EP0829318B1 - Verfahren zur Hubfrequenzsteuerung einer Schmiedemaschine und Schmiedemaschine zum Durchführen des Verfahrens - Google Patents
Verfahren zur Hubfrequenzsteuerung einer Schmiedemaschine und Schmiedemaschine zum Durchführen des Verfahrens Download PDFInfo
- Publication number
- EP0829318B1 EP0829318B1 EP97890185A EP97890185A EP0829318B1 EP 0829318 B1 EP0829318 B1 EP 0829318B1 EP 97890185 A EP97890185 A EP 97890185A EP 97890185 A EP97890185 A EP 97890185A EP 0829318 B1 EP0829318 B1 EP 0829318B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- drive
- forging
- ram
- hydraulic
- stroke
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J7/00—Hammers; Forging machines with hammers or die jaws acting by impact
- B21J7/02—Special design or construction
- B21J7/14—Forging machines working with several hammers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J7/00—Hammers; Forging machines with hammers or die jaws acting by impact
- B21J7/20—Drives for hammers; Transmission means therefor
- B21J7/22—Drives for hammers; Transmission means therefor for power hammers
- B21J7/28—Drives for hammers; Transmission means therefor for power hammers operated by hydraulic or liquid pressure
Definitions
- the invention relates to a method for controlling the stroke frequency of a forging machine with a mechanical lifting drive for the lifting movement of a forging punch and a hydraulic drive connection between the linear actuator and Forging stamp and on a forging machine to carry out this process according to the preamble of claim 2 (see e.g. GB-A-1 572 780).
- Such forging machines are available in different versions, with a lifting drive a crank or eccentric drive is used, the stroke movement of which is hydraulic Drive connection is transferred to the forging stamp, for which purpose, for example Lift drive actuates a piston pump, the pump chamber of which is hydraulically connected to the Forge stamp associated with the working cylinder.
- These forging machines enable simple overload protection and high forming performance a stroke position adjustment by changing the hydraulic filling quantity in the hydraulic Drive connection.
- the stroke numbers of the forging stamps have so far only been to control the mechanical drive, which is because of a reduction in speed occurring losses of kinetic energy only a very limited Control area allows.
- the invention is therefore based on the object of a method of the aforementioned Specify the type with which the stroke frequency of the forging hammers is rational can be influenced.
- a low-effort, compact Forging machine can be created to perform this process.
- the invention solves this problem in that the speed of the linear actuator to high stroke frequency of the forging punch and to reduce the stroke frequency the hydraulic pressure of the drive connection at constant speed of the Linear actuator for periodically successive drive strokes to the extent of the drive-related Increasing is dismantled, while at the same time preferably the forge stamp is blocked in the top dead center area.
- the control step remains the mechanical drive side of the stroke rate reduction of the forging die untouched, the drive speeds, which are responsible for the high stroke frequencies necessary can be maintained and there are no difficulties regarding the kinetic energy losses.
- Forging machines with a hydraulic drive connection between the stroke drive and forging stamps are available in different constructions, with the execution the method only the drive connection via a depending on the Stroke actuated switching valve to be connected to a pressure accumulator needs. This means that when the switching valve is open, the hydraulic pressure during a Drive strokes do not increase to the extent required for a forging stroke, is forwarded to the pressure accumulator and only effective there, so that despite Drive stroke no forging stroke occurred.
- a suitable blocking device the forging stamps are fixed in their top dead center position, what for mechanical interlocks are possible, but expediently hydraulic pads can be used as a movement lock, with greater functional reliability bring.
- a low-effort design results if the drive connection is a drive-side one Pump piston and a piston-side working piston, which Engage pistons in a common hydraulic cylinder, preferably the Forging stamp by means of a hydraulic compression spring made of at least one on one Accumulator connected piston drive can be pressurized against the direction of action and the connecting line between the piston drive and the accumulator is a shut-off valve having.
- This direct immersion of the pump piston and working piston in a common hydraulic cylinder additional hydraulic lines are unnecessary, what best hydraulic transmission conditions guaranteed.
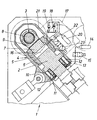
- the subject of the invention is, for example, based on a schematic Sectional illustration of a forging machine according to the invention illustrated in more detail.
- a forging machine 1 has a forging punch 2, for which a mechanical Lift drive 3 and a hydraulic drive connection 4 between the lift drive 3 and forging stamp 2 are provided.
- the hydraulic drive connection 4 exists thereby from a hydraulic cylinder 5, in the one hand facing away from the tool End part of the forging punch 2 as a working piston 6 and on the other hand as a plunger trained, operated via the linear actuator 3 pump piston 7.
- the Lift drive 3 is an eccentric drive, the eccentric 8 of which is a rotatable sliding block 9 Conversion of the rotary movement into a lifting movement as a drive movement for the Pump piston 7 receives.
- the forging punch 2 guided in a longitudinal guide 10 is pressurized via a compression spring 11 opposite to the effective direction, so that there is a corresponding return stroke after a working stroke and also against the hydraulic medium within the hydraulic cylinder 5 of the pump piston 7 the sliding block 9 is pressed and there is no positive connection to the drive connection Coupling by means of a backdrop or the like.
- the compression spring 11 consists of two Piston drives 12, which are connected via a connecting line 13 to an accumulator 14 are, the connecting line 13 has a shut-off valve 15 which the Interruption of the line connection between piston drives 12 and accumulator 14 and thus a stroke layer blockage of the forging stamp 2 is permitted.
- Switch valve 23 switched so that the connecting line 22 either to the hydraulic fluid supply device 18 or connected to the hydraulic fluid discharge device 19 and hydraulic fluid is pumped into or pumped out of the cylinder space 16 until the forging punch 2 reaches the desired stroke position is retracted.
- the switching valve 23 is in its Locked position (position shown) so that the working strokes of the linear actuator 3 over the drive connection 4 with the same frequency on the working piston and thus the Forging stamp 2 is transmitted and the forging stamp 2 with the working frequency same stroke frequency works.
- the switching valve 23 switches as required Moment the connecting line 22 with the pressure accumulator 20 briefly, whereby at a working stroke of the lifting drive 3 from the hydraulic fluid through the pump piston 7 the cylinder space 16 is conveyed via the connecting line 22 into the pressure accumulator 20 and the forging stamp 2 remains unused. In this case, too Shut-off valve 15 for the compression spring 11 closed and the forging stamp in the upper one Dead center area fixed. After one or more empty strokes then for the subsequent drive stroke, the switching valve 23 is switched back to the blocking position, so that the next stroke is transferred to the forging stamp 2 again is, also by operating the shut-off valve 15 and activation of the compression spring 11 is released again. It can be used independently of the mechanical linear actuator 3 vary the stroke frequency of the forging punch 2 within wide limits and at The use of several forging stamps can also influence the stroke sequence of the individual stamps.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
- Control Of Presses (AREA)
Description
Claims (5)
- Verfahren zur Hubfrequenzsteuerung einer Schmiedemaschine (1) mit einem mechanischen Hubantrieb (3) für die Hubbewegung eines Schmiedestempels (2) und einer hydraulischen Antriebsverbindung (4) zwischen Hubantrieb (3) und Schmiedestempel (2), wobei die Drehzahl des Hubantriebes auf eine hohe Hubfrequenz des Schmiedestempels abgestimmt und zur Verringerung der Hubfrequenz der Hydraulikdruck der Antriebsverbindung bei gleichbleibender Drehzahl des Hubantriebes für periodisch aufeinanderfolgende Antriebshübe im Maße des antriebsbedingten Ansteigens abgebaut wird, während gleichzeitig vorzugsweise der Schmiedestempel im oberen Totpunktbereich blockiert wird.
- Schmiedemaschine zum Durchführen des Verfahrens nach Anspruch 1, mit wenigstens einem längsgeführten Schmiedestempel und einem zugehörigen mechanischen Hubantrieb und einer hydraulischen Antriebsverbindung zwischen Hubantrieb und Stempel, dadurch gekennzeichnet, daß die Antriebsverbindung (4) über ein in Abhängigkeit von der Hubbewegung betätigbares Schaltventil (23) an einen Druckspeicher (20) angeschlossen ist.
- Schmiedemaschine nach Anspruch 2, dadurch gekennzeichnet, daß die Antriebsverbindung (4) einen antriebsseitigen Pumpkolben (7) und einen stempelseitigen Arbeitskolben (6) umfaßt, welche Kolben in einen Hydraulikzylinder (5) eingreifen, wobei vorzugsweise der Schmiedestempel (2) über eine hydraulische Druckfeder (11) aus wenigstens einem an einem Akkumulator (14) angeschlossenen Kolbentrieb (12) entgegengesetzt zur Wirkrichtung druckbelastbar ist und die Anschlußleitung (13) zwischen Kolbentrieb (12) und Akkumulator (14) ein Absperrventil (15) aufweist.
- Schmiedemaschine nach Anspruch 3, dadurch gekennzeichnet, daß als Hubantrieb ein Exzentertrieb (3) vorgesehen ist, wobei ein auf dem Exzenter (9) drehbar gelagerter Gleitstein (10) Form- und/oder kraftschlüssig mit dem Pumpkolben (7) in Verbindung steht und der werkzeugabgewandte Endteil des Schmiedestempels (2) den Arbeitskolben (6) bildet.
- Schmiedemaschine nach Anspruch 3, dadurch gekennzeichnet, daß das Schaltventil (23) und der Druckspeicher (20) am Hydraulikzylinder bzw. an einem den Hydraulikzylinder (5) aufnehmenden Gehäuse (21) angebaut sind.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT1640/96 | 1996-09-17 | ||
| AT0164096A AT404440B (de) | 1996-09-17 | 1996-09-17 | Verfahren zur hubfrequenzsteuerung einer schmiedemaschine und schmiedemaschine zum durchführen des verfahrens |
| AT164096 | 1996-09-17 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0829318A2 EP0829318A2 (de) | 1998-03-18 |
| EP0829318A3 EP0829318A3 (de) | 2000-06-07 |
| EP0829318B1 true EP0829318B1 (de) | 2002-08-28 |
Family
ID=3517791
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97890185A Expired - Lifetime EP0829318B1 (de) | 1996-09-17 | 1997-09-16 | Verfahren zur Hubfrequenzsteuerung einer Schmiedemaschine und Schmiedemaschine zum Durchführen des Verfahrens |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5857378A (de) |
| EP (1) | EP0829318B1 (de) |
| JP (1) | JPH10146639A (de) |
| AT (1) | AT404440B (de) |
| DE (1) | DE59708049D1 (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT407617B (de) * | 1999-10-07 | 2001-05-25 | Gfm Beteiligungs & Man Gmbh | Schmiedemaschine |
| AT519527B1 (de) * | 2016-12-22 | 2018-10-15 | Gfm Gmbh | Schmiedevorrichtung |
| CN106623719B (zh) * | 2017-02-24 | 2019-04-26 | 王安基 | 锻造机构及锻机 |
| CN109751289B (zh) * | 2019-01-21 | 2020-07-03 | 太原理工大学 | 一种液力混合式径向锻造机液压系统 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1812169A1 (de) * | 1968-12-02 | 1970-06-18 | Sack Gmbh Maschf | Schmiedemaschine |
| US3783672A (en) * | 1972-02-23 | 1974-01-08 | A Morgolenko | High-speed machines for shaping metals which employ the energy of high-pressure gas |
| SU479554A1 (ru) * | 1973-01-17 | 1975-08-05 | Рязанский Завод Тяжелого Кузнечнопрессового Оборудования | Радиально-ковочна машина |
| JPS53105775A (en) * | 1977-02-26 | 1978-09-14 | Kawasaki Yuko Kk | Forging press |
| US4148209A (en) * | 1978-04-07 | 1979-04-10 | Kawasaki Yukoh Kabushiki Kaisha | Forging press |
| US4321818A (en) * | 1979-10-03 | 1982-03-30 | Kawaski Yukon Kabushiki Kaisha | Closed forging press |
| DD279639A1 (de) * | 1989-01-27 | 1990-06-13 | Warnke Umformtech Veb K | Antrieb fuer mechanische pressen |
| DE4232728C2 (de) * | 1992-09-30 | 1998-01-29 | Pahnke Eng Gmbh & Co Kg | Umformmaschine mit Presszylinder mit zwei zugeordneten Kolbenpumpen |
| DE4444498A1 (de) * | 1993-12-16 | 1995-06-22 | Hasenclever Maschf Sms | Schmiedemaschine |
| JP3251135B2 (ja) * | 1994-09-30 | 2002-01-28 | 株式会社放電精密加工研究所 | 順送り加工装置 |
-
1996
- 1996-09-17 AT AT0164096A patent/AT404440B/de not_active IP Right Cessation
-
1997
- 1997-09-16 EP EP97890185A patent/EP0829318B1/de not_active Expired - Lifetime
- 1997-09-16 US US08/931,640 patent/US5857378A/en not_active Expired - Lifetime
- 1997-09-16 DE DE59708049T patent/DE59708049D1/de not_active Expired - Lifetime
- 1997-09-17 JP JP9251941A patent/JPH10146639A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP0829318A3 (de) | 2000-06-07 |
| AT404440B (de) | 1998-11-25 |
| ATA164096A (de) | 1998-04-15 |
| DE59708049D1 (de) | 2002-10-02 |
| EP0829318A2 (de) | 1998-03-18 |
| US5857378A (en) | 1999-01-12 |
| JPH10146639A (ja) | 1998-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1318906B1 (de) | Steuervorrichtung für eine hydraulische presse sowie verfahren zu deren betrieb | |
| EP0972631B1 (de) | Hydraulischer Antrieb für eine Presse | |
| DE1920184C3 (de) | Vorrichtung zum gleichzeitigen und gleichmäßigen Bewegen mehrerer, durch Druckmittel betriebener Arbeitszylinder | |
| DE2747548A1 (de) | Servohydraulische presse mit ge schlossenem regelkreis | |
| DE19646913A1 (de) | Hydraulische Antriebseinheit einer Presse und eine Taumelscheiben-Axialkolbenpumpe mit variabler Kapazität zur Verwendung mit dieser Vorrichtung | |
| EP0696960B1 (de) | Pressengetriebenes werkzeugmodul, insbesondere eine pressengetriebene querstanz- oder biegeeinheit | |
| DE2242204C3 (de) | Druckmittelbeaufschlagter Servomotor | |
| EP1706648A1 (de) | Antriebsvorrichtung | |
| DE19947689C2 (de) | Presse mit Exzenterkurbeltrieb für Oberstempeleinheit und Betriebsverfahren | |
| EP0829318B1 (de) | Verfahren zur Hubfrequenzsteuerung einer Schmiedemaschine und Schmiedemaschine zum Durchführen des Verfahrens | |
| EP0629455A1 (de) | Stauchpressenhauptantrieb | |
| DE8021267U1 (de) | Lastausgleichsvorrichtung fuer pressenwerkzeuge | |
| DE19927341A1 (de) | Verfahren zum Betreiben einer Brikettierpresse und Brikettierpresse | |
| DE2355937A1 (de) | Scheren-einrichtung fuer eine kontinuierliche stranggiessanlage mit mehreren straengen | |
| DE2743772C2 (de) | Gegenschlaghämmermaschine | |
| DE3112393A1 (de) | "hydraulische presse und ihre verwendung in einem verfahren zur herstellung von elementen, die mindestens zwei unterschiedlichen fertigungsvorgaengen unterworfen werden" | |
| DE2922192A1 (de) | Hydraulische mehrzylinderpresse, insbesondere schmiedepresse | |
| EP1093871A2 (de) | Schmiedemaschine | |
| DE4208256C2 (de) | Hydraulische Steuereinrichtung für Messerstern-Teigteil- und Wirkmaschinen | |
| DE19757157C2 (de) | Hydraulischer Linearantrieb | |
| DE2022812A1 (de) | Antrieb einer hydraulischen Presse mit Schwungrad | |
| EP0207930B1 (de) | Spanneinrichtung für Pressen-Werkzeuge | |
| EP0501596A2 (de) | Hydraulische Presse für pulverförmige Massen | |
| DE19607257C2 (de) | Hydraulische Blechformpresse | |
| DE20020007U1 (de) | Stößelantrieb für eine Presse |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| RIC1 | Information provided on ipc code assigned before grant |
Free format text: 7B 21J 7/14 A, 7B 21J 7/28 B, 7B 30B 1/26 B |
|
| 17P | Request for examination filed |
Effective date: 20000620 |
|
| AKX | Designation fees paid |
Free format text: DE FR GB IT SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 20020306 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT SE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: GFM HOLDING AG |
|
| REF | Corresponds to: |
Ref document number: 59708049 Country of ref document: DE Date of ref document: 20021002 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20021029 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030530 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20100927 Year of fee payment: 14 Ref country code: IT Payment date: 20100928 Year of fee payment: 14 Ref country code: FR Payment date: 20100923 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100923 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20110901 Year of fee payment: 15 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110916 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120531 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110916 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110917 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59708049 Country of ref document: DE Effective date: 20130403 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130403 |