EP0826802A1 - Procédé de filature des fils multifilaments - Google Patents
Procédé de filature des fils multifilaments Download PDFInfo
- Publication number
- EP0826802A1 EP0826802A1 EP97113582A EP97113582A EP0826802A1 EP 0826802 A1 EP0826802 A1 EP 0826802A1 EP 97113582 A EP97113582 A EP 97113582A EP 97113582 A EP97113582 A EP 97113582A EP 0826802 A1 EP0826802 A1 EP 0826802A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filaments
- cooling
- zone
- side wall
- cooling zone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/088—Cooling filaments, threads or the like, leaving the spinnerettes
- D01D5/092—Cooling filaments, threads or the like, leaving the spinnerettes in shafts or chimneys
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
Definitions
- the invention relates to a method and an apparatus for spinning a multifilament thread according to the preamble of claim 1 and Preamble of claim 9.
- the process is characterized in that the filaments after exiting are not directly exposed to cross-flow blowing from the spinneret.
- the filaments first pass through a first cooling zone to stabilize the Thread cross-section. This ensures a high uniformity of the filaments achieved.
- the Frozen molecular chains with a pre-orientation When cooling further in a second cooling zone, however, specified take-off speed of e.g. 3,000 m / min. the Frozen molecular chains with a pre-orientation. That way The pre-oriented thread (POY) produced has a reduced elongation at break and thus a reduced stretchability in the further processing process.
- specified take-off speed e.g. 3,000 m / min.
- a method is also known from EP 0 334 604 in which the After exiting the spinneret, filaments enter a blow.
- the filaments are cooled with tempered air, with the upper one Area a weaker cooling effect than is aimed for in the lower area.
- the filaments are cooled directly with a Airflow blown, so that especially with thin filaments Irregularities occur.
- the nozzle plate emerging filaments are first cooled in a first cooling zone. Thereby it is achieved that the filament skin solidifies first. So it can't more that the molten filament flows away, i.e. Forms thickening or thinning. Thus, a high one Uniformity of the filaments achieved.
- the thread then reheated in a heating zone, to a temperature that is within the plasticizing range of the polymer, but below that Solidification temperature. As a result, the frozen molecular chains broken open again, so that the mobility of the molecular chains to a Disorientation leads. Then the filaments are again in one cooled in the second cooling zone.
- the inventive method has the advantage that Disorientation an increase in the elongation at break of the thread is achieved and a subsequent one at a given take-off speed Stretchability of the thread can be increased.
- the filaments in the heating zone are advantageously heated by Spotlight.
- radiant heaters are preferably used Have a surface temperature of more than 400 ° C.
- the process variant in which the filaments are cooled in the first cooling zone with weak blowing is especially for Production of technical yarn.
- the filaments in the second cooling zone can be cooled using Blowing as well as without blowing. Leave depending on the combination the physical properties of the thread are thus advantageously established.
- the Device according to the invention on both sides of the filament bundle Has radiant heater.
- the radiant heaters are heated Reflector plates arranged in the blow duct. It is advantageous here if an already warmed air flow is supplied by the cross-flow blowing becomes. Through the reflector plates, the through the filament bundle cooled air flow heated again and returned to the filament bundle. This ensures high uniformity of the heat treatment of the filaments causes.
- a spinning system is shown schematically, which from a spinning zone I, a stretching zone II and a winding zone III.
- the extruder 3 is driven by a motor 4.
- the motor 4 is controlled by a motor controller 8.
- the extruder it will melted thermoplastic material.
- the Deformation work that is introduced into the material by the extruder.
- a heating device 5 in the form of a resistance heater provided, which is controlled by a heating controller 43.
- Through the Melt line passes the melt to the gear pump 9 through the Pump motor 44 is driven.
- the melt pressure before the pump will detected by the pressure sensor 7 and by feedback of the pressure signal the engine control 8 kept constant.
- the pump motor is controlled by the pump controller 45 in such a way that that the pump speed can be adjusted sensitively.
- the pump 9 promotes the Melt flow to the heated spin box 10, on the underside of which the spinneret 11 is located in a nozzle pot 53. Exits from the spinneret 11 the melt in the form of fine filament strands 12.
- the Filament strands 12 pass through a cooling shaft 14 of a device for Cooling of the filaments.
- the device is vertically below the Nozzle plate 11 arranged.
- the filaments 12 pass through air-impermeable walls limited first cooling zone 46. That a heating zone 47 is then provided, in which the filament strands 12 can be heated by means of a radiator 52.
- a second cooling zone 48 in which a transverse to A stream of filaments directed through an air-permeable blower wall flows.
- the device is connected to an air supply 15.
- the filament sheet is through a Preparation roller 13 combined into a thread 1 and with a Provide the preparation liquid.
- the thread 1 then enters the Stretching zone II.
- the string wraps around the trigger godet several times.
- the overflow roller 17 is free rotatable.
- the godet 16 is by the godet motor 18 and the Frequency generator 22 driven at a preset speed. This withdrawal speed is many times higher than the natural one Exit speed of the filaments from the spinneret 11.
- the speed of the take-off godet 16 can be set. This will make the Pull-off speed of the thread 1 from the nozzle plate 11 is determined.
- the stretching motor 21 is used to drive the stretching godet 19 with the frequency transmitter 23.
- the input frequency of the frequency converters 22 and 23 is controlled by the controllable frequency generator 24 given. In this way, the frequency converter 22 and 23 individually the speed of the take-off godet 16 or the extending godet 19 can be set.
- the speed level of the trigger godet 16 and Plug-in godet 19, on the other hand, is collectively used by the frequency converter 24 set.
- the thread 1 runs into the winding zone III and there to the head thread guide 25 and from there into the traversing triangle 26.
- the thread then runs into a traversing device (not shown here), the thread by means of guide elements along a traverse stroke and brought here.
- the traversing device is as Reverse thread roller with a traversing thread guide or as Wing traversing device executable.
- the runs from the traversing device Thread over a contact roller 28 to the bobbin 33 to be wound Contact roller 28 lies on the surface of the coil 33. It is used for Measurement of the surface speed of the coil 33.
- the coil 33 is formed on a sleeve 35.
- the sleeve 35 is on a winding spindle 34 spanned.
- the spindle 34 is driven by the spindle motor 36 and Spindle control 37 driven such that the surface speed the coil 33 remains constant.
- the speed of the freely rotatable contact roller 28 on the contact roller shaft 29 by means of a ferromagnetic insert 30 and a magnetic pulse generator 31st sensed and corrected.
- the method according to the invention for spinning a multifilament thread is not limited to the arrangement shown in FIG. 1. Basically is the method can also be carried out in such an arrangement in which the Stretch zone II has only one take-off godet. It is also possible that Spinning zone I can be operated directly with winding zone III, i.e. without godets.
- FIG. 2 shows a further exemplary embodiment of a device for Cooling of the filaments shown in the spinning zone.
- a cooling shaft 14 receiving the filaments 12 Blow boxes 54 and 64 arranged on both sides are formed.
- the blow boxes 54 and 64 have the air-impermeable side walls 51 and 61.
- Sidewalls 51 and 61 form the first cooling zone.
- the first cooling zone depends on Polymer type and thread type have a length of approx. 250 mm to 500 mm.
- the radiant heaters 52.1 - 52.3 and 62.1 - 62.3 are included Distance to each other in the cooling shaft 14 parallel to Filament bundle 12 arranged so that an air inlet between the Radiant heaters in the cooling shaft 14 is possible.
- the radiant heaters point a surface temperature that is above 400 ° C.
- Below the The cooling shaft 14 becomes a radiant heater through air-permeable side walls 53 and 50 formed.
- the blow box 54 and the blow box 64 are each on an air supply 15 connected.
- the blown air now passes over the gaps between the radiant heaters 52.1 - 52.3 and 62.1 - 62.3 and through the air-permeable blowing wall 53 and 50 into the cooling shaft 14 inside.
- the preparation roller 13 is below the cooling shaft 14 arranged where the filament bundle 12 merged into a thread 1 becomes.
- FIG. 3 A cross section of the heating zone of a blow chamber 54 is shown in FIG. 3.
- the filament bundle 12 passes through the cooling shaft 14 Cooling shaft 14 is limited by the side walls 57 and 58.
- the blowing chamber 54 with the blowing wall 53 is of such a type transverse to the filament bundle arranged that the inflowing air in the blow chamber 54 through the Blower wall flows across the filaments along side walls 57 and 58.
- Opposite the blower wall 53 on the opposite side of the A reflector plate 55 is arranged in the filament bundle.
- the reflector plate is heated by a resistance heating wire 56. This will be a direct one Heating of the filaments and heating of the cooling air flowing back generated.
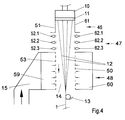
- FIG. 4 is a further embodiment of a device for Cooling of the filaments shown in the spinning zone.
- the arrangement shown is the side walls 51 and 61 of the cooling shaft 14 air permeable directly below the spinneret 11. Likewise, they are Radiant heaters 52.1 - 52.3 arranged on both sides of the filament bundle and 62.1 - 62.3 again arranged at a distance. This enables that the ambient air can flow into the blow duct and thus leads in particular to a better cooling effect in the first cooling zone.
- the blow box 59 is connected to the air supply 15 connected.
- the blow walls 53 and 50 are permeable to air, so that a Airflow from the blow chambers 59 and 60 across the filament bundle 12 in flows into the cooling shaft 14.
- Below the cooling shaft 14 is again a preparation device 13 is arranged to form the thread 1.
- the second cooling zone 48 is high in the processes Withdrawal speeds are also advantageously designed such that a self-priming air flow is drawn into the blow duct 14. Here active blowing would be omitted.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19634724 | 1996-08-28 | ||
| DE19634724 | 1996-08-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0826802A1 true EP0826802A1 (fr) | 1998-03-04 |
| EP0826802B1 EP0826802B1 (fr) | 2001-11-28 |
Family
ID=7803896
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97113582A Expired - Lifetime EP0826802B1 (fr) | 1996-08-28 | 1997-08-06 | Procédé et dispositif de filature des fils multifilaments |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US5928587A (fr) |
| EP (1) | EP0826802B1 (fr) |
| DE (1) | DE59705511D1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004005594A1 (fr) * | 2002-07-05 | 2004-01-15 | Diolen Industrial Fibers B.V. | Procede de filature |
| CN101981239B (zh) * | 2007-07-21 | 2013-03-06 | 戴奥伦工业纤维有限公司 | 纺丝方法 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1366221A4 (fr) | 2000-09-15 | 2006-01-18 | First Quality Fibers Llc | Appareil de fabrication d'une fibre optique faite d'un polymere semi-cristallin |
| US7384583B2 (en) * | 2001-04-06 | 2008-06-10 | Mitsui Chemicals, Inc. | Production method for making nonwoven fabric |
| JP2002302862A (ja) * | 2001-04-06 | 2002-10-18 | Mitsui Chemicals Inc | 不織布の製造方法及び装置 |
| WO2005095683A1 (fr) * | 2004-03-16 | 2005-10-13 | Saurer Gmbh & Co. Kg | Dispositif de filage par fusion et de refroidissement |
| ITMI20041137A1 (it) * | 2004-06-04 | 2004-09-04 | Fare Spa | Apparecchiatura per il trattamento di filati sintetici |
| US8282384B1 (en) | 2011-04-15 | 2012-10-09 | Thomas Michael R | Continuous curing and post curing apparatus |
| CN102912464B (zh) * | 2012-11-13 | 2016-08-24 | 广州市新辉联无纺布有限公司 | 一种热塑性材料纺丝设备 |
| WO2015044953A1 (fr) * | 2013-09-26 | 2015-04-02 | Reliance Industries Limited | Système, procédé et dispositif pour refroidir des fibres multifilaments synthétiques |
| CN117552119B (zh) * | 2024-01-08 | 2024-04-30 | 江苏恒力化纤股份有限公司 | 一种高尺寸稳定性高模低缩涤纶工业丝的制备方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3732346A (en) * | 1970-08-10 | 1973-05-08 | Allied Chem | Method to produce spun-drawn polycaprolactam yarn having improved resistance to ozone fading |
| US4909976A (en) * | 1988-05-09 | 1990-03-20 | North Carolina State University | Process for high speed melt spinning |
| JPH07118915A (ja) * | 1993-10-20 | 1995-05-09 | Showa Denko Kk | マルチフィラメントの製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4529368A (en) * | 1983-12-27 | 1985-07-16 | E. I. Du Pont De Nemours & Company | Apparatus for quenching melt-spun filaments |
| JP2674656B2 (ja) * | 1988-03-24 | 1997-11-12 | 三井石油化学工業株式会社 | 紡糸装置における溶融フィラメントの冷却方法並びにその装置 |
| US5173310A (en) * | 1988-03-24 | 1992-12-22 | Mitsui Petrochemical Industries, Ltd. | Device for cooling molten filaments in spinning apparatus |
| TW288052B (fr) * | 1994-06-30 | 1996-10-11 | Du Pont | |
| DE59608283D1 (de) * | 1995-02-10 | 2002-01-10 | Barmag Barmer Maschf | Verfahren zur Herstellung eines multifilen Fadens |
-
1997
- 1997-08-06 DE DE59705511T patent/DE59705511D1/de not_active Expired - Fee Related
- 1997-08-06 EP EP97113582A patent/EP0826802B1/fr not_active Expired - Lifetime
- 1997-08-27 US US08/920,168 patent/US5928587A/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3732346A (en) * | 1970-08-10 | 1973-05-08 | Allied Chem | Method to produce spun-drawn polycaprolactam yarn having improved resistance to ozone fading |
| US4909976A (en) * | 1988-05-09 | 1990-03-20 | North Carolina State University | Process for high speed melt spinning |
| JPH07118915A (ja) * | 1993-10-20 | 1995-05-09 | Showa Denko Kk | マルチフィラメントの製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 095, no. 008 29 September 1995 (1995-09-29) * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004005594A1 (fr) * | 2002-07-05 | 2004-01-15 | Diolen Industrial Fibers B.V. | Procede de filature |
| US7731876B2 (en) | 2002-07-05 | 2010-06-08 | Diolen Industrial Fibers B.V. | Spinning method |
| KR101143536B1 (ko) * | 2002-07-05 | 2012-05-09 | 어플라이드 폴리머 이노베이션즈 엠멘 비.브이. | 방사방법 |
| US8182915B2 (en) | 2002-07-05 | 2012-05-22 | Diolen Industrial Fibers B.V. | Spinning method |
| CN101981239B (zh) * | 2007-07-21 | 2013-03-06 | 戴奥伦工业纤维有限公司 | 纺丝方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE59705511D1 (de) | 2002-01-10 |
| EP0826802B1 (fr) | 2001-11-28 |
| US5928587A (en) | 1999-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2283174B1 (fr) | Procédé de filage à l'état fondu, d'étirage et d'enroulement d'un fil multifilament, et dispositif destiné à la réalisation du procédé | |
| EP2318577B1 (fr) | Procédé de filage par fusion, d'étirage et d'enroulement un fil multifilament et dispositif de mise en oeuvre de ce procédé | |
| EP2007935B1 (fr) | Procede et dispositif d'extraction et d'etirage d'un fil multifilament | |
| EP1102878B1 (fr) | Dispositif et procede permettant de filer un fil synthetique | |
| DE19535143B4 (de) | Vorrichtung und Verfahren zur thermischen Behandlung von Fasern | |
| EP0726338B1 (fr) | Procédé de fabrication d'un fil multifilament | |
| EP2456913A1 (fr) | Procédé de filage à l'état fondu, d'étirage et de déroulement d'un filé multifilament, et procédé d'exécution du procédé | |
| WO2011009497A1 (fr) | Procédé pour enlever et étirer un fil synthétique, et dispositif pour la mise en oeuvre de ce procédé | |
| WO2004015173A1 (fr) | Dispositif de filage et d'enroulement | |
| EP1090170A1 (fr) | Dispositif de filage pour filer un fil synthetique | |
| EP1045930B1 (fr) | Procede et dispositif pour la production d'un fil hautement oriente | |
| EP0940485A2 (fr) | Procédé et dispositif pour le filage, l'étirage et le bobinage d'un fil | |
| EP1778899A1 (fr) | Dispositif et procede de filage par fusion, de levee, de traitement et d'enroulement de plusieurs fils synthetiques | |
| WO2016005063A1 (fr) | Procédé et dispositif de production de fils synthétiques complètement étirés | |
| EP0826802B1 (fr) | Procédé et dispositif de filature des fils multifilaments | |
| DE102009021118A1 (de) | Vorrichtung zum Schmelzspinnen, Abziehen und Aufwickeln mehrerer Fäden | |
| WO2015049312A1 (fr) | Procédé et dispositif permettant de produire des fils synthétiques complètement étirés | |
| DE19506369A1 (de) | Verfahren und Vorrichtung zum Heizen eines synthetischen Fadens | |
| DE102009037125A1 (de) | Verfahren zum Schmelzspinnen, Verstrecken und Aufwickeln eines multifilen Fadens sowie eine Vorrichtung zur Durchführung des Verfahrens | |
| EP1819854B1 (fr) | Procede et dispositif de guidage et de tourbillonnement d'un fil multifilament | |
| EP1486592B1 (fr) | Installation pour filage et traitement de filaments synthétiques | |
| WO2016058873A1 (fr) | Procédé et dispositif de production d'un fil multifilamentaire à partir d'une masse fondue de polyamide | |
| WO2019034488A1 (fr) | Procédé et dispositif de production d'un fil multifilamentaire complètement étiré à partir d'une masse fondue de polyamide | |
| EP0731196A1 (fr) | Procédé pour le filage, l'étirage et le bobinage d'un fil synthétique | |
| DE102015016800A1 (de) | Verfahren zum Schmelzspinnen, Abziehen, Verstrecken, Relaxieren und Aufwickeln eines synthetischen Fadens für technische Anwendungszwecke und eine zugehörige Vorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE ES FR GB IT LI |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19980817 |
|
| 17Q | First examination report despatched |
Effective date: 19980922 |
|
| AKX | Designation fees paid |
Free format text: CH DE ES FR GB IT LI |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): CH DE ES FR GB IT LI |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| RTI1 | Title (correction) |
Free format text: PROCESS AND DEVICE FOR SPINNING MULTIFILAMENT YARNS |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE ES FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| REF | Corresponds to: |
Ref document number: 59705511 Country of ref document: DE Date of ref document: 20020110 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BARMAG GMBH ENGINEERING & MANUFACTURING |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20020314 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020530 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20040726 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040820 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050806 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20050819 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20050902 Year of fee payment: 9 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20050806 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060428 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20060428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060831 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060831 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070301 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070806 |