 4 and 4 'with matching diameter whose axes of rotation in a common Plane lie, which runs at right angles to the support wall 5.
- 4 ' For supporting the glass sheets 10, 10 'and 11, 11' standing on the rolls 4, 4 'has the Turning instead of a fixed support wall support roll lines, one each Support roller line 12 and 13 in conjunction with the two rows of driven Rollers 4 and 4 ', wherein between each two driven rollers 4, 4' a Support roller is located, the slightly above the top of the driven up Rollers 4, 4 'protrudes.
- One of the two conveyor tracks 8 and 9 is still a third Support roller line 14 associated, which is substantially the same level with the Support roller rows 12 and 13 is, but is between these two, and Although so that the support rollers of the support roller line 14 in the spaces between engage the driven rollers 4, 4 'one of the two conveyor tracks.
- rollers 4 in one conveyor track 8 are separated from the rollers 4 'in the other Conveyor 9 drivable.
- the two electric motors intended for this purpose are designated 22 and 23.
- the bogie 7 runs with several wheels 24 on a circular path 25 on the Top of the foot 6.
- the rotary drive is via a z.
- the axis of rotation 26 of the turning station runs centrally in Regarding the length of the turning station and is close to the plane in which the Axle of the support rollers of the central support roller lines 14 and 17 are.
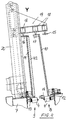
- the immediately following the turning station 1 subsequent assembly and pressing device 2 has on a frame 27 a fixed, designed as an air cushion wall Support wall 28, which also serves as a fixed press plate; she has the same inclination as the support wall 5 and as by the support roller 12 rows and 15, 13 and 16, respectively, defined glass sheet layers.
- a further support wall 29 is provided whose distance from the fixed Supporting wall 28 is variable by spindle drives 30; this mobile Supporting wall 29 is also formed as an air cushion wall and serves as a movable Press plate extending at right angles to the conveying direction 31
- Rails 32 is supported, these rails 32 in addition to the spindle drives 30 also serve as a parallel guide for the press plate 29.
- rollers 33 are provided which are so wide that they still can extend to below the edge of the movable press plate 29 when the press nip 34th so far is that in him the thickest in practice occurring insulating glass panes can be assembled.
- the rollers 33 are in flight the rollers 4 and 4 'of the rotating station. 1
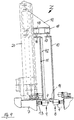
- a bar 37 is motor up and down movable led, attached to which a further horizontal row of support rollers 38 is.
- Their axes are parallel to the press plates 28 and 29 and their common, the movable press plate 29 adjacent tangential plane is aligned with corresponding edges of flanges 39 (see Figures 5 and 6), which together with the support rollers 38, the run level for the first two Define glass panels 10 and 10 'in the assembly and pressing apparatus and the first two glass sheets 10, 10 'at the lower and upper edges on its inner side support.
- a lifting beam 40 is provided below the rollers 33, the lifting cam 41st carries, which engage in the space between two rollers 33 and on this standing glass panels 10, 10 'and 11, 11' can raise.
- the device can work as follows:
- a first glass sheet 10 is conveyed on the horizontal conveyor 3, passes in the turning station 1 on the rollers of the conveyor track 8 and is at the bottom Edge by the support rollers 12 and at the top by the support rollers 15th supported. It is stopped when it has a first vertical edge predetermined position near the front in the conveying direction 31 end of Turning station 1 has reached.
- the first glass sheet 10 follows on the same conveyor track 8, a second glass sheet 10 '; as soon as they enter the turning station with their trailing edge 1 is stopped, it is stopped in a predetermined second position and the Turning station is rotated by 180 °. It is then in the position that is in Figures 1 to 4 is shown.
- the first glass plate 10 and the second glass plate 10 ' fall with its upper edge of the support roller line 15 against the adjacent Support roller line 17.
- the drivable rollers 4 are during the rotational movement blocked so that the glass sheets 10 and 10 'can not run away.
- the horizontal conveyor 3 is a third with a Spacer 42 occupied glass panel 11 'on the conveyor track 9 in the turning station 1 in which it runs on the driven rollers 4 'and below is supported by the support rollers 13 and above by the support rollers 16.
- the third Glass panel 11 ' is so far promoted at stationary conveyor 8 until they congruent next to the second glass panel 10 'is.
- the third glass sheet 11 ' follows on the conveyor track 9, a fourth glass panel 11, which congruent with the first glass sheet 10 is positioned. From this position, the two glass panel pairs 10 and 11 and 10 'and 11', as soon as the assembly and Pressing device is ready and open, together at the same time in their Pressing gap 34 promoted.
- the driven rollers 4, 4 'and 33 are coincident a little adjusted in the direction of travel, that the glass panels against the stationary pressing plate 28 are guided with the result that the first two Glass panels 10 and 10 'with its lower edge in the direction of the support rollers fourteenth and finally against the flanges 39 are performed, whereas the third and fourth glass sheet 11, 11 'reliably in their by the support rollers 13 and 16 and defined by the front of the stationary press plate run level remain.
- the support rollers 38 in the assembly and pressing station 2 are accurate in the flight of the support rollers 17 of the rotating station. 1
- the two glass panel pairs 10 and 11 and 10 'and 11' are synchronously forward moved until they are stopped in a predetermined position (see Figure 1).
- the Glass panel pair 10 ', 11' is then located with its leading edges at the outlet end the assembly and pressing device, whereas the pair of glass sheets 10, 11 with its trailing edges at the inlet end of the assembly and pressing device 2 is located.
- the lifting bar 40 is raised and with them the Glass panels 10, 10 ', 11 and 11', so that their lower edge above the flanges 39 is located.
- the movable press plate 29 becomes the first two Glass plates 10 and 10 'driven to suck them, including the pressing plate 29 openings has, which are connected to the suction side of a blower.
- the insulating glass panes are to be filled with a heavy gas then that is in the same assembly and pressing device 2 possible.
- This can be the first glass panel 10 at its edge, which at the inlet end of the assembly and pressing device 2, are bent, while at the same time the second Glass panel 10 'at its edge, which at the outlet end of the assembly and Pressing device 2 is located, can be bent while the two glass plates 10 and 10 'remain sucked by the movable pressure plate 29.
- the assembly and Pressing device 2 is opened and the blanks are simultaneously on the Horizontal conveyor 3 'carried off.
- the bogie 7 turned back in the rotating station 1 by 180 ° and takes in the described Identify the next four sheets of glass in turntable 1 in the time span until the completion of the preceding in the assembly and pressing device 2 Assembly process congruently positioned (paired) and then ready to run into the assembly and pressing device 2.
- Insulating glass panes can also be produced with the devices described which are assembled from three sheets of glass. To do this first in the manner described from two glass sheets two insulating glass blanks assembled. Meanwhile, a fifth and a Sixth glass panel conveyed into the turning station, positioned as before the glass panels 10 and 10 'and then rotated together by 180 °. Once the two out of each two blanks formed blanks are assembled, they are from the Assembling and pressing device 2 conveyed out to the following Horizontal conveyor 3 'are stopped there and the first two glass panels 10 and 10 'provided with a further spacer. Meanwhile, the fifth and sixth glass plate on the second conveyor track 9 of the movable press plate 29 supplied.
- the mating station 44 has on a frame 45 two perpendicular to the conveying direction 31 extending rails 46 and 47, on which two horizontal conveyor 48 and 49 with parallel conveyor tracks 8 and 9 along the rails 46 and 47 are mounted displaceably.
- the conveyor tracks 8 and 9 can a have the conveyor tracks in the rotating station 2 ( Figure 4) corresponding structure with two rows of driven rollers 4 and 4 'and with two support roller rows 13 and 14; Because of closer details can therefore on the description of the Rotary station be referenced.
- Support rollers 13 and 14 are further support rollers 16 and 17 are provided, which form two horizontal upper support roller lines, which at the bottom of horizontal hollow profile strips 18 are mounted, passing through them transversely Arms 19 are connected to two columns 20 of the frame 45 and are guided from slidably.
- the columns 20 are a few degrees backwards inclined.
- This device operates e.g. as follows:
- the conveyor track 8 is aligned with the horizontal conveyor 3.
- a first Glass panel 10 'is promoted on the horizontal conveyor 3 arrives in the Pairing station 44 on the rollers of the conveyor track 8 and is at the bottom supported by the support rollers 14 and at the top by the support rollers 17.
- the first glass sheet 10 ' is conveyed to a first position in which her vertical front edge at the outlet end of the mating station 44 is located.
- the horizontal conveyors 48 and 49 are now moved together across the conveying direction 31, until instead of the conveyor track 8, the conveyor track 9 in the flight of the horizontal conveyor 3 is located.
- a third glass sheet 11 'and a following her fourth glass panel 11 coming from the horizontal conveyor 3 on the horizontal conveyor Pass 49 on which they are on the driven rollers 4 and at the bottom by the support rollers 13 and at the top by the support rollers 16 are supported.
- the glass sheets 11 'and 11, which both have a Wear spacers 42 are congruent in the mating station 44 the glass sheets 10 'and 10 positioned. This condition is shown in FIG.
- Figure 10 shows the assembly and pressing device 2 in the conveying direction 31 then an intermediate transport device 50 with the horizontal conveyor 3 'at the bottom of an air cushion wall formed support wall 51; followed by a station 52, in which distance tiles can be glued to an insulating glass blank; followed by a mating station 53, in which two identically sized insulating glass blanks can be arranged congruent side by side; followed by one Sealing station 54.
- the intermediate transport device 50 serves to remove the two components from the assembly and pressing device 2 coming insulating glass slices 55th to take and, if necessary. To park, as long as the subsequent station 52 still is not free.
- the station 52 is like the station 50 from a horizontal conveyor 3 '' with driven rollers at the bottom of a few degrees inclined backwards Air cushion wall 56.
- every second insulating glass blank 55 can be stopped be placed on its free outside some shims, e.g. out Cork, to stick.
- Station 53 like station 50, has a driven roller Horizontal conveyor 3 '' 'at the bottom of a slightly inclined rear air cushion wall 57, which opposite a lifter 58 is arranged, which one or more directed against the air cushion wall 57 sucker, with which is an insulating glass pane blank standing on the horizontal conveyor 3 '' ' 53 sucked, lifted off the horizontal conveyor 3 '' 'and the air cushion wall 57 can be removed.
- the sealing station 54 has two horizontal conveyors 59 and 60 at the bottom Edge of air cushion walls 61 and 62.
- the horizontal conveyors 59 and 60 not rows of driven rollers, but V-shaped arranged endless belts 63 and 64, which stretched over driven rollers 65 and 66 are.
- Such a horizontal conveyor is detailed in the EP 0 549 648 B1, which is hereby incorporated to avoid repetition Reference is made.
- a sealing head 68 is provided, which is connected to one of the Air cushion wall 61 perpendicular axis 69 is pivotable.
- the sealing head 68 carries two identical, juxtaposed nozzles 70 and 71, with a crowned front edge of the insulating glass blanks 55 can be applied to seal their edge joints 72 and 73. Between the nozzles 70 and 71 and the sealing head 68 are compression springs 74 and 75, for a resilient abutment of the nozzles 70 and 71 at the edge the insulating glass blanks 55 provide.
- the sealing head 68 can not pivoted only about the axis 69, but in the gap 67 between the two Air cushion walls 61 and 62 are moved parallel to these up and down.
- a feed line 76 leads into it, whereby the two Nozzles 70 and 71 are supplied with sealing compound at the same time.
- the two nozzles 70 and 71 are located on a common carrier 77th and can work with this to adapt to insulating glass blanks with a changed distance between the two glass sheets 10 and 11 or 10 ' and 11 'and / or with changed glass panel thicknesses.
- the section of the production line shown in FIGS. 10 and 11 operates eg. as follows:
- Two insulating glass blanks assembled in the assembling and pressing device 2 55 are out of this together on the intermediate transport device 50 promoted.
- the first of two insulating glass blanks 55 runs unprocessed by the station 52 in the station 53, is there in a predetermined position, preferably so that its front edge is located at the outlet end of the support wall 53 is there by the lifting device 58, lifted from the conveyor track 3 '' 'and more than its thickness removed from the air bag wall 57.
- the second, subsequent insulating glass blank 55 is stopped at station 52, with some shims 78 (see Figure 11) pasted and then further promoted in the station 53 to exactly the position at which previously the now hanging on the lifting device 58 first insulating glass blank was located, which is now on the horizontal conveyor 3 '' 'deferred and coincident with the already there standing second insulating glass blank 55 is positioned, the two Blanks are held by the spacer plate 78 at a distance.
- the two become one Pair of assembled insulating glass blanks 55 from station 53 transferred to the horizontal conveyor 59 and further to the horizontal conveyor 60 and with their vertical trailing edges at the inlet end of the horizontal conveyor 60 positioned.
- the two nozzles 70 and 71 First, the two rear edge joint sections sealed by the nozzles 70 and 71 from bottom to top along the edge of the insulating glass blanks along to be moved. Once they arrived at the back upper corner of the blanks are, the sealing head 68 is pivoted by 90 °, so that the nozzles 70 and 71 facing down, as shown in Figure 11.
- the two Insulating glass blanks 55 from the horizontal conveyor 60 on the horizontal conveyor 59 moves back until the nozzles 71 and 70 at the front upper corner of Arriving blanks.
- the movement of the blanks is then stopped, the nozzle head 68 again rotated by 90 ° and at the front edge of the Blanks moved down to fill the edge joint sections lying there.
- the nozzles 70 and 71 arrive at the front lower corner of the blanks 55, They are again rotated 90 °, after which their openings after pointing up, and now the two blanks from the horizontal conveyor 59 transferred to the horizontal conveyor 60, wherein the underlying edge joint sections to be sealed.
- the horizontal conveyors 59 and 60 can be equal to each other in thickness Insulating glass blanks 55 are set. So that the two Blanks only with their two outer glass panels 10 'and 11 on the conveyor belts 63, 64, as shown in Figure 11, the vertex 79 of the V-arrangement in the flight of the middle of the gap between the two blanks 55 lie. For this purpose, the V-arrangement in the direction of the axes 80 of the belt 63 carrying rollers 65 displaced. Because of closer details will open EP 0 549 648 B1.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Joining Of Glass To Other Materials (AREA)
- Securing Of Glass Panes Or The Like (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
Abstract
Description
In vertikalen Isolierglasfertigungslinien werden Isolierglasscheiben und Glastafeln, aus denen Isolierglasscheiben zusammengebaut werden, auf einem Waagerechtförderer stehend und dabei wenige Grade gegen die Vertikale geneigt abgestützt bearbeitet. Auf dem Waagerechtförderer aus einer Waschmaschine kommende Glastafeln werden aufeinanderfolgend auf Sauberkeit kontrolliert. Für die Herstellung von Isolierglasscheiben, die aus zwei Glastafeln bestehen, wird auf jede zweite Glastafel ein rahmenförmiger Abstandhalter geklebt oder durch Extrudieren eines thermoplastischen Stranges aufgetragen. Der Waagerechtförderer fördert die Glastafeln aufeinanderfolgend in eine Zusammenbau- und Preßvorrichtung, die üblicherweise aus zwei zueinander parallelen Preßplatten besteht, von denen eine feststeht und die andere demgegenüber abstandsveränderlich ist. Zunächst wird die erste Glastafel in die Zusammenbau- und Preßvorrichtung gefördert, wobei sie sich an die feststehende Preßplatte lehnt; sie wird in vorbestimmter Lage positioniert, dann wird die bewegliche Preßplatte der ersten Glastafel angenähert, saugt sie an, nimmt sie von der ersten Preßplatte ab und entfernt sie von dieser. Die erste Preßplatte ist danach frei, um die zweite, mit dem Abstandhalter versehene Glastafel aufzunehmen, welche nun in die Zusammenbau- und Preßvorrichtung gefördert wird, bis sie der ersten Glastafel dekkungsgleich gegenüberliegt. Dann wird die bewegliche Preßplatte der feststehenden Preßplatte angenähert, um die beiden Preßplatten zusammenzufügen und zu verpressen.In vertical insulating glass production lines, insulating glass panes and glass panels, from which insulating glass panes are assembled, on a horizontal conveyor standing, supporting a few degrees inclined to the vertical processed. On the horizontal conveyor coming from a washing machine Glass panels are consecutively checked for cleanliness. For the Production of insulating glass panes, which consist of two glass panels, will open Every second glass panel glued a frame-shaped spacer or by extruding a thermoplastic strand applied. The horizontal conveyor conveys the glass panels sequentially into an assembly and pressing device, which usually consists of two parallel pressing plates, one of which is fixed and the other, by contrast, variable in length is. First, the first glass sheet in the assembly and pressing device encouraged, leaning against the fixed pressure plate; she will be in a predetermined Positioned, then the movable press plate of the first Approximated glass plate, it absorbs, takes it from the first press plate and remove her from this one. The first press plate is then free to the second, with the glass plate provided with the spacer, which is now inserted in the assembly and pressing device is conveyed until they match the first glass sheet dekkungsgleich opposite. Then the movable press plate of the fixed Pressing plate approximated to assemble the two press plates and to compress.
Um zu erreichen, daß bei Isolierglasscheiben die Oberflächen, welche mit den Stützeinrichtungen des Waagerechtförderers in Berührung gekommen sind, stets außen liegen, ist in der Fertigungslinie auf die Station folgend, in welcher ein Abstandhalter auf eine der Glastafeln geklebt wird, nach einem in der DE-44 37 998 A1 offenbarten Vorschlag ein Abschnitt des Waagerechtförderers samt Stützeinrichtung um eine zur Glastafel parallele, i.w. vertikale Achse um 180° drehbar. Dadurch gelangt die auf dem betreffenden Abschnitt des Waagerechtförderers stehende Glastafel auf eine zu ihrer ursprünglichen Bahn parallele Bahn. Auf der ursprünglichen Bahn kann eine zweite Glastafel deckungsgleich zur ersten Glastafel positioniert werden und gemeinsam können sie in dem durch die beiden Bahnen vorgegebenen Abstand in eine Zusammenbau- und Preßvorrichtung überführt werden um darin zusammengefügt und verpreßt zu werden.In order to achieve that in insulating glass panes, the surfaces, which with the Supporting the horizontal conveyor have come into contact, always lie outside, is in the production line following the station, in which a spacer glued to one of the glass panels, according to one in the DE-44 37 998 A1 disclosed proposal a section of the horizontal conveyor together with supporting device around a parallel to the glass panel, i.w. vertical axis around 180 ° rotatable. This will get to the relevant section of the horizontal conveyor standing glass panel on a parallel to their original orbit Train. On the original track, a second glass panel can be congruent to be positioned to the first glass panel and together they can in the through the two tracks predetermined distance in an assembly and pressing device be transferred to be put together and pressed into it.
Benutzer von Isolierglas-Fertigungslinien fordern immer kürzere Taktzeiten. Die
Taktzeit ist die Zeitspanne zwischen der Fertigstellung zweier aufeinanderfolgender
Isolierglasscheiben. Die Taktzeit wird durch die langsamsten Arbeitsvorgänge
in einer Isolierglasfertigungslinie bestimmt, bei welchen es sich um den Zusammenbau-
und Preßvorgang (insbesondere dann, wenn die Zusammenbau- und
Preßvorrichtung auch zum Füllen der Isolierglasscheibe mit einem Schwergas
wie Argon verwendet wird, siehe z.B. die DE-38 32 836 A1 und die
DE 40 22 185 A1) sowie um den Versiegelungsvorgang handelt, bei welchem in
die vom Abstandhalter und den beiden Glastafeln begrenzte Randfuge ein aushärtender
Kunststoff, meist ein Polysulfid, eingefüllt wird (DE 28 16 437 C2,
DE 28 46 785 C2).Users of insulating glass production lines demand ever shorter cycle times. The
Tact time is the time between the completion of two consecutive
Insulating glass panes. The cycle time is through the slowest operations
in an insulating glass production line, which are the assembly
and pressing (especially when the assembly and
Pressing device also for filling the insulating glass pane with a heavy gas
as argon is used, see e.g. DE-38 32 836 A1 and the
Aus der DE 92 05 069 U ist es bereits bekannt, in einer Zusammenbau- und Preßvorrichtung, welche eine feststehende Preßplatte und ihr gegenüberliegend zwei getrennt bewegliche Preßplatten hat, zwei Isolierglasscheiben gleichzeitig zusammenzubauen, mit einem Schwergas zu füllen und zu verpressen. Dazu werden vier Glastafeln einzeln nacheinander in die Zusammenbau- und Preßvorrichtung überführt und in dieser paarweise zur Deckung gebracht, einander paarweise angenähert, ihr Zwischenraum mit einem Schwergas gefüllt und dann werden sie unter Bildung von zwei Isolierglasrohlingen verpreßt.From DE 92 05 069 U it is already known in an assembly and Pressing device, which a fixed press plate and opposite her has two separately movable press plates, two insulating glass panes at the same time assemble, fill with a heavy gas and compress. To four glass panels are successively in the assembly and pressing device transferred and paired in pairs, in pairs Approximated, her space filled with a heavy gas and then pressed them to form two insulating glass blanks.
Der vorliegenden Erfindung liegt die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung zum Zusammenbauen von Isolierglasscheiben anzugeben, mit welchen sich die Taktzeit gegenüber herkömmlichen vertikalen Fertigungslinien für Isolierglasscheiben verkürzen läßt.The present invention has for its object to provide a method and apparatus for assembling insulating glass panes, which can shorten the cycle time compared to conventional vertical production lines for insulating glass panes.
Diese Aufgabe wird gelöst durch ein Verfahren mit den im Anspruch 1 angegebenen
Merkmalen sowie durch eine Vorrichtung mit den im Anspruch 7 angegebenen
Merkmalen. Vorteilhafte Weiterbildungen der Erfindung sind Gegenstand der
abhängigen Ansprüche.This object is achieved by a method with the specified in
Erfindungsgemäß werden in einer Versiegelungsstation zwei deckungsgleiche Isolierglasscheibenrohlinge deckungsgleich positioniert und gleichzeitig versiegelt. Für die Herstellung gleich großer Isolierglasscheiben besteht ein Bedarf z.B. bei großen Hochbauvorhaben, bei welchen eine Vielzahl von gleich großen Fenstem vorgesehen ist, sowie bei standardisierten Fenstergrößen. Automatisch arbeitende Versiegelungsvorrichtungen, welche nicht nur eine, sondern zwei Isolierglasscheiben gleichzeitig versiegeln, sind bisher nicht bekannt. Für Isolierglasscheiben mit standardisierten Abmessungen kann eine automatisch arbeitende Versiegelungsvorrichtung, welche z.B. aus der DE-28 16 437 C2 und der DE-28 46 785 C2 bekannt ist, ohne größeren Aufwand umgerüstet werden, so daß sie sich für das Versiegeln von zwei deckungsgleich angeordneten Isolierglasscheibenrohlingen eignet. Dazu muß man nämlich lediglich die beim Stand der Technik vorgesehenen einzelnen Düsen ersetzen durch zwei in passendem Abstand nebeneinander angeordneten Düsen, welche sich vorzugsweise an einem gemeinsamen Träger befinden, synchron am Rand der Isolierglasscheiben entlangbewegt und synchron mit Versiegelungsmasse gespeist werden, zweckmäßigerweise aus einer gemeinsamen Quelle mit einer gemeinsamen Pumpe. Zum Ausgleich von Unebenheiten und Maßtoleranzen an den Glastafelrändern sind die beiden Düsen jedoch vorzugsweise einzeln abgefedert, so daß sie sich den beiden Isolierglasscheibenrändern unabhängig voneinander anschmiegen können.According to the invention in a sealing station two congruent Insulating glass blanks positioned congruently and sealed at the same time. For the production of the same size insulating glass panes, there is a need e.g. in large building projects, in which a large number of equal sized windows is provided, as well as with standardized window sizes. Automatic working Sealing devices, which not only one, but two insulating glass panes seal at the same time, are not yet known. For insulating glass panes with standardized dimensions can be one automatically working sealing device, which e.g. from DE-28 16 437 C2 and DE-28 46 785 C2 is known to be converted without much effort, so that they are responsible for the sealing of two congruent arranged insulating glass blanks suitable. For this one only has to do the stand The technique provided by single nozzles replace with two in matching Distance juxtaposed nozzles, which preferably at one common carrier, synchronously on the edge of the insulating glass panes moved along and synchronously fed with sealant, expediently from a common source with a common pump. To compensate for unevenness and dimensional tolerances on the glass sheet edges However, the two nozzles are preferably cushioned individually so that they themselves clinging to the two insulating glass pane edges independently of each other can.
Wenn die beiden Isolierglasscheiben in der Versiegelungsstation deckungsgleich positioniert sind und gefördert werden, könnten sie, wenn keine Zwischenlage vorhanden ist, Scheuerspuren aufeinander hinterlassen. Deshalb ist vorgesehen, daß die beiden Isolierglasscheibenrohlinge beim Versiegeln und beim Fördern in der Versiegelungsstation in einem gleichbleibendem Abstand voneinander gehalten werden. Dieser Abstand sollte kleiner sein als die Dicke der Isolierglasscheiben, z.B. nur 1 mm oder 2 mm betragen. Vorzugsweise werden zu diesem Zweck Distanzplättchen, z.B. Korkplättchen, auf einen der Isolierglasscheibenrohlinge geklebt. Solche Korkplättchen sind auch nützlich, wenn die Isolierglasscheiben nach dem Versiegeln auf Transportgestelle abgestellt werden und dabei aneinander lehnen.If the two insulating glass panes in the sealing station congruent are positioned and promoted, they could, if not a liner is present, leaving scratches on each other. Therefore it is planned that the two insulating glass blanks during sealing and in conveying in held the sealing station at a constant distance from each other become. This distance should be smaller than the thickness of the insulating glass panes, e.g. only 1 mm or 2 mm. Preferably, for this purpose Shims, e.g. Cork tiles, on one of the insulating glass blanks glued. Such cork tiles are also useful when the insulating glass panes after sealing, be placed on transport racks and at each other lean.
Als Waagerechtförderer eignet sich in der Versiegelungsstation besonders der
aus der EP-0 549 648 B1 bekannte Förderer mit V-förmig angeordneten Auflagem,
insbesondere Bändern, auf welchen sich die beiden Isolierglasscheibenrohlinge
nur mit ihren äußeren Unterkanten abstützen, wohingegen ihre beiden inneren,
einander benachbarten Glastafeln einander gegenseitig stützen. Die unteren
Randfugen sind auf diese Weise zum Versiegeln optimal zugänglich und das Risiko
einer Verschmutzung des Waagerechtförderers mit Versiegelungsmasse ist
besonders gering. Um den Zeittaktgewinn voll ausnutzen zu können, ist in einer
bevorzugten Weiterbildung vorgesehen, in einer der Versiegelungsstation vorausgehenden
Zusammenbau- und Preßvorrichtung zwei Glastafelpaare gleichzeitig
zuerst zusammenzufügen und dann zu verpressen. Im Gegensatz zur DE
92 05 069 U werden die dafür benötigten vier Glastafeln jedoch nicht einzeln aufeinanderfolgend
in die Zusammenbau- und Preßvorrichtung überführt, vielmehr
werden sie bereits zuvor paarweise parallel und deckungsgleich mit Abstand voneinander
positioniert und so positioniert werden die beiden Glastafelpaare gleichzeitig
in die Zusammenbau- und Preßvorrichtung überführt und darin gleichzeitig
zunächst zusammengefügt und danach verpreßt, ggfs. auch vor dem endgültigen
Verpressen mit einem Schwergas gefüllt, insbesondere nach einem der in den
DE 40 22 185 A1 und DE 38 32 836 A1 offenbarten Verfahren. Das Positionieren
der Glastafeln parallel und deckungsgleich zueinander, nachfolgend auch als
Paaren bezeichnet, kann vor dem Überführen in die Zusammenbau- und Preßvorrichtung
erfolgen, während in der Zusammenbau- und Preßvorrichtung noch
die beiden vorhergehenden Glastafelpaare zusammengefügt, ggfs. mit einem
Schwergas gefüllt und verpreßt werden. Wenn danach die Zusammenbau- und
Preßvorrichtung wieder geöffnet wird und die beiden verpreßten Isolierglasscheibenrohlinge
die Zusammenbau- und Preßvorrichtung verlassen haben, können
die beiden nachfolgenden Glastafelpaare gleichzeitig in die Zusammenbau- und
Preßvorrichtung einlaufen. Die Zeitspanne vom Beginn des Einlaufens bis zum
Beginn des Schließens der Zusammenbau- und Preßvorrichtung kann dabei verglichen
mit der Zeitspanne, die dafür bei der in der DE-92 05 069 U offenbarten
Arbeitsweise benötigt wird, ungefähr auf 1/3 bis 1/4 gesenkt werden. Entsprechend
verringert sich die Taktzeit der Zusammenbau- und Preßvorrichtung, von
welcher die Taktzeit der Isolierglas-Fertigungslinie als Ganzes abhängt.As a horizontal conveyor is particularly suitable in the sealing station
EP-A-0 549 648 B1 known conveyor with V-shaped supports,
in particular bands on which the two insulating glass blanks
support only with their outer lower edges, whereas their two inner,
mutually adjacent glass panels mutually support each other. The lower
Edge joints are thus optimally accessible for sealing and the risk
contamination of the horizontal conveyor with sealant is
especially low. To be able to take full advantage of the time clock gain is in one
preferred training provided preceding in one of the sealing station
Assembly and pressing device two glass panel pairs at the same time
first to assemble and then to press. In contrast to the DE
92 05 069 U, however, the required four glass panels are not individually consecutive
transferred to the assembly and pressing device, but rather
they are already pairwise parallel and congruent at a distance from each other
positioned and positioned so the two glass panel pairs simultaneously
transferred to the assembly and pressing device and therein simultaneously
first joined together and then pressed, if necessary, even before the final
Pressing filled with a heavy gas, especially after one of the in the
Um die Glastafeln vor dem Einlaufen in die Zusammenbau- und Preßvorrichtung
zu paaren, gibt es unterschiedliche Möglichkeiten. Besonders bevorzugt ist die im
Anspruch 3 angegebene Verfahrensweise, bei welcher die beiden ersten der vier
Glastafeln hintereinander positioniert, um 180° geschwenkt werden und dadurch
auf eine zu ihrer ersten Bahn parallele zweite Bahn gelangen und dann mit den
auf der ersten Bahn nachfolgenden dritten und vierten Glastafel zur Deckung gebracht
werden. Das ist z.B. durch eine neuartige Verwendung der aus der DE-44
37 998 A1 bekannten Drehstation möglich, welche bei der in der DE-44 37 998
A1 beschriebenen Arbeitsweise nur jeweils ein Glastafelpaar zur Deckung bringen
und dann in die Zusammenbau- und Preßvorrichtung überführen kann. Erfindungsgemäß
wird eine solche Drehstation nunmehr aber dazu verwendet, vier
Glastafeln aufzunehmen und paarweise deckungsgleich zu positionieren. Zu diesem
Zweck wird im Gegensatz zur Offenbarung in der DE-44 37 998 A1 durch die
Drehstation nicht bereits nach dem Positionieren der ersten Glastafel eine Drehung
vollzogen, sondern erst nach dem Positionieren von zwei Glastafeln hintereinander
auf derselben Bahn, so daß zwei Glastafeln gleichzeitig auf eine zweite
Bahn verschwenkt werden, worauf die erste Bahn für das Einlaufen und Positionieren
der dritten und vierten Glastafel zur Verfügung steht. Das Paaren von vier
Glastafeln benötigt auf diese Weise kaum mehr Zeit als das Paaren von zwei
Glastafeln.To pair the glass sheets before entering the assembly and pressing apparatus, there are various possibilities. Particularly preferred is the procedure specified in
Die beiden ersten auf einem Waagerechtförderer nacheinander herangeförderten Glastafeln werden in vorbestimmten Stellungen angehalten und dann gemeinsam um 180° gedreht, aber nicht um eine vertikale Achse, sondern um eine zu ihnen parallele Achse, welche um denselben Winkel wie die abgestützten Glastafeln gegen die Vertikale geneigt ist. Als Ergebnis der Drehbewegung um 180° befinden sich die ersten beiden Glastafeln in ihrer Endlage parallel zu ihrer Ausgangslage auf einer zu ihrer ursprünglichen Förderbahn parallelen Förderbahn. In dieser Lage befindet sich die Stützeinrichtung, gegen welche sich die ersten beiden Glastafeln in ihrer Ausgangslage anlehnen konnten, nicht mehr unterhalb, sondern oberhalb der Glastafeln, so daß zusätzliche Mittel vorgesehen sind, um die Glastafeln an ihrer Außenseite oder an ihrem Rand zu halten, damit sie nicht herabfallen. Als Mittel. um die ersten beiden Glastafeln an ihrer Außenseite zu halten, eignen sich Saugförderbänder, wie sie in der EP-A-0 225 429 offenbart sind; solche Saugförderbänder können die Glastafeln nicht nur hängend halten, sondern auch weiterfördern. Als Mittel, um die ersten zwei Glastafeln an ihrem Rand zu halten, könnte man genutete Rollen verwenden, deren Drehachsen rechtwinklig zur Glastafellaufebene orientiert sind und in deren Nuten die Glastafeln mit ihrem oberen und mit ihrem unteren Rand eingreifen. Besonders wird jedoch bevorzugt, die ersten beiden Glastafeln durch zwei waagerechte Zeilen von Stützrollen abzustützen, welche auf ihre spätere Innenfläche einwirken, und zwar entlang ihrem unteren und oberen Rand, wo die Glastafeln nach dem Zusammenbau Berührung mit dem Abstandhalter bzw. mit einer Versiegelungsmasse haben, also in einem Bereich, in welchem von der Berührung mit den Stützrollen herrührende Spuren unschädlich sind. Diese Stützrollen definieren die Glastafellaufebene der zweiten Förderbahn.The first two promoted one after the other on a horizontal conveyor Glass panels are stopped in predetermined positions and then together rotated by 180 °, but not one vertical axis, but one to them parallel axis, which is about the same angle as the supported glass sheets inclined to the vertical. As a result of the rotational movement by 180 ° The first two glass sheets in their final position parallel to their starting position on a conveyor track parallel to its original conveyor track. In this Location is the support device, against which the first two Glass panels could lean in their initial position, not below, but above the glass panels, so that additional means are provided to the To hold glass panels on their outside or at their edges so they do not fall off. As a means. around the first two glass panels on their outside Suction conveyor belts, as disclosed in EP-A-0 225 429, are suitable are; such suction conveyor belts can not only keep the glass panels hanging, but also further. As a means, the first two sheets of glass on her To hold edge, one could use grooved rollers whose axes of rotation are oriented at right angles to the glass table running level and in their grooves, the glass panels engage with their upper and lower edges. Especially, however, will preferably, the first two glass sheets by two horizontal lines of To support support rollers, which act on their later inner surface, namely along its lower and upper edge, where the glass panels after assembly Have contact with the spacer or with a sealing compound, that is, in a region in which originates from the contact with the support rollers Traces are harmless. These support rollers define the glass run level the second conveyor track.
Sind die ersten beiden Glastafeln um 180° gedreht, können die dritte und vierte Glastafel (vorzugsweise tragen sie einen Abstandhalter) in die Drehstation gefördert und mit den beiden ersten Glastafeln zur Deckung gebracht werden. Aus der Drehstation können die vier paarweise zueinander parallelen Glastafeln noch unverbunden in die Zusammenbau- und Preßvorrichtung einlaufen, und zwar jede auf ihrer Förderbahn. Die erste Förderbahn befindet sich an der stationären Preßplatte der Zusammenbau- und Preßvorrichtung. Zur Verwirklichung einer dazu parallelen zweiten Förderbahn werden die Stütz- und Fördermittel der in der Drehstation befindlichen zweiten Förderbahn fortgesetzt in die Zusammenbauund Preßvorrichtung. Verwendet man als Fördermittel beispielsweise Saugförderbänder, so kann man die bewegliche Preßplatte der Zusammenbau- und Preßvorrichtung mit solchen Saugförderbändem ausrüsten, welche die von der Drehstation kommenden ersten beiden Glastafeln übemehmen, weiterfördem und dabei gleichzeitig festhalten. Verwendet man jedoch in der Drehstation wie bevorzugt zwei Stützrollenzeilen für das Abstützen der ersten beiden Glastafeln am oberen und unteren Rand ihrer Innenfläche, dann kann man diese Stützrollenzeilen in den Preßspalt der Zusammenbau- und Preßvorrichtung fortsetzen. If the first two glass panels are rotated 180 °, the third and fourth Glass panel (preferably carry a spacer) promoted in the turning station and be brought to coincide with the first two sheets of glass. From the Turning the four pairs of mutually parallel glass panels still unconnected enter the assembly and pressing device, each on their conveyor track. The first conveyor is located at the stationary Press plate of the assembly and pressing device. To achieve one Parallel second conveyor track are the support and funding of the in the Turning station located second conveyor track continued in the assembly and Pressing device. If, for example, suction conveyors are used as conveying means, so you can the movable press plate of the assembly and pressing device Equip with such Saugförderbändem, which from the rotary station take over the next two glass panels, weiterfördem and thereby hold at the same time. However, if you use in the turning station as preferred two support roller lines for supporting the first two glass panels on the upper and lower edge of its inner surface, then you can see these support roller lines continue into the nip of the assembly and pressing device.
Am unteren Rand der stationären Preßplatte befinden sich üblicherweise angetriebene Rollen als Fördermittel. Solche Rollen kann man auch an der beweglichen Preßplatte vorsehen.At the bottom of the stationary press plate are usually driven Roles as a subsidy. Such roles can also be seen on the moving Provide press plate.
Die beiden Glastafelpaare kann man im Prinzip zeitgleich aufeinanderfolgend in die Zusammenbau- und Preßvorrichtung fördern. Die kürzeste Taktzeit erreicht man jedoch, wenn man die beiden Glastafelpaare gleichzeitig in die Drehstation fördert. Während in der Zusammenbau- und Preßvorrichtung noch die beiden vorherigen Isolierglasscheiben zusammengebaut werden, können die vier nachfolgenden Glastafeln bereits in die Drehstation einlaufen, darin gepaart und danach paarweise gleichzeitig in die Zusammenbau- und Preßvorrichtung überführt werden, sobald diese dazu bereit und geöffnet ist.In principle, the two glass panel pairs can be consecutively in succession promote the assembly and pressing device. The shortest cycle time reached However, if you put the two glass panel pairs simultaneously in the turning station promotes. While in the assembly and pressing device, the two previous insulating glass panes can be assembled, the four subsequent Glass panels are already running into the turning station, paired in it and afterwards transferred in pairs simultaneously in the assembly and pressing device as soon as it is ready and open.
Gegenüber einer herkömmlichen vertikalen Fertigungslinie lassen sich dadurch die Taktzeiten wesentlich verkürzen.Compared to a conventional vertical production line can be characterized significantly reduce the cycle times.
Werden die vier Glastafeln gleichzeitig in die Zusammenbau- und Preßvorrichtung gefördert, dann hat das den weiteren Vorteil, daß man dort mit einem gemeinsamen Antrieb auskommt, insbesondere mit gemeinsamen Antriebsrollen am unteren Rand der beiden Preßplatten; in diesem Fall kann man anstelle einer Stützrollenzeile für den unteren Rand der ersten beiden Glastafeln die an der stationären Preßplatte angebrachten Förderrollen bis unter die bewegliche Preßplatte verlängern und auf den Förderrollen eine Folge von Spurkränzen vorsehen, die als Anschlag und Führung für den unteren Rand der ersten beiden Glastafeln dienen.Be the four glass panels simultaneously in the assembly and pressing device promoted, then that has the further advantage that one there with a common Drive requires, in particular with common drive rollers on bottom edge of the two press plates; in this case you can instead of one Support roller row for the lower edge of the first two glass panels at the stationary Preßplatte attached conveyor rollers to below the movable press plate extend and provide on the conveyor rollers a series of flanges, as a stop and guide for the bottom of the first two glass panels serve.
Bei bekannten Zusammenbau- und Preßvorrichtungen hebt man, die Glastafeln vor dem Zusammenbau mit einer Hebeeinrichtung um eine geringfügige Höhe vom Waagerechtförderer ab. Entsprechend geht man zweckmäßigerweise auch bei der erfindungsgemäßen Vorrichtung vor, hebt hier jedoch alle Glastafeln zugleich ab, und zwar um soviel, daß der untere Glastafelrand über den Spurkränzen liegt. In dieser Lage kann die bewegliche Preßplatte an die ersten beiden Glastafeln geschoben werden, um sie anzusaugen. Ist das geschehen, kann die Stützrollenzeile für den oberen Glastafelrand aus dem Preßspalt nach oben herausbewegt werden. Durch Zufahren der Presse können die lsolierglasscheiben in an sich bekannter Weise zusammengebaut werden. Ist die bewegliche Preßplatte wie in der DE-40 22 185 A1 mit einer Einrichtung zum Biegen der ersten Glastafel oder der ersten beiden Glastafeln ausgerüstet, kann in der Zusammenbau- und Preßvorrichtung auch sehr rasch und rationell ein Gasaustausch in den zusammengebauten, aber durch Abbiegen einer Glastafel noch teilweise offenen Isolierglasscheibenrohlingen vorgenommen werden.In known assembly and pressing devices lifts, the glass panels before assembly with a lifting device by a small amount from the horizontal conveyor. Accordingly, one expediently also in the device according to the invention, but here lifts all glass panels at the same time, and to the extent that the lower glass panel edge over the flanges lies. In this position, the movable press plate to the first two Glass panels are pushed to suck them. If that happens, can the support roller line for the upper edge of the glass sheet from the press nip upwards be moved out. By moving the press, the insulating glass panes can be assembled in a conventional manner. Is the moving one Press plate as in DE-40 22 185 A1 with a device for bending the first Glass panel or the first two sheets of glass can be used in the assembly and pressing device also very quickly and efficiently a gas exchange in the assembled, but by turning a glass panel still partially open Insulating glass blanks are made.
Um in der Drehstation die ersten beiden Glastafeln nach dem Drehen abstützen zu können, kann man auf jeder der beiden Förderbahnen der Drehstation beidseits der Ebene, welche die Förderrichtung und die Drehachse enthält, gesonderte Stützrollenzeilen vorsehen, wobei deren Abstand zur Anpassung an unterschiedlich dicke Glastafeln veränderlich sein kann. Einfacher und völlig ausreichend ist es jedoch, für beide Förderbahnen gemeinsame Stützrollen vorzusehen, deren Drehachsen in jener Ebene liegen, welche die Förderrichtung und die Drehachse enthält. Der Abstand dieser Stützrollen von der Stützeinrichtung für die Außenfläche der Glastafeln bestimmt sich danach, wie dick die zu verarbeitenden Glastafeln maximal sind. Das bedeutet andererseits, daß die ersten beiden Glastafeln eines Glastafelpaares nach dem Drehen um 180° mit ihrem oberen Rand von der Stützeinrichtung für ihre Außenfläche weg gegen die Stützrollen für ihre Innenfläche fallen. Es hat sich jedoch gezeigt, daß dieser kurze Fall für die Glastafeln völlig ungefährlich ist.To support the first two glass panels in the turning station after turning To be able to, you can on both sides of each of the two conveyor tracks of the turning station the plane containing the conveying direction and the axis of rotation, separate Provide support roller rows, with their distance to adapt to different thick glass panels can be changeable. Easier and completely adequate it is, however, to provide common support rollers for both conveyors, whose axes of rotation lie in that plane which the conveying direction and the Includes rotary axis. The distance of these support rollers of the support device for The outer surface of the glass panels is determined by how thick the processed Glass panels are maximum. On the other hand, that means that the first two Glass panels of a glass panel pair after turning 180 ° with their top Edge of the support means for its outer surface away against the support rollers fall for their inner surface. However, it has been shown that this short case is completely harmless for the glass panels.
Anstatt die beiden ersten Glastafeln mittels einer Drehstation von einer ersten auf eine zweite Bahn umzusetzen, kann man die erste und die zweite Glastafel auch gleichzeitig parallel zu sich selbst von der ersten Bahn auf die zweite Bahn verschieben. Das erreicht man z.B. mit zwei auf einem gemeinsamen Gestell parallel zueinander angebrachten Waagerechtförderern, bei denen es sich insbesondere um angetriebene Rollenzeilen handelt. Oberhalb eines jeden Waagerechtförderers befindet sich eine Stützeinrichtung, z.B. eine Zeile aus freilaufenden Rollen, an welche sich die auf dem betreffenden Waagerechtförderer stehende Glastafel lehnen kann. Eine solche Vorrichtung wird so betrieben, daß die beiden ersten Glastafeln auf der vom ersten Waagerechtförderer gebildeten Bahn einlaufen und hintereinander positioniert werden. Dann wird das Gestell mit den beiden Waagerechtförderern quer zur Förderrichtung zurückbewegt, so daß die durch den zweiten Waagerechtförderer gebildete zweite Bahn den Platz einnimmt, den zuvor die erste Bahn eingenommen hatte, und auf dieser Bahn werden nun die dritte und die vierte Glastafel herangefördert und deckungsgleich zur ersten und zweiten Glastafel positioniert. Aus dieser Stellung heraus können die beiden Glastafelpaare dann unverbunden in die Zusammenbau- und Preßvorrichtung überführt werden, welche zu diesem Zweck mit entsprechenden Fördermitteln ausgerüstet sein muß, was auch für den Fall der Verwendung einer Drehstation gilt. Gegenüber der Verwendung einer Drehstation hat diese Lösung den Vorteil, einfacher zu sein, sie hat jedoch den Nachteil, daß bei der dritten und vierten Glastafel die späteren Innenflächen der Isolierglasscheiben Berührung mit den Fördermitteln haben.Instead of the first two glass panels by means of a turning station from a first on To implement a second orbit, one can also use the first and the second glass panel simultaneously move parallel to itself from the first lane to the second lane. This can be achieved, e.g. with two parallel on a common frame mutually mounted horizontal conveyors, which in particular is driven roller lines. Above each horizontal conveyor there is a support means, e.g. a row of freewheeling rollers, to which the glass plate standing on the relevant horizontal conveyor can lean. Such a device is operated so that the first two Glass panels arrive on the track formed by the first horizontal conveyor and positioned one behind the other. Then the frame with the two Horizontal conveyors moved back transversely to the conveying direction, so that by the second horizontal conveyor formed second course takes the place, the had previously taken the first lane, and on this track are now the Third and fourth glass panel promoted and congruent with the first and positioned second glass panel. From this position, the two can Glass panel pairs then unconnected in the assembly and pressing device be transferred for this purpose with appropriate funding must be equipped, which also in the case of using a turning station applies. Compared to the use of a turning station, this solution has the advantage However, it has the disadvantage that at the third and fourth Glass panel the later inner surfaces of the insulating glass touched with the Have funding.
Durch die Kombination einer erfindungsgemäß arbeitenden Zusammenbau- und Preßvorrichtung mit einer erfindungsgemäß arbeitenden Versiegelungsvorrichtung, welche beide in der Lage sind, zwei Isolierglasscheibenrohlinge gleichzeitig zu bearbeiten, erreicht man einen maximalen Taktzeitgewinn: Die Taktzeit einer Isolierglasfertigungslinie kann um bis zu 50 % herabgesetzt werden!By combining an inventively working assembly and Pressing device with a sealing device according to the invention, which are both capable of producing two insulating glass blanks at the same time To edit, you can achieve a maximum cycle time gain: the cycle time of a Insulating glass production line can be reduced by up to 50%!
Weitere Merkmale und Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung von Ausführungsbeispielen der Erfindung. Gleiche und einander entsprechende Teile sind in den Beispielen mit übereinstimmenden Bezugszahlen bezeichnet.
Figur 1- zeigt eine Anordnung aus einer Drehstation und einer Zusammenbau- und Preßvorrichtung in der Draufsicht,
Figur 2- zeigt die
Drehstation aus Figur 1 in der Vorderansicht, Figur 3- zeigt die
Drehstation aus Figur 2 in einer Seitenansicht mit Blickrichtung in Förderrichtung, Figur 4- zeigt das Detail
Y aus Figur 3, Figur 5- zeigt die Zusammenbau- und Preßvorrichtung aus Figur 1 in einer Seitenansicht mit Blickrichtung in Förderrichtung,
Figur 6- zeigt das Detail
X aus Figur 5, Figur 7- zeigt eine Anordnung aus einer Glastafeln quer versetzenden Station und einer Zusammenbau- und Preßvorrichtung in der Draufsicht,
Figur 8- zeigt die Glastafeln quer versetzende
Station aus Figur 7 in einer Seitenansicht mit Blickrichtung in Förderrichtung, Figur 9- zeigt das Detail
Z aus Figur 8, Figur 10- zeigt einen Abschnitt einer Fertigungslinie für Isolierglasscheiben in der Draufsicht, und
Figur 11- zeigt einen vertikalen Teilschnitt durch eine Versiegelungsstation,
gemäß Schnittlinie XI-XI in
Figur 10.
- FIG. 1
- shows an arrangement of a turning station and an assembly and pressing device in plan view,
- FIG. 2
- shows the turning station of Figure 1 in front view,
- FIG. 3
- shows the rotary station of Figure 2 in a side view looking in the conveying direction,
- FIG. 4
- shows the detail Y of FIG. 3,
- FIG. 5
- shows the assembly and pressing device of Figure 1 in a side view looking in the conveying direction,
- FIG. 6
- shows the detail X of FIG. 5,
- FIG. 7
- shows an arrangement of a glass panels transverse displacement station and an assembly and pressing device in plan view,
- FIG. 8
- shows the glass panels transversely offset station of Figure 7 in a side view looking in the conveying direction,
- FIG. 9
- shows the detail Z of FIG. 8,
- FIG. 10
- shows a section of a production line for insulating glass panes in the plan view, and
- FIG. 11
- shows a vertical partial section through a sealing station, according to section line XI-XI in Figure 10.
Figur 1 zeigt eine Drehstation 1 und eine Zusammenbau- und Preßvorrichtung 2.
Glastafeln 10, 10', 11, 11' werden der Drehstation 1 durch einen Waagerechtförderer
3 zugeführt, welcher im wesentlichen aus einer waagerechten Zeile von
synchron angetriebenen Rollen 4 besteht, welche sich in der Nähe des unteren
Randes einer als Luftkissenwand ausgebildeten Stützwand 5 befinden, welche
um wenige Grade, insbesondere um 6°, gegen die Senkrechte geneigt ist. Der
Waagerechtförderer setzt sich in unterschiedlicher Ausbildung durch die Drehstation
1 und die Zusammenbau- und Preßvorrichtung 2 hindurch fort in einen Waagerechtförderer
3' mit demselben Aufbau wie ihn der Waagerechtförderer 3 für
das Abfördern von zusammengebauten Isolierglasrohlingen hat.FIG. 1 shows a turning
Die Drehstation hat auf einem Fuß 6 ein entsprechend der Neigung der Stützwand
5 wenige Grade gegen die Waagerechte geneigtes Drehgestell 7, auf welchem
zwei zueinander parallele Förderbahnen 8 und 9 vorgesehen sind, jede bestehend
aus einer waagerechten Zeile von synchron angetriebenen Rollen 4 bzw.
4' mit übereinstimmendem Durchmesser, deren Drehachsen in einer gemeinsamen
Ebene liegen, die im rechten Winkel zur Stützwand 5 verläuft. Zum Abstützen
der Glastafeln 10, 10' und 11, 11', die auf den Rollen 4, 4' stehen, hat die
Drehstation anstelle einer festen Stützwand Stützrollenzeilen, und zwar je eine
Stützrollenzeile 12 und 13 in Verbindung mit den beiden Zeilen von angetriebenen
Rollen 4 und 4', wobei zwischen je zwei angetriebenen Rollen 4, 4' eine
Stützrolle liegt, die nach oben hin etwas über die Oberseite der angetriebenen
Rollen 4, 4' vorsteht. Einer der beiden Förderbahnen 8 und 9 ist noch eine dritte
Stützrollenzeile 14 zugeordnet, welche im wesentlichen niveaugleich mit den
Stützrollenzeilen 12 und 13 ist, sich aber zwischen diesen beiden befindet, und
zwar so, daß die Stützrollen der Stützrollenzeile 14 in die Zwischenräume zwischen
den angetriebenen Rollen 4, 4' einer der beiden Förderbahnen eingreifen.The turning station has on a foot 6 a according to the inclination of the
In der Flucht der Drehachsen der freilaufenden Stützrollen in den Stützrollenzeilen
12, 13 und 14 sind weitere Stützrollen angeordnet, die drei waagerechte, obere
Stützrollenzeilen 15, 16 und 17 bilden, welche an der Unterseite von waagerechten
Hohlprofilleisten 18 angebracht sind, die durch zwei quer zu ihnen verlaufende
Arme 19 verbunden sind, die an zwei Säulen 20 des Drehgestells auf
und ab verschieblich geführt sind. Die Säulen 20 stehen senkrecht zur Drehebene
21 des Drehgestells 7. In the alignment of the axes of rotation of the free-running support rollers in the
Die Rollen 4 in der einen Förderbahn 8 sind getrennt von den Rollen 4' in der anderen
Förderbahn 9 antreibbar. Die beiden dafür vorgesehenen Elektromotoren
sind mit 22 und 23 bezeichnet.The
Das Drehgestell 7 läuft mit mehreren Rädern 24 auf einer Kreisbahn 25 auf der
Oberseite des Fußes 6. Der Drehantrieb erfolgt über ein z. B. pneumatisch anstellbares
Reibradgetriebe. Die Drehachse 26 der Drehstation verläuft mittig in
Bezug auf die Länge der Drehstation und liegt nahe der Ebene, in welcher die
Achse der Stützrollen der mittleren Stützrollenzeilen 14 und 17 liegen.The
Die unmittelbar an die Drehstation 1 anschließende Zusammenbau- und Preßvorrichtung
2 hat auf einem Gestell 27 eine feststehende, als Luftkissenwand ausgebildete
Stützwand 28, welche zugleich als feststehende Preßplatte dient; sie hat
dieselbe Neigung wie die Stützwand 5 und wie die durch die Stützrollenzeilen 12
und 15 bzw. 13 und 16 definierten Glastafellaufebenen. Parallel zur Stützwand
28 ist eine weitere Stützwand 29 vorgesehen, deren Abstand von der feststehenden
Stützwand 28 durch Spindelantriebe 30 veränderbar ist; diese bewegliche
Stützwand 29 ist ebenfalls als Luftkissenwand ausgebildet und dient als bewegliche
Preßplatte, die sich auf rechtwinklig zur Förderrichtung 31 erstreckenden
Schienen 32 abstützt, wobei diese Schienen 32 in Ergänzung zu den Spindelantrieben
30 auch als Parallelführung für die Preßplatte 29 dienen.The immediately following the turning
Dicht unter der stationären Preßplatte 28 ist eine waagerechte Zeile von angetriebenen
Rollen 33 vorgesehen, welche so breit sind, daß sie auch dann noch
bis unter den Rand der beweglichen Preßplatte 29 ragen, wenn der Preßspalt 34
so weit ist, daß in ihm die dicksten in der Praxis vorkommenden Isolierglasscheiben
zusammengebaut werden können. Die Rollen 33 befinden sich in der Flucht
der Rollen 4 und 4' der Drehstation 1. Just below the
An Führungsschienen 35 und 36, welche an den beiden Enden der stationären
Preßplatte 28 vorgesehen sind, ist eine Leiste 37 motorisch auf und ab beweglich
geführt, an welcher eine weitere waagerechte Zeile von Stützrollen 38 angebracht
ist. Ihre Achsen verlaufen parallel zu den Preßplatten 28 und 29 und ihre
gemeinsame, der beweglichen Preßplatte 29 benachbarte Tangentialebene fluchtet
mit entsprechenden Rändern von Spurkränzen 39 (siehe Figuren 5 und 6),
welche gemeinsam mit den Stützrollen 38 die Laufebene für die ersten beiden
Glastafeln 10 und 10' in der Zusammenbau- und Preßvorrichtung definieren und
die ersten beiden Glastafeln 10, 10' am unteren und oberen Rand an ihrer Innenseite
abstützen.On
Unterhalb der Rollen 33 ist ein Hubbalken 40 vorgesehen, der Hebenocken 41
trägt, die in den Zwischenraum zwischen je zwei Rollen 33 eingreifen und auf diesen
stehende Glastafeln 10, 10' und 11, 11' anheben können.Below the
Die Vorrichtung kann folgendermaßen arbeiten:The device can work as follows:
Eine erste Glastafel 10 wird auf dem Waagerechtförderer 3 herangefördert, gelangt
in der Drehstation 1 auf die Rollen der Förderbahn 8 und wird am unteren
Rand durch die Stützrollen 12 sowie am oberen Rand durch die Stützrollen 15
abgestützt. Sie wird gestoppt, wenn sie mit ihrer vertikalen Vorderkante eine erste
vorgegebene Stellung nahe beim in Förderrichtung 31 vorderen Ende der
Drehstation 1 erreicht hat. Der ersten Glastafel 10 folgt auf derselben Förderbahn
8 eine zweite Glastafel 10'; sobald sie mit ihrer Hinterkante in die Drehstation 1
eingelaufen ist, wird sie in einer vorbestimmten zweiten Stellung gestoppt und die
Drehstation wird um 180° gedreht. Sie befindet sich dann in der Stellung, die in
den Figuren 1 bis 4 dargestellt ist. Die erste Glastafel 10 und die zweite Glastafel
10' fallen dabei mit ihrem oberen Rand von der Stützrollenzeile 15 gegen die benachbarte
Stützrollenzeile 17. Die antreibbaren Rollen 4 sind während der Drehbewegung
blockiert, damit die Glastafeln 10 und 10' nicht weglaufen können.
Nachdem die Drehbewegung um 180° vollendet und das Drehgestell in seiner
neuen Stellung fixiert ist, wird auf dem Waagerechtförderer 3 eine dritte mit einem
Abstandhalter 42 belegte Glastafel 11' auf der Förderbahn 9 in die Drehstation
1 gefördert, in welcher sie auf den angetriebenen Rollen 4' läuft und unten
durch die Stützrollen 13 und oben durch die Stützrollen 16 abgestützt ist. Die dritte
Glastafel 11' wird bei stillstehender Förderbahn 8 so weit gefördert, bis sie
deckungsgleich neben der zweiten Glastafel 10' steht. Der dritten Glastafel 11'
folgt auf der Förderbahn 9 eine vierte Glastafel 11, welche deckungsgleich mit
der ersten Glastafel 10 positioniert wird. Aus dieser Stellung heraus werden die
beiden Glastafelpaare 10 und 11 sowie 10' und 11', sobald die Zusammenbauund
Preßvorrichtung dazu bereit und geöffnet ist, gemeinsam gleichzeitig in deren
Preßspalt 34 gefördert. Die angetriebenen Rollen 4, 4' und 33 sind übereinstimmend
in Laufrichtung ein wenig so angestellt, daß die Glastafeln gegen die
stationäre Preßplatte 28 geführt werden mit der Folge, daß die ersten beiden
Glastafeln 10 und 10' mit ihrem unteren Rand in Richtung auf die Stützrollen 14
und schließlich gegen die Spurkränze 39 geführt werden, wohingegen die dritte
und vierte Glastafel 11, 11' zuverlässig in ihrer durch die Stützrollen 13 und 16
sowie durch die Vorderseite der stationären Preßplatte definierten Laufebene
verbleiben. Die Stützrollen 38 in der Zusammenbau- und Preßstation 2 liegen genau
in der Flucht der Stützrollen 17 der Drehstation 1.A
Die beiden Glastafelpaare 10 und 11 sowie 10' und 11' werden synchron vorwärts
bewegt, bis sie in vorbestimmter Lage gestoppt werden (siehe Figur 1). Das
Glastafelpaar 10', 11' befindet sich dann mit seinen Vorderkanten am Auslaufende
der Zusammenbau- und Preßvorrichtung, wohingegen sich das Glastafelpaar
10, 11 mit seinen Hinterkanten am Einlaufende der Zusammenbau- und Preßvorrichtung
2 befindet. Nun wird der Hubbalken 40 angehoben und mit ihnen die
Glastafeln 10, 10', 11 und 11', so daß ihr unterer Rand sich oberhalb der Spurkränze
39 befindet. Dann wird die bewegliche Preßplatte 29 an die ersten beiden
Glastafeln 10 und 10' gefahren, um sie anzusaugen, wozu die Preßplatte 29 Öffnungen
hat, die mit der Saugseite eines Gebläses verbunden sind. Gleichzeitig
wird die Strömungsrichtung der Luft an der als Luftkissenwand ausgebildeten
stationären Preßplatte 28 umgekehrt, so daß dort die dritte und vierte Glastafel
11 und 11' angesaugt werden. Der Hubbalken 40 wird dann etwas abgesenkt, die
bewegliche Preßplatte 29 fährt gegen die stationäre Preßplatte 28 und drückt die
ersten beiden Glastafeln 10 und 10' gegen die an der dritten und vierten Glastafel
11 und 11' haftenden Abstandhalter 42 und baut auf diese Weise zwei Isolierglasscheibenrohlinge
gleichzeitig zusammen, deren Randfugen auf der Außenseite
des Abstandhalters noch mit Versiegelungsmasse gefüllt werden müssen.The two glass panel pairs 10 and 11 and 10 'and 11' are synchronously forward
moved until they are stopped in a predetermined position (see Figure 1). The
Glass panel pair 10 ', 11' is then located with its leading edges at the outlet end
the assembly and pressing device, whereas the pair of
Sollen die Isolierglasscheiben mit einem Schwergas gefüllt werden, dann ist das
in derselben Zusammenbau- und Preßvorrichtung 2 möglich. Zu diesem Zweck
sind ein am Einlaufende vorgesehenes erstes Segment und ein am Auslaufende
vorgesehenes zweites Segment der beweglichen Preßplatte 29 hinter Abdeckungen
43 und 43' (Figur 1) mit zusätzlichen Ansaugeinrichtungen versehen und von
der stationären Preßplatte 28 weg abbiegbar. Dadurch kann die erste Glastafel
10 an ihrem Rand, welcher sich am Einlaufende der Zusammenbau- und Preßvorrichtung
2 befindet, abgebogen werden, während gleichzeitig die zweite
Glastafel 10' an ihrem Rand, welcher am Auslaufende der Zusammenbau- und
Preßvorrichtung 2 liegt, abgebogen werden kann, während die beiden Glasplatten
10 und 10' durch die bewegliche Preßplatte 29 angesaugt bleiben. So abgebogen
werden die ersten beiden Glastafeln 10 und 10' an die Abstandhalter 42
auf den beiden anderen Glasplatten 11 und 11' gelegt, wobei infolge der gebogenen
Glastafeln 10 und 10' zwischen diesen und dem jeweiligen Abstandhalter 42
ein Spalt bleibt, durch den hindurch ein Gasaustausch erfolgen kann. Ist der Gasaustausch
vollzogen, wird die Biegung der Glastafeln 10 und 10' rückgängig gemacht
und die Isolierglasscheibenrohlinge werden verpreßt. Wegen der näheren
Einzelheiten wird auf die DE-40 22 185 A1 verwiesen.If the insulating glass panes are to be filled with a heavy gas then that is
in the same assembly and
Nach dem Verpressen der Isolierglasscheibenrohlinge wird die Zusammenbauund
Preßvorrichtung 2 geöffnet und die Rohlinge werden gleichzeitig über den
Waagerechtförderer 3' abgefördert. After pressing the insulating glass blanks, the assembly and
Sobald die beiden Glastafelpaare 10 und 11 sowie 10' und 11' vollständig in die
Zusammenbau- und Preßvorrichtung 2 eingelaufen sind, wird das Drehgestell 7
in der Drehstation 1 um 180° zurückgedreht und nimmt in der beschriebenen
Weise die nächsten vier Glastafeln auf, die in der Drehstation 1 in der Zeitspanne
bis zum Abschluß des in der Zusammenbau- und Preßvorrichtung 2 vorhergehenden
Zusammenbauvorgangs deckungsgleich positioniert (gepaart) werden
und dann bereit sind, in die Zusammenbau- und Preßvorrichtung 2 einzulaufen.Once the two glass panel pairs 10 and 11 and 10 'and 11' completely in the
Assembly and
Mit den beschriebenen Vorrichtungen können auch Isolierglasscheiben hergestellt
werden, die aus drei Glastafeln zusammengebaut sind. Dazu werden zunächst
in der beschriebenen Weise aus je zwei Glastafeln zwei Isolierglasscheibenrohlinge
zusammengebaut. Währenddessen werden eine fünfte und eine
sechste Glastafel in die Drehstation gefördert, positioniert wie zuvor die Glastafeln
10 und 10' und dann gemeinsam um 180° gedreht. Sobald die beiden aus je
zwei Glastafeln gebildeten Rohlinge zusammengebaut sind, werden sie aus der
Zusammenbau- und Preßvorrichtung 2 herausgefördert auf den nachfolgenden
Waagerechtförderer 3', werden dort gestoppt und die ersten beiden Glastafeln 10
und 10' mit einem weiteren Abstandhalter versehen. Währenddessen werden die
fünfte und sechste Glastafel auf der zweiten Förderbahn 9 der beweglichen Preßplatte
29 zugeführt. Danach werden die mit dem zweiten Abstandhalter belegten
Rohlinge in die Zusammenbau- und Preßvorrichtung 2 zurückgeführt und dort
deckungsgleich zur fünften und sechsten Glastafel positioniert, mit dieser zusammengebaut,
ggfs. kombiniert mit einer Schwergasfüllung. Dann werden die zusammengebauten
Dreifach-Isolierglasscheibenrohlinge verpreßt und abgefördert.
Das Zuführen der fünften und sechsten Glastafel in die Zusammenbau- und
Preßvorrichtung 2 unabhängig vom Rückführen der vorher zusammengebauten
Zweischeibenrohlinge funktioniert mit ein und demselben Antrieb, weil die fünfte
und sechste Glastafel vor dem Rückführen der Rohlinge durch die Hebenocken
41 von den angetriebenen Rollen 33 abgehoben werden können. Insulating glass panes can also be produced with the devices described
which are assembled from three sheets of glass. To do this first
in the manner described from two glass sheets two insulating glass blanks
assembled. Meanwhile, a fifth and a
Sixth glass panel conveyed into the turning station, positioned as before the
Anstatt die Glastafeln 10 und 11 sowie 10' und 11' mit einer Drehstation 1 zu paaren,
kann man sie auch mit einer sie quer zur Förderrichtung 31 versetzenden
Paarungsstation 44 paarweise deckungsgleich positionieren. Dieser Fall ist in
den Figuren 7 bis 9 dargestellt, wobei die an Paarungsstation 44 anschließende
Zusammenbau- und Preßvorrichtung 2 dieselbe ist wie in Figur 1.Instead of pairing the
Die Paarungsstation 44 hat auf einem Gestell 45 zwei rechtwinklig zur Förderrichtung
31 verlaufende Schienen 46 und 47, auf welchen zwei Waagerechtförderer
48 und 49 mit zueinander parallelen Förderbahnen 8 und 9 längs der Schienen
46 und 47 verschiebbar gelagert sind. Die Förderbahnen 8 und 9 können einen
den Förderbahnen in der Drehstation 2 (Figur 4) entsprechenden Aufbau haben
mit zwei Zeilen von angetriebenen Rollen 4 und 4' und mit zwei Stützrollenzeilen
13 und 14; wegen näherer Details kann deshalb auf die Beschreibung der
Drehstation verwiesen werden. In der Flucht der Drehachsen der freilaufenden
Stützrollen 13 und 14 sind weitere Stützrollen 16 und 17 vorgesehen, welche
zwei waagerechte obere Stützrollenzeilen bilden, welche an der Unterseite von
waagerechten Hohlprofilleisten 18 angebracht sind, die durch quer zu ihnen verlaufende
Arme 19 verbunden sind, die an zwei Säulen 20 des Gestells 45 auf und
ab verschieblich geführt sind. Die Säulen 20 sind wenige Grade nach hinten
geneigt.The mating station 44 has on a
Diese Vorrichtung arbeitet z.B. folgendermaßen:This device operates e.g. as follows:
Zunächst fluchtet die Förderbahn 8 mit dem Waagerechtförderer 3. Eine erste
Glastafel 10' wird auf dem Waagerechtförderer 3 herangefördert, gelangt in der
Paarungsstation 44 auf die Rollen der Förderbahn 8 und wird am unteren Rand
durch die Stützrollen 14 und am oberen Rand durch die Stützrollen 17 abgestützt.
Die erste Glastafel 10' wird bis in eine erste Stellung gefördert, in welcher sich ihr
vertikaler vorderer Rand am Auslaufende der Paarungsstation 44 befindet. Der
ersten Glastafel 10' folgt eine zweite Glastafel 10 auf derselben Förderbahn 8
und wird in einer zweiten Stellung positioniert, in welcher sich ihr vertikaler
hinterer Rand am Einlaufende der Paarungsstation 44 befindet. Die Waagerechtförderer
48 und 49 werden nun gemeinsam quer zur Förderrichtung 31 verschoben,
bis sich statt der Förderbahn 8 die Förderbahn 9 in der Flucht des Waagerechtförderers
3 befindet. Nun werden eine dritte Glastafel 11' und eine ihr folgende
vierte Glastafel 11 vom Waagerechtförderer 3 kommend auf den Waagerechtförderer
49 übergeben, auf welchem sie auf den angetriebenen Rollen 4 stehen
und am unteren Rand durch die Stützrollen 13 und am oberen Rand durch
die Stützrollen 16 abgestützt sind. Die Glastafeln 11' und 11, welche beide einen
Abstandhalter 42 tragen, werden in der Paarungsstation 44 deckungsgleich zu
den Glastafeln 10' und 10 positioniert. Dieser Zustand ist in Figur 7 dargestellt.
Ist die anschließend angeordnete Zusammenbau- und Preßvorrichtung 2 frei und
offen, dann werden die beiden Glastafelpaare 10' und 11' sowie 10 und 11 durch
Antreiben der Rollen 4 und 4' in die Zusammenbau- und Preßvorrichtung 2 überführt
und dort entsprechend positioniert und weiterverarbeitet, wie anhand des ersten
Beispiels mit der Drehstation beschrieben wurde.First, the
Ob die Glastafeln nun mit einer Drehstation 1 oder mit einer sie quer versetzenden
Paarungsstation 44 gepaart werden, in beiden Fällen kann auf die Zusammenbau-
und Preßvorrichtung 2 der in Figur 10 dargestellte Abschnitt einer Isolierglasfertigungslinie
folgen. Figur 10 zeigt an die Zusammenbau- und Preßvorrichtung
2 in Förderrichtung 31 anschließend eine Zwischentransportvorrichtung
50 mit dem Waagerechtförderer 3' am unteren Rand einer als Luftkissenwand
ausgebildeten Stützwand 51; gefolgt von einer Station 52, in welcher Distanzplättchen
an einen Isolierglasscheibenrohling geklebt werden können; gefolgt von
einer Paarungsstation 53, in welcher zwei gleich große Isolierglasscheibenrohlinge
deckungsgleich nebeneinander angeordnet werden können; gefolgt von einer
Versiegelungsstation 54.Whether the glass panels now with a turning
Die Zwischentransportvorrichtung 50 dient dazu, die beiden aus der Zusammenbau-
und Preßvorrichtung 2 kommenden Isolierglasscheibenrohlinge 55
aufzunehmen und ggfs. zu parken, solange die nachfolgende Station 52 noch
nicht frei ist.The intermediate transport device 50 serves to remove the two components from the assembly
and
Die Station 52 besteht wie die Station 50 aus einem Waagerechtförderer 3'' mit
angetriebenen Rollen am unteren Rand einer wenige Grade nach hinten geneigten
Luftkissenwand 56. Hier kann jeder zweite Isolierglasscheibenrohling 55 angehalten
werden, um auf seine freie Außenseite einige Distanzplättchen, z.B. aus
Kork, zu kleben.The station 52 is like the station 50 from a horizontal conveyor 3 '' with
driven rollers at the bottom of a few degrees inclined backwards
Die Station 53 hat wie die Station 50 einen mit angetriebenen Rollen gebildeten
Waagerechtförderer 3''' am unteren Rand einer etwas nach hinten geneigten Luftkissenwand
57, welcher gegenüberliegend ein Hebegerät 58 angeordnet ist, welches
einen oder mehrere gegen die Luftkissenwand 57 gerichtete Sauger hat, mit
welchen ein auf dem Waagerechtförderer 3''' stehender Isolierglasscheibenrohling
53 angesaugt, vom Waagerechtförderer 3''' abgehoben und von der Luftkissenwand
57 entfernt werden kann.Station 53, like station 50, has a driven roller
Horizontal conveyor 3 '' 'at the bottom of a slightly inclined rear
Die Versiegelungsstation 54 hat zwei Waagerechtförderer 59 und 60 am unteren
Rand von Luftkissenwänden 61 und 62. In diesem Fall sind die Waagerechtförderer
59 und 60 nicht Zeilen von angetriebenen Rollen, sondern V-förmig angeordnete
endlose Bänder 63 und 64, welche über angetriebene Rollen 65 und 66 gespannt
sind. Ein solcher Waagerechtförderer ist detailliert in der
EP 0 549 648 B1 beschrieben, worauf hiermit zur Vermeidung von Wiederholungen
Bezug genommen wird. In einer Lücke 67 zwischen den beiden Luftkissenwänden
61 und 62 ist ein Versiegelungskopf 68 vorgesehen, welcher um eine zur
Luftkissenwand 61 senkrecht verlaufende Achse 69 verschwenkbar ist. Der Versiegelungskopf
68 trägt zwei gleiche, nebeneinander angeordnete Düsen 70 und
71, die mit einer balligen Vorderseite dem Rand der Isolierglasscheibenrohlinge
55 angelegt werden können, um deren Randfugen 72 und 73 zu versiegeln. Zwischen
den Düsen 70 und 71 und dem Versiegelungskopf 68 befinden sich Druckfedem
74 und 75, die für eine federnde Anlage der Düsen 70 und 71 am Rand
der Isolierglasscheibenrohlinge 55 sorgen. Der Versiegelungskopf 68 kann nicht
nur um die Achse 69 verschwenkt, sondern in der Lücke 67 zwischen den beiden
Luftkissenwänden 61 und 62 parallel zu diesen auf und ab verschoben werden.
In den Versiegelungskopf 68 führt eine Speiseleitung 76 hinein, wodurch die beiden
Düsen 70 und 71 zugleich mit Versiegelungsmasse versorgt werden.The sealing
Die beiden Düsen 70 und 71 befinden sich an einem gemeinsamen Träger 77
und können gemeinsam mit diesem zur Anpassung an Isolierglasscheibenrohlinge
mit geändertem Abstand zwischen den beiden Glastafeln 10 und 11 bzw. 10'
und 11' und/oder mit geänderten Glastafeldicken ausgetauscht werden.The two
Der in den Figuren 10 und 11 dargestellte Abschnitt der Fertigungslinie arbeitet zB. folgendermaßen:The section of the production line shown in FIGS. 10 and 11 operates eg. as follows:
Zwei in der Zusammenbau- und Preßvorrichtung 2 zusammengebaute Isolierglasscheibenrohlinge
55 werden aus dieser heraus gemeinsam auf die Zwischentransportvorrichtung
50 gefördert. Der jeweils erste von zwei Isolierglasscheibenrohlingen
55 läuft unbearbeitet durch die Station 52 in die Station 53, wird dort in
einer vorbestimmten Lage positioniert, vorzugsweise so, daß sein vorderer Rand
sich am Auslaufende der Stützwand 53 befindet, wird dort von der Hebevorrichtung
58 erfaßt, von der Förderbahn 3''' abgehoben und um mehr als seine Dicke
von der Luftkissenwand 57 entfernt. Der zweite, nachfolgende Isolierglasscheibenrohling
55 wird in der Station 52 angehalten, mit einigen Distanzplättchen 78
(siehe Figur 11) beklebt und dann weitergefördert in die Station 53 bis in genau
jene Stellung, an welcher sich zuvor der nun an der Hebevorrichtung 58 hängende
erste Isolierglasscheibenrohling befand, welcher nunmehr auf den Waagerechtförderer
3''' zurückgestellt und dabei deckungsgleich mit dem dort bereits
stehenden zweiten Isolierglasscheibenrohling 55 positioniert wird, wobei die beiden
Rohlinge durch die Distanzplättchen 78 auf Abstand gehalten sind. Two insulating glass blanks assembled in the assembling and
Sobald die Versiegelungsstation 54 aufnahmebereit ist, werden die beiden zu einem
Paar zusammengestellten Isolierglasscheibenrohlinge 55 aus der Station 53
auf den Waagerechtförderer 59 und weiter auf den Waagerechtförderer 60 überführt
und mit ihren vertikalen Hinterkanten am Einlaufende des Waagerechtförderers
60 positioniert. In dieser Stellung werden mit den beiden Düsen 70 und 71
zunächst die beiden hinteren Randfugenabschnitte versiegelt, indem die Düsen
70 und 71 von unten nach oben am Rand der Isolierglasscheibenrohlinge entlang
bewegt werden. Sobald sie an der hinteren oberen Ecke der Rohlinge angekommen
sind, wird der Versiegelungskopf 68 um 90° verschwenkt, so daß die Düsen
70 und 71 nach unten weisen, wie in Figur 11 dargestellt. Nun werden die beiden
Isolierglasrohlinge 55 vom Waagerechtförderer 60 auf den Waagerechtförderer
59 zurückbewegt, bis die Düsen 71 und 70 an der vorderen oberen Ecke der
Rohlinge ankommen. Die Bewegung der Rohlinge wird dann gestoppt, der Düsenkopf
68 ein weiteres Mal um 90° verschwenkt und am vorderen Rand der
Rohlinge abwärtsbewegt, um die dort liegenden Randfugenabschnitte zu füllen.
Kommen die Düsen 70 und 71 an der vorderen unteren Ecke der Rohlinge 55 an,
werden sie ein weiteres Mal um 90° verschwenkt, worauf ihre Öffnungen nach
oben weisen, und nun werden die beiden Rohlinge vom Waagerechtförderer 59
auf den Waagerechtförderer 60 überführt, wobei die unten liegenden Randfugenabschnitte
versiegelt werden.Once the sealing
Mit mehr als einem Düsenkopf können auch andere Bewegungsabläufe verwirklicht
werden, welche in der DE-28 16 437 C2 und in der DE-28 46 785 C2 beschrieben
sind.With more than one nozzle head, other movements can be realized
which are described in DE-28 16 437 C2 and
Durch ein nicht dargestelltes Hebezeug können die fertig versiegelten Isolierglasscheiben
vom Waagerechtförderer 60 abgehoben und auf Transportgestelle abgestellt
werden.By a hoist, not shown, the finished sealed insulating glass panes
lifted off the
Die Waagerechtförderer 59 und 60 können auf die Dicke der untereinander gleichen
Isolierglasscheibenrohlinge 55 eingestellt werden. Damit die beiden
Rohlinge nur mit ihren beiden äußeren Glastafeln 10' und 11 auf den Förderbändern
63, 64 stehen, wie in Figur 11 dargestellt, soll der Scheitel 79 der V-Anordnung
in der Flucht der Mitte des Zwischenraums zwischen den beiden Rohlingen
55 liegen. Zu diesem Zweck ist die V-Anordnung in Richtung der Achsen 80 der
das Band 63 tragenden Rollen 65 verlagerbar. Wegen näherer Details wird auf
die EP 0 549 648 B1 verwiesen.The
Claims (18)
- Method for assembling and sealing insulating glazing panes made from glass plates (10, 10', 11, 11') in an orientation inclined by a few degrees relative to the vertical, including the steps of:characterized in that two congruent insulating glazing pane blanks (55) are positioned in registry and sealed simultaneously.conveying a first and a second glass plate (10, 10') as well as a third and a fourth glass plate (11, 11') horizontally into an assembly and compression device (2);positioning the congruent glass plates (10, 10', 11, 11') in pairs in the assembly and compression device (2);joining the pairs of glass plates (10, 10', 11, 11') to form two insulating glazing pane blanks by parallel displacement of one of the glass plates (11, 11') of one pair of glass plates (10, 10', 11, 11');compressing the blanks (55) so formed;transferring the blanks to a sealing station (54);sealing the insulating glazing pane blanks (55);
- The method as defined in Claim 1, characterized in that the two insulating glazing pane blanks (55) are held at a constant spacing one from the other during sealing.
- The method as defined in Claim 2, characterized in that the spacing is smaller than the thickness of the insulating glazing panes.
- The method as defined in any of the preceding claims, characterized in that one or more than one pair of nozzles (70, 71) are used for sealing, which nozzles are arranged one beside the other and are moved in synchronism along the edges of the two insulating glazing pane blanks (55).
- The method as defined in Claim 4, characterized by the use of two nozzles (70, 71) arranged on a common carrier (77).
- The method as defined in Claim 5, characterized by nozzles (70, 71) that are resiliently supported independently one from the other.
- Device for sealing the edge joint (72, 73) of insulating glazing panes or their blanks (55) comprising a horizontal conveyor (59, 60) on which the insulating glazing panes or their blanks (55) are placed in upright position, and a supporting arrangement located above the horizontal conveyor (59, 60), against which the insulating glazing panes or blanks (55), being positioned on the horizontal conveyor, come to lean, in combination with a nozzle (70, 71) that can be moved along the edge of the insulating glazing panes or their blanks (55) and that is supplied with a sealing compound, characterized in that for sealing two insulating glazing panes or their blanks (55), arranged in registry, two nozzles (70, 71) which are arranged one beside the other and are resiliently supported one separately from the other, are moved in synchronism along the edges of the two insulating glazing panes or their blanks (55) and are supplied with sealing compound in synchronism.
- The device as defined in Claim 7, characterized in that the two nozzles (70, 71) are arranged on a common carrier (77).
- The device as defined in Claim 7 or Claim 8, characterized in that the nozzles (70, 71) are supplied from a common source.
- The device as defined in any of Claims 7 to 9, in combination with a horizontal conveyor (3"') for insulating glazing pane blanks (55) arranged before that conveyor and comprising a supporting arrangement (57) arranged above the horizontal conveyor (3"'), against which the insulating glazing pane blanks (55) come to lean, in combination with a lifting arrangement (58) by means of which an insulating glazing pane blank (55) can be lifted off, and can be placed back on, the horizontal conveyor (3"').
- Method for assembling and sealing insulating glazing panes made from glass plates (10, 10', 11, 11') in an orientation inclined by a few degrees relative to the vertical, according to any of Claims 1 to 6, by the following steps before transfer of the insulating glazing pane blanks (55) to the sealing station (54):horizontally conveying a first glass plate (10), supported by one of its surfaces, in that orientation to a predefined first position on a first track (8);horizontally conveying a second glass plate (10'), supported by one of its surfaces, in that orientation to a predefined second position on the first track (8);transferring the first and the second glass plates (10, 10') to a second track (9) parallel to the first track;horizontally conveying a third glass plate (11), supported by one of its surfaces, in that orientation to a predefined first position on the first track (8);horizontally conveying a fourth glass plate (11'), supported by one of its surfaces, in that orientation to a predefined second position on the first track (8), with either the first and second (10, 10') or the third and the fourth glass plates (11, 11') carrying a frame-like spacer (42) on their non-supported surfaces;positioning the two pairs of glass plates (10, 10', 11, 11') in parallel and in registry at a certain spacing one from the other;simultaneously transferring the pairs of glass plates (10, 10', 11, 11') positioned in this way to an assembly and compression device (2);simultaneously joining the two pairs of glass plates (10, 10', 11, 11') to form two insulating glazing pane blanks (55) by parallel displacement of the first and the second glass plates (10, 10') or of the third and the fourth glass plates (11, 11'); andcompressing the blanks (55) simultaneously.
- The method as defined in Claim 11, characterized in that the two pairs of glass plates (10, 10', 11, 11') are conveyed to an assembly and compression station (2) simultaneously.
- The method as defined in Claim 11 or Claim 12, characterized in that the glass plates (10, 10', 11, 11') are supported during conveying by those of their surfaces, which later will face away from each other in the insulating glazing pane, hereinafter referred to as their outer surfaces;
that once the first and the second glass plates (10, 10') have reached their first or their second position, respectively, they are turned by 180° about an axis extending in parallel to that orientation and located in front of the line of their inner surfaces (i.e. the surfaces of the glass plates that face each other in the insulating glazing pane), whereby they are transferred to the second track (9) parallel to the first track (8) where being held by their edge or their outer surface. - The method as defined in Claim 13, characterized in that the third and the fourth glass plates (11, 11') carry the spacer (42).
- The method as defined in Claim 13 or 14, characterized in that the first glass plate (10) is held by its edge during conveying and by its outer surface during assembly of the insulating glazing pane.
- The method as defined in Claim 11 or Claim 12, characterized in that the first and the second glass plates (10, 10') are moved from the first track (8) onto the second track (9) simultaneously and in parallel to themselves.
- The method as defined in any of Claims 1 to 6, characterized by the use of a device
comprising a horizontal conveyor (59, 60), which has an endless conveyor member (63, 64) provided with supporting surfaces on which insulating glazing panes (55) are placed in upright position,
and a supporting arrangement (61, 62) extending above the horizontal conveyor (59, 60) and in parallel to the latter and defining a plane of movement for the panes by one or more supporting elements against which the insulating glazing panes (55) placed on the horizontal conveyor (59, 60) come to lean, with the supporting surfaces lying in the line of two planes which are parallel to the conveying direction (31) and which form a wedge that opens towards the top and whose bisectrix is a plane parallel to the plane of movement of the panes,
and where the horizontal conveyor (59, 60) can be displaced at a right angle to the conveying direction (31) and in parallel to that supporting surface which neighbors the plane of movement of the panes,
for conveying two congruently arranged insulating glazing panes or their blanks. - The method as defined in any of Claims 1 to 6, characterized by the use of a device
comprising a horizontal conveyor which is subdivided into a plurality of separately driven sections and which is provided, in each of its sections, with a carrying means (4, 4'), on which the lower edge of glass plates (10, 10', 11, 11') can be placed, and a supporting means (15, 16, 17) for supporting the glass plates (10, 10', 11, 11') in an orientation inclined by a few degrees relative to the vertical,
and comprising an assembly and compression device (2) in one section of the horizontal conveyor, with a first pressure plate (28) having that same orientation and with a second pressure plate (29), extending in parallel thereto and being variable in spacing, with means for holding a first glass plate (10, 10') by that surface which faces the first glass plate (28),
where one section of the horizontal conveyor, located upstream of the assembly and compression device (2), comprises two mutually parallel conveyor tracks (8, 9) in the same orientation,
the section, which comprises the two conveyor tracks (8, 9) together with the supporting arrangements (15, 16, 17) can be turned by 180° about an axis having the same orientation and extending between them,
and where supporting arrangements (14, 17), which can be brought into contact with the edge of the glass plates or with the inner surface of the glass plates along its edge, are provided between the supporting arrangements (15,16) for the outer surface of the glass plates (10,10', 11, 11') and the plane through the axis that extends in parallel to the conveying direction (31), of which the supporting arrangements (17) intended for the upper edge of the glass plates, are adjustable in height,
or the supporting arrangements for the outer surface of the glass plates (10, 10', 11, 11') are provided with means for drawing the glass plates close by suction,
and where the two conveyor tracks (8, 9) continue up to and into the assembly and compression device (2).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19704878A DE19704878A1 (en) | 1997-02-10 | 1997-02-10 | Method and device for assembling insulating glass panes |
| DE19704878 | 1997-02-10 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0857848A2 EP0857848A2 (en) | 1998-08-12 |
| EP0857848A3 EP0857848A3 (en) | 2000-03-22 |
| EP0857848B1 true EP0857848B1 (en) | 2005-04-06 |
Family
ID=7819743
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98101674A Expired - Lifetime EP0857848B1 (en) | 1997-02-10 | 1998-01-31 | Method and device for the assembly of insulating glazing panels |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0857848B1 (en) |
| AT (1) | ATE292735T1 (en) |
| DE (2) | DE19704878A1 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005033040B3 (en) * | 2005-07-15 | 2007-03-22 | Lenhardt Maschinenbau Gmbh | Apparatus for assembling insulating glass panes filled with a gas other than air |
| AT13586U1 (en) * | 2011-10-20 | 2014-04-15 | Inova Lisec Technologiezentrum | Sealing and destacking |
| EP2769043A2 (en) | 2011-10-20 | 2014-08-27 | LISEC Austria GmbH | Sealing and de-stacking |
| EP2959087B1 (en) | 2014-01-28 | 2018-01-24 | LISEC Austria GmbH | Conveying device |
| KR20190031581A (en) | 2016-08-11 | 2019-03-26 | 리젝 오스트리아 게엠베하 | Method and apparatus for sealing insulated glass blanks |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2816437B1 (en) * | 1978-04-15 | 1979-08-16 | Karl Lenhardt | Device for automatically filling the edge joints of insulating glass panes with a sealant by filling nozzles |
| DE2846785C2 (en) * | 1978-10-27 | 1984-07-19 | Karl 7531 Neuhausen Lenhardt | Device for automatically filling the edge joints of double or multiple insulating glass panes with a sealant using filling nozzles |
| DE3217410C2 (en) * | 1982-05-08 | 1985-06-27 | Karl 7531 Neuhausen Lenhardt | Device for filling the edge joints of insulating glass panes with a sealing compound |
| DE3322801C2 (en) * | 1983-06-24 | 1985-08-14 | Szabo Maschinenbau GmbH & Co KG, 5608 Radevormwald | Process and system for the edge sealing of insulating glass units |
| DE4029669C1 (en) * | 1990-09-19 | 1991-07-18 | Lenhardt Maschinenbau Gmbh, 7531 Neuhausen, De | |
| DE9205069U1 (en) * | 1992-04-11 | 1992-08-13 | Lenhardt Maschinenbau GmbH, 7531 Neuhausen | Device for assembling two insulating glass panes filled with a gas other than air |
-
1997
- 1997-02-10 DE DE19704878A patent/DE19704878A1/en not_active Withdrawn
-
1998
- 1998-01-31 EP EP98101674A patent/EP0857848B1/en not_active Expired - Lifetime
- 1998-01-31 DE DE59812699T patent/DE59812699D1/en not_active Expired - Lifetime
- 1998-01-31 AT AT98101674T patent/ATE292735T1/en active
Also Published As
| Publication number | Publication date |
|---|---|
| DE59812699D1 (en) | 2005-05-12 |
| EP0857848A3 (en) | 2000-03-22 |
| EP0857848A2 (en) | 1998-08-12 |
| ATE292735T1 (en) | 2005-04-15 |
| DE19704878A1 (en) | 1998-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0213513B1 (en) | Machine for assembling the two panes of an edge-bonded insulating glazing | |
| EP1730378B1 (en) | Method for positioning sheets of glass in a vertical assembly and press device for insulating glass panes | |
| DE2905841C2 (en) | Method and plant for the production of a composite panel | |
| EP0222349B1 (en) | Device for the skidless transport of two panels, particularly glazing panes | |
| EP2802727B1 (en) | Device and method for assembling insulating glass panes | |
| EP2483504B1 (en) | Device for assembling a window sash having an integrated insulating glass pane | |
| EP1157184B1 (en) | Device for conveying insulating glass panes | |
| WO2013056288A2 (en) | Sealing and de-stacking | |
| DE4238254C2 (en) | Device for conveying insulating glass panes | |
| EP2483503B1 (en) | Method for assembling a window sash having an integrated insulating glass pane | |
| DE4437998C2 (en) | Device for assembling insulating glass panes | |
| EP0857849B1 (en) | Method and device for the assembly and sealing of insulating glazing panels | |
| EP0857848B1 (en) | Method and device for the assembly of insulating glazing panels | |
| DE102015118960A1 (en) | Method and apparatus for assembling glass panels to insulating glass panes | |
| EP2390454B1 (en) | Device for transporting insulating glass planes | |
| EP3133234B1 (en) | Method and device for joining sheets of glass to form insulating glass panes | |
| DE19505771C1 (en) | System for producing insulating glass panes with plastic-based spacers | |
| EP1063383A2 (en) | Assembly apparatus for insulating glazing filled with a heavy gas | |
| DE29903902U1 (en) | Device for conveying insulating glass panes | |
| AT13586U1 (en) | Sealing and destacking |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT DE FR IT |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20000905 |
|
| AKX | Designation fees paid |
Free format text: AT DE FR IT |
|
| 17Q | First examination report despatched |
Effective date: 20030813 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR IT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 20050406 |
|
| REF | Corresponds to: |
Ref document number: 59812699 Country of ref document: DE Date of ref document: 20050512 Kind code of ref document: P |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060110 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050406 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20101019 Year of fee payment: 14 Ref country code: AT Payment date: 20110120 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120801 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59812699 Country of ref document: DE Effective date: 20120801 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 292735 Country of ref document: AT Kind code of ref document: T Effective date: 20120131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120131 |