EP0808770B1 - Method and device for opening and filling of multi-pocket bags and bags obtained - Google Patents
Method and device for opening and filling of multi-pocket bags and bags obtained Download PDFInfo
- Publication number
- EP0808770B1 EP0808770B1 EP97430012A EP97430012A EP0808770B1 EP 0808770 B1 EP0808770 B1 EP 0808770B1 EP 97430012 A EP97430012 A EP 97430012A EP 97430012 A EP97430012 A EP 97430012A EP 0808770 B1 EP0808770 B1 EP 0808770B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bag
- bags
- sachet
- suction cups
- walls
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 18
- 239000000463 material Substances 0.000 claims description 10
- 230000008569 process Effects 0.000 claims description 9
- 239000007788 liquid Substances 0.000 claims description 8
- 235000011837 pasties Nutrition 0.000 claims description 7
- 239000007787 solid Substances 0.000 claims description 7
- 238000007664 blowing Methods 0.000 claims description 4
- 230000000712 assembly Effects 0.000 claims 1
- 238000000429 assembly Methods 0.000 claims 1
- 238000007789 sealing Methods 0.000 description 7
- 230000005484 gravity Effects 0.000 description 6
- 241001080024 Telles Species 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 5
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 240000008042 Zea mays Species 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000012550 audit Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 206010003830 Automatism Diseases 0.000 description 1
- 241000287107 Passer Species 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 235000021152 breakfast Nutrition 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 235000020152 coffee milk drink Nutrition 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 210000001503 joint Anatomy 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 235000008476 powdered milk Nutrition 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 235000000346 sugar Nutrition 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/06—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it
- B65B9/08—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it in a web folded and sealed transversely to form pockets which are subsequently filled and then closed by sealing
- B65B9/093—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it in a web folded and sealed transversely to form pockets which are subsequently filled and then closed by sealing the web having intermittent motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/30—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by grippers engaging opposed walls, e.g. suction-operated
Definitions
- the present invention relates to a method and device of multi-bagging bags and sachets thus obtained, or also said multi-compartment pockets.
- the technical sector of the invention is that of the field of bagging by packaging such as bags and especially sachets, made by flat bands folded and sealed to form pockets that are then filled with liquid, pasty, solid or powdery product, and closed.
- One of the main applications of the invention is the possibility to make multi-pocket sachets with at least 3 compartments each receiving a different product, powder or other, such as by example of sugar, coffee and powdered milk, thus constituting a complete set to prepare a breakfast, which allows to simplify handling and preparation of trays, for example in communities.
- the problem posed to be able to achieve the above objective of multi-pouch bag allowing to be filled with several products different is to be able to present the various compartments of the same sachet under the filling orifices of said products after having sufficiently open the volume of each pocket by spacing walls made of flexible and deformable material, but which, due in particular to the welds and to a certain inherent rigidity, does not deform sufficiently under the simple weight of the product that is inside drop in or drop in to receive the full volume of the desired dose: it is therefore necessary to pre-spread the walls of each pocket to the maximum of their volume so that the filling is then do in good conditions.
- the opening device has at least two pairs, in fact as many as integral pockets to constitute a sachet independent, of said suction cups mounted at the end of movable arms by compared to fixed guides, which movable movable arms simultaneously and their associated fixed guides, arranged on the same side of the pocket, form two by two between them a divergent angle whose opening ⁇ is oriented opposite that of the same opening ⁇ formed by the arms arranged on the other side and carrying the suction cups which face theirs.
- the device comprises at least two, in fact as many pockets attached to the same bag, blowing nozzles gases such as compressed air, oriented in the plane defined by said suction cups placed side by side and each towards the contact point of these; this helps the separation of the walls not only to ensure the opening of each pocket, but also to inflate it and obtain the deformation of the desired volume.
- gases such as compressed air
- the device according to the invention comprises two sets of pairs of suction cups arranged and movable in parallel planes, each suction cup of the pairs of the second set being in the same plane, perpendicular to said parallel mobility planes, that the suction cup the pair of the first set associated with it for the same pocket.
- the result is a new bagging device and method allowing to make bags of rectangular shape, such as have at least two pockets, preferably three or more same height, at least two of them being of different width, made in a continuous strip of flexible material and double-walled, sealed and closed, each containing a product liquid, pasty, solid or powdery of a given amount different from that contained in the adjacent pocket of the same sachet, and this automatically and quickly and reliably, whatever the height of said sachets and the respective width of each pocket; in effect, in the same sachet, depending on the products you want dose, some of these may be in larger quantities than others and thus require different pocket widths, at least for two of them.
- Such a device and method can be used in any type of bagging lines known to date, such as those shown in the figures below, with of course an adaptation in terms of automatisms and locations of the different sachets and the different pockets relative to the products you want to fill.
- said suction cups 12 are mounted at the end of arms 32 movable relative to fixed guides 21, which fixed guides each associated with a movable arm and arranged with a same side of the strip 5, form a divergent angle two by two, of which the opening ⁇ is oriented facing the plane defined by said strip 5, so that each suction cup 12 can be placed against each wall of a pocket 2 of said bag and is able to pull on it to open said pockets, in particular by a suction device 44 creating a depression in the center of each suction cup.
- Said arms 32 supports are mounted on guide supports 17 integral with lever supports 20 which, when you push them aside to simultaneously open the openings 40 of said pockets 2 of the same bag 1, cause the arms 32 along the guides 21: thus the suction cups 12 are brought together which are arranged on the same side of the bag 1, each pulling and thus causing one of the walls of a pocket, so that they follow the deformation of these.
- the pockets 2, by opening, will indeed bring their common lateral sides closer to the adjacent pockets of the same bag 1: the suction cups 12, using the device of the invention, following their converging guide 21, will get closer the same.
- the pockets are not of the same width l 1 and if it is then of course to open the widest further to deposit a larger dose of product, it is necessary to separate the suction cups 12 therefrom, a greater distance than the others: this is possible by having two lever supports 20 as described below, articulated at the end situated on the side of the narrowest pocket 2, and then giving the closest suction cups 12 from their axis of rotation Z 1 , Z ′ 1, a spacing displacement smaller than those which are the most distant.
- two pairs of suction cups 12 are available per bag 2, the second 12 2 lower being located between the bottom 34 of said pockets and those 12 1 upper ensuring the opening 40 of said pocket: these two sets of pairs of suction cups 12 are each preferably carried in a separate device or head, l '13 1 located at the top above the pockets and the other 13 2 located at the bottom below them.
- a fixed support block 36 is integral with the assembly of the frame 30 of the machine of the bagging line 43 and door guides 21, fixed, preferably two per suction cup to maintain it in one plane and located one above the other in a plane parallel to the desired displacement of the latter and at angles ⁇ , ⁇ open towards said bag 1 and as defined above: for three pockets 2 and therefore three pairs of arms 32, said angles ⁇ , ⁇ formed by these and therefore their guides 21, shown in FIG. 3 are determined as a function of width l of each pocket 2 and therefore of their deformation when they are opened, determining the approximation value of the suction cups required.
- the two lever supports 20 are articulated, either directly for the upper head 13 1 around axes Z 1 , Z ' 1 , or indirectly by two lever arms 37 driving connecting pieces 38 with a Y axis connected to said lever supports 20 which then pivot and move apart each along an axis Z 2 Z 2 'for the lower head 13 2 .
- Said lever supports 20 articulated, drive said supports 17 of the suction cup arms 32, by means of rolling rollers 33 which can move in windows 31 1 made in said lever supports 20, in the desired direction to follow both the spacing and convergence of the suction cups 32: for this, the guide supports 17 of the suction cup arms slide on said fixed guides 21 which impose on them the angle and the orientation of movement, the levers 20 ensuring the amplitude of said movement.
- either different devices or heads 13 1 , 13 can be produced for each type of bag, or it can be provided a minimum of adjustment of the position of said suction cups 12 relative to their support 17 2 such as by windows 39 made in said supports 17, in which said nozzle supports 12 2 are blocked by any means of attachment, or it is possible to change and adapt as for the upper assembly 13 1 the arms ends 32 of the nozzles which, as in FIG. 3, are bayonet-shaped and whose part parallel to the plane defined by the set of nozzles 12 which is also that walls of the strip 5 before deformation, are more or less long for this.
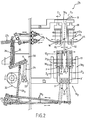
- control rods 28 are connected to the end of said levers 20, either directly in the case of the example of the upper head 13 1 , or indirectly by the set of arms and connecting pieces 37, 38 in the case of the lower head 13 2 of FIG.
- control rods 28 are for example, according to Figure 2, driven by secondary control levers 27 whose movement is ensured by connecting rods 26, whose reciprocating movement is controlled by a main control lever 24, articulated to one of its ends around an axis A: at its other end, this control lever 24 carries a bearing 23 held in contact by a spring 25 against a cam 22 rotated at the desired speed;
- a drive device is perfectly known in different existing bagging lines and can simultaneously ensure the functions of all other workstations, such as those shown in Figure 1, from the same tree cam control 22.
- the suction cups 12 1 On the upper head 13 1 , in order to help the spacing of the walls sucked by the suction cups 12 1 , there are preferably arranged as many nozzles 18 as pockets 2 for blowing a gas such as air 19 which, in addition to to help the opening 40, also allows the entire bag to swell and completes the work of the lower suction cups 12 2 .
- a gas such as air 19
- a bag 1 of rectangular shape as shown in FIG. 5, comprising at least two sealed pockets 2, or three as shown, produced in the same continuous strip 5 of flexible material and with double walls, sealed and closed and each containing a product of a given quantity 14 which may be different from that contained in the adjacent pocket of the same sachet 1; said bag thus comprises, according to FIG. 5, three pockets 2 of the same height h, at least two of which 2 1 and 2 2 are of different width l 1 , l 2 , ie l 1 > l 2 in order to receive in the pocket 2 1 a product 14 1 in quantity greater than that 14 2 of the bag 2 2 .
- Each pocket 2 is connected to the adjacent one by a zone 41 of sealing, preferably comprising a line 42 for pre-cutting.
- a zone 41 of sealing preferably comprising a line 42 for pre-cutting.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Catching Or Destruction (AREA)
- Bag Frames (AREA)
Description
La présente invention a pour objet un procédé et dispositif d'ensachage multipoches et sachets ainsi obtenus, ou dit encore pochettes multi-compartiments.The present invention relates to a method and device of multi-bagging bags and sachets thus obtained, or also said multi-compartment pockets.
Le secteur technique de l'invention est celui du domaine de l'ensachage par emballage tels que sacs et surtout sachets, réalisés par des bandes plates pliées et scellées pour former des poches qui sont ensuite remplies de produit liquide, pâteux, solide ou pulvérulent, et fermées.The technical sector of the invention is that of the field of bagging by packaging such as bags and especially sachets, made by flat bands folded and sealed to form pockets that are then filled with liquid, pasty, solid or powdery product, and closed.
Une des applications principales de l'invention est la possibilité de réaliser des sachets multipoches à au moins 3 compartiments recevant chacun un produit différent, pulvérulent ou autre, tel que par exemple du sucre, du café et du lait en poudre, constituant ainsi un ensemble complet pour préparer un petit déjeuner, ce qui permet de simplifier la manutention et la préparation de plateaux, par exemple dans les collectivités.One of the main applications of the invention is the possibility to make multi-pocket sachets with at least 3 compartments each receiving a different product, powder or other, such as by example of sugar, coffee and powdered milk, thus constituting a complete set to prepare a breakfast, which allows to simplify handling and preparation of trays, for example in communities.
On connaít en effet différentes lignes d'ensachage automatisées
qui permettent de réaliser des sachets contenant une dose prédéterminée
d'un produit liquide, solide, pulvérulent ou pâteux, que l'on injecte ou
fait couler par gravité et/ou par tout dispositif doseur dans chaque
poche constituée et ensuite fermée pour être distribuée soit
individuellement soit par bande continue de sachets. Cependant, à ce
jour, de telles lignes d'ensachage sont développées essentiellement pour
des doses ou sachets contenant un même produit, la surface extérieure
de la bande qui est pliée et soudée, ou des bandes soudées, pour
constituer lesdits sachets étant pré-imprimées avec les mentions
correspondant aux produits devant y être ensachés, tel que dans le
procédé et le dispositif décrits dans la demande de brevet FR 2 640 231
publiée le 15 juin 1990 et intitulée "Procédé et dispositif pour la
fabrication et la présentation d'échantillon sous forme de dose". We know different automated bagging lines
which allow to make sachets containing a predetermined dose
a liquid, solid, powdery or pasty product, which is injected or
flows by gravity and / or any metering device into each
pocket made up and then closed for distribution either
individually or by continuous strip of sachets. However, at this
day, such bagging lines are mainly developed for
doses or sachets containing the same product, the external surface
tape that is folded and welded, or welded tape, to
constitute said sachets being pre-printed with the mentions
corresponding to the products to be bagged there, as in the
process and device described in
De telles machines sont connues, non seulement dans le domaine de l'agro-alimentaire, mais également dans le domaine des produits pharmaceutiques ou esthétiques.Such machines are known, not only in the field in the food industry, but also in the area of products pharmaceutical or aesthetic.
Aucun dispositif à ce jour ne permet cependant, avec fiabilité, rapidité et efficacité, de réaliser des sachets multipoches que l'on veut remplir simultanément par simple gravité et/ou tout type de doseur mais sans buse d'injection, avec au moins 2 produits différents.No device to date, however, reliably allows speed and efficiency, to produce multi-pocket sachets that we want fill simultaneously by simple gravity and / or any type of dispenser but without injection nozzle, with at least 2 different products.
Certes, on connaít la demande de brevet FR 2 682 932 publiée le
30 avril 1993 sur un "Procédé pour la réalisation de plaquettes de
sachets-doses, la machine pour la mise en oeuvre ainsi que les plaquettes
obtenues" pour contenir des produits différents mais avec injection des
produits par buses et suivant un dispositif qui ne peut être que suivant
un axe d'avancement vertical à partir de deux bandes de feuilles dont la
largeur correspond à celle des plaquettes, soit à la somme de celle de
toutes les poches, ce qui en limite les possibilités.
On connait aussi le document DE-A-4 216 193 qui décrit un
emballage continus sous une forme sous-divisée destiné à être
coupé toutes les 2 ou 3, ou plus, poches afin de réaliser des
sachets multipoches. Toutes les poches reçoivent une même
poudre grâce à un dispositif à barillet tournant.Admittedly, we know the
Le problème posé pour pouvoir réaliser l'objectif ci-dessus de sachet multipoches permettant d'être remplies de plusieurs produits différents est de pouvoir présenter les divers compartiments d'un même sachet sous les orifices de remplissage desdits produits après avoir ouvert suffisamment le volume de chacune des poches par écartement des parois réalisées en matériau certes souple et déformable, mais qui, du fait des soudures en particulier et d'une certaine rigidité propre, ne se déforme pas suffisamment sous le simple poids du produit que l'on y dépose ou que l'on y fait couler pour recevoir l'intégralité du volume de la dose voulue : il est donc nécessaire de pré-écarter les parois de chaque poche au maximum de leur volume pour que le remplissage se fasse ensuite dans de bonnes conditions. Il est connu à ce jour, pour des sachets monopoche et monoproduit, outre l'ensemble du processus d'ensachage tel que décrit ci-après pour préparer lesdites poches, d'ouvrir celles-ci par des paires de ventouses disposées près de l'ouverture de chaque poche afin de tirer par aspiration les parois correspondantes pour chaque poche prise l'une après l'autre puis de disposer celle-ci sous l'orifice de remplissage du seul et même produit : les poches sont alors toutes identiques.The problem posed to be able to achieve the above objective of multi-pouch bag allowing to be filled with several products different is to be able to present the various compartments of the same sachet under the filling orifices of said products after having sufficiently open the volume of each pocket by spacing walls made of flexible and deformable material, but which, due in particular to the welds and to a certain inherent rigidity, does not deform sufficiently under the simple weight of the product that is inside drop in or drop in to receive the full volume of the desired dose: it is therefore necessary to pre-spread the walls of each pocket to the maximum of their volume so that the filling is then do in good conditions. He is known to this day for single and single product sachets, in addition to the whole process bagging as described below to prepare said bags, to open these by pairs of suction cups arranged near the opening of each pocket to draw the walls by suction corresponding for each pocket taken one after the other then place it under the filling hole of the same product: the pockets are then all identical.
Dans le cas de sachets multicompartiments, du fait que l'ensemble des poches d'un même sachet se tiennent l'une par rapport à l'autre et que lors de l'ouverture des parois, il y a déformation de celles-ci, les dimensions de chaque poche ne sont alors pas constantes et aucun dispositif à ce jour ne permet d'assurer l'ouverture simultanée et suffisante d'au moins deux poches, si ce n'est bien sûr trois.In the case of multi-compartment sachets, the fact that the set pockets of the same bag stand relative to each other and that when the walls are opened, the walls are deformed, the dimensions of each pocket are then not constant and none device to date only allows simultaneous opening and sufficient at least two pockets, if not of course three.
Une solution au problème posé est un dispositif d'ouverture de sachet de forme rectangulaire réalisé par deux parois de matériau souple solidaires sur trois côtés et constituant au moins une poche, tel qu'il comporte d'une manière connue au moins deux ventouses disposées face à face pour qu'elles puissent être placées contre chaque paroi dudit sachet et aptes à tirer sur celle-ci, pour ouvrir les parois au niveau du quatrième côté non solidaire de ladite poche : suivant l'invention, le dispositif d'ouverture comporte au moins deux paires, soit en fait autant que de poches solidaires devant constituer un sachet indépendant, desdites ventouses montées au bout de bras mobiles par rapport à des guides fixes, lesquels bras mobiles déplaçables simultanément et leurs guides fixes associés, disposés d'un même côté de la poche, forment deux à deux entre eux un angle divergent dont l'ouverture α est orientée face à celle de même ouverture α formée par les bras disposés de l'autre côté et portant les ventouses qui font face aux leurs.One solution to the problem posed is a device for opening rectangular bag made by two walls of flexible material secured on three sides and constituting at least one pocket, such that comprises in a known manner at least two suction cups arranged facing facing so that they can be placed against each wall of said bag and able to pull on it, to open the walls at the fourth side not secured to said pocket: according to the invention, the opening device has at least two pairs, in fact as many as integral pockets to constitute a sachet independent, of said suction cups mounted at the end of movable arms by compared to fixed guides, which movable movable arms simultaneously and their associated fixed guides, arranged on the same side of the pocket, form two by two between them a divergent angle whose opening α is oriented opposite that of the same opening α formed by the arms arranged on the other side and carrying the suction cups which face theirs.
Pour faciliter ladite ouverture de chaque poche, dans un mode préférentiel de réalisation, le dispositif comporte au moins deux, en fait autant que de poches solidaires d'un même sachet, buses de soufflage de gaz tel que de l'air comprimé, orientées dans le plan défini par lesdites ventouses accolées face à face et chacune vers le point de contact de celles-ci; ceci permet d'aider la séparation des parois non seulement pour assurer l'ouverture de chaque poche, mais aussi pour gonfler celle-ci et obtenir la déformation du volume souhaité.To facilitate said opening of each pocket, in a mode preferential embodiment, the device comprises at least two, in fact as many pockets attached to the same bag, blowing nozzles gases such as compressed air, oriented in the plane defined by said suction cups placed side by side and each towards the contact point of these; this helps the separation of the walls not only to ensure the opening of each pocket, but also to inflate it and obtain the deformation of the desired volume.
Quand le sachet est d'une hauteur importante, l'aspiration des parois proches de l'ouverture même avec l'aide d'une buse de soufflage, ne suffit pas à déformer l'ensemble du volume de chaque poche, aussi dans un mode de réalisation préférentiel, pour de tels sachets, le dispositif suivant l'invention comporte deux ensembles de paires de ventouses disposées et mobiles dans des plans parallèles, chaque ventouse des paires du deuxième ensemble étant dans le même plan, perpendiculaire auxdits plans de mobilité parallèles, que la ventouse de la paire du premier ensemble qui lui est associée pour la même poche.When the bag is of a significant height, the aspiration of walls close to the opening even with the help of a blowing nozzle, is not enough to distort the entire volume of each pocket, too in a preferred embodiment, for such sachets, the device according to the invention comprises two sets of pairs of suction cups arranged and movable in parallel planes, each suction cup of the pairs of the second set being in the same plane, perpendicular to said parallel mobility planes, that the suction cup the pair of the first set associated with it for the same pocket.
Ainsi, en utilisant une ligne ou machine d'ensachage en continu et disposée préférentiellement suivant un axe de déplacement horizontal, comprenant différentes stations de travail, un système d'entraínement pas à pas et un dispositif tel que ci-dessus, le procédé d'ensachage suivant l'invention est tel que :
- on forme une bande de largeur constante et continue, d'un matériau souple et à double parois solidaires l'une de l'autre par un de leurs bords continus;
- on scelle perpendiculairement à celui-ci les deux parois entre elles sur une zone de largeur suffisante pour être partagée en deux tout en gardant de chaque côté de la coupure les parois scellées, à intervalles donnés pour réaliser des poches, dont le fond est alors constitué par ledit bord continu de la bande;
- on découpe ladite bande le long desdits scellements délimitant des poches pour obtenir des sachets indépendants les uns des autres, soit au moins toutes les deux poches et de préférence trois, pour constituer des sachets multipoches indépendants;
- on ouvre les bords restés libres de chaque poche et situés du côté opposé audit fond de celle-ci par au moins deux ventouses tirant chacune une desdites parois; pour cela, on dispose au moins autant de paires soit donc au moins deux et de préférence trois, ou même plus suivant le cas, de ventouses de part et d'autre de ladite bande que de poches constituant chaque sachet indépendant ; lesquelles ventouses sont montées au bout de bras mobiles par rapport à des guides fixes, lesquels guides fixes disposés d'un même côté de la bande forment deux à deux un angle divergent, dont l'ouverture α est orientée face au plan défini par ladite bande ; lesquels bras sont solidaires de supports, de sorte que, lorsqu'on les écarte pour ouvrir simultanément les ouvertures desdites poches du même sachet, on rapproche entre elles les ventouses qui sont disposées d'un même côté dudit sachet, chacune tirant une desdites parois de chaque poche, de telle façon qu'elles suivent la déformation de celles-ci;
- on dispose et on maintient les sachets verticaux; on remplit alors par gravité et/ou par tout type de doseur, chaque poche ainsi ouverte d'un produit liquide, pâteux, solide ou pulvérulent donné, et dans un mode particulier d'opérations, différent de celui des autres poches d'un même sachet et cela en au plus deux stations de remplissage disposées suivant le long de la ligne d'ensachage.
- a strip of constant and continuous width is formed, of a flexible material and with double walls integral with one another by one of their continuous edges;
- the two walls are sealed perpendicularly to this one on a zone of sufficient width to be divided into two while keeping on each side of the cut the sealed walls, at given intervals to make pockets, the bottom of which is then formed by said continuous edge of the strip;
- said strip is cut along said seals delimiting pockets to obtain sachets independent of each other, that is to say at least every two pockets and preferably three, to constitute independent multi-pocket sachets;
- the open edges of each pocket and situated on the side opposite to the bottom thereof are opened by at least two suction cups, each pulling one of said walls; for this, there are at least as many pairs, therefore at least two and preferably three, or even more depending on the case, of suction cups on either side of said strip than of pockets constituting each independent sachet; which suction cups are mounted at the end of movable arms relative to fixed guides, which fixed guides arranged on the same side of the strip form a divergent angle in pairs, the opening α of which is oriented opposite the plane defined by said strip ; which arms are integral with supports, so that, when they are moved apart so as to simultaneously open the openings of said pockets of the same bag, the suction cups which are arranged on the same side of said bag are brought together, each pulling one of said walls from each pocket, so that they follow the deformation thereof;
- the vertical bags are placed and maintained; each pocket thus opened is then filled by gravity and / or by any type of dispenser with a given liquid, pasty, solid or powdery product, and in a particular mode of operation, different from that of the other pockets of the same sachet and this in at most two filling stations arranged along the bagging line.
Le résultat est un nouveau dispositif et procédé d'ensachage permettant de réaliser des sachets de forme rectangulaire, tels qu'ils comportent au moins deux poches, et de préférence trois, ou plus de même hauteur, deux d'entre elles au moins étant de largeur différente, réalisées dans une bande continue de matériau souple et à double parois, scellées et fermées, contenant chacune un produit liquide, pâteux, solide ou pulvérulent d'une quantité donnée différent de celui contenu dans la poche adjacente du même sachet, et cela d'une façon automatique rapide et fiable, quelles que soient la hauteur desdits sachets et la largeur respective de chaque poche; en effet, dans un même sachet, en fonction des produits que l'on veut doser, certains de ceux-ci peuvent être en plus grande quantité que d'autres et ainsi nécessiter des largeurs de poches différentes, au moins pour deux d'entre elles.The result is a new bagging device and method allowing to make bags of rectangular shape, such as have at least two pockets, preferably three or more same height, at least two of them being of different width, made in a continuous strip of flexible material and double-walled, sealed and closed, each containing a product liquid, pasty, solid or powdery of a given amount different from that contained in the adjacent pocket of the same sachet, and this automatically and quickly and reliably, whatever the height of said sachets and the respective width of each pocket; in effect, in the same sachet, depending on the products you want dose, some of these may be in larger quantities than others and thus require different pocket widths, at least for two of them.
Grâce au dispositif et au procédé spécifique de l'invention, de tels sachets peuvent être ainsi facilement obtenus, puisque l'inclinaison des guides portant les bras de chaque ventouse permet par leur orientation convergente, dans leur mobilité d'ouverture des poches, de rapprocher les ventouses situées d'un même côté, les unes des autres, et donc de suivre la déformation du matériau constituant lesdites parois des poches : ceci permet de les ouvrir simultanément au maximum de leur ouverture, que ce soit près de celle-ci ou vers le fond de chaque poche par la disposition d'un double dispositif de ventouses et d'obtenir une capacité ouverte et préformée dont le volume prédéterminé pour cela peut alors recevoir, même par simple gravité un produit, sans nécessiter d'injection forçant la déformation des parois et/ou de surdimensionnement de la poche pour qu'elle accepte la quantité de produit que l'on veut y emballer.Thanks to the device and to the specific method of the invention, such bags can thus be easily obtained, since the inclination of the guides carrying the arms of each suction cup allows by their orientation converging, in their pocket opening mobility, to bring the suction cups located on the same side, from each other, and therefore from follow the deformation of the material constituting said walls of pockets: this allows them to be opened simultaneously to the maximum of their opening, either near it or towards the bottom of each pocket by the provision of a double device of suction cups and to obtain a open and preformed capacity including the predetermined volume for this can then receive, even by simple gravity a product, without requiring injection forcing the deformation of the walls and / or oversizing of the pocket so that it accepts the quantity of product that we want to package.
Un tel dispositif et procédé peut être utilisé dans tout type de lignes d'ensachage connus à ce jour, telles que celles représentées dans les figures ci-après, avec bien sûr une adaptation au niveau des automatismes et des repérages des différents sachets et des différentes poches par rapport aux produits que l'on veut y remplir.Such a device and method can be used in any type of bagging lines known to date, such as those shown in the figures below, with of course an adaptation in terms of automatisms and locations of the different sachets and the different pockets relative to the products you want to fill.
On pourrait citer d'autres avantages de la présente invention mais
ceux cités ci-dessus en montrent déjà suffisamment pour en prouver la
nouveauté et l'intérêt. La description et les figures ci-après représentent
un exemple de réalisation de l'invention mais n'ont aucun caractère
limitatif. D'autres réalisations sont possibles dans le cadre de la portée
et de l'étendue de cette invention, en particulier en changeant la
disposition de la ligne d'ensachage et des divers mécanismes de
commande d'écartement des ventouses, ainsi bien sûr que le nombre de
poches par sachet qui pourrait être de 2 ou de 4 ou même plus, même si
cela compliquerait les mécanismes d'entraínement qui ne sont pas
représentés ici puisque déjà connus par ailleurs et sur lequel ne porte
pas de toute façon la présente invention.
Suivant la figure 1 et d'une manière connue, le procédé d'ensachage suivant l'invention est réalisé dans une ligne d'ensachage 43 disposée suivant un axe d'avancement horizontal, tel que :
- on dispose sur une
bobine 3, dont l'axe peut être disposé horizontalement, une feuille de largeur constante et continue, d'un matériau souple et déformable, mais ayant une certaine rigidité et résistance pour ne pas se déchirer et pouvant être manipulé sans risque d'être percé, avec également, suivant le cas, des propriétés de thermosoudage, ainsi que d'étanchéité pour pouvoir, d'une part ne pas se déchirer facilement s'il est mouillé, et d'autre part contenir des produits tels que des liquides; une telle feuille peut être réalisée avec des films d'alliage métalliques tels que d'aluminium, sur la face extérieure de laquelle des informations concernant le produit, son mode d'emploi, sa composition, la marque, etc..., peuvent être pré-imprimées avec des codes d'identification pour pouvoir commander l'ensemble des dispositifs de ladite ligne d'assemblage : pour cela, par exemple une photo-cellule 7 est disposée en tête de la ligne, avant les stations de travail décrites ci-après, et permet de lire lesdits codes qui peuvent être des codes-barres et ainsi commander à distance la vitesse d'avancement pas à pas de l'ensemble de laligne 43 ainsi que les différentes opérations telles que décrites ci-après, afin qu'elles soient chacune réalisée à l'endroit voulu sur labande 5; - on forme ladite feuille déroulée de la
bobine 3 parpliage 4, pour constituer laditebande 5 de largeur constante à double parois solidaires l'une de l'autre par un de leurs bords continus 34 qui est ici celui du pliage; pour obtenir une telle bande à double parois, il pourrait être également soudé le long de ce bord continu 34, deux feuilles venant en provenance de deux bobines et en vis à vis l'une de l'autre; - on fait passer ladite bande à
double parois 5 entre des guides latéraux 6 qui peuvent être verticaux pour la centrer et la présenter dans l'axe de chaque station de travail suivante; l'avancement pas à pas de ladite bande à travers cesdites stations, et suivant une cadence prédéterminée définie grâce à la lecture de code par la photo-cellule 7 en fonction de la bande considérée, est assuré par une ou plusieurs pinces ou autres dispositifs detraction 11 qui serrent et déplacent laditebande 5 pour la faire avancer pas à pas à travers la ligne d'ensachage 43; sur la figure 1, une seule pince est représentée mais il est certain qu'une fois que la bande 5 a été découpée en plusieurs sachets, comme défini ci-après, il doit y en avoir plusieurs pour maintenir et amener chaque sachet dans les différentes stations de travail suivantes concernées; - même si la
bande 5 est obtenue par pliage d'une seule feuille, comme représenté sur la figure 1, il est possible de rajouter pour renforcer le bord inférieur 34, un scellement tel que par soudure 8 inférieure des deux dites parois l'une contre l'autre, près de cedit bord inférieur 34, comme s'il s'agissait de deux parois constituées de deux feuilles indépendantes d'origine; - on scelle ensuite 9 par soudage, thermosoudage, collage ou autre
procédé, perpendiculairement à cedit bord inférieur continu 34 les deux
parois de la
bande 5 entre elles sur unezone 41 de largeur suffisante pour être partagée ensuite en deux tout en gardant de chaque côté de la coupure les parois scellées, à intervalles donnés prédéterminés pour réaliser despoches 2, dont le fond est alors constitué par ledit bord continu 34 de labande 5; - on découpe 10 ladite bande le long et au milieu de certains
desdits
scellements 9 délimitant des poches, pour obtenir dessachets 1 indépendants les uns des autres et composés d'au moins deux poches et ici de trois maintenues solidaires : suivant la figure 1, ladite découpe 10 a donc lieu tous les trois scellements; - sur une desdites stations de découpe ou de scellement, ou sur
une station spécifique, il peut être également créé une
ligne 42 de pré-découpe par perçage en particulier, par exemple au milieu desditeszones 41 de scellement pour permettre ultérieurement une séparation despoches 2 l'une de l'autre pour unmême sachet 1; - on ouvre alors 40 les bords du quatrième côté restés libres de
chaque poche et situés du côté opposé audit
fond 34 de celle-ci par au moins autant de paires deventouses 12 situées de part et d'autre de ladite bande que de poches constituant chaque sachet indépendant, lesquellesventouses 12 tirant chacune une desdites parois, de telle façon qu'elles suivent la déformation de celles-ci grâce au procédé et au dispositif particulier décrit ci-après; suivant la présente invention, le nombre de poches de chaque sachet est au moins égal à deux et de préférence trois, tel que représenté sur les différentes figures jointes; - l'ensemble desdits
sachets 1 étant disposé verticalement soit depuis le début de la ligne d'ensachage 43, soit en cours de celle-ci, on les maintient verticalement, les ouvertures orientées vers le haut, lespoches 2 étant ouvertes grâce au dispositif précédent et décrit plus en détail ci-après, pour pouvoir les remplir 14, même par gravité et/ou par tout dispositif de doseur, d'un produit donné 14, liquide ou solide ou pulvérulent ou pâteux, en une seule station ou éventuellement en deux si l'encombrement des dispositifs de remplissage ne permet pas de les mettre à un seul endroit d'une seule station de la ligne d'ensachage; les poches étant parfaitement ouvertes grâce au dispositif de l'invention, il peut être disposé à l'intérieur la dose exacte des produits 141, 142, 143 voulue, sans risque de débordement, chaque poche étant prédéterminée dans ses dimensions pour pouvoir contenir ladite dose; - on scelle alors ensuite 15 lesdits
bords 35 de l'ouverture pour fermer chaquepoche 2, et ensuite évacuer 16 l'ensemble dessachets 1 comportant lesdites troispoches 2 de l'exemple représenté, avec chacune remplie suivant le cas, d'un produit différent 141, 142, 143.
- a
sheet 3 of constant and continuous width, of flexible and deformable material, but having a certain rigidity and resistance so as not to tear and which can be handled without risk, is placed on areel 3, the axis of which can be arranged horizontally. to be pierced, with also, as the case may be, heat-sealing properties, as well as sealing in order to be able, on the one hand not to tear easily if it is wet, and on the other hand to contain products such as liquids; such a sheet can be produced with metallic alloy films such as aluminum, on the external face of which information concerning the product, its instructions for use, its composition, the brand, etc., can be pre-printed with identification codes in order to be able to control all the devices of said assembly line: for this, for example a photo-cell 7 is placed at the head of the line, before the workstations described below. afterwards, and makes it possible to read said codes which may be bar codes and thus remotely control the step-by-step speed of the assembly ofline 43 as well as the various operations as described below, so that 'They are each made at the desired location on thestrip 5; - forming said unwound sheet of the
reel 3 by folding 4, to form saidstrip 5 of constant width with double walls integral with one another by one of theircontinuous edges 34 which is here that of folding; to obtain such a double-walled strip, it could also be welded along thiscontinuous edge 34, two sheets coming from two coils and facing each other; - passing said double-
walled strip 5 betweenlateral guides 6 which may be vertical to center it and present it in the axis of each subsequent work station; step by step advancement of said strip through these stations, and at a predetermined rate defined by reading code by thephotocell 7 as a function of the strip considered, is ensured by one or more clamps orother devices traction 11 which clamp and move saidstrip 5 to advance it step by step through thebagging line 43; in Figure 1, a single clamp is shown but it is certain that once thestrip 5 has been cut into several sachets, as defined below, there must be several to hold and bring each sachet into the different following workstations affected; - even if the
strip 5 is obtained by folding a single sheet, as shown in FIG. 1, it is possible to add, to reinforce thelower edge 34, a seal such as by lower welding 8 of the two said walls one against the other, near saidlower edge 34, as if they were two walls made up of two independent original sheets; - then sealing 9 by welding, heat sealing, bonding or other process, perpendicular to said continuous
lower edge 34, the two walls of thestrip 5 between them over anarea 41 of sufficient width to be then divided into two while keeping on each side of cutting the sealed walls, at predetermined given intervals to producepockets 2, the bottom of which is then formed by saidcontinuous edge 34 of thestrip 5; - said
strip 10 is cut along and in the middle of some of saidseals 9 delimiting pockets, to obtainsachets 1 independent of each other and composed of at least two pockets and here of three held together: according to FIG. 1, saidcutting 10 therefore takes place every three seals; - on one of said cutting or sealing stations, or on a specific station, it is also possible to create a
line 42 for pre-cutting by drilling in particular, for example in the middle of saidsealing zones 41 to subsequently allow separation of thepockets 2 one of the other for thesame sachet 1; - the edges of the fourth side remained free of each
pocket 40 and located on the side opposite to thebottom 34 thereof by at least as many pairs ofsuction cups 12 located on either side of said strip as pockets constituting each independent bag, whichsuction cups 12 each pulling one of said walls, so that they follow the deformation thereof by the method and the particular device described below; according to the present invention, the number of pockets of each sachet is at least equal to two and preferably three, as shown in the various attached figures; - all of said
sachets 1 being disposed vertically either from the start of thebagging line 43, or in the course of the latter, they are held vertically, the openings oriented upwards, thepockets 2 being open thanks to the preceding device and described in more detail below, in order to be able to fill them 14, even by gravity and / or by any metering device, with a given product 14, liquid or solid or pulverulent or pasty, in a single station or possibly in two if the size of the filling devices does not allow them to be placed in a single location at a single station on the bagging line; the pockets being perfectly open thanks to the device of the invention, it can be placed inside the exact dose of the products 14 1 , 14 2 , 14 3 desired, without risk of overflow, each pocket being predetermined in its dimensions to be able contain said dose; - then seal 15 said
edges 35 of the opening to close eachpocket 2, and then evacuate 16 all of thebags 1 comprising said threepockets 2 of the example shown, with each filled as appropriate, with a product different 14 1 , 14 2 , 14 3 .
Pour assurer l'ouverture 40 simultanée des trois poches de chaque
sachet 1 et garantir un volume de chacune des poches permettant de
recevoir la dose voulue 14 de produit que l'on veut y remplir, qui doit
pouvoir s'y déposer par gravité sans pouvoir lui-même déformer les
parois desdites poches, on dispose 13 au moins autant de paires de
ventouses 12 de part et d'autre de ladite bande 5 que de poches 2
constituant chaque sachet indépendant : lesdites ventouses 12 sont
montées au bout de bras 32 mobiles par rapport à des guides fixes 21,
lesquels guides fixes associés chacun à un bras mobile et disposés d'un
même côté de la bande 5, forment deux à deux un angle divergent, dont
l'ouverture α est orientée face au plan défini par ladite bande 5, de sorte
que chaque ventouse 12 puisse être placée contre chaque paroi d'une
poche 2 dudit sachet et soit apte à tirer sur celle-ci pour ouvrir lesdites
poches, en particulier par un dispositif d'aspiration 44 créant une
dépression au centre de chaque ventouse. Lesdits bras 32 supports de
celles-ci, sont montés sur des supports guides 17 solidaires de supports-leviers
20 qui, lorsqu'on écarte ceux-ci pour ouvrir simultanément les
ouvertures 40 desdites poches 2 du même sachet 1, entraínent les bras 32
le long des guides 21 : ainsi on rapproche entre elles les ventouses 12
qui sont disposées d'un même côté du sachet 1, chacune tirant et
entraínant ainsi une des parois d'une poche, de telle façon qu'elles
suivent la déformation de celles-ci.To ensure the
Les poches 2, en s'ouvrant, vont en effet faire se rapprocher leurs
côtés latéraux communs avec les poches adjacentes d'un même sachet 1 :
les ventouses 12, grâce au dispositif de l'invention, en suivant leur guide
convergent 21, vont se rapprocher de même. De plus, si les poches ne
sont pas de même largeur l1 et si l'on veut alors bien sûr ouvrir
davantage les plus larges pour déposer une dose de produit plus
importante, il faut écarter les ventouses 12 de celles-ci, d'une distance
plus grande que les autres : cela est possible en disposant de deux
supports de levier 20 comme décrit ci-après, articulés à l'extrémité
située du côté de la poche 2 la plus étroite, et donnant alors aux
ventouses 12 les plus proches de leur axe de rotation Z1, Z'1 un
déplacement d'écartement plus faible que celles les plus éloignées.The
Sur la figure 3, sont représentées ainsi en trait plein en vue de
dessus, dans le plan d'avancement des sachets 1, le long de la ligne
d'ensachage 43, les poches 2 fermées sur lesquelles s'appliquent les
ventouses 12 pour ouvrir leurs parois, et en trait pointillé un exemple
de position en cours d'ouverture de ces dites parois pour trois poches de
largeur de plus en plus grande que l'on s'éloigne des axes de rotation Z1,
Z'1.In Figure 3, are thus shown in solid lines in top view, in the advancement plan of the
De tels dispositifs sont représentés sur la figure 2 en vue transversale suivant le plan II, II' de la figure 1.Such devices are shown in Figure 2 in view transverse along the plane II, II ′ of FIG. 1.
Quant la hauteur des poches 2 de sachet est importante, par
exemple pour recevoir des doses importantes de produits 14, afin d'être
sûr d'ouvrir l'ensemble du volume des poches pour cela, on dispose de
deux paires de ventouses 12 par poche 2, les deuxièmes 122 inférieures
étant situées entre le fond 34 desdites poches et celles 121 supérieures
assurant l'ouverture 40 de ladite poche : ces deux ensembles de paires de
ventouses 12 sont chacun portés de préférence dans un dispositif ou tête
distinct, l'un 131 situé à la partie supérieure au-dessus des poches et
l'autre 132 situé à la partie inférieure sous celles-ci. Les mécanismes
d'ouverture et de déplacement des ventouses étant réalisés suivant le
même principe technique tel que décrit ci-après : un bloc support fixe
36 est solidaire de l'ensemble du bâti 30 de la machine de la ligne
d'ensachage 43 et porte des guides 21, fixes, de préférence deux par
ventouse pour assurer le maintien dans un plan et situés l'un au-dessus
de l'autre dans un plan parallèle au déplacement voulu de celles-ci et
suivant des angles α, β ouverts vers ledit sachet 1 et tel que définis
précédemment : pour trois poches 2 et donc trois paires de bras 32,
lesdits angles α, β formés par ceux-ci et donc leurs guides 21,
représentés sur la figure 3 sont déterminés en fonction de la largeur l de
chaque poche 2 et donc de leur déformation quand on les ouvre,
déterminant la valeur de rapprochement des ventouses nécessaire.When the height of the bag pockets 2 is large, for example to receive large doses of products 14, in order to be sure to open the entire volume of the bags for this, two pairs of
A partir dudit bloc support fixe 36, sont articulés les deux
supports-leviers 20, soit directement pour la tête supérieure 131 autour
d'axes Z1, Z'1, soit indirectement par deux bras de levier 37 entraínant
des pièces de liaison 38 d'axe Y reliés auxdits supports-leviers 20 qui
pivotent alors et s'écartent suivant chacun un axe Z2 Z2' pour la tête
inférieure 132.From said fixed support block 36, the two lever supports 20 are articulated, either directly for the
Lesdits supports-leviers 20 articulés, entraínent lesdits supports
17 des bras de ventouse 32, grâce à des galets de roulement 33 pouvant
se déplacer dans des fenêtres 311 réalisées dans lesdits supports-leviers
20, dans la direction voulue pour suivre à la fois l'écartement et la
convergence des ventouses 32 : pour cela, les supports-guides 17 des bras
de ventouses coulissent sur lesdits guides 21 fixes qui leur imposent
l'angle et l'orientation de déplacement, les leviers 20 assurant
l'amplitude dudit déplacement.Said lever supports 20 articulated, drive said supports 17 of the
D'autres modes de réalisation sont possibles pour obtenir la même
fonction d'ouverture α des ventouses 12, tel que celui non représenté,
suivant lequel les supports leviers 20 entraínent l'extrémité des bras 32
de ventouses, qui y sont alors fixés et articulés sans coulissement ni
besoin des fenêtres 311; les guides fixes 21 sont, eux, réalisés par de
longues fenêtres ou encoches ouvertes dans une plaque fixe, ayant les
mêmes directions voulues que ci-dessus pour obtenir les angles α et dans
lesquelles coulissent des doigts équipés de galets fixés vers l'autre
extrémité des bras de ventouses 32.Other embodiments are possible to obtain the same opening function α of the
Pour pouvoir adapter les distances des bras 32 l'un par rapport à
l'autre et l'amplitude de leur mouvement et leur angle, soit différents
dispositifs ou têtes 131, 13, peuvent être réalisées pour chaque type de
sachet, soit il peut être prévu un minimum de réglage de la position
desdites ventouses 12 par rapport à leur support 172 tel que par des
fenêtres 39 réalisées dans cesdits supports 17, dans lequel on bloque par
tout moyen de fixation lesdits supports de buse 122, soit on peut
changer et adapter comme pour l'ensemble 131 supérieur les extrémités
de bras 32 des buses qui, comme sur la figure 3, sont en forme de
baïonnette et dont la partie parallèle au plan défini par l'ensemble des
buses 12 qui est aussi celui des parois de la bande 5 avant déformation,
sont plus ou moins longues pour cela.In order to be able to adapt the distances of the
Pour permettre l'ouverture simultanée desdits leviers 20
entraínant lesdites ventouses 12 exactement au moment voulu lors du
passage, la présentation et l'arrêt d'un sachet 1 entre elles, des tiges de
commande 28 sont reliées à l'extrémité desdits leviers 20, soit
directement dans le cas de l'exemple de la tête 131 supérieure, soit
indirectement par l'ensemble de bras et de pièces de liaison 37, 38 dans
le cas de la tête 132 inférieure de la figure 4; lesquelles tiges de
commande 28 sont par exemple, suivant la figure 2, entraínées par des
leviers de commande secondaires 27 dont le déplacement est assuré par
des tiges de liaison 26, dont le mouvement alternatif est commandé par
un levier de commande principal 24, articulé à une de ses extrémités
autour d'un axe A : à son autre extrémité, ce levier de commande 24
porte un roulement 23 maintenu en contact par un ressort 25 contre une
came 22 entraínée en rotation à la vitesse voulue; un tel dispositif
d'entraínement est parfaitement connu dans différentes lignes
d'ensachage existantes et permet d'assurer simultanément également les
fonctions de toutes les autres stations de travail, telles que celles
représentées sur la figure 1, à partir d'un même arbre de commande à
cames 22.To allow the simultaneous opening of said
Sur la tête supérieure 131, afin d'aider l'écartement des parois
aspirées par les ventouses 121, il est disposé de préférence autant de
buses 18 que de poches 2 pour souffler un gaz tel que de l'air 19 qui,
outre d'aider l'ouverture 40, permet également le gonflement de
l'ensemble de la poche et complète le travail des ventouses inférieures
122.On the
Une fois lesdites poches ouvertes puis remplies 14 et scellées 15 à
leur partie supérieure 35, on obtient bien un sachet 1 de forme
rectangulaire tel que représenté sur la figure 5, comportant au moins
deux poches 2 scellées, soit trois tel que représenté, réalisées dans une
même bande 5 continue de matériau souple et à double parois, scellées
et fermées et contenant chacune un produit d'une quantité donnée 14
pouvant être différent de celui contenu dans la poche adjacente du
même sachet 1; ledit sachet comporte ainsi suivant la figure 5, trois
poches 2 de même hauteur h, dont deux au moins 21 et 22 sont de
largeur différente l1, l2, soit l1 >l2 afin de recevoir dans la poche 21 un
produit 141 en quantité supérieure à celui 142 de la poche 22.Once said open pockets then filled 14 and sealed 15 at their
Chaque poche 2 est reliée à celle adjacente par une zone 41 de
scellement, comportant de préférence une ligne 42 de pré-découpe. De
tels sachets ainsi réalisés et représentés sur la figure 5 sont nouveaux et
non connus à ce jour avant la présente invention.Each
Claims (9)
- Process for forming bags, in which:a web (5) of constant and continuous width, made of a supple material with double walls fast with each other by one of their continuous edges (34), is formed;the two walls are sealed together (9) perpendicularly to said edge over a zone (41) of sufficient width to be divided into two while keeping on each side of the cut the walls sealed at given intervals to produce bags (2) whose bottom is then constituted by said continuous edge (34) of the web (5);said web is cut out (10) along said seals (9) defining bags in order to obtain sachets (1) independent of one another;the free edges of each bag located opposite the bottom (34) thereof are opened (40) by at least two suction cups (12) each drawing one of said walls, the sachets (1) are disposed and maintained vertical;each bag (2) thus opened is filled (14) with a given liquid, pasty, solid or pulverulent product (14) and said edges of the opening (40) are sealed (15) in order to close each bag (2);
characterized in that:said web (5) is cut out (10) at least every two bags (5) in order to constitute multi-bag sachets (1);at least as many pairs of suction cups (12) are disposed (13) on either side of said web (5) as there are bags (2) constituting each independent sachet, which suction cups are mounted at the end of arms (32) mobile with respect to fixed guides (21), which fixed guides disposed on the same side of the web (5) form, two by two, a divergent angle therebetween, of which the aperture α is oriented opposite the plane defined by said web (5), which arms (32) are fast with supports (20) such that, when they are moved apart in order to open the openings (40) of said bags (2) of the same sachet (1) simultaneously, the suction cups that are disposed on the same side of the sachet (1) are brought closer to one another, with each suction cup drawing one of said walls, so that they follow the deformation thereof. - Bag-forming process according to Claim 1, characterized in that said web (5) is cut out at least every three bags (2), of which the assembly constitutes an independent sachet (1) and each bag (2) is filled (14) with a product different from the other bags in at the most two filling stations disposed along a bag-forming line (43).
- Bag-forming process according to Claim 1 or 2, characterized in that two pairs of suction cups (12) are provided per bag (2), the second (122) being located between those (121) ensuring opening (40) of said bag (2) and the bottom (34) thereof.
- Device for opening a sachet (1) of rectangular shape made by two walls of supple material fast on three sides and constituting at least one bag (2), such that it comprises at least two suction cups (12) disposed opposite each other so that they can be placed against each wall of said sachet and adapted to draw thereon, to open (40) the walls at the level of the fourth side not fast with said bag (2), characterized in that it comprises at least two pairs of said suction cups (12) mounted at the end of arms (32) mobile with respect to fixed guides (21), which simultaneously displaceable mobile arms and their associated fixed guides disposed on the same side of the bag (2) form, two by two, a divergent angle therebetween, of which the aperture a is oriented opposite that of the same aperture a formed by the arms (32) disposed on the other side and bearing the suction cups (12) which are opposite theirs'.
- Opening device according to Claim 4, characterized in that it comprises at least two gas-blowing nozzles (18) oriented in the plane defined by said suction cups (12) connected face to face and each towards a point of contact thereof.
- Opening device according to Claim 4 or 5, characterized in that it comprises two assemblies of pairs of suction cups (12) disposed and mobile in parallel planes, each suction cup (122) of the pairs of the second assembly being in the same plane, perpendicular to said parallel planes of mobility, as the suction cup (121) of the pair of the first assembly which is associated therewith for the same bag (2).
- A sachet (1) of rectangular shape constituted in accordance with any one of the processes of Claims 1 to 3, and comprising at least two bags (2) made in the same continuous web (5) of the supple double-walled material, sealed and closed, both walls of each of said bags being fast with each other by at least one of their continuous edges which is that of the fold of the web (5), characterised in that each one of said bags (2) contains, in addition to a gas, a liquid, pasty, solid or pulverulent product in an accurately assayed quantity which is different from that contained in the adjacent bag of the same sachet (1), said bags (2) being of the same height and at least two of them are of different width.
- Sachet according to Claim 7, characterized in that it comprises at least three bags.
- Sachet according to Claim 7 or 8, characterized in that each bag (2) is connected to the adjacent one by a zone (41) of seal comprising a pre-cutout line (42).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9606622 | 1996-05-22 | ||
| FR9606622A FR2748989B1 (en) | 1996-05-22 | 1996-05-22 | MULTI-POCKET BAGING METHOD AND DEVICE AND BAGS THUS OBTAINED |
| US08/861,777 US5845463A (en) | 1996-05-22 | 1997-05-22 | Process and device for forming multi-compartment bags and sachets thus obtained |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0808770A1 EP0808770A1 (en) | 1997-11-26 |
| EP0808770B1 true EP0808770B1 (en) | 2000-01-05 |
Family
ID=26232732
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97430012A Expired - Lifetime EP0808770B1 (en) | 1996-05-22 | 1997-05-21 | Method and device for opening and filling of multi-pocket bags and bags obtained |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5845463A (en) |
| EP (1) | EP0808770B1 (en) |
| DE (1) | DE69701057T2 (en) |
| ES (1) | ES2142139T3 (en) |
| FR (1) | FR2748989B1 (en) |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1060077B1 (en) * | 1998-03-04 | 2003-06-18 | Cryovac, Inc. | Stack-sealable, heat-shrinkable multilayer packaging film |
| EP1153846B1 (en) * | 1998-12-30 | 2003-11-19 | Terolasa, S.L. | Process and facility for manufacturing and filling multiple-cavity sacks |
| US6119439A (en) * | 1999-01-12 | 2000-09-19 | R. A. Jones & Co. Inc. | Non-contact rotary knife perforator |
| US6493990B1 (en) * | 2000-05-18 | 2002-12-17 | James F Anderson | Process and related apparatus for repairing aquatic propeller scars |
| HUP0301668A2 (en) * | 2000-08-10 | 2003-09-29 | Delsys Pharmaceutical Corporation | Improved solid pharmaceutical dosage formulation of hydrophobic drugs |
| US6598373B2 (en) * | 2001-02-13 | 2003-07-29 | Sealed Air Corporation (Us) | Apparatus and method for forming inflated containers |
| US6651406B2 (en) | 2001-02-13 | 2003-11-25 | Sealed Air Corporation (Us) | Apparatus and method for forming inflated containers |
| JP4707848B2 (en) * | 2001-02-23 | 2011-06-22 | 東洋自動機株式会社 | Bag mouth opening device for continuously transported bags |
| US7220476B2 (en) | 2001-05-10 | 2007-05-22 | Sealed Air Corporation (Us) | Apparatus and method for forming inflated chambers |
| US20040025476A1 (en) * | 2002-04-10 | 2004-02-12 | Oliverio Frank G. | Stand-up pouch forming, filling and sealing |
| EP1375637A1 (en) * | 2002-06-17 | 2004-01-02 | Unilever N.V. | Detergent compositions |
| DE50304037D1 (en) * | 2002-11-29 | 2006-08-10 | Ferag Ag | Method and device for packaging flat objects |
| US20050178493A1 (en) * | 2004-02-18 | 2005-08-18 | Broering Shaun T. | Method and apparatus for making flexible articles having elastic-like behavior with visually distinct regions |
| AU2005203038A1 (en) * | 2004-07-15 | 2006-02-02 | Sealed Air Corporation (Us) | High-speed apparatus and method for forming inflated chambers |
| EP1786672A2 (en) * | 2004-08-13 | 2007-05-23 | Kencan Australasia Pty Ltd | Method and apparatus for forming and filling packaging |
| US8020358B2 (en) | 2004-11-02 | 2011-09-20 | Sealed Air Corporation (Us) | Apparatus and method for forming inflated containers |
| US7165375B2 (en) * | 2005-02-05 | 2007-01-23 | Sealed Air Corporation (Us) | Inflation device for forming inflated containers |
| PL1698553T3 (en) * | 2005-03-04 | 2009-12-31 | Indag Gesellschaft Fuer Ind Mbh & Co Betriebs Kg | Device and procedure for filling bags with food |
| US20060218879A1 (en) * | 2005-03-31 | 2006-10-05 | Sealed Air Corporation (Us) | Apparatus for forming inflated packaging cushions |
| US7225599B2 (en) * | 2005-04-05 | 2007-06-05 | Sealed Air Corporation | Apparatus and method for forming inflated articles |
| JP2007269401A (en) * | 2006-03-06 | 2007-10-18 | Toyo Jidoki Co Ltd | Bag filling/packaging method and bag filling/packaging machine |
| US8046976B2 (en) | 2006-07-25 | 2011-11-01 | The Coca-Cola Company | Devices and methods for packaging beverages |
| US8091323B2 (en) * | 2006-12-22 | 2012-01-10 | Kraft Foods Global Brands Llc | Resealable film structure |
| US20080240628A1 (en) * | 2007-03-27 | 2008-10-02 | Vanloocke Cory Klaiber | Reclosable multi-compartment package |
| JP4469007B2 (en) * | 2008-10-02 | 2010-05-26 | 株式会社湯山製作所 | Drug packaging device |
| DE102009005311A1 (en) * | 2009-01-29 | 2010-08-05 | Khs Ag | Method and device for processing double-chambered bags with different geometries |
| US20100273622A1 (en) * | 2009-04-22 | 2010-10-28 | Whirlpool Corporation | Split vacuum bag |
| US20110113727A1 (en) * | 2009-11-18 | 2011-05-19 | Bonner Kevin B | Custom Prepackaging Method and Apparatus |
| CN102658888B (en) * | 2012-05-04 | 2013-07-31 | 江南大学 | Opening device for connected packaging bags |
| WO2016097842A2 (en) * | 2014-12-18 | 2016-06-23 | Jean-Jacques JAOUEN | Machine for creating and filling a multi-compartment pouch simultaneously with powder and liquid |
| EP3269539B1 (en) * | 2016-07-14 | 2019-02-20 | Starlinger & Co. Gesellschaft m.b.H. | Device for opening an end area of a tubular sack body |
| US10689182B1 (en) | 2017-07-12 | 2020-06-23 | Jonathon L. Thompson | Multi-compartment disposable pouch |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4216193A1 (en) * | 1991-05-17 | 1992-11-19 | Kao Corp | Method of packing powder in quantity required for use - has bags made from water soluble plastic film passed between rollers and sealed by heat sealing device |
| FR2682932A1 (en) * | 1991-10-24 | 1993-04-30 | Acp Ste Nouvelle | Method for producing sheets of metered-amount sachets, the machine for implementing it and the sheets obtained |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE308165C (en) * | ||||
| CH308165A (en) * | 1952-10-09 | 1955-06-30 | Leon Bartelt Harold | Packing machine. |
| GB1195959A (en) * | 1968-02-20 | 1970-06-24 | Riegel Paper Corp | Packaging Method and Machine for Forming and Filling Bags of Different Lenghts and Widths. |
| US3739522A (en) * | 1971-07-22 | 1973-06-19 | G Greenbaum | Horticultural cell system and method of manufacture |
| FR2417445A2 (en) * | 1978-02-15 | 1979-09-14 | Vittel Eaux Min | CONTAINER IN SYNTHETIC, THIN AND FLEXIBLE MATERIAL |
| US4344269A (en) * | 1978-06-12 | 1982-08-17 | R. A. Jones & Co. Inc. | Pouch forming and filling mechanism with provision for increasing the capacity of the pouches |
| US4201031A (en) * | 1978-09-27 | 1980-05-06 | Rexham Corporation | Method of making, opening, filling and sealing a two-compartment pouch |
| ATE11761T1 (en) * | 1980-08-11 | 1985-02-15 | Imperial Chemical Industries Plc | POUCH AND METHOD OF PRODUCTION. |
| FR2522478B1 (en) * | 1982-03-03 | 1986-03-28 | Nestle Sa | FOOD PRODUCT CONSISTING OF A POWDERY MASS AND SEPARATELY PACKED TRIM, PROCESS FOR PREPARING THE TRIM, PACKAGING AND PACKAGING PROCESS |
| FR2640231B1 (en) * | 1988-12-14 | 1993-07-02 | Packaging Marketing Service | PROCESS AND DEVICE FOR THE MANUFACTURE AND PRESENTATION OF SAMPLES IN THE FORM OF DOSES |
| DE69025614T2 (en) * | 1990-11-28 | 1996-10-02 | Crescent Holding | Method and device for the application of heat-sealable two fed to a filling station in continuous tape form on two opposite containers and the packs produced thereby |
| US5337539A (en) * | 1992-08-25 | 1994-08-16 | Drake & Dipello, Inc. | Method of producing flexible suspendible pouches and pouch produced therefrom |
| US5507132A (en) * | 1993-12-10 | 1996-04-16 | General Mills, Inc. | Apparatus for opening microwave popcorn bags |
-
1996
- 1996-05-22 FR FR9606622A patent/FR2748989B1/en not_active Expired - Lifetime
-
1997
- 1997-05-21 ES ES97430012T patent/ES2142139T3/en not_active Expired - Lifetime
- 1997-05-21 DE DE69701057T patent/DE69701057T2/en not_active Expired - Fee Related
- 1997-05-21 EP EP97430012A patent/EP0808770B1/en not_active Expired - Lifetime
- 1997-05-22 US US08/861,777 patent/US5845463A/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4216193A1 (en) * | 1991-05-17 | 1992-11-19 | Kao Corp | Method of packing powder in quantity required for use - has bags made from water soluble plastic film passed between rollers and sealed by heat sealing device |
| FR2682932A1 (en) * | 1991-10-24 | 1993-04-30 | Acp Ste Nouvelle | Method for producing sheets of metered-amount sachets, the machine for implementing it and the sheets obtained |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0808770A1 (en) | 1997-11-26 |
| DE69701057T2 (en) | 2000-07-06 |
| ES2142139T3 (en) | 2000-04-01 |
| FR2748989A1 (en) | 1997-11-28 |
| FR2748989B1 (en) | 1998-08-21 |
| DE69701057D1 (en) | 2000-02-10 |
| US5845463A (en) | 1998-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0808770B1 (en) | Method and device for opening and filling of multi-pocket bags and bags obtained | |
| EP0261010B1 (en) | Flexible pack, manufactured flat to form a free-standing container, and manufacturing process | |
| CA2487375C (en) | Method and machine for preparing postman's route in one single pass | |
| CH438141A (en) | Apparatus for opening bags for filling | |
| EP1312548B1 (en) | Apparatus for cutting a row of foil covers from a cover web and securing them on a row of filled containers | |
| FR2558438A1 (en) | CONDITIONED PRODUCT AND METHOD AND APPARATUS FOR PACKAGING ARTICLES | |
| CH630025A5 (en) | FLEXIBLE SAME OF FLEXIBLE SYNTHETIC MATERIAL CONTAINERS, AND MANUFACTURING METHOD THEREOF. | |
| WO1995023742A1 (en) | Sealed envelope, method for the manufacture thereof, and method for filling said envelope with a beverage | |
| EP0626921B1 (en) | Container made of flexible material, method and installation for its fabrication | |
| EP0146482B1 (en) | Method and device for applying handles or stiffening elements to a tubular web | |
| FR2954704A1 (en) | BELL-SHAPED PROTECTION SYSTEM FOR ELECTRON BEAM CONTAINER TREATMENT DEVICE | |
| EP2069205B1 (en) | Process and device for manufacturing individual packaging for a liquid, viscous, or powder product at a very high production rate | |
| US6719015B2 (en) | Apparatus and process for manufacturing a filled flexible pouch | |
| FR3058356A1 (en) | BAG CONFECTION STATION FOR A MACHINE FOR MANUFACTURING AND PACKAGING PRODUCTS IN BAGS | |
| FR2846624A1 (en) | METHOD AND DEVICE FOR FILLING FOOD CONTAINERS | |
| EP0324739B1 (en) | Installation for making, filling and closing packages made from a continuous strip of material, in particular heat-sealable and packing | |
| FR2489253A1 (en) | CHUTE FOR PACKING A FLEXIBLE BAG FILLED WITH A LIQUID IN A BOX | |
| FR2581026A1 (en) | METHOD AND APPARATUS FOR PACKAGING FLUID PRODUCTS AND DOSING DEVICE | |
| CH458183A (en) | Liquid packaging machine | |
| CA2234502C (en) | Device for conveying plastic containers transversally at high speed | |
| EP2363281B1 (en) | Machine and method for lining packing boxes with plastic bags | |
| FR2820119A3 (en) | FLEXIBLE PACKAGING BAG, USE OF SUCH A BAG AND METHOD FOR PACKAGING A PRODUCT WITH SUCH A BAG | |
| BE547082A (en) | ||
| FR3126408A1 (en) | EQUIPMENT FOR COLLECTING AND PACKING ARTICLES IN A BAG MADE FROM A ROLL OF SHEATH FORMED BY TWO PLASTIC FILMS | |
| FR2962717A1 (en) | Plastic sachets realizing device for vertical bag-filling machine, has female part whose edges have width ranging from top to bottom, and V-groove forming physical separation between sachet interior and plastic film zone forming gusset |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE CH DE ES FR GB IT LI LU |
|
| 17P | Request for examination filed |
Effective date: 19971106 |
|
| 17Q | First examination report despatched |
Effective date: 19980511 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE ES FR GB IT LI LU |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69701057 Country of ref document: DE Date of ref document: 20000210 |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG PATENTANWAELTE |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20000228 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2142139 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20010511 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010514 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20010515 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20010516 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20010518 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20010611 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020521 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020521 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020522 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020531 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021203 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20020521 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030611 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050521 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: RN Effective date: 20140325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130531 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: FC Effective date: 20140425 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: FR Effective date: 20140526 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20160425 Year of fee payment: 20 |