EP0808770B1 - Procédé et dispositif pour l'ouverture et le remplissage de sachets multipoches et sachets ainsi obtenus - Google Patents
Procédé et dispositif pour l'ouverture et le remplissage de sachets multipoches et sachets ainsi obtenus Download PDFInfo
- Publication number
- EP0808770B1 EP0808770B1 EP97430012A EP97430012A EP0808770B1 EP 0808770 B1 EP0808770 B1 EP 0808770B1 EP 97430012 A EP97430012 A EP 97430012A EP 97430012 A EP97430012 A EP 97430012A EP 0808770 B1 EP0808770 B1 EP 0808770B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bag
- bags
- sachet
- suction cups
- walls
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 18
- 239000000463 material Substances 0.000 claims description 10
- 230000008569 process Effects 0.000 claims description 9
- 239000007788 liquid Substances 0.000 claims description 8
- 235000011837 pasties Nutrition 0.000 claims description 7
- 239000007787 solid Substances 0.000 claims description 7
- 238000007664 blowing Methods 0.000 claims description 4
- 230000000712 assembly Effects 0.000 claims 1
- 238000000429 assembly Methods 0.000 claims 1
- 238000007789 sealing Methods 0.000 description 7
- 230000005484 gravity Effects 0.000 description 6
- 241001080024 Telles Species 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 5
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 240000008042 Zea mays Species 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000012550 audit Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 206010003830 Automatism Diseases 0.000 description 1
- 241000287107 Passer Species 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 235000021152 breakfast Nutrition 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 235000020152 coffee milk drink Nutrition 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 210000001503 joint Anatomy 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 235000008476 powdered milk Nutrition 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 235000000346 sugar Nutrition 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/06—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it
- B65B9/08—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it in a web folded and sealed transversely to form pockets which are subsequently filled and then closed by sealing
- B65B9/093—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it in a web folded and sealed transversely to form pockets which are subsequently filled and then closed by sealing the web having intermittent motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/30—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by grippers engaging opposed walls, e.g. suction-operated
Definitions
- the present invention relates to a method and device of multi-bagging bags and sachets thus obtained, or also said multi-compartment pockets.
- the technical sector of the invention is that of the field of bagging by packaging such as bags and especially sachets, made by flat bands folded and sealed to form pockets that are then filled with liquid, pasty, solid or powdery product, and closed.
- One of the main applications of the invention is the possibility to make multi-pocket sachets with at least 3 compartments each receiving a different product, powder or other, such as by example of sugar, coffee and powdered milk, thus constituting a complete set to prepare a breakfast, which allows to simplify handling and preparation of trays, for example in communities.
- the problem posed to be able to achieve the above objective of multi-pouch bag allowing to be filled with several products different is to be able to present the various compartments of the same sachet under the filling orifices of said products after having sufficiently open the volume of each pocket by spacing walls made of flexible and deformable material, but which, due in particular to the welds and to a certain inherent rigidity, does not deform sufficiently under the simple weight of the product that is inside drop in or drop in to receive the full volume of the desired dose: it is therefore necessary to pre-spread the walls of each pocket to the maximum of their volume so that the filling is then do in good conditions.
- the opening device has at least two pairs, in fact as many as integral pockets to constitute a sachet independent, of said suction cups mounted at the end of movable arms by compared to fixed guides, which movable movable arms simultaneously and their associated fixed guides, arranged on the same side of the pocket, form two by two between them a divergent angle whose opening ⁇ is oriented opposite that of the same opening ⁇ formed by the arms arranged on the other side and carrying the suction cups which face theirs.
- the device comprises at least two, in fact as many pockets attached to the same bag, blowing nozzles gases such as compressed air, oriented in the plane defined by said suction cups placed side by side and each towards the contact point of these; this helps the separation of the walls not only to ensure the opening of each pocket, but also to inflate it and obtain the deformation of the desired volume.
- gases such as compressed air
- the device according to the invention comprises two sets of pairs of suction cups arranged and movable in parallel planes, each suction cup of the pairs of the second set being in the same plane, perpendicular to said parallel mobility planes, that the suction cup the pair of the first set associated with it for the same pocket.
- the result is a new bagging device and method allowing to make bags of rectangular shape, such as have at least two pockets, preferably three or more same height, at least two of them being of different width, made in a continuous strip of flexible material and double-walled, sealed and closed, each containing a product liquid, pasty, solid or powdery of a given amount different from that contained in the adjacent pocket of the same sachet, and this automatically and quickly and reliably, whatever the height of said sachets and the respective width of each pocket; in effect, in the same sachet, depending on the products you want dose, some of these may be in larger quantities than others and thus require different pocket widths, at least for two of them.
- Such a device and method can be used in any type of bagging lines known to date, such as those shown in the figures below, with of course an adaptation in terms of automatisms and locations of the different sachets and the different pockets relative to the products you want to fill.
- said suction cups 12 are mounted at the end of arms 32 movable relative to fixed guides 21, which fixed guides each associated with a movable arm and arranged with a same side of the strip 5, form a divergent angle two by two, of which the opening ⁇ is oriented facing the plane defined by said strip 5, so that each suction cup 12 can be placed against each wall of a pocket 2 of said bag and is able to pull on it to open said pockets, in particular by a suction device 44 creating a depression in the center of each suction cup.
- Said arms 32 supports are mounted on guide supports 17 integral with lever supports 20 which, when you push them aside to simultaneously open the openings 40 of said pockets 2 of the same bag 1, cause the arms 32 along the guides 21: thus the suction cups 12 are brought together which are arranged on the same side of the bag 1, each pulling and thus causing one of the walls of a pocket, so that they follow the deformation of these.
- the pockets 2, by opening, will indeed bring their common lateral sides closer to the adjacent pockets of the same bag 1: the suction cups 12, using the device of the invention, following their converging guide 21, will get closer the same.
- the pockets are not of the same width l 1 and if it is then of course to open the widest further to deposit a larger dose of product, it is necessary to separate the suction cups 12 therefrom, a greater distance than the others: this is possible by having two lever supports 20 as described below, articulated at the end situated on the side of the narrowest pocket 2, and then giving the closest suction cups 12 from their axis of rotation Z 1 , Z ′ 1, a spacing displacement smaller than those which are the most distant.
- two pairs of suction cups 12 are available per bag 2, the second 12 2 lower being located between the bottom 34 of said pockets and those 12 1 upper ensuring the opening 40 of said pocket: these two sets of pairs of suction cups 12 are each preferably carried in a separate device or head, l '13 1 located at the top above the pockets and the other 13 2 located at the bottom below them.
- a fixed support block 36 is integral with the assembly of the frame 30 of the machine of the bagging line 43 and door guides 21, fixed, preferably two per suction cup to maintain it in one plane and located one above the other in a plane parallel to the desired displacement of the latter and at angles ⁇ , ⁇ open towards said bag 1 and as defined above: for three pockets 2 and therefore three pairs of arms 32, said angles ⁇ , ⁇ formed by these and therefore their guides 21, shown in FIG. 3 are determined as a function of width l of each pocket 2 and therefore of their deformation when they are opened, determining the approximation value of the suction cups required.
- the two lever supports 20 are articulated, either directly for the upper head 13 1 around axes Z 1 , Z ' 1 , or indirectly by two lever arms 37 driving connecting pieces 38 with a Y axis connected to said lever supports 20 which then pivot and move apart each along an axis Z 2 Z 2 'for the lower head 13 2 .
- Said lever supports 20 articulated, drive said supports 17 of the suction cup arms 32, by means of rolling rollers 33 which can move in windows 31 1 made in said lever supports 20, in the desired direction to follow both the spacing and convergence of the suction cups 32: for this, the guide supports 17 of the suction cup arms slide on said fixed guides 21 which impose on them the angle and the orientation of movement, the levers 20 ensuring the amplitude of said movement.
- either different devices or heads 13 1 , 13 can be produced for each type of bag, or it can be provided a minimum of adjustment of the position of said suction cups 12 relative to their support 17 2 such as by windows 39 made in said supports 17, in which said nozzle supports 12 2 are blocked by any means of attachment, or it is possible to change and adapt as for the upper assembly 13 1 the arms ends 32 of the nozzles which, as in FIG. 3, are bayonet-shaped and whose part parallel to the plane defined by the set of nozzles 12 which is also that walls of the strip 5 before deformation, are more or less long for this.
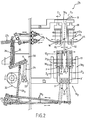
- control rods 28 are connected to the end of said levers 20, either directly in the case of the example of the upper head 13 1 , or indirectly by the set of arms and connecting pieces 37, 38 in the case of the lower head 13 2 of FIG.
- control rods 28 are for example, according to Figure 2, driven by secondary control levers 27 whose movement is ensured by connecting rods 26, whose reciprocating movement is controlled by a main control lever 24, articulated to one of its ends around an axis A: at its other end, this control lever 24 carries a bearing 23 held in contact by a spring 25 against a cam 22 rotated at the desired speed;
- a drive device is perfectly known in different existing bagging lines and can simultaneously ensure the functions of all other workstations, such as those shown in Figure 1, from the same tree cam control 22.
- the suction cups 12 1 On the upper head 13 1 , in order to help the spacing of the walls sucked by the suction cups 12 1 , there are preferably arranged as many nozzles 18 as pockets 2 for blowing a gas such as air 19 which, in addition to to help the opening 40, also allows the entire bag to swell and completes the work of the lower suction cups 12 2 .
- a gas such as air 19
- a bag 1 of rectangular shape as shown in FIG. 5, comprising at least two sealed pockets 2, or three as shown, produced in the same continuous strip 5 of flexible material and with double walls, sealed and closed and each containing a product of a given quantity 14 which may be different from that contained in the adjacent pocket of the same sachet 1; said bag thus comprises, according to FIG. 5, three pockets 2 of the same height h, at least two of which 2 1 and 2 2 are of different width l 1 , l 2 , ie l 1 > l 2 in order to receive in the pocket 2 1 a product 14 1 in quantity greater than that 14 2 of the bag 2 2 .
- Each pocket 2 is connected to the adjacent one by a zone 41 of sealing, preferably comprising a line 42 for pre-cutting.
- a zone 41 of sealing preferably comprising a line 42 for pre-cutting.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Catching Or Destruction (AREA)
- Bag Frames (AREA)
Description
- on forme une bande de largeur constante et continue, d'un matériau souple et à double parois solidaires l'une de l'autre par un de leurs bords continus;
- on scelle perpendiculairement à celui-ci les deux parois entre elles sur une zone de largeur suffisante pour être partagée en deux tout en gardant de chaque côté de la coupure les parois scellées, à intervalles donnés pour réaliser des poches, dont le fond est alors constitué par ledit bord continu de la bande;
- on découpe ladite bande le long desdits scellements délimitant des poches pour obtenir des sachets indépendants les uns des autres, soit au moins toutes les deux poches et de préférence trois, pour constituer des sachets multipoches indépendants;
- on ouvre les bords restés libres de chaque poche et situés du côté opposé audit fond de celle-ci par au moins deux ventouses tirant chacune une desdites parois; pour cela, on dispose au moins autant de paires soit donc au moins deux et de préférence trois, ou même plus suivant le cas, de ventouses de part et d'autre de ladite bande que de poches constituant chaque sachet indépendant ; lesquelles ventouses sont montées au bout de bras mobiles par rapport à des guides fixes, lesquels guides fixes disposés d'un même côté de la bande forment deux à deux un angle divergent, dont l'ouverture α est orientée face au plan défini par ladite bande ; lesquels bras sont solidaires de supports, de sorte que, lorsqu'on les écarte pour ouvrir simultanément les ouvertures desdites poches du même sachet, on rapproche entre elles les ventouses qui sont disposées d'un même côté dudit sachet, chacune tirant une desdites parois de chaque poche, de telle façon qu'elles suivent la déformation de celles-ci;
- on dispose et on maintient les sachets verticaux; on remplit alors par gravité et/ou par tout type de doseur, chaque poche ainsi ouverte d'un produit liquide, pâteux, solide ou pulvérulent donné, et dans un mode particulier d'opérations, différent de celui des autres poches d'un même sachet et cela en au plus deux stations de remplissage disposées suivant le long de la ligne d'ensachage.
- on dispose sur une bobine 3, dont l'axe peut être disposé horizontalement, une feuille de largeur constante et continue, d'un matériau souple et déformable, mais ayant une certaine rigidité et résistance pour ne pas se déchirer et pouvant être manipulé sans risque d'être percé, avec également, suivant le cas, des propriétés de thermosoudage, ainsi que d'étanchéité pour pouvoir, d'une part ne pas se déchirer facilement s'il est mouillé, et d'autre part contenir des produits tels que des liquides; une telle feuille peut être réalisée avec des films d'alliage métalliques tels que d'aluminium, sur la face extérieure de laquelle des informations concernant le produit, son mode d'emploi, sa composition, la marque, etc..., peuvent être pré-imprimées avec des codes d'identification pour pouvoir commander l'ensemble des dispositifs de ladite ligne d'assemblage : pour cela, par exemple une photo-cellule 7 est disposée en tête de la ligne, avant les stations de travail décrites ci-après, et permet de lire lesdits codes qui peuvent être des codes-barres et ainsi commander à distance la vitesse d'avancement pas à pas de l'ensemble de la ligne 43 ainsi que les différentes opérations telles que décrites ci-après, afin qu'elles soient chacune réalisée à l'endroit voulu sur la bande 5;
- on forme ladite feuille déroulée de la bobine 3 par pliage 4, pour constituer ladite bande 5 de largeur constante à double parois solidaires l'une de l'autre par un de leurs bords continus 34 qui est ici celui du pliage; pour obtenir une telle bande à double parois, il pourrait être également soudé le long de ce bord continu 34, deux feuilles venant en provenance de deux bobines et en vis à vis l'une de l'autre;
- on fait passer ladite bande à double parois 5 entre des guides latéraux 6 qui peuvent être verticaux pour la centrer et la présenter dans l'axe de chaque station de travail suivante; l'avancement pas à pas de ladite bande à travers cesdites stations, et suivant une cadence prédéterminée définie grâce à la lecture de code par la photo-cellule 7 en fonction de la bande considérée, est assuré par une ou plusieurs pinces ou autres dispositifs de traction 11 qui serrent et déplacent ladite bande 5 pour la faire avancer pas à pas à travers la ligne d'ensachage 43; sur la figure 1, une seule pince est représentée mais il est certain qu'une fois que la bande 5 a été découpée en plusieurs sachets, comme défini ci-après, il doit y en avoir plusieurs pour maintenir et amener chaque sachet dans les différentes stations de travail suivantes concernées;
- même si la bande 5 est obtenue par pliage d'une seule feuille, comme représenté sur la figure 1, il est possible de rajouter pour renforcer le bord inférieur 34, un scellement tel que par soudure 8 inférieure des deux dites parois l'une contre l'autre, près de cedit bord inférieur 34, comme s'il s'agissait de deux parois constituées de deux feuilles indépendantes d'origine;
- on scelle ensuite 9 par soudage, thermosoudage, collage ou autre procédé, perpendiculairement à cedit bord inférieur continu 34 les deux parois de la bande 5 entre elles sur une zone 41 de largeur suffisante pour être partagée ensuite en deux tout en gardant de chaque côté de la coupure les parois scellées, à intervalles donnés prédéterminés pour réaliser des poches 2, dont le fond est alors constitué par ledit bord continu 34 de la bande 5;
- on découpe 10 ladite bande le long et au milieu de certains desdits scellements 9 délimitant des poches, pour obtenir des sachets 1 indépendants les uns des autres et composés d'au moins deux poches et ici de trois maintenues solidaires : suivant la figure 1, ladite découpe 10 a donc lieu tous les trois scellements;
- sur une desdites stations de découpe ou de scellement, ou sur une station spécifique, il peut être également créé une ligne 42 de pré-découpe par perçage en particulier, par exemple au milieu desdites zones 41 de scellement pour permettre ultérieurement une séparation des poches 2 l'une de l'autre pour un même sachet 1;
- on ouvre alors 40 les bords du quatrième côté restés libres de chaque poche et situés du côté opposé audit fond 34 de celle-ci par au moins autant de paires de ventouses 12 situées de part et d'autre de ladite bande que de poches constituant chaque sachet indépendant, lesquelles ventouses 12 tirant chacune une desdites parois, de telle façon qu'elles suivent la déformation de celles-ci grâce au procédé et au dispositif particulier décrit ci-après; suivant la présente invention, le nombre de poches de chaque sachet est au moins égal à deux et de préférence trois, tel que représenté sur les différentes figures jointes;
- l'ensemble desdits sachets 1 étant disposé verticalement soit depuis le début de la ligne d'ensachage 43, soit en cours de celle-ci, on les maintient verticalement, les ouvertures orientées vers le haut, les poches 2 étant ouvertes grâce au dispositif précédent et décrit plus en détail ci-après, pour pouvoir les remplir 14, même par gravité et/ou par tout dispositif de doseur, d'un produit donné 14, liquide ou solide ou pulvérulent ou pâteux, en une seule station ou éventuellement en deux si l'encombrement des dispositifs de remplissage ne permet pas de les mettre à un seul endroit d'une seule station de la ligne d'ensachage; les poches étant parfaitement ouvertes grâce au dispositif de l'invention, il peut être disposé à l'intérieur la dose exacte des produits 141, 142, 143 voulue, sans risque de débordement, chaque poche étant prédéterminée dans ses dimensions pour pouvoir contenir ladite dose;
- on scelle alors ensuite 15 lesdits bords 35 de l'ouverture pour fermer chaque poche 2, et ensuite évacuer 16 l'ensemble des sachets 1 comportant lesdites trois poches 2 de l'exemple représenté, avec chacune remplie suivant le cas, d'un produit différent 141, 142, 143.
Claims (9)
- Procédé d'ensachage par lequel :on forme une bande (5) de largeur constante et continue, d'un matériau souple et à double parois solidaires l'une de l'autre par un de leurs bords continus (34);on scelle (9) perpendiculairement à celui-ci les deux parois entre elles sur une zone (41) de largeur suffisante pour être partagée en deux tout en gardant de chaque côté de la coupure les parois scellées, à intervalles donnés pour réaliser des poches (2), dont le fond est alors constitué par ledit bord continu (34) de la bande (5);on découpe (10) ladite bande le long desdits scellements (9) délimitant des poches pour obtenir des sachets (1) indépendants les uns des autres;on ouvre (40) les bords restés libres de chaque poche et situés du côté opposé audit fond (34) de celle-ci par au moins deux ventouses (12) tirant chacune une desdites parois, on dispose et on maintient les sachets (1) verticaux;on remplit (14) chaque poche (2) ainsi ouverte, d'un produit liquide, pâteux, solide ou pulvérulent donné (14) et on scelle (15) lesdits bords de l'ouverture (40) pour fermer chaque poche (2),
caractérisé en ce que :on découpe (10) ladite bande (5) au moins toutes les deux poches (5), pour constituer des sachets multipoches (1);on dispose (13) au moins autant de paires de ventouses (12) de part et d'autre de ladite bande (5) que de poches (2) constituant chaque sachet indépendant, lesquelles ventouses sont montées au bout de bras (32) mobiles par rapport à des guides fixes (21), lesquels guides fixes disposés d'un même côté de la bande (5) forment deux à deux un angle divergent, dont l'ouverture α est orientée face au plan défini par ladite bande (5), lesquels bras (32) sont solidaires de supports (20) de sorte que, lorsqu'on les écarte pour ouvrir simultanément les ouvertures (40) desdites poches (2) du même sachet (1), on rapproche entre elles les ventouses qui sont disposées d'un même côté du sachet (1), chacune tirant une desdites parois, de telle façon qu'elles suivent la déformation de celles-ci. - Procédé d'ensachage suivant la revendication 1, caractérisé en ce qu'on découpe ladite bande (5) au moins toutes les 3 poches (2), dont l'ensemble constitue un sachet indépendant (1) et on remplit (14) chaque poche (2) d'un produit différent des autres poches en au plus deux stations de remplissage disposées suivant le long d'une ligne (43) d'ensachage.
- Procédé d'ensachage suivant l'une quelconque des revendications 1 ou 2, caractérisé en ce qu'on dispose de deux paires de ventouses (12) par poche (2), les deuxièmes (122) étant situées entre celles (121) assurant l'ouverture (40) de ladite poche (2) et le fond (34) de celle-ci.
- Dispositif d'ouverture de sachet (1) de forme rectangulaire réalisé par deux parois de matériau souple solidaires sur trois côtés et constituant au moins une poche (2), tel qu'il comporte au moins deux ventouses (12) disposées face à face pour qu'elles puissent être placées contre chaque paroi dudit sachet et aptes à tirer sur celle-ci, pour ouvrir (40) les parois au niveau du quatrième côté non solidaire de ladite poche (2), caractérisé en ce qu'il comporte au moins deux paires desdites ventouses (12) montées au bout de bras (32) mobiles par rapport à des guides fixes (21), lesquels bras mobiles déplaçables simultanément et leurs guides fixes associés, disposés d'un même côté de la poche (2) forment, entre eux, deux à deux un angle divergent dont l'ouverture α est orientée face à celle de même ouverture α formée par les bras (32) disposés de l'autre côté et portant les ventouses (12) qui font face aux leurs.
- Dispositif d'ouverture suivant la revendication 4, caractérisé en ce qu'il comporte au moins deux buses (18) de soufflage de gaz orientées dans le plan défini par lesdites ventouses (12) accolées face à face et chacune vers un point de contact de celles-ci.
- Dispositif d'ouverture suivant l'une quelconque des revendications 4 ou 5, caractérisé en ce qu'il comporte deux ensembles de paires de ventouses (12) disposées et mobiles dans des plans parallèles, chaque ventouse (122) des paires du deuxième ensemble étant dans le même plan, perpendiculaire auxdits plans de mobilité parallèles, que la ventouse (121) de la paire du premier ensemble qui lui est associée pour la même poche (2).
- Sachet (1) de forme rectangulaire constitue suivant l'un quelconque des procédés des revendications 1 à 3, et comportant au moins deux poches (2) réalisées dans une même bande (5) continue du matériau souple et à doubles parois, scellées et fermées, les deux parois de chacune des dites poches étant solidaires l'une de l'autre par au moins un de leur bord continu qui est celui du pliage de la bande (5), caractérisé en ce que lesdites poches (2) contiennent chacune, en plus d'un gaz, un produit liquide, pâteux, solide ou pulvérulent en quantité exactement dosée différent de celui contenu dans la poche adjacente du même sachet (1), lesdites poches (2) étant de même hauteur et deux d'entre elles au moins sont de largeur différente.
- Sachet suivant la revendication 7, caractérisé en ce qu'il comporte au moins trois poches.
- Sachet suivant l'une quelconque des revendications 7 et 8, caractérisé en ce que chaque poche (2) est reliée à celle adjacente par une zone (41) de scellement comportant une ligne (42) prédécoupée.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9606622 | 1996-05-22 | ||
| FR9606622A FR2748989B1 (fr) | 1996-05-22 | 1996-05-22 | Procede et dispositif d'ensachage multipoches et sachets ainsi obtenus |
| US08/861,777 US5845463A (en) | 1996-05-22 | 1997-05-22 | Process and device for forming multi-compartment bags and sachets thus obtained |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0808770A1 EP0808770A1 (fr) | 1997-11-26 |
| EP0808770B1 true EP0808770B1 (fr) | 2000-01-05 |
Family
ID=26232732
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97430012A Expired - Lifetime EP0808770B1 (fr) | 1996-05-22 | 1997-05-21 | Procédé et dispositif pour l'ouverture et le remplissage de sachets multipoches et sachets ainsi obtenus |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5845463A (fr) |
| EP (1) | EP0808770B1 (fr) |
| DE (1) | DE69701057T2 (fr) |
| ES (1) | ES2142139T3 (fr) |
| FR (1) | FR2748989B1 (fr) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NZ506122A (en) * | 1998-03-04 | 2003-11-28 | Cryovac Inc | Stack-sealable, heat-shrinkable multiplayer packaging film |
| PT1153846E (pt) * | 1998-12-30 | 2004-04-30 | Terolasa S L | Processo e instalacao para fabricar e encher sacos de multiplas cavidades |
| US6119439A (en) * | 1999-01-12 | 2000-09-19 | R. A. Jones & Co. Inc. | Non-contact rotary knife perforator |
| US6493990B1 (en) * | 2000-05-18 | 2002-12-17 | James F Anderson | Process and related apparatus for repairing aquatic propeller scars |
| AU2001284772A1 (en) * | 2000-08-10 | 2002-02-25 | Delsys Pharmaceutical Corporation | Improved solid pharmaceutical dosage formulation of hydrophobic drugs |
| US6651406B2 (en) | 2001-02-13 | 2003-11-25 | Sealed Air Corporation (Us) | Apparatus and method for forming inflated containers |
| US6598373B2 (en) * | 2001-02-13 | 2003-07-29 | Sealed Air Corporation (Us) | Apparatus and method for forming inflated containers |
| JP4707848B2 (ja) * | 2001-02-23 | 2011-06-22 | 東洋自動機株式会社 | 連続移送される袋の袋口開口装置 |
| US7220476B2 (en) | 2001-05-10 | 2007-05-22 | Sealed Air Corporation (Us) | Apparatus and method for forming inflated chambers |
| US20040025476A1 (en) * | 2002-04-10 | 2004-02-12 | Oliverio Frank G. | Stand-up pouch forming, filling and sealing |
| EP1375637A1 (fr) * | 2002-06-17 | 2004-01-02 | Unilever N.V. | Compositions détergentes |
| DE50304037D1 (de) * | 2002-11-29 | 2006-08-10 | Ferag Ag | Verfahren und Vorrichtung zum Verpacken von flachen Gegenständen |
| US20050178493A1 (en) * | 2004-02-18 | 2005-08-18 | Broering Shaun T. | Method and apparatus for making flexible articles having elastic-like behavior with visually distinct regions |
| AU2005203038A1 (en) * | 2004-07-15 | 2006-02-02 | Sealed Air Corporation (Us) | High-speed apparatus and method for forming inflated chambers |
| EP1786672A2 (fr) * | 2004-08-13 | 2007-05-23 | Kencan Australasia Pty Ltd | Procede et appareil permettant de former et de remplir un sachet d'emballage |
| US8020358B2 (en) | 2004-11-02 | 2011-09-20 | Sealed Air Corporation (Us) | Apparatus and method for forming inflated containers |
| US7165375B2 (en) * | 2005-02-05 | 2007-01-23 | Sealed Air Corporation (Us) | Inflation device for forming inflated containers |
| RS50973B (sr) * | 2005-03-04 | 2010-10-31 | Indag Gesellschaft Für Industriebedarf Mbh. & Co. Betriebs Kg. | Uređaj i postupak za punjenje kesa od folije hranom |
| US20060218879A1 (en) * | 2005-03-31 | 2006-10-05 | Sealed Air Corporation (Us) | Apparatus for forming inflated packaging cushions |
| US7225599B2 (en) * | 2005-04-05 | 2007-06-05 | Sealed Air Corporation | Apparatus and method for forming inflated articles |
| JP2007269401A (ja) * | 2006-03-06 | 2007-10-18 | Toyo Jidoki Co Ltd | 袋詰め包装方法及び袋詰め包装機 |
| US8046976B2 (en) * | 2006-07-25 | 2011-11-01 | The Coca-Cola Company | Devices and methods for packaging beverages |
| US8091323B2 (en) * | 2006-12-22 | 2012-01-10 | Kraft Foods Global Brands Llc | Resealable film structure |
| US20080240628A1 (en) * | 2007-03-27 | 2008-10-02 | Vanloocke Cory Klaiber | Reclosable multi-compartment package |
| JP4469007B2 (ja) * | 2008-10-02 | 2010-05-26 | 株式会社湯山製作所 | 薬剤包装装置 |
| DE102009005311A1 (de) * | 2009-01-29 | 2010-08-05 | Khs Ag | Verfahren und Vorrichtung zur Verarbeitung von Doppelkammerbeuteln mit unterschiedlichen Geometrien |
| US20100273622A1 (en) * | 2009-04-22 | 2010-10-28 | Whirlpool Corporation | Split vacuum bag |
| US20110113727A1 (en) * | 2009-11-18 | 2011-05-19 | Bonner Kevin B | Custom Prepackaging Method and Apparatus |
| CN102658888B (zh) * | 2012-05-04 | 2013-07-31 | 江南大学 | 联体包装袋的开袋装置 |
| WO2016097842A2 (fr) * | 2014-12-18 | 2016-06-23 | Jean-Jacques JAOUEN | Machine pour création et remplissage d'une poche à multiples compartiments simultanément avec de la poudre et du liquide |
| ES2726708T3 (es) * | 2016-07-14 | 2019-10-08 | Starlinger & Co Gmbh | Dispositivo para abrir una zona de extremo de un cuerpo de saco con forma tubular |
| US10689182B1 (en) | 2017-07-12 | 2020-06-23 | Jonathon L. Thompson | Multi-compartment disposable pouch |
| NL2028767B1 (en) * | 2021-07-16 | 2023-01-23 | Dd Innovations B V | Device for packaging of medicine-units |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4216193A1 (de) * | 1991-05-17 | 1992-11-19 | Kao Corp | Verfahren zur herstellung kontinuierlicher verpackungen in unterteilter form |
| FR2682932A1 (fr) * | 1991-10-24 | 1993-04-30 | Acp Ste Nouvelle | Procede pour la realisation de plaquettes de sachets-doses, la machine pour la mise en óoeuvre ainsi que les plaquettes obtenues. |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE308165C (fr) * | ||||
| CH308165A (de) * | 1952-10-09 | 1955-06-30 | Leon Bartelt Harold | Verpackungsmaschine. |
| GB1195959A (en) * | 1968-02-20 | 1970-06-24 | Riegel Paper Corp | Packaging Method and Machine for Forming and Filling Bags of Different Lenghts and Widths. |
| US3739522A (en) * | 1971-07-22 | 1973-06-19 | G Greenbaum | Horticultural cell system and method of manufacture |
| FR2417445A2 (fr) * | 1978-02-15 | 1979-09-14 | Vittel Eaux Min | Recipient en matiere synthetique, mince et souple |
| US4344269A (en) * | 1978-06-12 | 1982-08-17 | R. A. Jones & Co. Inc. | Pouch forming and filling mechanism with provision for increasing the capacity of the pouches |
| US4201031A (en) * | 1978-09-27 | 1980-05-06 | Rexham Corporation | Method of making, opening, filling and sealing a two-compartment pouch |
| EP0046021B1 (fr) * | 1980-08-11 | 1985-02-13 | Imperial Chemical Industries Plc | Sachets et méthode pour leur production |
| FR2522478B1 (fr) * | 1982-03-03 | 1986-03-28 | Nestle Sa | Produit alimentaire constitue d'une masse poudreuse et d'une garniture emballees separement, procede de preparation de la garniture, emballage et procede d'emballage |
| FR2640231B1 (fr) * | 1988-12-14 | 1993-07-02 | Packaging Marketing Service | Procede et dispositif pour la fabrication et la presentation d'echantillons sous forme de doses |
| EP0487788B1 (fr) * | 1990-11-28 | 1996-02-28 | Crescent Holding N.V. | Procédé et dispositif pour l'utilisation de récipients opposés deux-à-deux alimentés comme bande continue vers des postes de remplissage et susceptibles d'être scellés à chaud, ainsi que les emballages obtenus |
| US5337539A (en) * | 1992-08-25 | 1994-08-16 | Drake & Dipello, Inc. | Method of producing flexible suspendible pouches and pouch produced therefrom |
| US5507132A (en) * | 1993-12-10 | 1996-04-16 | General Mills, Inc. | Apparatus for opening microwave popcorn bags |
-
1996
- 1996-05-22 FR FR9606622A patent/FR2748989B1/fr not_active Expired - Lifetime
-
1997
- 1997-05-21 DE DE69701057T patent/DE69701057T2/de not_active Expired - Fee Related
- 1997-05-21 ES ES97430012T patent/ES2142139T3/es not_active Expired - Lifetime
- 1997-05-21 EP EP97430012A patent/EP0808770B1/fr not_active Expired - Lifetime
- 1997-05-22 US US08/861,777 patent/US5845463A/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4216193A1 (de) * | 1991-05-17 | 1992-11-19 | Kao Corp | Verfahren zur herstellung kontinuierlicher verpackungen in unterteilter form |
| FR2682932A1 (fr) * | 1991-10-24 | 1993-04-30 | Acp Ste Nouvelle | Procede pour la realisation de plaquettes de sachets-doses, la machine pour la mise en óoeuvre ainsi que les plaquettes obtenues. |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69701057T2 (de) | 2000-07-06 |
| DE69701057D1 (de) | 2000-02-10 |
| EP0808770A1 (fr) | 1997-11-26 |
| FR2748989B1 (fr) | 1998-08-21 |
| FR2748989A1 (fr) | 1997-11-28 |
| US5845463A (en) | 1998-12-08 |
| ES2142139T3 (es) | 2000-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0808770B1 (fr) | Procédé et dispositif pour l'ouverture et le remplissage de sachets multipoches et sachets ainsi obtenus | |
| EP0261010B1 (fr) | Poche souple réalisée par assemblage à plat d'un système de films destinée à constituer par déploiement un récipient autostable, et son procédé d'obtention | |
| CA2487375C (fr) | Procede et machine pour la preparation de la tournee du facteur en une seule passe | |
| EP1312548B1 (fr) | Dispositif pour découper une rangée d'opercules dans une bande à opercules et les fixer sur une rangée de récipients remplis | |
| CH438141A (fr) | Appareil pour ouvrir des sacs en vue de leur remplissage | |
| FR2558438A1 (fr) | Produit conditionne et procede et appareil de conditionnement d'articles | |
| CH630025A5 (fr) | Chapelet de recipients identiques souples en matiere synthetique, et son procede de fabrication. | |
| EP0626921B1 (fr) | Recipient en matiere souple, procede et installation pour sa fabrication | |
| WO1995023742A1 (fr) | Enceinte etanche, procede de fabrication de cette enceinte et procede pour conditionner une boisson dans cette enceinte | |
| EP0146482B1 (fr) | Procédé et dispositif pour la pose de poignées ou l'éléments de rigidification sur une gaine tubulaire | |
| FR2954704A1 (fr) | Systeme de protection en forme de cloche pour dispositif de traitement de recipients par faisceau d'electrons | |
| EP2069205B1 (fr) | Procede et dispositif de fabrication de conditionnements individuels d'un produit liquide, visequeux ou en poudre a tres haute cadence | |
| US6719015B2 (en) | Apparatus and process for manufacturing a filled flexible pouch | |
| FR2846624A1 (fr) | Procede et un dispositif pour remplir des barquettes d'un produit alimentaire | |
| FR3058356A1 (fr) | Station de confection de sacs pour une machine de fabrication et de conditionnement de produits dans des sacs | |
| FR2581026A1 (fr) | Procede et appareil de conditionnement de produits fluides et dispositif doseur | |
| EP0324739B1 (fr) | Installation pour confectionner, emplir et fermer des emballages faits a partir d'une bande continue de matiere notamment thermosoudable, et emballage | |
| FR2489253A1 (fr) | Goulotte pour emballer un sac flexible rempli d'un liquide dans une boite | |
| FR2614270A1 (fr) | Dispositif pour remplir et fermer des sacs ouverts sur le dessus. | |
| CH458183A (fr) | Machine pour le conditionnement des liquides | |
| CA2234502C (fr) | Dispositif de convoyage de pots en plastique sens travers a grande cadence | |
| EP2363281B1 (fr) | Machine et procédé de chemisage de cartons d'emballage par des sacs plastiques | |
| FR2820119A3 (fr) | Sachet souple de conditionnement, utilisation d'un tel sachet et procede de conditionnement d'un produit avec un tel sachet | |
| FR2962717A1 (fr) | Dispositif pour fabrication de sachet a soufflet sur ensacheuse verticale | |
| FR3126408A1 (fr) | Equipement de collecte et d’emballage d’articles dans un sac realise a partir d’un rouleau de gaine formee de deux films plastiques |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE CH DE ES FR GB IT LI LU |
|
| 17P | Request for examination filed |
Effective date: 19971106 |
|
| 17Q | First examination report despatched |
Effective date: 19980511 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE ES FR GB IT LI LU |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69701057 Country of ref document: DE Date of ref document: 20000210 |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG PATENTANWAELTE |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20000228 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2142139 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20010511 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010514 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20010515 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20010516 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20010518 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20010611 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020521 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020521 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020522 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020531 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021203 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20020521 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030611 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050521 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: RN Effective date: 20140325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130531 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: FC Effective date: 20140425 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: FR Effective date: 20140526 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20160425 Year of fee payment: 20 |