EP0778391A2 - Rotary percussive twist drill - Google Patents
Rotary percussive twist drill Download PDFInfo
- Publication number
- EP0778391A2 EP0778391A2 EP96810657A EP96810657A EP0778391A2 EP 0778391 A2 EP0778391 A2 EP 0778391A2 EP 96810657 A EP96810657 A EP 96810657A EP 96810657 A EP96810657 A EP 96810657A EP 0778391 A2 EP0778391 A2 EP 0778391A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting edges
- additional
- cutting
- cutting plate
- additional cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005520 cutting process Methods 0.000 claims abstract description 158
- 238000005553 drilling Methods 0.000 claims description 40
- 239000000463 material Substances 0.000 claims description 21
- 229910052751 metal Inorganic materials 0.000 claims description 15
- 239000000428 dust Substances 0.000 claims description 14
- 239000002184 metal Substances 0.000 claims description 14
- 230000002093 peripheral effect Effects 0.000 claims description 13
- 238000000034 method Methods 0.000 claims description 5
- 230000008569 process Effects 0.000 claims description 3
- 230000008719 thickening Effects 0.000 claims description 2
- 238000009527 percussion Methods 0.000 abstract 1
- 230000001154 acute effect Effects 0.000 description 4
- 238000000605 extraction Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 3
- 239000011435 rock Substances 0.000 description 2
- 238000005476 soldering Methods 0.000 description 2
- 239000003082 abrasive agent Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 238000005065 mining Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
Images
Classifications
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21B—EARTH OR ROCK DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B10/00—Drill bits
- E21B10/44—Bits with helical conveying portion, e.g. screw type bits; Augers with leading portion or with detachable parts
- E21B10/445—Bits with helical conveying portion, e.g. screw type bits; Augers with leading portion or with detachable parts percussion type, e.g. for masonry
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21B—EARTH OR ROCK DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B10/00—Drill bits
- E21B10/46—Drill bits characterised by wear resisting parts, e.g. diamond inserts
- E21B10/58—Chisel-type inserts
Definitions
- the invention relates to a rotary impact twist drill according to the generic preamble of claim 1.
- Rotary impact twist drills are drilling tools that are used in connection with axial impact supported rotary drilling rigs.
- these are generally rock or masonry drills that can be used for the rotary striking drilling or breakthroughs in concrete or masonry.
- a twist drill for drilling work in solid rock is known, which has a drill shank with two spirals running on the shaft for the drilling dust.
- Tungsten carbide cutting edges are provided at the end of the shaft that chisel and abrasively process the surface to create a borehole.
- the hard metal cutting edges are arranged in a cross shape in the end face of the shaft end and project axially beyond the end face.
- the hard metal cutting edges are provided on the one hand on a continuous hard metal plate which extends over the diameter of the drill shank, and on additional hard metal elements which are arranged along a diameter of the shank which is at 90 ° to the hard metal plate. Between the main cutting edges arranged on the hard metal plate and the additional cutting edges, grooves are provided which are essentially axially parallel to the shaft and which open into the removal grooves on the shaft. These serve to remove the drilling dust generated during the abrasive processing of the substrate. The main and additional cutting edges also have a radial projection over the sheath of the shank in order to prevent the drilling tool from jamming in the bore. This well-known twist drill allows a moderate drilling performance with reasonable wear of the hard metal cutting edges.
- a rotary impact twist drill which has a cutting plate arranged along a diameter of the shank and additional cutting edges formed by hard metal pins, each of which has an axial and a radial one Have protrusion over the shaft.
- the main cutting edges of the drilling tool are provided on the carbide cutting tip.
- the additional cutting edges are axially set back compared to the main cutting edges and essentially only perform guiding functions for the drilling tool.
- the main and additional cutting edges are arranged at an angle other than 90 °.
- the arrangement is selected such that, based on the direction of rotation of the drilling tool, the additional cutting edge leading the cutting insert forms an angle with it that is greater than 90 °, while the additional cutting edge following the cutting insert includes an acute angle with it.
- This embodiment has the advantage that the area which is upstream of the respective main cutting edge is expanded and allows the opening of a broadened main process. In the narrower area, towards the trailing additional cutting edge, a narrow additional handling is also provided.
- the widened main discharge guides in front of the cutting insert ensure improved drilling dust removal and adequate guidance is provided by the additional cutting edges.
- the prerequisite should be created in order to be able to optimize the insert and the additional cutting edges with regard to their specific stress.
- the central part of the hard metal cutting plate is subjected to different loads due to the axial impacts of the rotary impact drill than the peripheral areas of the cutting plate or the additional cutting edges, on which primarily shear forces occur.
- the entire impact energy of the rotary impact drilling device must be absorbed by the central part of the hard metal insert. It is therefore the object of the present invention to modify a rotary impact twist drill so that these different loads on the hard metal cutting edges can be taken into account.
- the performance of the drilling tool should at least be maintained and very good removal of the drilling dust should be guaranteed.
- the additional cutting edges protrude axially and / or radially from the peripheral areas of the cutting insert. Relative to the direction of rotation of the rotary impact twist drill the angle between the additional cutting edges and the subsequent insert is less than 90 °.
- Each additional cutting edge is preceded by a main task. Because the additional cutting edges protrude axially or radially or both axially and radially from the peripheral areas of the cutting insert, the additional cutting edges take over the function of main cutting edges and experience the greatest shear stress when a borehole is created.
- the broad main removal grooves for the drilling dust in relation to the direction of rotation of the drilling tool, are located upstream of the additional cutting edges. In this way, the removed material is conveyed directly into the main discharge paths.
- the cutting edges of the insert only fulfill the guiding function for the rotary impact twist drill and can be further optimized with regard to their task.
- the cutting insert Since the cutting insert is only exposed to low shear forces due to its tasks reduced to guiding the drilling tool, the risk of loosening of the cutting insert, which is only encircled along its long sides, is also reduced.
- the additional cutting edges which provide the main material removal, do not extend over the entire diameter of the shank and are therefore embedded in the drill shank with at least a large part of their axial circumference. As a result, the risk of locking is reduced with the additional cutting edges, despite the large shear forces acting on them.
- additional removal grooves are provided which are arranged downstream of the additional cutting edges in relation to the direction of rotation of the rotary impact twist drill.
- the additional removal grooves are arranged in the narrowed area between the leading additional cutting edges and the cutting insert.
- the end of the shaft tends to yield laterally.
- the radial projection of the insert is at least 50% of the radial projection of the additional cutting edges. In this way, the evasion of the End of the shaft only take place to a very limited extent and sufficient concentricity is guaranteed.
- the guiding function of the peripheral areas of the cutting plate is further improved in that the end faces of the cutting plate, which are parallel to the shank axis, are curved, their curvature being matched to the curvature of the casing of the drill shank.
- the areas of the cutting plate protruding beyond the shank jacket come into contact with the borehole wall, they only slide along the borehole wall due to the curved shape of their end faces and make practically no contribution to the abrasive material removal. This reduces the friction of the drilling tool in the borehole.
- the central region of the cutting plate preferably projects above the peripheral regions and the additional cutting edges.
- the central area is preferably axially thickened. In this way, the very high impact load on the center area of the insert is taken into account, particularly when drilling.
- the cutting insert is divided into segments which are connected to one another via thin material webs.
- predetermined breaking points are created on the cutting insert, which prevent the cutting insert from breaking in an uncontrolled manner if it is subjected to excessive mechanical stress.
- segmented design of the cutting plate saves material, usually an expensive, special hard metal.
- the radial distance of the additional cutting edges from the raised central region of the segmented cutting insert is greater than the length of the material webs.
- the frictional resistance when creating the borehole is reduced.
- the non-abrasive machined annular area of the base has very little stability and is simply shredded by the leading insert or the end face of the shaft.
- the insert is made of an impact-resistant material.
- the additional cutting edges which provide the main material removal, advantageously consist of a harder material than the cutting insert in this embodiment variant of the invention. In this way, the cutting edges are optimized according to their different loads.
- the additional cutting edges lie opposite one another on a diameter and are arranged at the same distance from the center of the end face.
- these are preferably designed as hard metal plates bearing roof-shaped cutting edges.
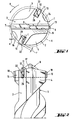
- the embodiment of a rotary impact twist drill shown in top view in FIG. 1 comprises a shank 1 with two main extraction grooves 4, 5 for drilling dust.
- the shaft 1 is equipped with a cutting plate 6, which is fixed in a groove 9 that extends over the diameter of the shaft 1, for example by soldering.
- the cutting plate 6 has roughly roof-shaped hard metal cutting edges 7, which axially withdraw from a cutting tip 8 rising above the end face 3 to the outside of the jacket 2 of the shaft 1.
- additional cutting edges 11 are arranged in the end face, the longitudinal axis L of which includes an acute angle with the longitudinal extension of the cutting plate 6.
- two additional cutting edges 11 are arranged diametrically opposite one another, their longitudinal axes L coinciding with a diameter of the shank 1. In this way, the cutting plate 6 and the additional cutting edges 11 essentially form the shape of an X. In the exemplary embodiment shown, the additional cutting edges 11 are arranged at the same distance from the center of the end face 3.
- the additional cutting edges 11 have a radial projection r relative to the jacket 2 of the shaft 1, which is greater than the radial projection s of the cutting insert 6.
- the radial projection of the cutting insert is at least 50% of the radial projection of the additional cutting edges.
- the additional cutting edges 11 define the enveloping circle H, which is indicated by dashed lines in FIG. 1.
- each additional cutting edge 11 is preceded by one of the main extraction grooves 4, 5.
- secondary extraction grooves 14, 15 for drilling dust are arranged, which preferably open into the main extraction grooves 4, 5 along the shaft 1.
- the axially parallel end faces 13 of the cutting plate 6 are curved.
- the curvature of the end faces 13 is matched to the curvature of the jacket 2 of the shaft 1 and is preferably part of a cylindrical surface.
- the axially parallel end faces 12 of the additional cutting edges 11 defining the enveloping circle H are preferably designed as cutting edges 22 in order to further increase their abrasive effect.
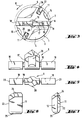
- FIGS. 4 and 5 show a further exemplary embodiment of a rotary impact twist drill according to the invention. It comprises a shaft 1 with two main discharge grooves 4, 5 for drilling dust and is at its one shaft end 10 with a cutting plate 6 equipped, which is segmented.
- the cutting plate 6 is divided into a central cutting edge 17 and into peripheral segments 18 which are connected to one another via narrow material webs 19, as is shown in more detail in FIGS. 4 and 5.
- the central cutting edge 17 projects beyond the peripheral segments 18 and has a cross-sectional thickening 20 in its central region.
- the groove 9, which extends over the diameter of the shank 1, has a recess 16 in the central region of the end face 3, which is designed to accommodate the thickened central region 20 of the cutting plate 6. In this way, the cutting plate 6 is positively fixed in the groove 9.
- the additional cutting edges 11 project beyond the peripheral segments 18 of the cutting plate both axially and radially.
- the distance between the additional cutting edges 11 and the raised area of the central cutting edge 17 is greater than the length of the thin material webs 19.
- the peripheral segments 18 only perform more guiding functions for the rotary impact twist drill.
- the actual cutting performance is taken over by the additional cutting edges 11 and, to a smaller extent, also by the central cutting edge 17. Since the cutting plate 6 and in particular the central cutting edge 17 in the segmented variant of the cutting plate shown for example are primarily exposed to axial loads from the axial blows on the tool, it is advantageous to produce the cutting plate 6 from an impact-resistant material.
- the additional cutting edges 11, which perform the actual mining performance and are subject to high abrasive forces, consist of a harder material than the cutting plate 6. In both cases, these are suitable hard metal alloys which are known per se from the prior art.
- the lateral end faces 13 of the cutting plate 6, or, in the case of the segmented cutting plate shown for example, the lateral end faces 23 of the peripheral segments 18 are curved.
- the end faces 23 are parts of a cylindrical surface, the curvature of which largely corresponds to the curvature of the jacket 2 of the shaft 1.
- an embodiment of an additional cutting edge 11 is shown in two side views. 7 is a front view from the direction of the free end face 12 of the additional cutting edge 11 which is in engagement with the borehole wall.
- the additional cutting edge 11 has approximately roof-shaped cutting edges 24. Its free end face 12 is also designed as a cutting edge 22 to make it abrasive To increase the effectiveness in use.
- the foot part 25 of the additional cutting edge is, for example, rounded and is in this way even better adapted to the shape of the base of the receiving groove 26 in the shaft 1.
- the receiving grooves 26 for the additional cutting edges as shown for example in FIGS. 1 and 3, are designed as separate grooves. In this way, the additional cutting edges 11 can be arranged independently of one another in their alignment with the cutting plate 6. However, it is also conceivable to arrange the additional cutting edges 11 in a single receiving groove 26 which extends over the diameter of the shaft 1 and to fix them there, for example by soldering.
- the additional cutting edges protrude axially or radially or both axially and radially from the peripheral regions of the cutting insert.
- the additional cutting edges thus take over the function of main cutting edges and experience the greatest shear stress when a borehole is created. Since the actual material removal takes place on the additional cutting edges, the broad main removal grooves for the drilling dust, in relation to the direction of rotation of the drilling tool, are located upstream of the additional cutting edges. In this way, the removed material is conveyed directly into the main discharge paths.
- the arrangement of the cutting insert and the additional cutting edges in the form of an X, in which the additional cutting edges leading with respect to the direction of rotation of the drilling tool with the subsequent cutting insert form an acute angle of less than 90 °, makes it possible to broaden the main procedures. This ensures even better removal of the drilling dust.
- the cutting edges of the insert only fulfill the guiding function for the rotary impact twist drill and can be further optimized with regard to their task.
Landscapes
- Engineering & Computer Science (AREA)
- Geology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mining & Mineral Resources (AREA)
- Physics & Mathematics (AREA)
- Environmental & Geological Engineering (AREA)
- Fluid Mechanics (AREA)
- Mechanical Engineering (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Earth Drilling (AREA)
- Drilling Tools (AREA)
- Percussive Tools And Related Accessories (AREA)
Abstract
Description
Die Erfindung betrifft einen Drehschlag-Wendelbohrer gemäss dem gattungsbildenden Oberbegriff des Patentanspruchs 1.The invention relates to a rotary impact twist drill according to the generic preamble of
Drehschlag-Wendelbohrer sind Bohrwerkzeuge, die in Verbindung mit axialschlagunterstützten Drehbohrgeräten eingesetzt werden. Insbesondere handelt es sich dabei in der Regel um Gesteins- oder Mauerwerksbohrer, die für die drehschlagende Erstellung von Bohrungen oder Durchbrüchen in Beton oder Mauerwerk verwendbar sind. Aus der DE-C-30 20 284 ist ein Wendelbohrer für Bohrarbeiten in festem Gestein bekannt, der einen Bohrerschaft mit zwei spiralförmig am Schaft verlaufenden Abfuhmuten für das Bohrmehl aufweist. Am Schaftende sind Hartmetallschneiden vorgesehen, die den Untergrund zur Erstellung eines Bohrloches meisselnd und abrasiv bearbeiten. Die Hartmetallschneiden sind kreuzförmig in der Stimfläche des Schaftendes angeordnet ragen axial über die Stimfläche hinaus. Insbesondere sind die Hartmetallschneiden einerseits an einer durchgehenden, sich über den Durchmesser des Bohrerschaftes erstreckenden Hartmetallplatte, und an zusätzlichen Hartmetallelementen vorgesehen, die entlang eines in 90° zur Hartmetallplatte stehenden Durchmessers des Schaftes angeordnet sind. Zwischen den an der Hartmetallplatte angeordneten Hauptschneiden und den Zusatzschneiden sind jeweils im wesentlichen achsparallel zum Schaft verlaufende Nuten vorgesehen, die in die Abfuhmuten am Schaft münden. Diese dienen der Abfuhr des bei der abrasiven Bearbeitung des Untergrundes entstehenden Bohrmehls. Die Haupt- und Zusatzschneiden besitzen auch einen radialen Überstand gegenüber dem Mantel des Schaftes, um ein Verklemmen des Bohrwerkzeuges in der Bohrung zu verhindern. Dieser bekannte Wendelbohrer erlaubt eine mässige Bohrleistung bei vertretbarer Abnutzung der Hartmetallschneiden.Rotary impact twist drills are drilling tools that are used in connection with axial impact supported rotary drilling rigs. In particular, these are generally rock or masonry drills that can be used for the rotary striking drilling or breakthroughs in concrete or masonry. From DE-C-30 20 284 a twist drill for drilling work in solid rock is known, which has a drill shank with two spirals running on the shaft for the drilling dust. Tungsten carbide cutting edges are provided at the end of the shaft that chisel and abrasively process the surface to create a borehole. The hard metal cutting edges are arranged in a cross shape in the end face of the shaft end and project axially beyond the end face. In particular, the hard metal cutting edges are provided on the one hand on a continuous hard metal plate which extends over the diameter of the drill shank, and on additional hard metal elements which are arranged along a diameter of the shank which is at 90 ° to the hard metal plate. Between the main cutting edges arranged on the hard metal plate and the additional cutting edges, grooves are provided which are essentially axially parallel to the shaft and which open into the removal grooves on the shaft. These serve to remove the drilling dust generated during the abrasive processing of the substrate. The main and additional cutting edges also have a radial projection over the sheath of the shank in order to prevent the drilling tool from jamming in the bore. This well-known twist drill allows a moderate drilling performance with reasonable wear of the hard metal cutting edges.
Aus der EP-B-0 452 255 ist ein Drehschlag-Wendelbohrer bekannt, der eine entlang eines Durchmessers des Schaftes angeordnete Schneidplatte und von Hartmetallstiften gebildete Zusatzschneiden aufweist, welche jeweils einen axialen und einen radialen Überstand über den Schaft aufweisen. An der Schneidplatte aus Hartmetall sind die Hauptschneiden des Bohrwerkzeuges vorgesehen. Die Zusatzschneiden sind gegenüber den Hauptschneiden axial zurückgesetzt und erfüllen im wesentlichen nur Führungsfunktionen für das Bohrwerkzeug. Bei diesem verbesserten Drehschlag-Wendelbohrer sind die Haupt- und die Zusatzschneiden in einem von 90° abweichenden Winkel zueinander angeordnet. Insbesondere ist die Anordnung derart gewählt, dass bezogen auf die Drehrichtung des Bohrwerkzeugs die der Schneidplatte vorlaufende Zusatzschneide mit dieser einen Winkel einschliesst, der grösser ist als 90°, während die der Schneidplatte nachfolgende Zusatzschneide mit ihr einen spitzen Winkel einschliesst. Diese Ausführungsform hat den Vorteil, dass der Bereich, welcher der jeweiligen Hauptschneide vorgelagert ist, erweitert ist und die Mündung einer verbreiterten Hauptabfuhmut erlaubt. Im schmäleren Bereich, zur nachlaufenden Zusatzschneide hin, ist noch eine schmale Zusatzabfuhmut vorgesehen. Bei dieser "X-artigen" Anordnung der Schneidplatte und der Nebenschneiden ist durch die der Schneidplatte vorgelagerten verbreiterten Hauptabfuhmuten eine verbesserte Bohrmehlabfuhr und über die Zusatzschneiden eine ausreichende Führung gewähleistet.From EP-B-0 452 255 a rotary impact twist drill is known which has a cutting plate arranged along a diameter of the shank and additional cutting edges formed by hard metal pins, each of which has an axial and a radial one Have protrusion over the shaft. The main cutting edges of the drilling tool are provided on the carbide cutting tip. The additional cutting edges are axially set back compared to the main cutting edges and essentially only perform guiding functions for the drilling tool. In this improved rotary impact twist drill, the main and additional cutting edges are arranged at an angle other than 90 °. In particular, the arrangement is selected such that, based on the direction of rotation of the drilling tool, the additional cutting edge leading the cutting insert forms an angle with it that is greater than 90 °, while the additional cutting edge following the cutting insert includes an acute angle with it. This embodiment has the advantage that the area which is upstream of the respective main cutting edge is expanded and allows the opening of a broadened main process. In the narrower area, towards the trailing additional cutting edge, a narrow additional handling is also provided. In this "X-like" arrangement of the cutting insert and the secondary cutting edges, the widened main discharge guides in front of the cutting insert ensure improved drilling dust removal and adequate guidance is provided by the additional cutting edges.
Es besteht dennoch der Wunsch, die Bohrleistung des Drehschlag-Wendelbohrers noch weiter zu verbessern. Insbesondere soll die Voraussetzung geschaffen werden, um die Schneidplatte und die Zusatzschneiden im Hinblick auf ihre spezifische Beanspruchung optimieren zu können. Dabei ist zu beachten, dass der zentrale Teil der Hartmetallschneidplatte durch die axialen Schläge des Drehschlag-Bohrgerätes anderen Belastungen unterworfen ist als die peripheren Bereiche der Schneidplatte oder die Zusatzschneiden, an denen vornehmlich Scherkräfte auftreten. Insbesondere beim Anbohren eines Bohrloches muss die gesamte Schlagenergie des Drehschlag-Bohrgerätes vom zentralen Teil der Hartmetallschneidplatte aufgenommen werden. Aufgabe der vorliegenden Erfindung ist es daher, einen Drehschlag-Wendelbohrer dahingehend zu modifizieren, dass diesen unterschiedlichen Belastungen der Hartmetallschneiden Rechnung getragen werden kann. Dabei soll die Leistungsfähigkeit des Bohrwerkzeuges zumindest erhalten bleiben und ein sehr guter Abtransport des Bohrmehls gewährleistet sein.However, there is a desire to further improve the drilling performance of the rotary impact twist drill. In particular, the prerequisite should be created in order to be able to optimize the insert and the additional cutting edges with regard to their specific stress. It should be noted that the central part of the hard metal cutting plate is subjected to different loads due to the axial impacts of the rotary impact drill than the peripheral areas of the cutting plate or the additional cutting edges, on which primarily shear forces occur. In particular when drilling a borehole, the entire impact energy of the rotary impact drilling device must be absorbed by the central part of the hard metal insert. It is therefore the object of the present invention to modify a rotary impact twist drill so that these different loads on the hard metal cutting edges can be taken into account. The performance of the drilling tool should at least be maintained and very good removal of the drilling dust should be guaranteed.
Die Lösung dieser Aufgaben erfolgt durch einen Drehschlag-Wendelbohrer, welcher die im kennzeichnenden Abschnitt des Patentanspruchs 1 angeführten Merkmale aufweist. Gemäss der Erfindung überragen die Zusatzschneiden die peripheren Bereiche der Schneidplatte axial und/oder radial. Bezogen auf die Drehrichtung des Drehschlag-Wendelbohrers ist der Winkel zwischen den Zusatzschneiden und der nachfolgenden Schneidplatte kleiner als 90°. Dabei ist jeder Zusatzschneide eine Hauptabfuhmut vorgelagert. Indem die Zusatzschneiden die peripheren Bereiche der Schneidplatte axial oder radial bzw. sowohl axial als auch radial überragen, übernehmen die Zusatzschneiden die Funktion von Hauptschneiden und erfahren bei Erstellung eines Bohrloches die grösste Scherbeanspruchung. Da der eigentliche Materialabtrag an den Zusatzschneiden erfolgt, sind die breiten Hauptabfuhmuten für das Bohrmehl, bezogen auf die Drehrichtung des Bohrwerkzeuges, den Zusatzschneiden vorgelagert. Auf diese Weise wird das abgetragene Material direkt in die Hauptabfuhmuten gefördert. Die Anordnung der Schneidplatte und der Zusatzschneiden in der Form eines X, bei welcher die in Bezug auf die Drehrichtung des Bohrwerkzeugs vorauseilenden Zusatzschneiden mit der nachfolgenden Schneidplatte einen spitzen Winkel kleiner als 90° einschliessen, erlaubt es die Hauptabfuhmuten zu verbreitern. Auf diese Weise ist eine noch bessere Abfuhr des Bohrmehls gewährleistet. Die Schneiden der Schneidplatte erfüllen nur noch Führungsfunktion für den Drehschlag-Wendelbohrer und können hinsichtlich ihrer Aufgabe weiter optimiert werden.These problems are solved by a rotary impact twist drill which has the features stated in the characterizing section of
Da die Schneidplatte infolge ihrer auf die Führung des Bohrwerkzeuges reduzierten Aufgaben nur mehr geringen Scherkräften ausgesetzt ist, ist auch die Gefahr eines Lockems der nur entlang ihrer Längsseiten eingefassten Schneidplatte reduziert. Die Zusatzschneiden, welche den Hauptmaterialabtrag besorgen, erstrecken sich nicht über den gesamten Durchmesser des Schaftes und sind somit zumindest mit einem Grossteil ihres axialen Umfanges in den Bohrerschaft eingebettet. Dadurch ist bei den Zusatzschneiden trotz der grossen auf sie wirkenden Scherkräfte die Gefahr eines Lockems reduziert.Since the cutting insert is only exposed to low shear forces due to its tasks reduced to guiding the drilling tool, the risk of loosening of the cutting insert, which is only encircled along its long sides, is also reduced. The additional cutting edges, which provide the main material removal, do not extend over the entire diameter of the shank and are therefore embedded in the drill shank with at least a large part of their axial circumference. As a result, the risk of locking is reduced with the additional cutting edges, despite the large shear forces acting on them.
Für eine weitere Verbesserung der Abfuhr des Bohrmehls erweist es sich als vorteilhaft, wenn Zusatzabfuhmuten vorgesehen sind, die in Bezug auf die Drehrichtung des Drehschlag-Wendelbohrers den Zusatzschneiden nachgelagert sind. Die Zusatzabfuhmuten sind im verengten Bereich zwischen den vorlaufenden Zusatzschneiden und der Schneidplatte angeordnet.For a further improvement in the removal of the drilling dust, it proves to be advantageous if additional removal grooves are provided which are arranged downstream of the additional cutting edges in relation to the direction of rotation of the rotary impact twist drill. The additional removal grooves are arranged in the narrowed area between the leading additional cutting edges and the cutting insert.
Beim Materialabtrag von der Bohrlochwandung durch die Zusatzschneiden tendiert das Schaftende zum seitlichen Ausweichen. Für den Rundlauf des Bohrwerkzeuges ist es von Vorteil, wenn der radiale Überstand der Schneidplatte wenigstens 50% des radialen Überstands der Zusatzschneiden beträgt. Auf diese Weise kann das Ausweichen des Schaftendes nur in einem sehr begrenzten Ausmass erfolgen und es ist ein ausreichender Rundlauf gewährleistet.When removing material from the borehole wall by means of the additional cutting edges, the end of the shaft tends to yield laterally. For the concentricity of the drilling tool, it is advantageous if the radial projection of the insert is at least 50% of the radial projection of the additional cutting edges. In this way, the evasion of the End of the shaft only take place to a very limited extent and sufficient concentricity is guaranteed.
Die Führungsfunktion der peripheren Bereiche der Schneidplatte werden dadurch weiter verbessert, dass die achsparallel zur Schaftachse verlaufenden Stimflächen der Schneidplatte gekrümmt ausgebildet sind, wobei ihre Krümmung der Krümmung des Mantels des Bohrerschaftes angeglichen ist. Wenn die über den Schaftmantel hinausragenden Bereiche der Schneidplatte in Berührung mit der Bohrlochwandung kommen, gleiten sie wegen der gekrümmten Form ihrer Stimflächen nur an der Bohrlochwandung entlang und leisten praktisch keinen Beitrag zum abrasiven Materialabtrag. Dadurch ist die Reibung des Bohrwerkzeuges in dem Bohrloch reduziert.The guiding function of the peripheral areas of the cutting plate is further improved in that the end faces of the cutting plate, which are parallel to the shank axis, are curved, their curvature being matched to the curvature of the casing of the drill shank. When the areas of the cutting plate protruding beyond the shank jacket come into contact with the borehole wall, they only slide along the borehole wall due to the curved shape of their end faces and make practically no contribution to the abrasive material removal. This reduces the friction of the drilling tool in the borehole.
Um den Drehschlag-Wendelbohrer beim Anbohren und während des Erstellens eines Bohrloches ausreichend zu zentrieren, überragt der Zentrumsbereich der Schneidplatte vorzugsweise die peripheren Bereiche und die Zusatzschneiden. Dabei ist der Zentrumsbereich vorzugsweise axial verdickt ausgebildet. Auf diese Weise wird der sehr hohen Schlagbelastung des Zentrumsbereiches der Schneidplatte insbesondere beim Anbohren Rechnung getragen.In order to adequately center the rotary impact twist drill during drilling and during the creation of a borehole, the central region of the cutting plate preferably projects above the peripheral regions and the additional cutting edges. The central area is preferably axially thickened. In this way, the very high impact load on the center area of the insert is taken into account, particularly when drilling.
In einer vorteilhaften Variante der Erfindung ist die Schneidplatte in Segmente unterteilt, die über dünne Materialstege miteinander verbunden sind. Auf diese Weise werden an der Schneidplatte Sollbruchstellen geschaffen, die verhindern, dass die Schneidplatte unkontrolliert bricht, wenn sie übergrosser mechanischer Beanspruchung unterworfen ist. Ein weiterer Vorteil besteht darin, dass durch die segmentierte Ausbildung der Schneidplatte Material, in der Regel ein teures, spezielles Hartmetall, eingespart werden kann.In an advantageous variant of the invention, the cutting insert is divided into segments which are connected to one another via thin material webs. In this way, predetermined breaking points are created on the cutting insert, which prevent the cutting insert from breaking in an uncontrolled manner if it is subjected to excessive mechanical stress. Another advantage is that the segmented design of the cutting plate saves material, usually an expensive, special hard metal.
Insbesondere bei Drehbohr-Wendelbohrem grosser Durchmesser ist es von Vorteil, wenn der radiale Abstand der Zusatzschneiden vom erhabenen zentralen Bereich der segmentierten Schneidplatte grösser ist als die Länge der Materialstege. Bei einem derart nach dem Muster eines Durchbruchsbohrers ausgebildeten Bohrwerkzeug ist der Reibungswiderstand beim Erstellen des Bohrlochs reduziert. Der nicht abrasiv bearbeitete ringförmige Bereich des Untergrundes weist eine sehr geringe Stabilität auf und wird einfach durch die führende Schneidplatte oder die Stimfläche des Schaftes zerkleinert.In particular in the case of large diameter rotary drilling twist drills, it is advantageous if the radial distance of the additional cutting edges from the raised central region of the segmented cutting insert is greater than the length of the material webs. In the case of a drilling tool designed in this way according to the pattern of a breakthrough drill, the frictional resistance when creating the borehole is reduced. The non-abrasive machined annular area of the base has very little stability and is simply shredded by the leading insert or the end face of the shaft.
Es ist von Vorteil, wenn die Schneidplatte aus einem schlagzähen Material besteht. Auf diese Weise wird dem Umstand Rechnung getragen, dass insbesondere der Zentrumsbereich der Schneidplatte einer hohen Schlagbelastung durch die vom Drehbohrgerät auf das Bohrwerkzeug übertragenen axialen Schläge ausgesetzt ist. Die Zusatzschneiden, welche den hauptsächlichen Materialabtrag besorgen, bestehen bei dieser Ausführungsvariante der Erfindung mit Vorteil aus einem härteren Material als die Schneidplatte. Auf diese Weise sind die Schneiden gemäss ihren unterschiedlichen Beanspruchungen optimiert.It is advantageous if the insert is made of an impact-resistant material. In this way, the fact is taken into account that in particular the central region of the cutting plate is exposed to a high impact load due to the axial impacts transmitted from the rotary drilling device to the drilling tool. The additional cutting edges, which provide the main material removal, advantageously consist of a harder material than the cutting insert in this embodiment variant of the invention. In this way, the cutting edges are optimized according to their different loads.
Bei einem aus Gründen einer symmetrischen Belastung vorteilhaften Ausführungsbeispiel der Erfindung liegen die Zusatzschneiden einander auf einem Durchmesser gegenüber und sind im gleichen Abstand vom Zentrum der Stimfläche angeordnet.In an embodiment of the invention which is advantageous for reasons of symmetrical loading, the additional cutting edges lie opposite one another on a diameter and are arranged at the same distance from the center of the end face.
Für die Wirksamkeit der den hauptsächlichen Materialabtrag besorgenden Zusatzschneiden sind diese vorzugsweise als dachkantförmige Schneiden tragende Hartmetallplättchen ausgebildet.For the effectiveness of the additional cutting edges, which provide the main material removal, these are preferably designed as hard metal plates bearing roof-shaped cutting edges.
Weitere Vorteile ergeben sich aus der Beschreibung von Ausführungsbeispielen des erfindungsgemässen Drehschlag-Wendelbohrers unter Bezugnahme auf die schematischen Zeichnungen. Es zeigen:
- Fig. 1
- eine Stimansicht eines ersten Ausführungsbeispiels eines Drehschlag-Wendelbohrers gemäss der Erfindung;
- Fig. 2
- eine Seitenansicht eines weiteren Ausführungsbeispiels eines Drehschlag-Wendelbohrers gemäss der Erfindung;
- Fig. 3
- eine Stimansicht des Ausführungsbeispiels gemäss Fig. 2;
- Fig. 4
- eine Seitenansicht einer segmentierten Schneidplatte;
- Fig. 5
- eine Aufsicht der Schneidplatte gemäss Fig. 4; und
- Fig. 6 und 7
- zwei Seitenansichten einer Zusatzschneide
- Fig. 1
- a front view of a first embodiment of a rotary impact twist drill according to the invention;
- Fig. 2
- a side view of another embodiment of a rotary impact twist drill according to the invention;
- Fig. 3
- a front view of the embodiment of FIG. 2;
- Fig. 4
- a side view of a segmented insert;
- Fig. 5
- a top view of the insert according to FIG. 4; and
- 6 and 7
- two side views of an additional cutting edge
Das in Fig. 1 in Aufsicht dargestellte Ausführungsbeispiel eines Drehschlag-Wendelbohrers umfasst einen Schaft 1 mit zwei Hauptabfuhmuten 4, 5 für Bohrmehl. An seinem einen Schaftende 10 ist der Schaft 1 mit einer Schneidplatte 6 ausgestattet, die in einer sich über den Durchmesser des Schaftes 1 erstreckenden Nut 9, beispielsweise durch Einlöten, fixiert ist. Die Schneidplatte 6 besitzt etwa dachkantförmig ausgebildete Hartmetallschneiden 7, die von einer sich über der Stimfläche 3 erhebenden Schneidenspitze 8 nach aussen zum Mantel 2 des Schaftes 1 axial zurücktreten. Zusätzlich sind in der Stimfläche Zusatzschneiden 11 angeordnet, deren Längsachse L mit der Längserstreckung der Schneidplatte 6 einen spitzen Winkel einschliesst. Im dargestellten Ausführungsbeispiel sind zwei Zusatzschneiden 11 einander diametral gegenüberliegend angeordnet, wobei ihre Längsachsen L mit einem Durchmesser des Schaftes 1 zusammenfallen. Auf diese Weise bilden die Schneidplatte 6 und die Zusatzschneiden 11 im wesentlichen die Form eines X. Im dargestellten Ausführungsbeispiel sind die Zusatzschneiden 11 im gleichen Abstand vom Zentrum der Stimfläche 3 angeordnet.The embodiment of a rotary impact twist drill shown in top view in FIG. 1 comprises a
Die Zusatzschneiden 11 besitzen gegenüber dem Mantel 2 des Schaftes 1 einen radialen Überstand r, der grösser ist als der radiale Überstand s der Schneidplatte 6. Dabei beträgt der radiale Überstand der Schneidplatte wenigstens 50% des radialen Überstands der Zusatzschneiden. Auf diese Weise legen die Zusatzschneiden 11 den Hüllkreis H fest, der in Fig. 1 strichliert angedeutet ist. Bezogen auf die Drehrichtung R des Drehschlag-Wendelbohrers ist jeder Zusatzschneide 11 eine der Hauptabfuhmuten 4, 5 vorgelagert. Zwischen den Zusatzschneiden 11 und der in Drehrichtung R nacheilenden Schneidplatte 6 sind Nebenabfuhmuten 14, 15 für Bohrmehl angeordnet, die vorzugsweise entlang des Schaftes 1 in die Hauptabfuhmuten 4, 5 münden.The
Wie in Fig. 1 angedeutet, sind die achsparallel verlaufenden Stimflächen 13 der Schneidplatte 6 gekrümmt ausgebildet. Die Krümmung der Stimflächen 13 ist dabei der Krümmung des Mantels 2 des Schaftes 1 angeglichen und vorzugsweise Teil einer Zylinderfläche. Die achsparallel orientierten Stimflächen 12 der den Hüllkreis H festlegenden Zusatzschneiden 11 sind vorzugsweise als Schneiden 22 ausgebildet, um ihre abrasive Wirkung noch zu erhöhen.As indicated in Fig. 1, the axially parallel end faces 13 of the cutting
Fig. 2 und 3 zeigen ein weiteres Ausführungsbeispiel eines erfindungsgemässen Drehschlag-Wendelbohrers. Er umfasst einen Schaft 1 mit zwei Hauptabfuhmuten 4, 5 für Bohrmehl und ist an seinem einen Schaftende 10 mit einer Schneidplatte 6 ausgestattet, die segmentiert ausgebildet ist. Insbesondere ist die Schneidplatte 6 in eine Zentralschneide 17 und in periphere Segmente 18 unterteilt, die über schmale Materialstege 19 miteinander verbunden sind, wie in Fig. 4 und 5 näher dargestellt ist. Die Zentralschneide 17 überragt die peripheren Segmente 18 und weist in ihrem Zentrumsbereich eine Querschnittsverdickung 20 auf. Die sich über den Durchmesser des Schaftes 1 erstreckende Nut 9 weist im Zentrumsbereich der Stimfläche 3 eine Ausnehmung 16 auf, die zur Aufnahme des verdickten Zentrumsbereichs 20 der Schneidplatte 6 ausgebildet ist. Auf diese Weise ist die Schneidplatte 6 formschlüssig in der Nut 9 fixiert.2 and 3 show a further exemplary embodiment of a rotary impact twist drill according to the invention. It comprises a
Die Zusatzschneiden 11 überragen die peripheren Segmente 18 der Schneidplatte sowohl axial als auch radial. Der Abstand der Zusatzschneiden 11 vom erhabenen Bereich der Zentralschneide 17 ist grösser als die Länge der dünnen Materialstege 19. Damit erfüllen die peripheren Segmente 18 nur mehr Führungsfunktionen für den Drehschlag-Wendelbohrer. Die eigentliche Abbauleistung wird von den Zusatzschneiden 11 und zu einem kleineren Anteil auch von der Zentralschneide 17 übernommen. Da die Schneidplatte 6 und insbesondere die Zentralschneide 17 bei der beispielsweise dargestellten segmentierten Variante der Schneidplatte in erster Linie axialen Belastungen durch die axialen Schläge auf das Werkzeug ausgesetzt ist, ist es von Vorteil, die Schneidplatte 6 aus einem schlagzähen Material herzustellen. Die Zusatzschneiden 11, welche die eigentliche Abbauleistung vollbringen und hohen abrasiven Kräften unterworfen sind, bestehen aus einem härteren Material als die Schneidplatte 6. In beiden Fällen handelt es sich dabei um geeignete Hartmetall-Legierungen, die an sich aus dem Stand der Technik bekannt sind.The
Aus Fig. 5 ist ersichtlich, dass die seitlichen Stirnflächen 13 der Schneidplatte 6, bzw., im Fall der beispielsweise dargestellten segmentierten Schneidplatte, die seitlichen Stimflächen 23 der peripheren Segmente 18 gekrümmt ausgebildet sind. Beispielsweise sind die Stimflächen 23 Teile einer Zylinderfläche, deren Krümmung der Krümmung des Mantels 2 des Schaftes 1 weitgehend entspricht.It can be seen from FIG. 5 that the lateral end faces 13 of the cutting
In Fig. 6 und 7 ist ein Ausführungsbeispiel einer Zusatzschneide 11 in zwei Seitenansichten dargestellt. Fig. 7 ist dabei eine Stimansicht aus Richtung der im Einsatz mit der Bohrlochwandung in Eingriff stehenden freien Stimfläche 12 der Zusatzschneide 11. Die Zusatzschneide 11 weist etwa dachkantförmige Schneiden 24 auf. Ihre freie Stimfläche 12 ist gleichfalls als Schneide 22 ausgebildet, um ihre abrasive Wirkung im Einsatz noch zu erhöhen. Das Fussteil 25 der Zusatzschneide ist beispielsweise abgerundet ausgebildet und ist auf diese Weise noch besser der Form des Grundes der Aufnahmenut 26 im Schaft 1 angeglichen. Die Aufnahmenuten 26 für die Zusatzschneiden sind, wie in Fig. 1 und 3 beispielsweise dargestellt, als separate Nuten ausgebildet. Auf diese Weise können die Zusatzschneiden 11 unabhängig voneinander in ihrer Ausrichtung zur Schneidplatte 6 angeordnet werden. Es ist aber auch denkbar, die Zusatzschneiden 11 in einer einzigen, sich über den Durchmesser des Schaftes 1 erstreckenden Aufnahmenut 26 anzuordnen und dort beispielsweise durch Einlöten zu fixieren.6 and 7, an embodiment of an
Bei dem erfindungsgemässen Drehschlag-Wendelbohrer überragen die Zusatzschneiden die peripheren Bereiche der Schneidplatte axial oder radial bzw. sowohl axial als auch radial. Damit übernehmen die Zusatzschneiden die Funktion von Hauptschneiden und erfahren bei Erstellung eines Bohrloches die grösste Scherbeanspruchung. Da der eigentliche Materialabtrag an den Zusatzschneiden erfolgt, sind die breiten Hauptabfuhmuten für das Bohrmehl, bezogen auf die Drehrichtung des Bohrwerkzeuges, den Zusatzschneiden vorgelagert. Auf diese Weise wird das abgetragene Material direkt in die Hauptabfuhmuten gefördert. Die Anordnung der Schneidplatte und der Zusatzschneiden in der Form eines X, bei welcher die bezogen auf die Drehrichtung des Bohrwerkzeugs vorauseilenden Zusatzschneiden mit der nachfolgenden Schneidplatte einen spitzen Winkel kleiner als 90° einschliessen, erlaubt es, die Hauptabfuhmuten zu verbreitern. Auf diese Weise ist eine noch bessere Abfuhr des Bohrmehls gewährleistet. Die Schneiden der Schneidplatte erfüllen nur noch Führungsfunktion für den Drehschlag-Wendelbohrer und können hinsichtlich ihrer Aufgabe weiter optimiert werden.In the rotary impact twist drill according to the invention, the additional cutting edges protrude axially or radially or both axially and radially from the peripheral regions of the cutting insert. The additional cutting edges thus take over the function of main cutting edges and experience the greatest shear stress when a borehole is created. Since the actual material removal takes place on the additional cutting edges, the broad main removal grooves for the drilling dust, in relation to the direction of rotation of the drilling tool, are located upstream of the additional cutting edges. In this way, the removed material is conveyed directly into the main discharge paths. The arrangement of the cutting insert and the additional cutting edges in the form of an X, in which the additional cutting edges leading with respect to the direction of rotation of the drilling tool with the subsequent cutting insert form an acute angle of less than 90 °, makes it possible to broaden the main procedures. This ensures even better removal of the drilling dust. The cutting edges of the insert only fulfill the guiding function for the rotary impact twist drill and can be further optimized with regard to their task.
Claims (10)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19545648A DE19545648A1 (en) | 1995-12-07 | 1995-12-07 | Rotary impact twist drill |
| DE19545648 | 1995-12-07 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0778391A2 true EP0778391A2 (en) | 1997-06-11 |
| EP0778391A3 EP0778391A3 (en) | 1998-07-01 |
| EP0778391B1 EP0778391B1 (en) | 2003-08-20 |
Family
ID=7779439
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96810657A Expired - Lifetime EP0778391B1 (en) | 1995-12-07 | 1996-10-02 | Rotary percussive twist drill |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5836410A (en) |
| EP (1) | EP0778391B1 (en) |
| JP (1) | JP3819500B2 (en) |
| CN (1) | CN1075431C (en) |
| DE (2) | DE19545648A1 (en) |
| DK (1) | DK0778391T3 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1083295A1 (en) * | 1999-09-09 | 2001-03-14 | HILTI Aktiengesellschaft | Drilling tool |
| EP1083294A1 (en) * | 1999-09-09 | 2001-03-14 | HILTI Aktiengesellschaft | Drilling tool |
| EP1083293A1 (en) * | 1999-09-09 | 2001-03-14 | HILTI Aktiengesellschaft | Drilling tool |
| US7258180B2 (en) | 2003-11-03 | 2007-08-21 | Illinois Tool Works Inc. | Rotary hammerdrill bit |
| AT13738U1 (en) * | 2013-03-05 | 2014-07-15 | Dywidag Systems Int Gmbh | drill bit |
| US12070807B2 (en) | 2021-03-18 | 2024-08-27 | Black & Decker Inc. | One-piece cutting head for a drill bit |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19703994B4 (en) * | 1997-02-03 | 2006-04-20 | Drebo Werkzeugfabrik Gmbh | drill |
| DE19807394A1 (en) * | 1998-02-21 | 1999-08-26 | Hilti Ag | Drilling and / or chisel tools |
| DE19811887A1 (en) * | 1998-03-18 | 1999-09-23 | Plica Werkzeugfabrik Ag Mollis | Hammer drilling tool |
| CN1081281C (en) * | 1998-09-02 | 2002-03-20 | 王培林 | Drill bit |
| DE19860528B4 (en) * | 1998-12-30 | 2006-12-07 | Robert Bosch Gmbh | Rock drills for hammer drills |
| US6338390B1 (en) | 1999-01-12 | 2002-01-15 | Baker Hughes Incorporated | Method and apparatus for drilling a subterranean formation employing drill bit oscillation |
| DE29901285U1 (en) * | 1999-01-26 | 1999-06-17 | Plica Werkzeugfabrik Ag, Mollis | Drilling tool |
| DE19916975A1 (en) * | 1999-04-15 | 2000-10-19 | Hilti Ag | Rock drill |
| DE19964272C2 (en) * | 1999-09-16 | 2003-05-28 | Heller Dinklage Gmbh Geb | Drills, in particular rock drills |
| US6374931B1 (en) | 1999-11-03 | 2002-04-23 | Relton Corporation | Multiple cutter rotary hammer bit |
| DE10006936A1 (en) * | 2000-02-16 | 2001-08-23 | Hilti Ag | Rock drilling tool |
| DE10006932A1 (en) * | 2000-02-16 | 2001-08-23 | Hilti Ag | Rock drilling tool |
| DE10009732A1 (en) * | 2000-03-02 | 2001-09-06 | Hawera Probst Gmbh | Rock drill has drill head, spiral conveyor with main and subsidiary webs, conveyor edges, main and subsidiary cutter-blades. |
| DE10053344A1 (en) * | 2000-10-27 | 2002-05-08 | Hilti Ag | rock drill |
| EP1302290B1 (en) * | 2001-10-12 | 2008-07-02 | Robert Bosch Gmbh | Drilling tool |
| LU90862B1 (en) * | 2001-12-17 | 2003-06-18 | Cerametal Sarl | Impact or hammer drill |
| AU2003200561B9 (en) * | 2003-02-19 | 2009-07-02 | Sandvik Intellectual Property Ab | Drill bit |
| GB2404889A (en) * | 2003-08-12 | 2005-02-16 | Black & Decker Inc | A cutting plate for a drill bit |
| DE102006000201A1 (en) * | 2006-04-27 | 2007-10-31 | Hilti Ag | Hard material insert |
| CN103419284A (en) * | 2012-05-21 | 2013-12-04 | 博世电动工具(中国)有限公司 | Drill bit |
| EP2669033B1 (en) | 2012-05-29 | 2015-11-04 | Black & Decker Inc. | Cutting head for a drill bit. |
| CN104493263A (en) * | 2014-09-28 | 2015-04-08 | 上海奥林汽车安全系统有限公司 | Double-edge band twist drill with high machining precision |
| US9981406B2 (en) * | 2015-06-25 | 2018-05-29 | Black & Decker Inc. | Drill bit |
| DE102016000899A1 (en) | 2016-01-28 | 2017-08-03 | Universität Kassel | Cutting tool for machining a workpiece |
| US10507534B2 (en) | 2016-03-17 | 2019-12-17 | O-Tags, Inc. | Systems, methods, and apparatus for reliably installing survey tags |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0281997A1 (en) * | 1987-03-11 | 1988-09-14 | Hawera Probst GmbH + Co. | Rock drill |
| EP0347602A2 (en) * | 1988-06-18 | 1989-12-27 | Hawera Probst GmbH + Co. | Rock drill bit |
| DE4306981A1 (en) * | 1993-03-05 | 1994-09-08 | Keil Werkzeugfabrik Karl Eisch | Drill for rock or the like |
| EP0657617A1 (en) * | 1993-12-11 | 1995-06-14 | Hawera Probst GmbH + Co. | Rock drill bit |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2099677A (en) * | 1936-03-19 | 1937-11-23 | John P Cunningham | Rock or earth drill bit |
| US2529788A (en) * | 1948-07-06 | 1950-11-14 | Carl A Signell | Drill |
| DE2414354A1 (en) * | 1974-03-26 | 1975-10-16 | Heller Geb | ROCK DRILLS |
| DE3742661A1 (en) * | 1987-12-16 | 1989-07-13 | Hawera Probst Kg Hartmetall | ROCK DRILL |
-
1995
- 1995-12-07 DE DE19545648A patent/DE19545648A1/en not_active Ceased
-
1996
- 1996-10-02 EP EP96810657A patent/EP0778391B1/en not_active Expired - Lifetime
- 1996-10-02 DE DE59610671T patent/DE59610671D1/en not_active Expired - Lifetime
- 1996-10-02 DK DK96810657T patent/DK0778391T3/en active
- 1996-11-25 CN CN96121810A patent/CN1075431C/en not_active Expired - Fee Related
- 1996-12-06 JP JP32697796A patent/JP3819500B2/en not_active Expired - Fee Related
- 1996-12-09 US US08/762,173 patent/US5836410A/en not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0281997A1 (en) * | 1987-03-11 | 1988-09-14 | Hawera Probst GmbH + Co. | Rock drill |
| EP0347602A2 (en) * | 1988-06-18 | 1989-12-27 | Hawera Probst GmbH + Co. | Rock drill bit |
| DE4306981A1 (en) * | 1993-03-05 | 1994-09-08 | Keil Werkzeugfabrik Karl Eisch | Drill for rock or the like |
| EP0657617A1 (en) * | 1993-12-11 | 1995-06-14 | Hawera Probst GmbH + Co. | Rock drill bit |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1083295A1 (en) * | 1999-09-09 | 2001-03-14 | HILTI Aktiengesellschaft | Drilling tool |
| EP1083294A1 (en) * | 1999-09-09 | 2001-03-14 | HILTI Aktiengesellschaft | Drilling tool |
| EP1083293A1 (en) * | 1999-09-09 | 2001-03-14 | HILTI Aktiengesellschaft | Drilling tool |
| US6405813B1 (en) | 1999-09-09 | 2002-06-18 | Hilti Aktiengesellschaft | Rock drill for drilling bores in reinforced concrete |
| US6431295B1 (en) | 1999-09-09 | 2002-08-13 | Hilti Aktiengesellschaft | Rock drill |
| US6450273B1 (en) | 1999-09-09 | 2002-09-17 | Hilti Aktiengesellschaft | Drilling tool including drilling head with multiple cutting members separated drilled material grooves |
| US7258180B2 (en) | 2003-11-03 | 2007-08-21 | Illinois Tool Works Inc. | Rotary hammerdrill bit |
| AT13738U1 (en) * | 2013-03-05 | 2014-07-15 | Dywidag Systems Int Gmbh | drill bit |
| US12070807B2 (en) | 2021-03-18 | 2024-08-27 | Black & Decker Inc. | One-piece cutting head for a drill bit |
Also Published As
| Publication number | Publication date |
|---|---|
| DK0778391T3 (en) | 2003-12-15 |
| JPH09177465A (en) | 1997-07-08 |
| CN1075431C (en) | 2001-11-28 |
| DE19545648A1 (en) | 1997-06-12 |
| CN1154900A (en) | 1997-07-23 |
| EP0778391B1 (en) | 2003-08-20 |
| EP0778391A3 (en) | 1998-07-01 |
| DE59610671D1 (en) | 2003-09-25 |
| US5836410A (en) | 1998-11-17 |
| JP3819500B2 (en) | 2006-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0778391B1 (en) | Rotary percussive twist drill | |
| EP0884448B1 (en) | Rock drill bit with helical evacuation grooves | |
| DE19780282B3 (en) | Self-supporting expansion drill | |
| EP0778100B1 (en) | Percussion twist drill | |
| EP1045112B1 (en) | Masonry drill | |
| EP0226537A2 (en) | Rock drill bit | |
| EP0878261A1 (en) | Drilling tool | |
| DE3407427A1 (en) | DRILL BIT | |
| DE2856205A1 (en) | Rock drill head assembly - has protruding steel insets in ring segments with axial grooves and central recess | |
| EP0937860B1 (en) | Drill and or chisel tool | |
| EP1083294B1 (en) | Drilling tool | |
| DE2701044A1 (en) | EARTH DRILLING JIG | |
| EP1083295B1 (en) | Drilling tool | |
| DE60005046T2 (en) | ROTATIONAL DRILL DRILL WITH SEVERAL CUTTING ELEMENTS | |
| EP2199531A2 (en) | Drill head for stone drill | |
| EP1083293B1 (en) | Drilling tool | |
| EP0778390B1 (en) | Rotary percussive twist drill | |
| DE10161009C2 (en) | Cutting tool with wear protection sleeve | |
| DE2423510A1 (en) | ROCK DRILLS | |
| DE2841679A1 (en) | Replaceable bit for percussion rock drill - has pilot bit and main bit with alternate cutting and chipping edges | |
| EP0965406B1 (en) | Drilling tool | |
| EP0965405B1 (en) | Drilling tool | |
| DE2821248C3 (en) | Rock drill bit for rotary percussion drill | |
| DE4101458A1 (en) | FOR A CUTTING DRILL DRIVER DESIGNED WITH AXIAL PRESSURE AND BLOCKING | |
| DE2512652A1 (en) | DRILL HEAD FOR ROTATING PERFECT DRILLING |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE DK FR GB IT LI SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE DK FR GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19990104 |
|
| 17Q | First examination report despatched |
Effective date: 20011121 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): CH DE DK FR GB IT LI SE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REF | Corresponds to: |
Ref document number: 59610671 Country of ref document: DE Date of ref document: 20030925 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20031027 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040524 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20081013 Year of fee payment: 13 Ref country code: CH Payment date: 20081016 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20081028 Year of fee payment: 13 Ref country code: SE Payment date: 20081022 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed | ||
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091003 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20141001 Year of fee payment: 19 Ref country code: FR Payment date: 20141008 Year of fee payment: 19 Ref country code: DE Payment date: 20140923 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59610671 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20151002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151002 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160503 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151102 |