EP0780176A2 - Dispositif et procédé pour la coulée continue - Google Patents
Dispositif et procédé pour la coulée continue Download PDFInfo
- Publication number
- EP0780176A2 EP0780176A2 EP96119789A EP96119789A EP0780176A2 EP 0780176 A2 EP0780176 A2 EP 0780176A2 EP 96119789 A EP96119789 A EP 96119789A EP 96119789 A EP96119789 A EP 96119789A EP 0780176 A2 EP0780176 A2 EP 0780176A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- side mold
- short
- mold element
- long
- continuous casting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/0408—Moulds for casting thin slabs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/053—Means for oscillating the moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/059—Mould materials or platings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0605—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars formed by two belts, e.g. Hazelett-process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0622—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars formed by two casting wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0648—Casting surfaces
- B22D11/066—Side dams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0665—Accessories therefor for treating the casting surfaces, e.g. calibrating, cleaning, dressing, preheating
- B22D11/0671—Accessories therefor for treating the casting surfaces, e.g. calibrating, cleaning, dressing, preheating for heating or drying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/108—Feeding additives, powders, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/055—Cooling the moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
Definitions
- the present invention relates to an apparatus for and a process of continuously producing a long-sized ingot having a specified cross-section by solidifying molten metal in a lead-through mold and continuously drawing the solidified shell.
- a first object of the present invention is to provide an apparatus and a process for performing stable continuous casting by uniformly heating short-side mold elements with a simple equipment for a long-period of time for stably suppressing production of a solidified shell on the surface of each short-side mold element throughout casting.
- a second object of the present invention is to provide a continuous casting apparatus for performing stable continuous casting for a long period of time by suppressing corrosion of a short-side mold element due to a mold powder.
- a third object of the present invention is to provide a continuous casting apparatus of a reduction type in which the short-side mold element is kept in a high temperature state, which is capable of preventing formation of any gap, into which molten metal is possibly inserted, between the short-side mold element and the long-side mold element even by thermal deformation of a refractory member of the short-side mold element, and preventing damages of the mold, thereby ensuring stable casting.
- a fourth object of the present invention is to provide an apparatus and a process for continuous casting a high quality slab by forming a solidified shell at each corner of a contact portion between a short-side mold element and a long-side mold element in such a manner as to be continuous to a solidified shell produced on the surface of the long-side mold element, thereby suppressing creation of casting fins and rounding of molten metal.
- a fifth object of the present invention is to provide a continuous casting apparatus for performing stable casting by reducing thermal deformation of a refractory member of a short-side mold element due to a difference in temperature between a molten metal side of the refractory member and the opposed side thereof.
- a sixth object of the present invention is to provide a continuous casting apparatus capable of producing such a short-side solidified shell as to increase a surface quality of a short-side portion of a slab and to exhibit a strength sufficient for high casting, preventing rounding of molten metal at a step portion of the short-side mold element, and reducing a manufacturing cost of the short-side mold element and significantly shortening a set-up time required for setting the mold.
- a continuous casting apparatus for continuously producing a slab by continuously supplying molten metal in a space of a mold including opposed long-side mold elements and opposed short-side mold elements and continuously drawing a shell solidified in the mold, the improvement wherein
- a continuous casting apparatus for continuously producing a slab by continuously supplying molten metal in a space of a mold including opposed long-side mold elements and opposed short-side mold elements and continuously drawing a shell solidified in the mold, the improvement wherein
- a continuous casting process for continuously producing a slab by continuously supplying molten metal in a space of a mold including opposed long-side mold elements and opposed short-side mold elements and continuously drawing a shell solidified in the mold, the improvement wherein
- a continuous casting process for continuously producing a slab by continuously supplying molten metal in a space of a mold including opposed long-side mold elements and opposed short-side mold elements and continuously drawing a shell solidified in the mold, the improvement wherein
- a continuous casting apparatus for continuously producing a slab by continuously supplying molten metal in a space of a mold including opposed long-side mold elements and opposed short-side mold elements and continuously drawing a shell solidified in the mold, wherein a level of a molten metal pool is kept constant and a mold powder is floated on the molten metal pool, the improvement wherein
- a continuous casting apparatus for continuously producing a slab by continuously supplying molten metal in a space of a mold including opposed long-side mold elements and short-side mold elements and continuously drawing a shell solidified in the mold, the improvement wherein
- a continuous casting apparatus having a mold including opposed long-side mold elements and opposed short-side mold elements, the improvement wherein
- a continuous casting apparatus for continuously producing a slab by continuously supplying molten metal in a space of a mold having opposed long-side mold elements and opposed short-side mold elements and continuously drawing a shell solidified in the mold, wherein the short-side mold element has a width gradually narrowed in the casting direction from the molten metal surface and a heating means is provided for heating the short-side mold element, whereby the reduction is completed in a state in which molten metal is not solidified on the surface of the short-side mold element, the improvement wherein
- a continuous casting apparatus for continuously producing a slab by continuously supplying molten metal in a space of a mold including opposed long-side mold elements and opposed short-side mold elements and continuously drawing a shell solidified in the mold, the improvement wherein
- a continuous casting apparatus of a reduction type in which a mold is composed of long-side mold elements and short-side mold elements, each short-side mold element including a reduction portion widened at its upper portion and narrowed at its lower portion and a straight portion, so that reduction is performed in a state that solidification is suppressed on a short-side mold element side, the improvement wherein
- a continuous casting apparatus in this embodiment is of a type in which a slab is continuously produced by continuously supplying molten metal into a space of a mold including opposed long-side mold elements and opposed short-side mold elements and continuously drawing a shell solidified in the mold.
- a passage allowing a high temperature gas to pass therethrough is provided in a back surface portion of each short-side mold element.
- the passage is also tapered such that the width is widened at its upper portion and is narrowed at its lower portion.
- the temperature of the burning gas is gradually reduced as the burning gas flows closer to a lower portion of the short-side mold element because the thermal energy of the burning gas is gradually absorbed by the short-side mold element.
- the passage for a high temperature gas, provided in the short-side mold element is formed in such a shape that the width is widened at its upper portion and is narrowed at its lower portion; and accordingly, although the temperature of the burning gas is reduced as the burning gas flows closer to the narrowed lower portion of the short-side mold element, the temperature of the lower portion of the short-side mold element is not extremely reduced because the flow velocity of the burning gas becomes larger at the narrowed lower portion of the short-side mold element to make larger a heat transfer coefficient of the lower portion of the short-side mold element.
- a plurality of the passages for supplying the high temperature gas may be provided in the short-side mold element along the casting direction for suppressing a temperature drop of the burning and easily performing uniform heating.
- the high temperature gas can be obtained by burning a mixed gas of a combustible gas and an air, which is low in burning temperature as compared with a high temperature gas obtained by burning a mixed gas of a combustible gas and oxygen.
- a burning gas at a low temperature makes it possible to enlarge the flow rate thereof without occurrence of erosion of the short-side refractory member due to molten metal, and hence to uniformly heat the short-side refractory member.
- a plurality of high temperature gases can be independently supplied into a plurality of the passages provided in the short-side mold element.
- a burning gas having a temperature higher than that obtained by burning a mixed gas of a combustible gas and air can be supplied in accordance with the following manner.
- the short-side refractory member When a large amount of a mixed gas of a combustible gas and oxygen is supplied and burned, the short-side refractory member is locally heated at a high temperature, and in the worst case, the refractory member may suffer damages from erosion due to molten metal.
- the flow rate thereof in the case where a mixed gas of a combustible gas and oxygen is burned, the flow rate thereof must be adjusted in a suitable range; however, such a suitable range is often insufficient to uniformly heat the short-side refractory member.
- the short-side refractory member can be uniformly heated at a high temperature by allowing a suitable amount of a high temperature burning gas to flow from each of a plurality of high temperature gas supply portions.
- a passage for supplying a high temperature gas may be divided into a plurality of parts in the casting direction in such a manner as to be matched with a plurality of the high temperature gas supply portions, and a discharge port for discharging the high temperature gas may be provided for each divided part of the passage.
- the short-side mold element may be made of a material satisfying a relationship of ⁇ / ⁇ ⁇ 0.02 (cal/cm 2 ⁇ sec ⁇ °C) where ⁇ is a thermal conductivity and ⁇ is a thickness of the material. This is effective to make smaller a calorie transmitted to the back surface of the short-side mold element during casting than that sufficient to produce a solidified shell on the front surface, on the molten metal side, of the short-side mold element, and hence to further suppress production of the solidified shell on the surface of the short-side mold element.
- the short-side mold element may be continuously heated during casting for preventing the temperature of the short-side mold element from being gradually reduced during casting.
- the continuous heating of the short-side mold element makes it possible to prevent production of a solidified shell on the surface of the short-side mold element for a long-period of time, and hence to stably perform long-term casting.
- the heating temperature of the short-side mold element may be suppressed to be in a range between a value being 0.7 time a liquidus temperature of a metal to be cast and the liquidus temperature. This is effective to stably suppress production of a solidified shell on the surface of the short-side mold element throughout casting, and hence to perform stable casting.
- Fig. 1 is a typical view showing a continuous casting apparatus used in this embodiment.
- molten metal is supplied through a pouring nozzle 3 into a fixed mold including short-side mold elements 1 and long-side mold elements 2, to form a molten pool 4.
- the short-side mold element 1 is formed in such an approximately fan-shape that the width is widened at its upper portion and is narrowed at its lower portion.
- the molten metal is cooled in the mold, and is solidified into a slab 5.
- the slab 5 is then drawn downward from the mold while being supported by supporting rolls 6.
- a gap 13, which is a passage for a high temperature gas, is formed in such a shape that the width is widened at its upper portion and is narrowed at its lower portion.
- a high temperature gas is supplied from a gas burner 12 into the gap 13 as shown in Fig. 1, and is discharged from a discharge pipe 11 as a discharge port of the high temperature gas.
- the short-side mold element 1 is formed in such an approximately fan-shape that the width is widened at its upper portion and is narrowed at its lower portion, and the gap 13 as a passage for a high temperature gas is also formed in such a shape that the width is widened at its upper portion and is narrowed at its lower portion.
- the passage is, as shown in Fig. 7, in a relationship of L1 > L2, where L1 is a distance (in the width direction of the short-side mold element) at the upper portion and L2 is a distance (in the width direction of the short-side mold element) at the lower portion.
- the ratio between L1 and L2 is desirable to be suitably determined in accordance with casting conditions (molten metal temperature, solidifying temperature of a material to be cast, casting speed, and the like). With this configuration, a distance from the gap 13 to the long-side mold element 2 is rendered substantially constant in the casting direction, thereby making easy uniform heating of the short-side mold element.
- the short-side mold element may be formed in such a shape that the widths of the upper and lower portion are substantially equal to each other, and the gap 13 as a passage for a high temperature gas is formed in such a shape that the width is widened at its upper portion and is narrowed at its lower portion.
- Fig. 2 is a view showing a structure of a short-side mold element used in this embodiment.
- a surface portion, being in contact with molten metal, of the short-side mold element is composed of a short-side refractory member 7 and an internally water-cooled type short-side copper plate 8 made of a copper alloy.
- the short-side refractory member 7 is bonded to a molten silica made short-side refractory frame 9 and is mounted to a short-side back plate 10.
- thermocouples 15 are mounted in the short-side mold element 1 at three portions arranged in the casting direction for measuring a temperature distribution of the short-side mold element 1 in the casting direction.
- a gas burner nozzle 12 is mounted over the short-side mold element 1 for allowing a burning gas to flow in the gap 13 formed between the short-side refractory member 7 and the short-side refractory frame 9.
- such a burning gas at a high temperature is supplied from the gas burner nozzle 12 provided over the short-side mold element 1, passing through the gap 13, and is discharge from a discharge pipe 11.
- the burning gas is obtained by burning a mixed gas of a combustible gas and oxygen.
- the short-side mold element 1 is made of a material satisfying the following equation: ⁇ / ⁇ ⁇ 0.02 (cal/cm 2 ⁇ sec ⁇ °C) where ⁇ is a thermal conductivity and ⁇ is a thickness of the material.
- the short-side mold element 1 may be made of a material having a thickness ( ⁇ ) of 2 cm and a thermal conductivity ( ⁇ ) of 0.035 cal/cm 2 ⁇ sec ⁇ °C, these values satisfying the above relationship.
- the high temperature burning gas flows through the gap 13 from top to bottom, and is discharged from the discharge pipe 11 mounted at the lower portion of the short-side refractory member 7.
- This is called a top-to-bottom heating type, which is distinguished from the following bottom-to-top heating type.
- Fig. 3 shows a structure of a short-side mold element used for a comparative test.
- the structure of the short-side mold element shown in Fig. 3 is the same as that shown in Fig. 2, except that the gas burner nozzle 14 is mounted at the lower portion of the short-side mold element 7 for allowing a burning gas to flow through the short-side mold element 1 from bottom to top.
- This is called a bottom-to-top heating type.
- the burning gas is obtained by burning a mixed gas of propane gas and air. Methane and butane may be similarly used as combustible gases; however, propane gas is advantageous in terms of availability and simplicity of equipment.
- a casting test was carried out using the casting apparatus including the short-side mold element having the above structure.
- the short-side mold elements were heated for 10 minutes before casting, and molten steel was continuously cast into a slab having a size of 70 mm (thickness) ⁇ 1200 mm (width).
- the temperature of the short-side refractory member 7 was measured by the thermocouples 15 mounted in the back surface portion of the short-side refractory member 7.
- the temperature of the short-side refractory member 7 reached a stationary value after an elapse of 15 minutes since starting of heating. This shows that the heating for the short-side mold element is desirable to be performed earlier by 15 minutes than casting starts. More preferably, the heating for the short-side mold element may be performed earlier by 30 - 60 minutes than casting starts.
- Fig. 4 shows a temperature distribution in the casting direction of the short-side refractory member 7, which is measured directly before casting.
- the top-to-bottom heating type can obtain a substantially uniform temperature distribution of the short-side refractory member 7, in which the temperature of a portion near the meniscus is 1300°C and the temperature of a lower portion of the short-side refractory member is 1000°C, that is, the upper side is higher in temperature than the lower side only by about 300°C.
- the bottom-to-top heating type exhibits a non-uniform temperature distribution of the short-side refractory member 7, in which the temperature of the portion near the meniscus is 600°C and the lower portion of the short-side refractory layer is 1100°C, that is, the upper side is very lower in temperature than the lower side by about 500°C, and further the temperature gradient is undesirably sharp.
- the production was set at 10 ton/charge, and the casting speed was set at a value of from 2 to 6 m/min.
- the short-side refractory member 7 was continuously heated during casting.
- casting was usually stable; however, in the test using the bottom-to-top heating type, there frequently occurred breakout after an elapse of about one minute since starting of casting.
- various kinds of steels such as a low carbon steel, medium carbon steel, high carbon steel, and stainless steel were cast; however, the casting state was not dependent on the kinds of steels.
- an apparatus and a process for performing stable continuous casting irrespective of kinds of steels by uniformly heating short-side mold elements for a long-period of time with a simple equipment for stably suppressing production of a solidified shell on the surface of each short-side mold element throughout casting.
- Fig. 5 is a view showing a structure of another short-side mold element used in this embodiment.
- Gas burner nozzles 16 are mounted in the short-side refractory member 7 from the back surface side thereof at three portions arranged in the casting direction, for heating the short-side refractory member 7 with a high temperature gas obtained by burning a mixed gas of a propane gas and oxygen. This is called a three-stage heating type. As shown in Fig. 9, the burning gas passes through the gap 13, and is discharged from the upper portion of the short-side mold element.
- a plurality of the gas burner nozzles 16 may be arranged at equal intervals in the casting direction; however, in order to further equalize a temperature distribution from top to bottom, the gas burner nozzles 16 are preferably arranged such that a distance of a passage allowing the high temperature gas supplied from the gas burner nozzle 16 mounted at the upper portion is made shorter and a distance of a passage allowing a high temperature gas supplied from the gas burner nozzle 16 mounted at the lower portion is made longer.
- the distances L3, L4, L5 in Fig. 9 may be set to satisfy a relationship of L3 ⁇ L4 ⁇ L5.
- a casting test was carried out using the same simple apparatus as that in the previous test except for the structure of the short-side mold element.
- the dimensions of a slab were set such that the thickness was 40 mm and the width was 1,200 mm.
- Fig. 6 shows a temperature distribution of a short-side refractory member in a stationary state before starting of casting.
- the temperature distribution of the top-to-bottom heating type shown in Fig. 4 is also shown in this diagram for comparison.
- the heating temperature is about 1500°C at a portion near the meniscus and about 1450°C at the lower portion of the short-side refractory member 7.
- the three-stage heating type can obtain a uniform temperature distribution of the short-side mold element in which a high temperature can be ensured and a temperature difference between the upper and lower sides is only about 50°C.
- the temperature distribution in the casting direction by the three-stage heating type is more uniform than that of the top-to-bottom heating type.
- the casting using the three-stage heating type was usually stable.
- the temperature distribution of the short-side mold element can be adjusted by means of a short-side mold element temperature control means for controlling a temperature or flow rate of a high temperature gas in such a manner that a temperature T of the short-side mold element satisfies the following equation: 0.7 ⁇ TL ⁇ T ⁇ TL (°C) where TL indicates a liquidus temperature of molten metal.
- thermocouples 15 may be provided as shown in Fig. 5, and a control means for adjusting a temperature or flow rate of a high temperature gas on the basis of the measured values detected by the temperature distribution detecting means may be provided.
- an apparatus and a process for performing stable continuous casting irrespective of kinds of steels by uniformly heating short-side mold elements for a long-period of time with a simple equipment for stably suppressing production of a solidified shell on the surface of each short-side mold element throughout casting.
- a portion of a pouring nozzle used for continuous casting, positioned at a powder line, is made from a material mainly containing ZrO 2 incorporated with C, SiC and the like.
- a material mainly containing ZrO 2 incorporated with C, SiC and the like exhibits a high corrosion resistance against a mold powder, as compared with a refractory member mainly containing Al 2 O 3 , SiO 2 , or MgO which is used for an inner wall of a tundish or the like.
- a refractory member mainly containing Al 2 O 3 , SiO 2 , or MgO which is used for an inner wall of a tundish or the like.
- even the pouring nozzle made from such a material mainly containing ZrO 2 exhibits a damage of about 4 mm/hr due to erosion of molten metal, and must be exchanged for each period of 6-8 hours.
- a continuous casting mold made from such a material must be also exchanged at a frequency substantially equal to that of a pouring nozzle.
- the material of the mold must be also selected in terms of wear resistance because an inner surface of a mold is susceptible to wear due to sliding with a solidified shell.
- the inventors have examined materials being small in corrosion due to a mold powder and in erosion due to molten steel and being large in wear resistance, and found that a material mainly containing ZrB 2 is excellent in the above properties.
- a portion of a short-side mold element in which the width is narrowed in the casting direction from a molten metal surface, may be made from a material mainly containing ZrB 2 for preventing corrosion of the short-side mold element due to a mold powder or the like and for reducing wear due to sliding with a solidified shell, thereby prolonging a service life of the mold.
- the content of ZrB 2 is desirable to be 90% or more.
- a material containing 90% or less of ZrB 2 added with C, BN and the like exhibits a strong resistance against corrosion; however, it is insufficient in terms of wear resistance because of its low strength. More preferably, the content ZrB 2 is set at 100%.
- the short-side mold element may be divided into an upper side reduction part (R-section) formed in an approximately fan-shape and a lower side straight part (S-section) having a width substantially equal to the thickness of a slab, wherein the R-section is made from a material containing ZrB 2 and the S-section is made of a copper alloy plate having an internally water-cooled structure.
- R-section upper side reduction part
- S-section lower side straight part
- a heating means may be provided in the short-side mold element for heating the upper portion of the short-side mold element. This is effective to prevent production of a solidified shell on the upper portion of the short-side mold element, and hence to perform stable casting by reducing a drawing resistance at a reduction step in which a distance between the long-side mold elements in the thickness direction of a slab is reduced in the casting direction.
- the fixed mold may be made to oscillate by an oscillation applying means. This is effective to accelerate flow-in of a mold powder, and hence to improve the quality of a slab and stability of casting.
- the short-side mold elements may be movable in the width direction of a slab at an arbitrary time during casting or not during casting. This is effective to continuously produce slabs having various widths.
- a metal member (hereinafter, referred to as frame) may be provided for portions, being in contact with the long-side mold elements, of the short-side mold element. This is effective to prevent ZrB 2 of the short-side mold element from being brought in direct-contact with the long-side mold elements, and hence to reduce damages of both the mold elements due to friction therebetween when the width of a slab is changed.
- the discharged gas may be used to be blasted to the slab after being solidified. This is effective to prevent a reduction in temperature of the slab after completion of the solidification, and hence to eliminate or reduce an energy required for reheating the slab upon direct rolling of the slab.
- part of a dummy bar used at starting of casting may be provided with a projection extending along the curve of the approximately fan-shape of the short-side mold element.
- a solidified shell is easy to be produced on the surface of the short-side mold element.
- a large drawing resistance is generated and the solidified shell is broken in the mold, tending to cause breakout of a slab.
- the breakout generated at the beginning of casting can be reduced because the projection provided on the dummy bar is integrated with the solidified shell, to apparently increase the strength of the solidified shell.
- the above-described continuous casting apparatus capable of producing a thin slab can constitutes a straightforward rolling system in which the casting apparatus is directly connected to a rolling mill. This is effective to enhance the total heat efficiency on a small scale, and hence to reduce the cost of rolled sheets as final products.
- Fig. 11 is a typical view of a continuous casting apparatus used in this embodiment.
- Molten metal is supplied through a pouring nozzle 3 into a fixed mold including short-side mold elements 1 and long-side mold elements 2, to form a molten metal pool 4.
- the short-side mold element 1 is formed in such an approximately fan-shape that the width is widened at its upper portion and is narrowed at its lower portion.
- the molten metal is cooled in the mold, and is solidified into a slab 5.
- the slab 5 is drawn downward from the mold while being supported by supporting rolls 6.
- Figs. 12, 13 are views showing a structure of a short-side mold element used in this embodiment.
- the short-side mold element 1 is composed of an upper short-side section 17 and a lower short-side section 18 made of a copper plate having an internally water-cooled structure.
- a high temperature burning gas was supplied from a gas burner 20 into a gap 19 formed in a short-side rear plate 21 provided on the back surface of the upper short-side section 17 of the short-side mold element 1 for heating the upper short-side section 17.
- a mixed gas of a propane gas and a compression air was burned by the gas burner 20.
- the upper short-side section 17 was made from 100% of ZrB 2 .
- the upper short-side section 17 was also made from a material mainly containing Al 2 O 3 , SiO 2 or ZrO 2 generally used for a pouring nozzle.
- Fig. 14 shows a relationship between a wear amount and an amount of erosion due to molten metal after an elapse of two hours since starting of casting.
- a casting speed was set at a value of from 3 to 5 m/min and a mold powder was supplied on the upper surface of a molten metal pool during casting.
- the wear amount was about 0.4 mm for the material containing ZrB 2 ; while it was about 1 mm for the comparative material. In other words, the material containing ZrB 2 is superior to the comparative material in wear resistance by twice or more.
- the amount of erosion due to molten metal was about 0.5 mm for the material containing ZrB 2 ; while it was about 10 mm. In other words, the material containing ZrB 2 is superior to the comparative material in erosion due to molten metal by 20 times.
- Fig. 15 is a view showing a structure of another short-side mold element used in this embodiment, in which the use of the material mainly containing ZrB 2 is limited for lowering a running cost for casting in consideration of the fact that the material mainly containing ZrB 2 is higher in cost than a material mainly containing AlO 2 , SiO 2 or ZrO 2 .
- a powder line portion 25 of an upper short-side section 24 was made from a material containing 100% of ZrB 2 and other portions thereof were made from a material mainly containing AlO 2 , SiO 2 or ZrO 2 .
- the powder line portion 25 was bonded at an angle-shaped mating surface with the other portion using a ceramic based adhesive.
- This structure was satisfactory to reduce the cost of the upper short-side section to be about 1/10 as compared with one entirely made of the material containing 100% of ZrB 2 . Even in this structure, stable casting was carried out without any leakage of molten steel from the above bonded portion.
- Fig. 16 is a view showing a structure of a short-side mold element used in this embodiment.
- the material mainly containing ZrB 2 having a high hardness tends to damage the surface of the long-side mold element when the width of a slab is changed.
- a frame 26 was provided for a portion at which the upper short-side section 17 is brought in contact with the long-side mold element 2.
- the frame 26 may be made from a material having a high temperature resistance such as a stainless steel. With this configuration, it is possible to make smooth sliding with the long-side mold element when the width of a slab is changed and hence to prevent the long-side mold element from being damaged, and also to prevent the brittle material, ZrB 2 from being chipped off.
- the frame 26 is not provided with any cooling means and is cooled by contact with the long-side mold element.
- Fig. 17 is a view showing a structure of a dummy bar head used in this embodiment
- Fig. 18 is a view showing a structure of a prior art dummy bar head.
- a projection 29 was mounted on the dummy bar head 28 in such a manner as to be brought in contact with the surface of each long-side mold element.
- the dimension of the projection 29 in the width direction of a slab was set to be substantially equal to that of the slab.
- Fig. 19 is a view showing a configuration of a straightforward rolling system used in this embodiment.
- a slab 5 produced by a continuous casting apparatus 30 is bent in the horizontal state, and is subjected to descaling by a descaler 31 for removing oxide scales from the surface of the slab 5, after which it is rolled to a specified thickness by a rough-rolling mill 32 and a finishing rolling mill 33. After that, the sheet thus rolled is cooled by a cooling apparatus 34 into a coil 35.
- the slab 5 is blasted with the discharged gas having used for heating the short-side mold elements through a discharge gas pipe 36 at an inlet of the descaler 31.
- the gas discharged from the discharge gas pipe 36 can be set to be in a range of from 900 to 1100°C. This makes it possible to moderate the cooling for the slab as compared with air cooling.
- the portion of the short-side mold element in which the width is narrowed in the casting direction from the molten metal surface can be made from a material containing ZrB 2 , it is possible to reduce the degree of corrosion of the short-side mold element due to a mold powder, and hence to prolong the service life of the mold.
- the short-side mold element can be divided into an upper side reduction part (R-section) formed in an approximately fan-shape and a lower side straight part (S-section) having a width substantially equal to the thickness of a slab, wherein the R-section is made from a material containing ZrB 2 and the S-section is made of a copper alloy plate having an internally water-cooled structure.
- R-section upper side reduction part
- S-section lower side straight part
- a heating means can be provided in the short-side mold element for heating the upper portion of the short-side mold element. This makes it possible to prevent production of a solidified shell on the upper portion of the short-side mold element, and hence to perform stable casting by reducing a drawing resistance at a reduction step in which a distance between the long-side mold elements in the thickness direction of a slab is reduced in the casting direction.
- the fixed mold can be made to oscillate by an oscillation applying means. This makes it possible to accelerate flow-in of a mold powder, and hence to improve the quality of a slab and stability of casting.
- the short-side mold elements can be movable in the width direction of a slab at an arbitrary time during casting or not during casting. This makes it possible to continuously produce slabs having various widths.
- a metal member (frame) can be provided for portions, being in contact with the long-side mold elements, of the short-side mold element. This makes it possible to prevent ZrB 2 of the short-side mold element from being brought in direct-contact with the long-side mold elements, and hence to reduce damages of both the mold elements due to friction therebetween when the width of a slab is changed.
- the discharged gas can be used to be blasted to the slab after being solidified. This makes it possible to prevent a reduction in temperature of the slab after completion of the solidification, and hence to eliminate or reduce an energy required for re-heating the slab upon direct rolling of the slab.
- the material containing 90% or more of ZrB 2 can exhibit a strong resistance against corrosion and keep a high strength. This makes it possible to reduce wear due to sliding with a solidified shell.
- part of a dummy bar used at starting of casting can be provided with a projection extending along the curve of the approximately fan-shape of the short-side mold element.
- the above-described continuous casting apparatus capable of producing a thin slab can constitutes a straightforward rolling system in which the casting apparatus is directly connected to a rolling mill. This makes it possible to enhance the total heat efficiency on a small scale, and hence to reduce the cost of rolled sheets as final products.
- a frame which is part of a heat-resisting member, can be arranged at a contact portion between a reduction portion made of a refractory member and a long-side mold element, that is, at each edge of the reduction portion made of a refractory member. This is effective to prevent formation of gaps between the short-side mold element and the long-side mold element by allowing the frame to be elastically deformed in accordance with thermal deformation of the refractory member of the short-side mold element.
- Sho 55-11201 has not any elasticity, and thereby even if the surface of the refractory member can be applied with the metal plating in place of the frame, the metal plating is possibly peeled from the refractory member of the short-side mold element at the boundary therebetween due to a difference in thermal deformation between the refractory member and the metal planting, as a result of which there is a possibility in breaking the short-side mold element and obstructing stable casting.
- the provision of the frame is effective to prevent formation of gaps between the short-side mold element and the long-side mold element, and hence to prevent creation of casting fins due to insertion of molten metal into the gaps. This makes it possible to safely perform stable casting without occurrence of inconveniences such as damages of the mold, surface defects of a slab, and restrictive breakout.
- a sliding resistance is made smaller so that it is possible to prevent damages at the edges of the refractory member of the short-side mold element and the surface of the long-side mold element when the short-side mold moves along the long-side mold element.
- a thermal insulating member can be provided between an anti-molten metal side of the refractory member and the back surface portion thereof for reducing a temperature rise of the back surface portion due to heating of the refractory member. Also, it is possible to eliminate the need of cooling the frame and the back surface portion by the presence of the heat-resisting metal member having a high heat-resistance, and hence to simplify the structure thereof.
- the frame preferably has a thickness allowing the frame to be elastically deformed in accordance with the shape of the reduction portion of the short-side mold element and thermal deformation of the short-side mold element.
- the frame and the back surface portion can be separately provided and be fastened by a fastening member.
- the frame and the back surface portion can be separately, easily machined upon manufacturing the heat-resisting member composed of the frame and the back surface portion. They can integrated with each other by fastening, and can achieve the function of the integral heat-resisting member described above.
- Molten metal which is not solidified at the upper reduction portion of the short-side mold element, is preferably solidified to a sufficient thickness on a lower side parallel portion positioned under the upper reduction portion by positively cooling the lower side parallel portion.
- a cooling mechanism may be provided for a cooling metal plate constituting the parallel portion for positively cooling the parallel portion.
- the frame and the back surface portion are not required to be cooled, and thereby the cooling mechanism may be configurated to cool only the cooling metal plate and not to cool the heat-resisting metal member.
- the cooling metal plate and the heat-resisting metal member may be separately provided, so that the cooling metal plate can be made from a metal capable of sufficiently exhibiting the cooling function differently from a metal constituting the heat-resisting metal member.
- the short-side mold element may be movable in the width direction of a slab at an arbitrary time during casting or not during casting.
- the short-side mold element since the frame disposed at each edge of the reduction portion made of the refractory member is connected to the back surface portion on the anti-molten metal side of the refractory member, the short-side mold element can be easily moved without shifting of the frame in the direction of the width of a slab at an arbitrary time during casting or not during casting.
- a seal member can be provided between the short-side mold element and the long-side mold element for further reducing a sliding resistance between the short-side mold element and the long-side mold element, thereby positively preventing damages of the short-side mold element and long-side mold element and further positively blocking gaps between the short-side mold element and the long-side mold element.
- the provision of the seal member is effective when the short-side mold element moves along the long-side mold element for changing the width of a slab.
- the seal member provided between the upper reduction portion of the short-side mold element and the long-side mold element may be made from a metal material such as copper or a copper alloy, and the seal member provided between the lower side water-cooled metal plate of the short-side mold element and the long-side mold element may be made from a non-metal material such as teflon.
- the seal member provided between the reduction portion of the short-side mold element and the long-side mold element may be made from a high temperature material such as fine ceramics, and the seal member provided between the lower side cooling metal plate and the long-side mold element may be made from a low temperature material such as teflon.
- the long-side mold element may be formed of a fixed type mold element made from a metal having a high thermal conductivity for enhancing an effect of cooling molten metal from the long-side mold element side, thereby accelerating production of a solidified shell on the surface of the long-side mold element.
- the long-side molds may be formed of a pair of movable belts circulating while keeping a gap corresponding to the reduction portion of the short-side mold element, molten metal being kept in such a mold; or the long-side mold elements may be formed of a pair of movable rolls rotating while keeping a gap corresponding to the reduction portion of the short-side mold.
- FIG. 20 is a view showing a concept of a continuous casting apparatus in this example.
- a mold 1 used in this continuous casting apparatus is a fixed type mold including short-side mold elements 2 and long-side mold elements 3.
- the short-side mold element 2 is formed in such an approximately fan-shape that the width (in the direction of the width of a slab) is gradually narrowed in the casting direction from the upper surface of a molten metal 5 in order to make easy insertion of a pouring nozzle 4 in a mold space and to reduce the degree of a wavy state of the molten metal surface in the mold 1.
- the molten metal 5 is supplied from a tundish 6 in the mold 1 through the pouring nozzle 4, to form a molten metal pool.
- the molten metal 5 is cooled in the mold 1, and is solidified into a slab 69.
- the slab 69 is drawn downward from the mold 1 while being supported by supporting rolls 68.
- the long-side mold element 3 is made from a metal having a high thermal conductivity, such as copper or a copper alloy, for enhancing a cooling effect and accelerating production of a solidified shell on the surface thereof.
- the short-side mold element 2 is movable in the width direction of a slab by a short-side mold element driving unit 101 under the control by a short-side width changing unit 100.
- Figs. 21 (a) to 21(c) are views showing a structure of the short-side mold element 2 used for the continuous casting apparatus in this example, wherein Fig. 21(a) is a view seen from the molten metal 5 side, showing the short-side mold element 2; Fig. 21(b) is a sectional view taken on line B-B of Fig. 21(a); and Fig. 21(c) is a sectional view taken on line CC of Fig. 21(a). As shown in Figs.
- the portion, being in contact with the molten metal 5, of the reduction portion of the short-side mold element 2 is made of a refractory member 70, and a thermal insulating member 71 is provided on the back surface of the refractory member 70.
- the refractory member 70 can be directly or indirectly heated by an electric heating (such as current-carrying heating or induction heating) means represented by a refractory member heating unit 72 at an arbitrary time during casting or not during casting.
- a frame 74a is disposed at a contact portion between the refractory member 70 of the short-side mold element 2 and the long-side mold element 2, that is, at each edge of the refractory member 70.
- the frame 74a is integrated with a back surface portion 74b disposed on the anti-molten metal side of the thermal insulating member 71.
- the frame 74a and the back surface portion 74b made from a heat-resisting metal such as a stainless steel (SUS 310 or SUS 314), constitutes a heat-resisting metal member 74.
- the frame 74a disposed between the refractory member 70 and the long-side mold element 3 has a thickness of about from 2 to 5 mm along the shape of the reduction portion of the refractory member 70 of the reduction portion.
- a water-cooled metal plate 73 containing a water-cooled mechanism (not shown) is disposed at a parallel portion positioned under the refractory member 70.
- the water-cooled mechanism may be replaced with an air-cooled mechanism.
- the water-cooled metal plate 73 and the heat-resisting metal member 74 are separately provided, and are mounted on a back plate 75 for suppressing thermal deformation of the water-cooled metal plate 73 and the heat-resisting metal member 74.
- the frame 74a is provided at the contact portion between the refractory member 70 and the long-side mold element 3, even when the refractory member 70 is thermally deformed, the frame 74a is elastically deformed in accordance with the deformation thereof, to prevent formation of gaps between the short-side mold element 2 and the long-side mold element 3.
- the thickness of the frame 74a is preferably set such that the frame 74a is elastically deformable in accordance with thermal deformation of the refractory member 70. For this reason, it is set at a value of from 2 to 5 mm.
- the frame 74a has a thickness being as thin as a value of from 2 to 5 mm, it can sufficiently withstand high temperature because it is made from a heat-resisting metal. Accordingly, the frame 74a is not required to have a cooling groove such as a water-cooled mechanism in its interior 5. Moreover, since the thermal insulating member 71 is disposed between the back surface portion 74b and the refractory member 70, it is possible to reduce a temperature rise due to heating for the refractory member 70. Additionally, the back surface portion 74b, which is made from the heat-resisting metal, is not required to be cooled.
- the heat-resisting member 74 including the frame 74a and the back surface portion 74b is not required to be provided with any cooling mechanism such as a water-cooled mechanism, differently from the water-cooled metal plate 73. Consequently, the structure of the heat-resisting metal member 74 is made simple.
- the frame 74a is indirectly cooled by the long-side mold element 3.
- Each of the long-side mold element 3 and the water-cooled metal plate 73 at the lower parallel portion of the short-side mold element 2 is preferably made from a metal having a high thermal conductivity such as copper or a copper alloy, and the contact surface thereof with the molten metal 5 and a solidified shell 76 may be applied with Cr plating or a double-layer plating (lower layer: Ni plating, upper layer: Cr plating), or thermal spraying of a heat-resisting metal.
- the frame 74a is independently disposed on each edge of the refractory member 70 at the reduction portion, when the short-side mold element 2 is moved in the width direction of a slab by the short-side mold element driving unit 101, the frame 74a is possibly shifted along with movement of the short-side mold element 2.
- the frame 74a since the frame 74a is connected to the back surface portion 74b on the anti-molten metal side of the refractory member 70, it is not shifted. As a result, it is possible to easily move the short-side mold element 2 in the width direction of a slab without shifting of the frame 74a at an arbitrary time during casting or not during casting.
- the center portion in the width direction of the refractory member 70 is high in temperature and a portion, in the vicinity of the long-side mold element 2, of the refractory member 70 is relatively low in temperature. Accordingly, the solidified shell 76 is not produced at the center portion in the width direction of the refractory member 70; while it is produced at the portion, in the vicinity of the long-side mold element 3, of the refractory member 70 continuously to the solidified shell 76 produced on the surface of the long-side mold element 3.
- a contact area between the refractory member 70 and the solidified shell 76 is made smaller, so that a sliding resistance liable to cause a sliding wear between the short-side mold element 2 and the solidified shell 6 is reduced, as a result of which it becomes possible to perform stable casting without breakage of the solidified shell 76 formed on the surface of the long-side mold element 3, and hence to prolong the service life of the short-side mold element.
- the frame 74a connected to the refractory member 70 and the thermal insulating member 71 on the anti-molten metal side is disposed at the contact portion between the refractory member 70 of the short-side mold element 2 and the long-side mold element 3, it is possible to prevent formation of gaps between the short-side mold element 2 and the long-side mold element 3 and hence to prevent creation of casting fins by insertion of molten metal into the gaps, and also to prevent inconveniences such as damages of the surface of the mold 1, surface defects of the slab 69, and restrictive breakout, and hence to safely perform stable casting.
- thermal insulating member 71 is disposed between the back surface portion 74b and the refractory member 70, it is possible to reduce a temperature rise of the back surface portion 74b.
- frame 74a and the back surface portion 74b are made from a heat-resisting metal, it is possible to eliminate the needs of cooling them by a cooling mechanism such as a water-cooling mechanism, and hence to simplify the structure thereof.
- the refractory member 70 is indirectly brought in contact with the long-side mold element 3 through the frame 74a made from a heat-resisting metal, it is possible to reduce a sliding resistance when the short-side mold element 2 is moved along the long-side mold element 3 for changing the width of the slab 69, and hence to prevent occurrence of damages of the edges of the refractory member 70 and the surface of the long-side mold element 3. Also, since the frame 74a made of a heat-resisting metal is provided at each edge of the refractory member 70, it is possible to reduce the contact area between the solidified shell 76 formed on the surface of the long-side mold element 3 and the refractory member 70 and hence to reduce a sliding resistance therebetween. This is effective to perform stable casting, and to reduce a sliding wear during casting and prolong the service life of the short-side mold element 2.
- the frame 74a Since the frame 74a is connected to the refractory member 70 on the anti-molten metal side, it is possible to prevent the shifting of the frame 74a, and hence to easily move the short-side mold element 2 in the width direction of the slab at an arbitrary time during casting or not during casting.
- Figs. 22(a) to 22(c) are views showing a configuration of a short-side mold element 2A in the continuous casting apparatus used in this example; wherein Fig. 22(a) is view seen from a molten metal 3 side, showing the short-side mold element 2A; Fig. 22(b) is a sectional view taken on line B-B of Fig. 22(a); and Fig. 22(c) is a sectional view taken on line C-C of Fig. 22(a).
- parts corresponding to those shown in Figs. 21(a) to 21(c) are indicated by the same characters.
- This example has a basic configuration being similar to that of the first example, except that a space 77 is provided between a refractory member 70 and a thermal insulating member 71 and a burner 72a as a heating means is provided in the space 77. A high temperature gas from the burner 72a is introduced in the space 77 for heating the refractory member 70 at an arbitrary time during casting or not during casting. Even in this example, the same effect as that in the first example can be obtained.
- Figs. 23(a) to 23(d) and Figs. 24(a) to 24(d) show configurations of short-side mold elements 2 and 2A of the third and fourth examples, respectively.
- Figs. 23(a), 24(a) are views seen from a molten metal 5 side, showing the short-side mold elements 2 and 2A, respectively;
- Figs. 23(b), 24(b) are sectional views taken on line B-B of Figs. 23(a), 24(a), respectively;
- Figs. 23(c), 24(c) are sectional views taken on line C-C of Figs. 23(a), 24(a), respectively; and
- Fig. 23(d), 24(d) are sectional views taken on line D-D of Figs.
- the third example shown in Figs. 23(a) to 23(d) is a modification of the first example in which a seal member 78 is provided between a frame 74a and a long-side mold element 3; and the fourth example shown in Figs. 24(a) to 24(d) is a modification of the second example in which the seal member 78 is provided between the frame 74a and the long-side mold element 3.
- parts corresponding to those shown in Figs. 21(a) to 21(c) and Figs. 22(a) to 22(c) are indicated by the same characters.
- the seal member 78 is provided between the frame 74a of the short-side mold element 2 or 2A and the long-side mold element 3, the frame 74a is not directly brought in contact with the long-side mold elements 3. This is effective to further reduce a sliding resistance between the short-side mold element 2 or 2A and the long-side mold element 3 and hence to positively prevent occurrence of damages of the refractory member 70 and the long-side mold element 3, and also to positively block the gaps between the short-side mold element 2 or 2A and the long-side mold element 3, particularly, when the short-side mold element 2 or 2A is moved along the long-side mold element 3 for changing the width of the slab 69.
- seal member 78 may be extended between a cooling metal plate 73 at the lower portion of the mold 1 and the long-side mold element 3, as shown in Figs. 23(a) to 23(d) and Figs. 24(a) to 24(d), for further reducing the sliding resistance.
- the seal member 78 may be made from a non-metal material such as teflon; however, preferably, the seal member 78 provided between the upper reduction portion of the short-side mold element 2 or 2A and the long-side mold element 3 is made from a metal such as copper or a copper alloy, and the seal member 78 between the cooling metal plate 73 at the lower side parallel portion and the long-side mold element 3 is made from a non-metal material such as teflon.
- the seal member 78 provided between the reduction portion of the short-side mold element 2 or 2A and the long-side mold element 3 is made from a high temperature material such as fine ceramics, and the seal member 78 provided between the water-cooling metal plate 73 at the lower side parallel portion and the long-side mold element 3 is made from a low temperature material such as teflon.
- the seal member 78 is provided between the frame 74a and the long-side mold element 3, it is possible to further reduce a sliding resistance between the short-side mold element 2 or 2A and the long-side mold element 3 and hence to positively prevent occurrence of damages of the short-side mold element 2 or 2A and the long-side mold element 3, and also to positively block gaps therebetween.
- Figs. 25(a) to 25(c) are views showing a configuration of a short-side mold element 2B in a continuous casting apparatus in this example, wherein Fig. 25(a) is a view seen from a molten metal 3 side, showing the short-side mold element 2B; Fig. 25(b) is a sectional view taken on line B-B of Fig. 25(a); and Fig. 25(c) is a sectional view taken on line C-C of Fig. 25(a).
- parts corresponding to those shown in Figs. 21(a) to 21(c) are indicated by the same characters.
- a frame 74c and a back surface portion 74d of a heat-resisting metal member 74A are provided separately from each other, and they are fastened to each other by means of bolts 91 as fastening members at several positions arranged in the vertical direction (casting direction) as shown in Fig. 25(b).
- bolts 91 as fastening members at several positions arranged in the vertical direction (casting direction) as shown in Fig. 25(b).
- the lowermost hole has a diameter being substantially the same as that of the bolt 91, and other holes are all in the form of slots 92 for absorbing a difference in thermal deformation between the frame 74c and the back surface portion 74d during casting or during pre-heating of the refractory member 70.
- the other configurations are the same as those in the first example. Parts corresponding to those shown in Figs. 21(a) to 21(c) are indicated by the same characters.
- the frame 74a and the back surface portion 74d are provided separately from each other, they can be independently, easily machined upon manufacturing the heat-resisting metal member 74A.
- a stainless steel such as SUS 310 or SUS 314 preferable as a heat-resisting metal is difficult to be machined, and thereby the above configuration is advantageous in simplifying the manufacture.
- the frame 74c is integrated with the back surface portion 74d after being fastened by the bolts 91, and the same effect as that in the first example can be obtained.
- the hole formed at the lowermost portion of the frame 74c has a diameter being substantially the same as that of the bolt 91 and other holes are all in the form of the slots 92, it is possible to absorb a difference in thermal deformation between the frame 74c and the back surface portion 74d.
- the head of the bolt 91 formed in a disk-shape can be buried in the bolt hole formed in the frame 74c. This is effective to prevent occurrence of damages on the surface of the long-side mold element 3 by the head of the bolt 91.
- FIG. 26 shows a twin-belt type continuous casting apparatus in the sixth example
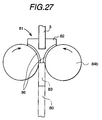
- Fig. 27 shows a twin-roll type continuous casting apparatus in the seventh example.
- the structures of a short-side mold element and a long-side mold element shown in Figs. 26 and 27 are equivalent to those shown in Fig. 21(a).
- like parts in Figs. 26 and 27 are indicated by the like characters.
- a short-side mold element 81 has the same shape and structure as those of the short-side mold element shown in Figs. 21(a) to 21(c), Figs. 22(a) to 22(c) and Figs. 25(a) to 25(c). Namely, the short-side mold element 81 is formed in such an approximately fan-shape that the width is gradually narrowed in the casting direction from the upper surface of molten metal, and a reduction portion of the short-side mold element 81 is formed of a refractory member 82 having a heating means while a parallel portion positioned under the reduction portion is formed of a water-cooled metal plate 83.
- Long-side mold elements of the twin-belt type continuous casting apparatus shown in Fig. 26 are formed of a pair of movable belts 84a circulating while keeping a gap corresponding to the reduction portion of the short-side mold element 81; and long-side mold elements of the twin-roll type continuous casting apparatus shown in Fig. 27 are formed of a pair of movable rolls 84b rotating while keeping a gap corresponding to the reduction portion of the short-side mold element 81.
- a cooling body 85 for cooling a slab 80 is provided along the movable belt 84a.
- a frame 86 made from a heat-resisting metal is provided along the shape of the reduction portion at a contact portion between the refractory member 82 of the short-side mold element 81 and the movable belt 84a or movable roll 84b as the long-side mold element, that is, at each edge of the refractory member 82.
- the frame 86 is connected to a back surface portion (not shown) equivalent to that shown in Fig. 19 on the anti-molten metal side of the refractory member 82.
- a thermal insulating member (not shown) is disposed between the back surface portion and the refractory member 82.
- the frame 86 and the back surface portion may be configurated to be similar to those shown in the first to fifth examples.
- the frame 86 connected to the anti-molten metal side of the refractory material 82 is disposed at the contact portion between the refractory member 82 of the short-side mold element 81 and the movable belt 84a or movable roll 84b as the long-side mold element, there can be the same effect as those described in the previous examples, that is, it is possible to prevent formation of gaps between the short-side mold element 81 and the movable belt 84a or movable roll 84b and hence to prevent creation of casting fins due to insertion of molten metal into the gaps. This is effective to perform stable casting without occurrence of inconveniences such as damages of the mold, surface defects of a slab, and restrictive breakout.
- the refractory member 82 is indirectly brought in contact with the movable belt 84a or movable roll 84b through the frame 86, it is possible to reduce a sliding resistance, and hence to prevent damages of the refractory member 82, movable belt 84a or movable roll 84b. Additionally, it is possible to change the width of a slab at an arbitrary time during casting or not during casting. The other effects similar to those described in the previous examples can be also obtained.
- a seal member may be provided between the frame 86 and the movable belt 84a or movable roll 84b. In this case, it is possible to further reduce a sliding resistance between the short-side mold element 81 and the movable belt 84a or movable roll 84b, and hence to positively prevent damages of the mold, and also to positively block the gaps therebetween.
- the frame connected to the anti-molten metal side of the refractory member is provided at the contact portion between the reduction portion of the short-side mold element and the long-side mold element, it is possible to prevent formation of gaps between the short-side mold element and the long-side mold element and hence to prevent creation of casting fins due to insertion of molten metal into the gaps. This is effective to prevent occurrence of inconveniences such as damages of the mold, surface defects of a slab, and restrictive breakout, and hence to perform stable casting.
- Fig. 28 is a schematic view showing a concept of a continuous casting apparatus used in this embodiment.
- molten metal 4 is supplied through a pouring nozzle 3 into a fixed mold composed of short-side mold elements 1 and long-side mold elements 2, to form a molten pool 4.
- the short-side mold element 1 is formed in such an approximately fan-shape that the width in the thickness direction of a slab is widened at an upper portion and is narrowed at a lower portion for making easy insertion of the pouring nozzle 3 and reducing the degree of a wavy state of a molten metal surface in the mold.
- the molten metal 4 is supplied from a tundish 60 into the mold. Specifically, the molten metal 4 stored in the tundish 60 is allowed to pass through the pouring nozzle 3 mounted to the lower portion of the tundish 60 by adjustment of a stopper 61 and to be supplied into the fixed mold.
- the molten metal 4 is cooled in the mold to be solidified into a slab 5.
- the slab 5 is drawn downward from the mold while being supported by a plurality of supporting rolls 6.
- Each of the short-side mold elements 1 and the long-side mold elements 2 has a cooling water feeder, and thereby it can be suitably cooled during casting or the like.
- the short-side mold element 1 also has a temperature controller, and thereby it can be controlled in its temperature.
- Fig. 29 is a view showing a structure of the short-side mold element 1 used in this embodiment.
- the short-side mold element 1 includes a reduction portion 62 having a width gradually narrowed from top to bottom and a parallel portion 63 having a substantially uniform width.
- the short-side mold element 1 has a refractory member 47 disposed at a molten metal contact surface 64, a high heat-insulating refractory member 48 disposed at a reduction portion behind the refractory member 47, an internally water-cooled metal plate 49 disposed behind the refractory member 48 and at the lower side parallel portion 63; and a back plate 50 mounted on the metal plate 49 for suppressing thermal deformation of the metal plate 49.
- the refractory member 47 is heated by applying a current from lead wires 51 through electrodes 52.
- a temperature change of the refractory member 47 is measured by means of thermocouples 53 mounted on the back surface of the refractory member 47, and is fed-back to the temperature controller provided on the short-side mold element. As a result, the temperature of the refractory member 47 can be controlled before or during casting.
- the refractory member 47 may be heated by a heating means such as a burner, other than the above-described electric heating.
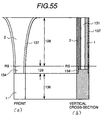
- a pouring basin is widened at its upper portion and is narrowed at its lower portion, so that a solidified shell is produced on the surface of each short-side mold element as shown in Fig. 38.
- Fig. 38 shows a shape of a solidified shell produced on the surface of the short-side mold element.
- a solidified shell 54 is produced at the upper reduction portion continuously at each corner portion between the short-side mold element 1 and the long-side mold element 2 in an area lower than the molten metal surface.
- the solidified shell 54 is produced over the entire surface at the lower side parallel portion.
- Fig. 39 shows one example of the temperature adjustment of the short-side mold element 1 in the width direction.
- the center in the width direction of the short-side mold element 1 is heated up to a temperature higher than a solidified shell forming temperature (T), that is, it is heated at T 2 (>T) in Fig. 39; while each end of the short-side mold element 1 is adjusted at a temperature lower than the solidified shell forming temperature (T), that is, it is adjusted at T 1 ( ⁇ T) in Fig. 39.
- T solidified shell forming temperature
- T solidified shell forming temperature
- Such a temperature adjustment can be performed by heating the center in the width direction of the short-side mold element 1 at the upper reduction portion by electric heating or heating using a burner, and by cooling both the ends of the short-side mold element 1.
- Both the ends of the short-side mold element 1 can be cooled by allowing cooling water to flow in cooling water grooves provided in the mold.
- both the ends of the short-side mold element 1 are cooled either from the short-side mold element 1 side or from the long-side mold element 2 side.
- cooling water grooves may be provided in the short-side mold element 1 on the side opposed to molten metal, whereby an effect of cooling both the ends of the short-side mold element 1 is enhanced by setting a flow rate of cooling water flowing in both the ends of short-side mold element 1 more than that of cooling water flowing in the center of the short-side mold element 1.
- cooling water grooves may be provided in the long-side mold element 2, whereby an effect of cooling both the ends of the short-side mold element 1 is enhanced by setting a flow rate of cooling water flowing in the vicinities of contact portions between the long-side mold element 2 and the short-side mold element 1 more than that of cooling water flowing in the other portions of the long-side mold element 2.
- the above-described heating and the cooling make it possible to obtain the above-described temperature distribution in the width direction of the short-side mold element, and hence to produce the solidified shell shown in Fig. 38 in accordance with such a temperature distribution.
- the solidified shell 54 is not produced at the center in the width direction of the short-side mold element because the center is high in temperature.
- the solidified shell 54 already produced on the surface of the long-side mold element 2 is continuously produced at the corner portion between the long-side mold element 2 and the short-side mold element 1 because each end, in the vicinity of the long-side mold element 2, of the short-side mold element 1 is low in temperature.
- the solidified shell 54 is formed only at each corner portion and is not continuously formed in the width direction over the entire surface of the short-side mold element 1, and thereby there is not generated a drawing resistance due to reduction performed along the short-side mold elements.
- the solidified shell 54 is produced at the corner portion between the short-side mold element 1 and the long-side mold element 2 continuously from the long-side mold element 2 side, it is possible to prevent creation of casting fins by insertion of molten metal in gaps between the short-side mold element 1 and the long-side mold element 2. This is effective to prevent occurrence of restrictive breakout, and to prevent rounding of the molten metal 4 over the long-side solidified shell 54 from the short-side mold element 1 side upon production of the short-side solidified shell 54 on the lower side water-cooled metal plate 49 of the short-side mold element 1.
- the solidified shell 54 is formed over the entire surface of the parallel portion of the short-side mold element 1.
- the upper reduction portion of the short-side mold element 1 is formed of a refractory member and the lower side parallel portion is formed of a metal member.
- the solidified shell 54 is not continuously grown over the entire surface of the short-side mold element 1 in the width direction, the reduction can be smoothly performed, and after completion of the reduction, the solidified shell 54 can be produced on the surface of the short-side mold element 1 by cooling the short-side mold element 1, to thus continuously produce the slab 5.
- a solidified shell is produced on the surface of the short-side mold element of the mold having a pouring basin being wide at its upper portion and narrow at its lower portion in such a manner that at the upper reduction portion, the solidified shell is not produced at the center of the short-side mold element and is produced at each end, in the vicinity of the contact portion with the long-side mold element, of the short-side mold element by heating the short-side mold element at a high temperature and cooling the vicinity of the contact portion between the short-side mold element and the long-side mold element.
- This is effective to reduce a drawing resistance of the reduction portion due to production of the short-side solidified shell and also prevent creation of casting fins due to insertion of molten metal into gaps between the short-side mold element and the long-side mold element, and hence to prevent occurrence of restrictive breakout.
- each short-side mold element 1 was pre-heated for about 10 minutes before casting, and molten carbon steel (carbon content: 0.05 wt%) was continuously cast at a casting speed of 10 m/min into a slab having a size (thickness: 30 mm, width: 2,100 mm).
- Figs. 30 and 31 show the production states, in this casting, of the solidified shell 54 at a certain cross-section A-A' at the reduction portion 62 and at a certain cross-section B-B' at the parallel portion 63, respectively.
- Fig. 30 shows the production state of the solidified shell 54 at the reduction portion 62, in which a temperature difference exists in the short-side mold element 1 in the width direction.
- the temperature difference is due to cooling for both the ends in the width direction of the short-side mold element 1 by allowing cooling water to flow in the cooling water grooves 55 formed in the long-side mold element 2.
- the center in the width direction of the refractory member 47 of the short-side mold element 1 is set at a high temperature of 1520°C and the portion, in the vicinity of the long-side mold element 2, of the refractory member 47 of the short-side mold element 1 is set at a temperature of 900°C, which is lower than that at the center in the width direction by about 420°C.
- the solidified shell 54 is not produced at the center portion in the width direction of the short-side mold element 1 because the center portion is set at a high temperature.
- the solidified shell 54 produced on the surface of the long-side mold element 2 is continuously produced at the corner portion between the long-side mold element 2 and the short-side mold element 1 because the portion, in the vicinity of the long-side mold element 2, of the short-side mold element 1 is set at a low temperature.
- the solidified shell 54 is not continuously produced in the width direction over the entire surface of the short-side mold element 1, so that it is possible to prevent generation of a drawing resistance due to reduction performed along the short-side mold elements 1.
- the solidified shell 54 is produced at the corner portion between the short-side mold element 1 and the long-side mold element 2 continuously from the long-side mold element 2 side, it is possible to prevent creation of casting fins by insertion of molten metal in gaps between the short-side mold element 1 and the long-side mold element 2. This is effective to prevent occurrence of restrictive breakout, and to prevent rounding of the molten metal 4 over the long-side solidified shell 54 from the short-side mold element 1 side upon production of the short-side solidified shell 54 on the lower side water-cooled metal plate 49 of the short-side mold element 1.
- the solidified shell 54 is produced over the entire surface of the short-side mold element 1 at a region subsequent to the reduction portion, that is, at the parallel portion 63 because the parallel portion 63 is cooled by the metal plate 49 of the short-side mold element 1.
- the solidified shell 54 is not continuously grown over the entire surface of the short-side mold element 1 in the width direction, the reduction can be smoothly performed, and after completion of the reduction, the solidified shell 54 is produced on surface of the short-side mold element 1 by cooling the short-side mold element 1, to thus continuously produce the slab 5.
- Figs. 32 and 33 show structures for cooling a portion, in the vicinity of the long-side mold element 2, of the short-side mold element 1 of the continuous casting apparatus used in this embodiment.
- Fig. 32 shows the structure in which an effect of cooling a contact portion of the long-side mold element 2 with the short-side mold element 1 is set to be more than an effect of cooling the other portions of the long-side mold element 2 by increasing a flow rate of cooling water flowing in cooling water grooves 55 in a portion, in the vicinity of the contact portion with the short-side mold element 1, of the long-side mold element 2, so that the solidified shell 54 produced on an inner surface of the long-side mold element 2 is accelerated to be continuously produced at the corner portion between the short-side mold element 1 and the long-side mold element 2.
- the size of only the cooling water groove 55 provided in the vicinity of the contact portion with the short-side mold element 1 is made larger for increasing the flow rate of cooling water flowing in the cooling water groove, thereby accelerating the cooling at each end of the short-side mold element 1.
- the cooling ability in the vicinity of the contact portion with the short-side mold element 1 can be improved by increasing the velocity or decreasing the temperature of cooling water flowing in the cooling water groove 55 provided in the vicinity of the contact portion, other than by increasing the size of the cooling water groove 55.
- Fig. 33 shows the structure in which the metal plate 49 behind the refractory members 47, 48 of the short-side mold element 1 has a plurality of cooling water grooves 55, and of these cooling water grooves 55, one provided in the vicinity of each contact portion with the long-side mold element 2 is allowed to flow cooling water therethrough at a large flow rate. This gives a temperature distribution (temperature gradient) in the width direction to the short-side mold element 1.
- the center in the width direction of the short-side mold element 1 is set at a high temperature and a portion, in the vicinity of the long-side mold element 2, of the short-side mold element 1 is set at a low temperature, so that the solidified shell 54 produced on the long-side mold element 2 is accelerated to be continuously produced at the corner portion between the short-side mold element 1 and the long-side mold element 2.
- cooling water grooves 55 are formed on the short-side mold element 1, and the flow rate of cooling water flowing in the side grooves 55 is made larger than that of cooling water flowing in the center groove 55.
- the cooling ability can be enhanced by positioning the surface, on the molten metal 4 side, of the cooling water groove 55 closer to the molten metal 4.
- Fig. 33 shows another structure of the short-side mold element 1 of the continuous casting apparatus used in this embodiment.
- a refractory member 47 is disposed at a surface, being in contact with molten metal, of an upper reduction portion of a short-side mold element 1; a heat-insulating refractory member 48 is disposed behind the refractory member 47; and a water-cooled metal plate 49 is disposed behind the refractory member 48.
- the water-cooled metal plate 49 is exposed to a surface, being in contact with the molten metal 4, of a lower side parallel portion.
- the thickness of a solidified shell 54 at the parallel portion of the short-side mold element 1 is about 4 mm in the above-described simulation; however, in this embodiment, it can be set at about 7 mm.
- each of the long-side mold element 2 and the water-cooled metal plate of the short-side mold element 1 is made from a metal having a high thermal conductivity such as copper or a copper alloy, and it is applied on the contact surface with the molten metal 4 with Cr plating or Ni-Cr plating (lower layer: Ni plating, upper layer: Cr plating).
- Fig. 35 shows a further structure of the short-side mold element 1 of the continuous casting apparatus used in this embodiment.
- a seal member 56 is provided at a contact surface between the short-side mold element 1 and a long-side mold element 2 for eliminating direct contact between the short-side mold element 1 and the long-side mold element 2, thereby reducing a sliding resistance of the short-side mold element 1 with respect to the long-side mold element 2 when the width of a slab is changed.
- a refractory member 47 used for a reduction portion is not brought in direct-contact with the long-side mold element 2 by the presence of the seal member 56, it is possible to reduce the possibility of damaging the refractory member 47 upon mold setting or change in width of a slab.
- the seal member 56 made of a metal seal material such as copper or a copper alloy, or a high temperature seal material such as fine ceramics may be used for the refractory member 47 of the short-side mold element 1; while the seal member 56 made of a non-metal seal material such as teflon may be used for a water-cooled metal plate 49 of the lower side parallel portion of the short-side mold element 1.
- Fig. 36 shows a twin-belt type continuous casting apparatus used in this embodiment
- Fig. 37 shows a twin-roll type continuous casting apparatus used in this embodiment.
- twin-belt type continuous casting apparatus shown in Fig. 36
- belts moving in synchronization with a slab 5 are used as long-side mold elements 57
- twin-roll type continuous casting apparatus shown in Fig. 37 rolls moving in synchronization with a slab 5 are used as the long-side mold elements 58.
- Each casting apparatus commonly uses fixed type short-side mold elements 1, each of which has a width gradually narrowed in the casting direction from the molten metal surface.
- the short-side mold element 1 used for each casting apparatus has the same configuration as shown in any of Figs. 29 to 35.
- the refractory member 47 of the upper reduction portion of the short-side mold element 1 is heated and a portion, in the vicinity of each contact portion with the twin-belt type long-side mold element 57 or twin-roll type long-side mold element 58, of the refractory member 47 is strongly cooled.
- any solidified shell 54 is not produced at the center in the width direction of the refractory member 47 because the center is set at a high temperature.
- a portion, in the vicinity of the long-side mold element 2, of the short-side mold element 1 is low in temperature, so that the solidified shell 54 produced on the inner surface of the long-side mold element 2 is continuously produced at the corner portion between the short-side mold element 1 and the twin-belt type long-side mold element 57 or the twin-roll type long-side mold element 58.
- the solidified shell 54 is not continuously produced in the width direction over the entire surface of the short-side mold element 1. This is effective to prevent generation of a drawing resistance due to reduction along the short-side mold elements 1.
- the solidified shell 54 is produced at the corner portion, it is possible to prevent creation of casting fins by insertion of molten metal in gaps between the short-side mold element 1 and the twin-belt type long-side mold element 57 or the twin-roll type long-side mold element 58. This is effective to prevent occurrence of restrictive breakout, and to prevent rounding of the molten metal 4 over the long-side solidified shell 54 from the short-side mold element 1 side upon production of the short-side solidified shell 54 on the lower side water-cooled metal plate 49 of the short-side mold element 1.
- the solidified shell 54 is not continuously grown over the entire surface of the short-side mold element 1 in the width direction, the reduction can be smoothly performed, and after completion of the reduction, the solidified shell 54 can be produced on the surface of the short-side mold element 1 by cooling the short-side mold element 1, to thus continuously produce a slab.
- the present invention can be applied to the twin-belt type continuous casting apparatus or the twin-type continuous casting apparatus using short-side mold elements each including an upper reduction portion with a width gradually narrowed from top to bottom and a lower side parallel portion having a substantially uniform width.
- the present invention is effective for a continuous casting apparatus using short-side mold elements each including an upper reduction portion with a width gradually narrowed from top to bottom and a lower side parallel portion having a substantially uniform width.
- a seal member is provided at a contact portion between a short-side mold element and a long-side mold element, it is possible to prevent direct contact between the short-side mold element and the long-side mold element when the short-side mold element is moved in the width direction of a slab at an arbitrary time during casting or not during casting, and hence to smoothly move the short-side mold element in the width direction of the slab.
- the reduction is performed in a state that molten steel in the mold is not solidified on a short-side mold element by heating the upper portion of the short-side mold element and cooling a portion in the vicinity of a contact portion between a long-side mold element and the short-side mold element, and the solidified shell on the long-side mold element can be continuously produced at the corner portion between the long-side mold element and the short-side mold element.
- the reduction in creation of casting fins lowers creation of surface defects of a slab, resulting in the improved quality of the slab, and also it lowers damages of a mold due to casting fins, resulting in the prolonged service life of the mold.
- a seal member is provided at a contact portion between a short-side mold element and a long-side mold element, it is possible to prevent direct contact between the short-side mold element and the long-side mold element when the short-side mold element is moved in the width direction of a slab at an arbitrary time during casting or not during casting, and hence to smoothly move the short-side mold element in the width direction of a slab.
- an apparatus and a process for continuously casting a high quality slab at a high speed by producing a solidified shell at a corner portion of a contact portion between a short-side mold element and a long-side mold element continuously to a solidified shell on the long-side mold element, thereby suppressing creation of casting fins and rounding of molten metal.
- An upper reduction portion of a short-side mold element can be made of a refractory member divided into a plurality of parts in the casting direction. This is effective to reduce thermal deformation of the refractory member due to a temperature difference between a molten metal contact side of the refractory member and the opposed side thereof, and to substantially eliminate a difference in taper amount of the mold between in the assembled state and in the casting state. As a result, it is possible to perform stable casting using the mold having a taper kept in the assembled state, and hence to prevent breakout due to restriction of a solidified shell in the mold.
- the divided type refractory member can be easily manufactured using small pieces of refractory member at a low cost.
- the refractory member can be made from a material mainly containing ZrB 2 . This is effective to reduce corrosion of a short-side mold element due to a mold powder, and to prolong the service life of the mold.
- the upper reduction portion of the short-side mold element which is made of a refractory member, can be heated by a heating means. This is effective to prevent production of a solidified shell on the surface of the upper portion of the short-side mold element. Accordingly, it is possible to reduce a drawing resistance in the casting direction at a reduction step in which the thickness of a slab is made thinner, and hence to perform stable casting.
- the lowermost piece of the above divided type refractory member can be extended up to a portion having a constant width and positioned downwardly adjacent to the upper reduction portion, and a cooling means can be provided at the lowermost piece for cooling it.
- a solidified shell can be produced at the portion provided with the lowermost piece of the refractory member on the molten metal contact side, thought no solidified shell has been produced at the upper reduction portion on the molten metal contact side.
- the lower straight portion downwardly adjacent to the above portion provided with the lowermost piece of the refractory member which has a width substantially equal to the thickness of a slab, can be made of a copper alloy plate having an internally water-cooled structure. This is effective to accelerate the growth of the solidified shell.
- the fixed type mold can be made to oscillate by means of an oscillation applying means. This is effective to accelerate the flow-in of a mold powder and keep a preferable lubrication state between the mold and a solidified shell, and hence to improve quality of a slab and stability of casting.
- a frame can be provided at a contact portion between the short-side mold element and the long-side mold element for preventing direct contact between the long-side mold element and a refractory member of the short-side mold element. This is effective to reduce damages of both the mold elements due to a sliding friction therebetween upon change of the width of a slab, and hence to stably perform the slab width changing operation at an arbitrary time during casting or not during casting.
- the long-side mold elements can be formed of a pair of movable belts circulating while keeping a gap corresponding to the reduction portion of the short-side mold element, in which molten metal is held in the mold including the long-side mold elements (movable belts) and the short-side mold elements.
- the long-side mold elements can be formed of a pair of movable rolls rotating while keeping a gap corresponding to the reduction portion of the short-side mold element, in which molten metal is held in the mold including the long-side mold elements (movable rolls) and the short-side mold elements.
- Fig. 40 is a view showing a concept of a continuous casting apparatus used in this embodiment.
- Molten metal 4 is supplied through a pouring nozzle 3 into a fixed type mold including opposed short-side mold elements 1 and opposed long-side mold elements 2, to form a molten metal pool.
- the short-side mold element 1 is formed in such an approximately fan-shape that the width (in the thickness direction of a slab) is widened at its upper portion and is narrowed at its lower portion for making easy insertion of the pouring nozzle in a mold space and reducing the degree of a wavy state of a molten metal surface in the mold.
- the molten metal 4 is cooled in the type mold, and is solidified into a slab 5.
- the slab 5 is drawn downward from the mold while being supported by supporting rolls 6.
- Figs. 41 and 42 show a structure of a short-side mold element used in this embodiment.
- the short-side mold element 1 includes an upper short-side mold section 107 made of a refractory member and a lower short-side mold section 108 made of a copper plate having an internally water-cooled structure.
- a high temperature burning gas is supplied from a heating means 110 such as a gas burner into a gap 115 between the upper short-side mold section 107 and a short-side rear plate 108 provided on the back surface of the upper short-side mold section 107, to heat the upper short-side mold section 107.
- the gas burner for burning a mixed gas of a propane gas and a compression air is used as the heating means 110; however, a current-carrying heating system for electrically heating the upper short-side mold section 107 may be used.
- a temperature change of the upper short-side mold section 107 is measured by means of thermocouples 112 mounted in the upper short-side mold section 107 on the anti-molten metal side, and the measured result is fed-back to control the temperature of the upper short-side mold section 107 before and during casting. This is effective to prevent production of a solidified shell on the molten metal contact surface of the upper short-side mold section (upper reduction portion) 107, and hence to prevent occurrence of restrictive breakout.
- the upper short-side mold section 107 is made of a refractory member divided into a plurality of parts in the casting direction, and the refractory member is made from 100% of ZrB 2 .
- the use of the divided type refractory member for the upper short-side mold section 107 is effective to reduce the cost by about one-tenth, as compared with the use of one large-sized refractory member.
- the lowermost piece of the refractory member of the upper short-side mold section 107 is extended up to a portion having a constant width and positioned downwardly adjacent to the upper short-side mold section (upper reduction portion) 107, and a cooling means is provided at the lowermost piece for cooling it.
- a solidified shell can be produced at the portion provided with the lowermost piece of the refractory member on the molten metal contact side, thought no solidified shell has been produced at the upper reduction portion on the molten metal contact side.
- a lower straight portion downwardly adjacent to the above portion provided with the lowermost piece of the refractory member, which has a width substantially equal to the thickness of a slab is made of a copper alloy plate having an internally water-cooled structure for accelerating the growth of the solidified shell. This makes it possible to ensure the thickness of the short-side solidified shell and increase the strength thereof, and hence to prevent breakout due to bulging occurring directly under the mold.
- Fig. 43 is a diagram showing the result of a test carried out for examining the above deformation of a slab depending on a difference in thermal expansion of the refractory member with the presence or absence of division of the refractory member taken as a parameter. In this test, a divided type refractory member divided into six pieces in the casting direction was compared with an integral type refractory member. Each refractory member is made from 100% of ZrB 2 and has an entire length of 600 mm.
- the upper short-side mold section 107 has an uniform temperature distribution.
- the deformed amount of a slab is maximized (about 1.15 mm) at a point being 300 mm apart in the casting direction from the top of the upper short-side mold section 107, and the width of the mold which is set upon assembly of the mold is narrowed by about 2.3 mm on both sides of a slab in the width direction.
- the mold is usually assembled to have a taper of about 1 - 1.2% of the width of a slab such that the width of the mold is widened at its upper portion and is narrowed in the casting direction (toward the bottom of the mold) in consideration of the contraction of the width of the slab in the mold.
- the mold (length: 1,000 mm) is assembled to have a taper of about 12 - 15 mm over the entire length of the mold.
- the taper becomes 1.47% in an upper area having a distance of 300 mm apart from the top of the mold, and becomes 0.19% in a lower area downwardly adjacent to the upper area and having a distance of 600 mm.
- the taper in the upper area is about 1.47 times larger than the necessary taper for contraction of the width of the slab.
- Such a large taper possibly restricts a solidified shell in the mold, leading to breakout.
- the taper in the lower area is about 0.19 time smaller than the necessary taper for the contraction of the width of the slab.
- the deformed amount of a slab in the width direction is as small as about 0.03 mm at maximum (about 2.6% of the deformed amount of the slab measured in the case of using the integral type refractory member).
- the taper of the mold set upon assembly of the mold is little changed during casting. This makes it possible to perform stable casting using the mold having a taper kept in the assembled state, and hence to prevent occurrence of breakout due to restriction of the solidified shell in the mold.
- Fig. 44 shows an erosion amount (due to molten metal) of the upper short-side mold section 107 with time (testing time: 2 hours after casting).
- the upper short-side mold section 107 was made from 100% of ZrB 2 , and for comparison, it was also made from a material generally used for a pouring nozzle, containing 76% of Al 2 O 3 , 10% of SiO 2 and 12% of ZrO 2 .
- a slab having a thickness of 40 mm and a width of 1,200 mm was cast from carbon steel (carbon content: 0.19%) at a casting speed pf 5.0 m/min.
- the upper short-side mold section 107 was pre-heated for about 10 minutes before casting, as a result of which the upper short-side mold section 107 exhibited a temperature distribution in the casting direction in which the temperature of the central portion in the width direction was 1350°C and the temperature of a portion in the vicinity of the long-side mold element was 950°C at a certain cross-section in the casting direction on the anti-molten metal side.
- Fig. 1 the upper short-side mold section 107 was pre-heated for about 10 minutes before casting, as a result of which the upper short-side mold section 107 exhibited a temperature distribution in the casting direction in which the temperature of the central portion in the width direction was 1350°C and the temperature of a portion in the vicinity of the long-side mold element was 950°C at a certain cross-section in the casting direction on the anti-molten metal side.
- the comparative sample cannot be repeatedly used because the erosion amount at the powder line on the molten metal surface after casting becomes excessively larger; however, the inventive sample of ZrB 2 can be repeatedly used because the erosion amount is 1/40 or less that of the comparative sample, and also it enables stable casting by preventing restrictive breakout due to the presence of the solidified shell in the eroded portion.
- Fig. 45 is a view showing a structure of a short-side mold element used in this embodiment.
- a frame 113 made of a band-like metal having a thickness of about 2 to 5 mm is provided along an edge portion at which the upper short-side mold section 107 is brought in contact with the long-side mold element 2.
- the frame 113 which is made from a heat-resisting metal such as SUS 316 or SUS 310, is not provided with any cooling means and cooled by contact with the long-side mold element 2 and by air cooling on the back surface side.
- the frame 113 By provision of the frame 113, it is possible to eliminate direct contact between the refractory member of the upper short-side mold section 107 and the long-side mold element 2, and hence to prevent damages on the surface of the long-side mold element 2 upon change of the width of a slab, and also to prevent occurrence of chipping of the refractory member of the upper short-side mold section 107. Moreover, when a refractory member divided into a plurality of parts in the casting direction is assembled into the upper short-side mold section 107 as the upper-side mold element 1, the frame 113 can be used as a mounting guide, to thereby shorten the assembling time of the mold by one-tenth as compared with the conventional assembling time.
- Figs. 46, 47 show a twin-belt type continuous casting apparatus and a twin-roll type continuous casting apparatus to which the present invention is applied.
- the twin-belt type continuous casting apparatus shown in Fig. 46 uses belts moving in synchronization with a slab 5 as long-side mold elements 114
- the twin-roll type continuous casting apparatus shown in Fig. 47 uses rolls moving in synchronization with the slab 5 as long-side mold elements 115.
- Each of the apparatuses uses as the short-side mold element 1 a fixed mold of a reduction type in which the width (thickness direction of a slab) is widened at its upper portion and is narrowed in the casting direction.
- the short-side mold element 1 described above can be applied to these apparatuses shown in Figs. 46 and 47, which ensures stable casting.
- an upper reduction portion of a short-side mold element can be made of a refractory member divided into a plurality of parts in the casting direction. This is effective to reduce thermal deformation of the refractory member due to a temperature difference between a molten metal contact side of the refractory member and the opposed side thereof, and to substantially eliminate a difference in taper amount of the mold between in the assembled state and in the casting state. As a result, it is possible to perform stable casting using the mold having a taper kept in the assembled state, and hence to prevent breakout due to restriction of a solidified shell in the mold.
- the divided type refractory member can be easily manufactured using small pieces of refractory member at a low cost.
- the refractory member can be made from a material mainly containing ZrB 2 . This is effective to reduce corrosion of a short-side mold element due to a mold powder, and to prolong the service life of the mold.
- the upper reduction portion of the short-side mold element which is made of a refractory member, can be heated by a heating means. This is effective to prevent production of a solidified shell on the surface of the upper portion of the short-side mold element. Accordingly, it is possible to reduce a drawing resistance in the casting direction at a reduction step in which the thickness of a slab is made thinner, and hence to perform stable casting.
- the lowermost piece of the above divided type refractory member can be extended up to a portion having a constant width and positioned downwardly adjacent to the upper reduction portion, and a cooling means can be provided at the lowermost piece for cooling it.
- a solidified shell can be produced at the portion provided with the lowermost piece of the refractory member on the molten metal contact side, thought no solidified shell has been produced at the upper reduction portion on the molten metal contact side.
- the lower straight portion downwardly adjacent to the above portion provided with the lowermost piece of the refractory member which has a width substantially equal to the thickness of a slab, can be made of a copper alloy plate having an internally water-cooled structure. This is effective to accelerate the growth of the solidified shell.
- the fixed type mold can be made to oscillate by means of an oscillation applying means. This is effective to accelerate the flow-in of a mold powder and keep a preferable lubrication state between the mold and a solidified shell, and hence to improve quality of a slab and stability of casting.
- a frame can be provided at a contact portion between the short-side mold element and the long-side mold element for preventing direct contact between the long-side mold element and a refractory member of the short-side mold element. This is effective to reduce damages of both the mold elements due to a sliding friction therebetween upon change of the width of a slab, and hence to stably perform the slab width changing operation at an arbitrary time during casting or not during casting.
- Fig. 48 is a schematic view of a continuous casting apparatus of a reduction type using an oscillating mold, in which reduction is performed in a state in which solidification is suppressed on a short-side mold element.
- a long-side mold element 3 is entirely formed of a water-cooled copper plate.
- a short-side mold element is composed of a reduction portion formed in such an approximately fan-shape that the width is widened at its upper portion and is narrowed at its lower portion, and a straight portion having the upper portion partially made of a refractory member 2 and the lower portion made of a water-cooled copper plate 1. As shown in Fig.
- the short-side mold element is applied with a clamping force from the long-side mold element side, and accordingly it is required to have a compressive strength larger than a stress caused by clamping.
- Molten steel is supplied in the mold through a pouring nozzle 5 provided in a tundish, to form a molten steel pool 4.
- the molten steel is cooled in the mold, and is solidified into a thin slab 7.
- the thin slab 7 is drawn downward from the mold while being supported by supporting rolls 6.
- Figs. 49(a) to 49(c) show a structure of a short-side mold element used for the continuous casting apparatus shown in Fig. 48, wherein Fig. 49(a) is a front view of the short-side mold element; Fig. 49(b) is a vertical sectional view of the short-side mold element; and Fig. 49(c) is a horizontal sectional view taken on lines A-A, B-B, and C-C of Fig. 49(a).
- the short-side mold element has the reduction portion with a widen upper portion and a narrowed lower portion, and the straight portion.
- the reduction portion has a length of from 300 to 1,000 mm (preferably, from 400 to 600 mm), and the straight portion has a length of from 200 to 1,000 mm (preferably, from 300 to 500 mm).
- the length of each portion is determined depending on the thickness of a slab to be produced.
- the length of the straight portion is set to be 30-60% (preferably, 40-50%) of the entire length of the mold, and the reduction portion has a radius of curvature of from 1,500 to 5,000 mm ( preferably, from 2,500 to 3,500 mm).
- the extension of the upper portion of the mold is 0.1 to 0.4 time (preferably, 0.1 to 0.3 time) the length of the reduction portion on both the sides of the mold.
- Each of the reduction portion 128 and an upper portion 129 of the straight portion is made of a refractory member 2 having a high thermal resistance, such as molten silica, and a lower portion 130 of the straight portion is made of the water-cooled copper plate 1.
- Each of the water-cooled copper plate 1 and the long-side mold element 3 is made from a high strength and high hardness Cu-alloy containing 5 wt% or less (preferably, 1 - 3 wt%) of additional elements such as Zr, Cr, Ti and V, and it is formed, at least on the molten steel side, with a seizure preventive plating such as Ni plating or Cu plating.
- the refractory structure differs on the upper and lower sides with respect to a boundary portion (hereinafter, referred to as "RS portion") between the reduction portion and the straight portion.
- the upper side (reduction portion) from the RS portion is composed of the hollow refractory member 2 having a low thermal conductivity formed on the molten metal side (front surface) and the water-cooled copper plate 1 formed on the back surface thereof, as shown in the cross-section A-A.
- the reason why the refractory member 2 has a hollow structure 131 is that it is heated by a gas burner.
- the upper portion 129 of the straight portion lower than the RS portion is composed of a solid refractory member 2 having a low thermal conductivity formed on the molten metal side (front surface) and the water-cooled copper plate 1 formed on the back surface thereof.
- the reason why the upper portion 129 is made of the solid refractory member is that it is not required to be heated.
- the upper portion 129 of the straight portion has a length of from 20 to 600 mm (preferably, from 50 to 300 mm), which is 5 - 90% (preferably, 10 - 30%) of the entire length of the straight portion.
- the thickness of the refractory member 2 constituting the upper portion 129 of the straight portion is gradually reduced in the drawing direction of a slab.
- the lower portion 130 of the straight portion is entirely composed of a water-cooled copper plate 1.
- the water-cooled plate 1 is provided behind the refractory members constituting the reduction portion 128 and the upper portion 129 of the straight portion for imparting a strength withstanding a fastening force applied to the short-side mold element from the long-side mold element side.
- Thermocouples are disposed in the refractory member 2 to usually monitor the temperature of the surface thereof on the molten metal side.
- the reduction portion 128 is heated by the gas burner during casting in such a manner that the temperature of the surface thereof on the molten steel side is kept more than a liquidus temperature of molten steel.
- the upper portion 129 of the straight portion is cooled through the water-cooled copper plate 1 in such a manner that the temperature thereof is kept less than the liquidus temperature of molten steel.
- the short-side edge portion 137 is made from the same material as that of the long-side mold element 3, that is, a copper alloy.
- the surface, being in contact with molten steel, of the short-side edge portion 137 is applied with a double-layer plating (lower layer: Ni plating, upper layer: Cr plating).
- the provision of the short-side edge portion 137 in the short-side mold element 2 is effective to improve the strength, particularly, toughness of the contact portion with the long-side mold element 3, and hence to prevent breakage of the short-side mold element 2 due to sliding with the long-side mold element 3 upon change of the width of a slab. As a result, it is possible to reduce a possibility in causing troubles even upon on-line change of the width of a slab during casting.
- Figs. 50(a) and 50(b) are typical views showing a continuous casting process of a reduction type using the continuous casting apparatus shown in Fig. 48, in which solidification is suppressed on the short-side mold element side; wherein Fig. 50(a) is a vertical sectional view of a mold during casting; and Fig. 50(b) is a horizontal sectional view of each position of the mold shown in Fig. 50(a).
- the front surface (molten steel side) of the refractory member 2 is kept at a high temperature by allowing a high temperature gas heated by the gas burner to flow in the gap 131.
- a short-side solidified shell 133 is not produced on the surface of the short-side mold element during casting, and a long-side solidified shell 132 is produced only on the surface of the long-side mold element 3 composed of the water-cooled copper plate 1.
- the long-side solidified shell 132 is reduced in the state that any short-side solidified shell 133 is not produced on the surface of the short-side mold element, and it reaches the upper portion 129 of the straight portion.
- the short-side solidified shell 133 is gradually produced on the front surface (molten metal side).
- the short-side solidified shell 133 is gradually grown. As shown in the cross-section C-C, when reaching the lower portion 130 of the straight portion, the short-side solidified shell 133 is strongly cooled, to be made thick. The short-side solidified shell 133 has, at the lower end of the mold, a sufficient strength to achieve stable casting.
- Fig. 51 shows a relationship between a surface temperature of the surface, on a molten metal side, of a straight portion of a short-side mold element and a thickness of a short-side solidified shell, which is obtained by simulation in the case of casting using the above continuous casting apparatus.
- the result of a simulation in the case of using the short-side mold element in which the surface, on the molten steel side, of a straight portion is entirely made of the water-cooled copper plate (disclosed in Japanese Patent Laid-open No. Hei 7-232241) is also shown in Fig. 51.
- the surface, on the molten steel side, of the straight portion of the short-side mold element has a temperature distribution
- a temperature at the withwise central portion is substituted for such a temperature distribution.
- a slab having a width of 1,500 mm and a thickness of 40 mm was cast from carbon steel (carbon content: 0.25%) at a casting speed of 4 m/min.
- the entire length of the straight portion was set at 500 mm
- the length of the upper portion 129 (made of a refractory member) of the straight portion of the short-side mold element of the present invention was set at 70 mm.
- the surface temperature at the widthwise central portion on the surface, on the molten steel side, of the short-side mold element at the lower end (directly over the RS portion) of the reduction portion was 1520°C.
- Figs. 52(a) and 52(b) are vertical sectional views showing production states of the short-side solidified shell 133 in the vicinity of the RS portion; wherein Fig. 52(a) is for the case using the short-side mold element in which the surface, on the molten steel side, of the straight portion is entirely made of a water-cooled copper plate (described in Japanese Patent Laid-open No. Hei 7-232241); and Fig. 52(b) is for the case of using the short-side mold element of the present invention. As shown in Fig.
- a step between the short-side refractory member and the water-cooled copper plate is present at the RS portion, and it is taken as a solidification starting point.
- the surface temperature of the water-cooled copper plate 1 at the RS portion is 420°C, and thereby a temperature difference more than 1000°C exists at the RS portion.
- the molten steel 4 is rapidly cooled by the water-cooled copper plate 1, and consequently there occur cranks, resulting in the degraded surface quality of a short-side portion of a slab.
- the molten steel 4 rounds over a long-side portion of a slab already solidified.
- the rounding of the molten steel degrades the quality of the slab at corners and on the long-side mold side, and in the worst case, there occurs breakout due to the rounding of the molten steel. For this reason, it is required to machine and set up the short-side mold element in such a manner as to reduce such a step as more as possible.
- the surface temperature of the refractory member at the RS portion is 1155°C and thereby a temperature difference is suppressed to be less than 400°C, to thus prevent rapid cooling. Also, as shown in Figs. 49(a) and 49(b), since the thickness of the refractory member is gradually reduced toward the bottom of the mold, the surface temperature is smoothly dropped at the upper portion 129, made of the refractory member, of the straight portion.
- a temperature difference between the upper portion 129 and the lower water-cooled copper plate 130 of the straight portion becomes only about 300°C, and consequently, it is possible to obtain a slab having a short-side portion excellent in surface quality without any crack. Also, since the solidification starting point on the short-side mold element is shifted up to the upper portion 129 of the straight portion which is lower than the RS portion, and a step between the short-side refractory member 2 and the water-cooled copper plate 1 is also shifted up to a portion lower than the upper portion 129.
- the short-side solidified shell 133 Since the short-side solidified shell 133 is already grown to a thickness of about 0.4 mm at the step portion, it is not required to manage the size of the step at a high accuracy, and it is possible to perfectly prevent rounding of the molten steel. There is only a difference of about 0.8 mm in the thickness of the short-side solidified shell 133 at the end of the straight portion (the lower end of the mold) between in the case of using the short-side mold element in which the surface, on the molten steel side, of the straight portion is entirely made of a water-cooled copper plate and in the case of using the short-side mold element of the present invention. Namely, in both the cases, the short-side solidified shell 133 has a sufficiently large strength to realize high speed casting.
- the short-side refractory member is divided into a portion to be heated and a portion not to be heated with respect to the RS portion; however, the same effect can be obtained if the boundary between the portions to be heated and not to be heated is positioned upwardly or donwardly of the RS portion.
- the mold is made to vertically oscillate at an amplitude of 20 mm or less (preferably, 3 to 15 mm) and at a frequency of from 1 to 40 Hz (preferably 2.5 to 8 Hz).
- the amplitude and the frequency are particularly dependent on a casting speed, and more specifically, they are made larger with an increasing casting speed.
- the casting speed is made larger with a decrease in thickness of a slab.
- the casting speed becomes a value of from 2.5 to 4.5 m/min for a slab having a thickness of 70 mm; it becomes a value of from 3 to 6.5 mm/min for a slab having a thickness of 50 mm; and it becomes a value of from 4.5 to 8 m/min for a slab having a thickness of 30 mm.
- the amplitude and the frequency are suitably combined with this casting speed.
- a mold powder is added when molten steel is poured in the mold, and the molten steel is continuously cast in a state in which the mold powder is floated on the molten steel surface.
- the mold powder has fine particle sizes less than 200 ⁇ m (preferably, 5 to 50 ⁇ m), and has an effect for keeping the temperature of the molten steel.
- the mold powder has another effect to react with non-metallic inclusions suspended in the molten steel and to absorb and remove them. The use of a mold powder makes it possible to obtain a high quality slab containing less inclusions.
- a mold powder in a molten state flows in a gap between a long-side solidified shell and a long-side mold element, and exhibits a resistance against heat release and performs lubrication between the mold and the long-side solidified shell, thus contributing to stable operation as well as improvement in quality.
- a mold powder contains components functioning as a flux, such as CaO, CaF 2 , SiO 2 , Al 2 O 3 and NaCO 3 .
- the slab 7 is drawn while being supported by the supporting rolls 6, and at the same time, it is cooled from both sides thereof by a jet of an water-air mixture directly after being discharged from the mold and between a plural rows of the supporting rolls 6.
- the slab, which is vertically cast, is guided by a plural rows (preferably, 5 to 12 rows) of the supporting rolls 6 in such a manner as to be moved in the horizontal direction.
- the supporting roll 6 has an internally water-cooled structure and is made from heat-resisting steel.
- Figs. 53 and 54 are sectional views showing a continuous casting apparatus in this embodiment.
- Long-side mold elements 3 and short-side mold elements 140 are contained in a mold outer frame 141. Both sides of the mold outer frame 141 are each supported by oscillating cylinders 142 for vertically oscillating the mold at the above-described amplitude and frequency.
- the oscillating cylinder 142 mounts an electric-hydraulic servo valve 143.
- the right and left oscillating cylinders 142 are oscillated synchronously by a synchronization control circuit 145 to which a signal having a desirable waveform (sine wave, biased sine wave, triangular wave, or the like) is inputted from a high cycle oscillation indicator 146.
- reference numeral 144 indicates a balance cylinder, to which a specified pressure is enclosed so as to take a balance of an oscillating weight of the mold and the like by making use of a lower rod of the oscillating cylinder 142.
- Reference numeral 147 indicates a width changing cylinder.
- the upper portion 129 of a straight portion is made of the same refractory member 2 as that of the reduction portion of the short-side mold element, and is integrated with the reduction portion.
- the upper portion 129 of the straight portion of the short-side mold element may be composed of a front portion (molten steel side) made from a material 134 having a high conductivity and excellent strength and wear resistance, such as SiC based ceramic or intermetallic compound, and a rear portion made of the same refractory member 2 as that of the reduction portion 2.
- the above both portions of the upper portion 129 may be laminated to each other.
- Fig. 55(a) is a front view of the above laminated type short-side mold element thus manufactured
- Fig. 55(b) is a vertical sectional view of the laminated type short-side mold element shown in Fig. 55(a).
- the laminated type short-side mold element has a disadvantage in reducing the strength of the laminated portion and in requiring management of a step formed at the laminated portion; however, it is advantageous in that the shape of the water-cooled copper plate 1 disposed for imparting a strength can be simplified as compared with the structure shown in Figs. 49(a) to 49(c).
- the refractory member 2 has a constant thickness, it is possible to suppress a thermal stress due to a difference in thermal expansion caused by a temperature difference in the thickness direction, and hence to reduce a possibility in breakage of the refractory member 2. Also, since the portion at which there occurs a sliding with the short-side solidified shell is made from the material 134 excellent in wear resistance, it is possible to prolong the service life of the short-side mold element. According to the present invention, by suppressing a temperature change on the front surface portion, on the molten steel side, of the short-side mold element and specifying the solidification starting point of the short-side solidified shell at a position different from the step, it is possible to obtain a slab having a high surface quality.
- the laminated type short-side mold element it is desirable to reduce a temperature change at the front surface portion, on the molten steel side, of the short-side mold element by bringing the front surface portion, on the molten steel side, of the short-side mold element with the water-cooled copper plate 1 without provision of any heating means, as shown in Figs. 55(a) and 55(b). Also, as shown in Figs. 55(a) and 55(b), it is desirable that the upper portion to be heated, of the straight portion, is simultaneously heated together with the reduction portion. With this structure, it is possible to simplify the shape of the short-side mold element and to make easy manufacture of the short-side mold element, and hence to reduce the manufacturing cost.
- Fig. 56 is a schematic view of a twin-belt type continuous casting apparatus to which the present invention is applied.
- a belt 135 moving in synchronization with a slab is used as a long-side mold element, and a fixed plate is used as a short-side mole element.
- Fig. 57 is a schematic view of a twin-roll type continuous casting apparatus to which the present invention is applied.
- a roll 138 moving in synchronization with a slab is used as a long-side mold element, and a fixed plate is used as a short-side mold element.
- the above two apparatuses are common to each other in that the width of the short-side mold element is gradually narrowed in the casting direction from the molten metal surface.
- Such an apparatus may adopt each of the short-side mold elements shown in Figs. 49(a) to 49(c) or Fig.
- the reduction portion and the upper portion of the straight portion are made of a refractory member and the lower portion of the straight portion is made of a water-cooled copper plate, and also a heating means is provided for only a portion including the reduction portion. This is effective to improve the surface quality of a slab and prevent rounding of molten steel at the step portion of the short-side mold element, and hence to cast a high quality slab at a high speed.
- the apparatus and process for continuously producing a thin slab which is of a reduction type in which reduction is performed in a state in which solidification is suppressed on a short-side mold element side, there can be obtained excellent effects of producing such a short-side solidified shell as to increase a surface quality of a short-side portion of a slab and to exhibit a strength sufficient for high speed casting, preventing rounding of molten metal at a step portion of the short-side mold element, and reducing a manufacturing cost of the short-side mold element and significantly shortening a set-up time required for setting the mold.
- the apparatus and process of the present invention can be applied to other apparatuses and processes of not reduction type, so long as a long-side mold element or a short-side mold element is made of a plurality of materials.
- the apparatus and process of the present invention are effective to improve production of a solidified shell for suppressing occurrence of breakout, and hence to perform stable casting for a long-period of time.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP324203/95 | 1995-12-13 | ||
| JP32420395 | 1995-12-13 | ||
| JP8232496 | 1996-04-04 | ||
| JP82324/96 | 1996-04-04 | ||
| JP124672/96 | 1996-05-20 | ||
| JP12467296 | 1996-05-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0780176A2 true EP0780176A2 (fr) | 1997-06-25 |
| EP0780176A3 EP0780176A3 (fr) | 1999-05-06 |
Family
ID=27303885
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96119789A Ceased EP0780176A3 (fr) | 1995-12-13 | 1996-12-10 | Dispositif et procédé pour la coulée continue |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0780176A3 (fr) |
| KR (1) | KR970033248A (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005007320A1 (fr) * | 2003-07-16 | 2005-01-27 | Sumitomo Metal Industries, Ltd. | Procede de coulage en continu pour alliage a base de magnesium |
| CN110198795A (zh) * | 2016-11-18 | 2019-09-03 | 达涅利机械设备股份公司 | 用于薄板坯的连续铸造装置 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100766264B1 (ko) * | 2001-12-17 | 2007-10-15 | 주식회사 포스코 | 연속 주조 공정의 2차 냉각대에서 주편 코너부의 완냉각방법 |
| KR101006200B1 (ko) * | 2008-09-25 | 2011-01-07 | 캐터필라정밀씰 주식회사 | 금형장치 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5511201A (en) | 1978-05-10 | 1980-01-26 | Mita Ind Co Ltd | Electrophotographic developing device |
| JPS583255A (ja) | 1981-06-30 | 1983-01-10 | Tanaka Kikinzoku Kogyo Kk | 集積回路装置用リ−ドピン |
| JPS58218360A (ja) | 1982-06-15 | 1983-12-19 | Kawasaki Steel Corp | 薄鋼板連続鋳造装置 |
| JPS58218353A (ja) | 1982-06-12 | 1983-12-19 | Kawasaki Steel Corp | 薄鋼板連続鋳造装置の固定側板 |
| JPS6264458A (ja) | 1985-09-18 | 1987-03-23 | Kawasaki Steel Corp | 薄鋳片の連続鋳造方法 |
| JPS6326244A (ja) | 1986-07-16 | 1988-02-03 | Kawasaki Steel Corp | 薄鋳片連続鋳造用固定短辺 |
| JPS642764A (en) | 1987-06-25 | 1989-01-06 | Kawasaki Steel Corp | Short side plate in continuous casting machine for cast strip |
| JPH02147151A (ja) | 1988-11-28 | 1990-06-06 | Kawasaki Steel Corp | 薄鋳片連続鋳造機の短辺側板 |
| JPH02155543A (ja) | 1988-12-09 | 1990-06-14 | Hitachi Ltd | 薄鋳片の連続鋳造装置 |
| JPH038541A (ja) | 1989-06-06 | 1991-01-16 | Hitachi Ltd | 薄板連続鋳造装置 |
| WO1994007628A1 (fr) | 1992-10-06 | 1994-04-14 | Davy Mckee (Sheffield) Limited | Moule de coulee continue |
| JPH07232241A (ja) | 1993-12-27 | 1995-09-05 | Hitachi Ltd | 連続鋳造装置及び連続鋳造システム |
| JPH07256399A (ja) | 1994-03-22 | 1995-10-09 | Nippon Steel Corp | 溶融金属の連続鋳造方法および鋳型構造 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS617047A (ja) * | 1984-06-21 | 1986-01-13 | Ishikawajima Harima Heavy Ind Co Ltd | 鋼板の連続鋳造装置 |
| DE3834410A1 (de) * | 1988-10-10 | 1990-04-12 | Schloemann Siemag Ag | Anfahrvorrichtung fuer eine stahlbandgiessanlage |
-
1996
- 1996-12-10 KR KR1019960063382A patent/KR970033248A/ko not_active Application Discontinuation
- 1996-12-10 EP EP96119789A patent/EP0780176A3/fr not_active Ceased
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5511201A (en) | 1978-05-10 | 1980-01-26 | Mita Ind Co Ltd | Electrophotographic developing device |
| JPS583255A (ja) | 1981-06-30 | 1983-01-10 | Tanaka Kikinzoku Kogyo Kk | 集積回路装置用リ−ドピン |
| JPS58218353A (ja) | 1982-06-12 | 1983-12-19 | Kawasaki Steel Corp | 薄鋼板連続鋳造装置の固定側板 |
| JPS58218360A (ja) | 1982-06-15 | 1983-12-19 | Kawasaki Steel Corp | 薄鋼板連続鋳造装置 |
| JPS6264458A (ja) | 1985-09-18 | 1987-03-23 | Kawasaki Steel Corp | 薄鋳片の連続鋳造方法 |
| JPS6326244A (ja) | 1986-07-16 | 1988-02-03 | Kawasaki Steel Corp | 薄鋳片連続鋳造用固定短辺 |
| JPS642764A (en) | 1987-06-25 | 1989-01-06 | Kawasaki Steel Corp | Short side plate in continuous casting machine for cast strip |
| JPH02147151A (ja) | 1988-11-28 | 1990-06-06 | Kawasaki Steel Corp | 薄鋳片連続鋳造機の短辺側板 |
| JPH02155543A (ja) | 1988-12-09 | 1990-06-14 | Hitachi Ltd | 薄鋳片の連続鋳造装置 |
| JPH038541A (ja) | 1989-06-06 | 1991-01-16 | Hitachi Ltd | 薄板連続鋳造装置 |
| WO1994007628A1 (fr) | 1992-10-06 | 1994-04-14 | Davy Mckee (Sheffield) Limited | Moule de coulee continue |
| JPH07232241A (ja) | 1993-12-27 | 1995-09-05 | Hitachi Ltd | 連続鋳造装置及び連続鋳造システム |
| JPH07256399A (ja) | 1994-03-22 | 1995-10-09 | Nippon Steel Corp | 溶融金属の連続鋳造方法および鋳型構造 |
Non-Patent Citations (1)
| Title |
|---|
| REV. METALL. CAH. INF. TECH., vol. 92, no. 6, 1995, pages 781 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005007320A1 (fr) * | 2003-07-16 | 2005-01-27 | Sumitomo Metal Industries, Ltd. | Procede de coulage en continu pour alliage a base de magnesium |
| CN110198795A (zh) * | 2016-11-18 | 2019-09-03 | 达涅利机械设备股份公司 | 用于薄板坯的连续铸造装置 |
| CN110198795B (zh) * | 2016-11-18 | 2021-06-01 | 达涅利机械设备股份公司 | 用于薄板坯的连续铸造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0780176A3 (fr) | 1999-05-06 |
| KR970033248A (ko) | 1997-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5692451B2 (ja) | 連続鋳造用鋳型及び鋼の連続鋳造方法 | |
| JP7284403B2 (ja) | 双ロール式連続鋳造装置および双ロール式連続鋳造方法 | |
| JP6003850B2 (ja) | 連続鋳造用鋳型の製造方法及び鋼の連続鋳造方法 | |
| EP3488947B1 (fr) | Procédé de coulée continue d'acier | |
| CN109475930B (zh) | 连续铸造用铸模及钢的连续铸造方法 | |
| EP0780176A2 (fr) | Dispositif et procédé pour la coulée continue | |
| JP6365604B2 (ja) | 鋼の連続鋳造方法 | |
| RU2464339C2 (ru) | Тонкая литая полоса с контролируемым содержанием марганца и низким содержанием кислорода и способ ее получения | |
| US7156151B2 (en) | Casting steel strip | |
| CN109689247B (zh) | 钢的连续铸造方法 | |
| JP6787359B2 (ja) | 鋼の連続鋳造方法 | |
| CA1241178A (fr) | Methode et installation de coulee continue de feuillards cristallins | |
| JP5131229B2 (ja) | スラブの連続鋳造方法 | |
| US4673024A (en) | Continuous casting apparatus for the production of cast sheets | |
| CN113015587B (zh) | 钢的连续铸造用铸模和钢的连续铸造方法 | |
| EP0174767B1 (fr) | Procédé et appareil pour la coulée directe de bande cristalline par refroidissement par radiation | |
| EP0174766A2 (fr) | Procédé et appareil pour la coulée directe de bande cristalline en atmosphère inoxydable | |
| JPH1034286A (ja) | 連続鋳造装置及び連続鋳造方法 | |
| JP4303670B2 (ja) | 鋼の連続鋳造方法 | |
| JP2023141391A (ja) | 鋼の連続鋳造方法 | |
| JPH11179496A (ja) | 薄板連続鋳造用分流板および薄板連続鋳造方法 | |
| KR200326517Y1 (ko) | 전자기장을이용한박판주조용스컴혼입방지장치 | |
| JPH07284880A (ja) | 鋼の連続鋳造用鋳型およびそれを用いた鋼の連続鋳造方法 | |
| JPH01197049A (ja) | 薄鋳片の連続鋳造方法 | |
| JPH04333351A (ja) | 連続鋳造用加熱鋳型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE GB IT |
|
| 17P | Request for examination filed |
Effective date: 19990408 |
|
| 17Q | First examination report despatched |
Effective date: 19990917 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 20020516 |