EP0767105A1 - Entlüftbarer Kreuzboden-Ventilsack - Google Patents
Entlüftbarer Kreuzboden-Ventilsack Download PDFInfo
- Publication number
- EP0767105A1 EP0767105A1 EP96115638A EP96115638A EP0767105A1 EP 0767105 A1 EP0767105 A1 EP 0767105A1 EP 96115638 A EP96115638 A EP 96115638A EP 96115638 A EP96115638 A EP 96115638A EP 0767105 A1 EP0767105 A1 EP 0767105A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- valve
- sheet
- cross
- air
- cover sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000002787 reinforcement Effects 0.000 claims abstract description 12
- 239000000853 adhesive Substances 0.000 claims description 32
- 230000001070 adhesive effect Effects 0.000 claims description 32
- 238000005429 filling process Methods 0.000 claims description 14
- 239000000463 material Substances 0.000 claims description 13
- 239000010410 layer Substances 0.000 claims description 8
- 230000035699 permeability Effects 0.000 claims description 6
- 239000008187 granular material Substances 0.000 claims description 3
- 239000002356 single layer Substances 0.000 claims description 3
- 230000003014 reinforcing effect Effects 0.000 claims 1
- 239000000945 filler Substances 0.000 abstract 1
- 238000000034 method Methods 0.000 description 15
- 238000004519 manufacturing process Methods 0.000 description 4
- 230000012447 hatching Effects 0.000 description 3
- 238000009423 ventilation Methods 0.000 description 3
- 239000011092 plastic-coated paper Substances 0.000 description 2
- 235000001674 Agaricus brunnescens Nutrition 0.000 description 1
- 240000006240 Linum usitatissimum Species 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 239000013067 intermediate product Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/01—Ventilation or drainage of bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/14—Valve bags, i.e. with valves for filling
- B65D31/142—Valve bags, i.e. with valves for filling the filling port being formed by folding a flap connected to a side, e.g. block bottoms
Definitions
- the invention is directed to a cross bottom valve sack of the type specified in the preamble of claim 1.
- a cross bottom valve sack of the type specified in the preamble of claim 1.
- such a sack has a rectangular cross-section, although a hose is used to manufacture it.
- the rectangular shape results because the two hose ends are folded into a so-called cross bottom, which basically has the following structure.
- a filling valve through which a powdery or granular material can be filled into the sack by means of a filling tube.
- a valve reinforcement sheet is used, which is placed flat on one of the two corner folds and then folded in when the side flaps are folded over.
- Sleeve-shaped inserts projecting inwards or outwards can also be used.
- a filter material is used to form the bottom, which is formed by a rectangular weld with both the corner folds and the still extending sack wall on the inside is connected.
- the mutually facing longitudinal edges of the two folded side flaps are at a free distance from each other.
- the cover sheet is not only glued continuously to the two side flaps, but also in the central area with the filter sheet.
- a filling valve is not provided in the area of the filter sheet.
- the invention has for its object to develop an inexpensive, material-saving, conveniently manufactured cross-bottom valve bag of the type mentioned in the preamble of claim 1, which can be filled particularly quickly due to optimal ventilation. This is achieved according to the invention by the measures specified in the characterizing part of claim 1, which have the following special significance.
- the filter sheet is integrated into the cross valve base and is only secured in some areas there.
- a full-surface attachment of the filter sheet takes place only on the two narrow ends of its rectangular shape, namely on the one hand on the valve reinforcement sheet arranged on one corner insert and on the other hand on the opposite corner insert.
- the filter sheet is as connection-free as possible compared to the side flaps folded over it. Only a few connection points are provided there to secure its location.
- the two side flaps which are folded over and spaced apart, are only glued in the area of their end sections to the filter sheet or the valve reinforcement sheet and the corner insert, and in between a glue-free middle section leaves the side flaps, which can be lifted off the filter sheet for ventilation purposes during the filling process.
- the rectangular cover sheet is glued with breaks only in its edge area to the two folded-over side flaps and the valve body as well as the corner insert, whereby there is no adhesive connection with the filter sheet underneath in the central zone.
- Air outlet ducts are formed at the interruptions. Under the central zone of the cover sheet and the exposed central stripe of the filter sheet, an air chamber is created during the filling process of the sack due to the air pushing outwards. This air chamber is vented both through the outlet channels and through the central zone of the cover sheet, which is already air-permeable. Very good ventilation is thus achieved, which allows the bag to be filled quickly.
- a section of a single-layer or multi-layer hose 20 is assumed.
- the material of the hose wall is, for. B. from a plastic-coated paper or a thin layer of film between two layers of paper and is not or only slightly breathable.
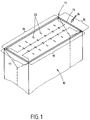
- the two hose ends are each folded into a cross base 11, 12 and, as can be seen from the filling state in FIG. 1, form a rectangular outline of the finished sacks 10 filled with powdery or granular material.
- Sack 10 thus has the shape of a cuboid, apart from rounded corner areas. Both cross floors 11, 12 have different tasks to perform.
- the upper cross bottom 11 also includes a filling valve 13 shown in FIG. 1, in order to fill the material conveyed by air in the sense of the filling arrow 14 into the interior of the bag. Therefore, this cross plate 11 will be referred to as "valve cross plate” in the following.
- the important thing here is to quickly remove the air that enters the inside of the sack from the per se air-impermeable hose without taking the goods with you.
- the other cross plate 12 forms the lower plate during the filling process, onto which the filled product falls.
- This cross base 12 is therefore to be referred to in the following as "stand base”.
- FIG. 2 shows the valve bag 10 with its two cross-bottom regions 11, 12, specifically in the flat state that is present before the bag is filled.
- the base 12 is already shown in the finished state, while the valve cross base 11 is shown in a first folding phase of the hose 20.
- the folding structure in both cross bases 11, 12 is analog, but different in detail.
- the stand base 12 is designed in a conventional manner and has a cover sheet 15 placed on the finished cross-bottom fold, which is connected over the entire area to the fold layers placed underneath.
- the structure of the cross valve base 11 comprises, starting from the hose 20, the following four folding parts.
- the short narrow sides 16, 17 of the cross base 11 shown in FIG. 1 are formed by the two corner folds 21, 22 shown in FIG. 2, which are folded against one another.
- the two long longitudinal sides 18, 19 of the rectangular outline of the cross base shown in FIG. 1 are formed by two side flaps 23, 24 which are shown in the extended state in FIG. 2 but in the folded state in FIG. 7a.
- the corresponding fold lines 26, 27 which can be seen in FIGS. 2 to 5b are designated by 26 and 27, respectively.
- the front hose wall forms a folded edge 29 in order to produce the one side flap 24, which is still stretched there.
- valve reinforcement sheet 30 is applied, which in the present case is formed in one layer, but could also be formed in multiple layers. As can be seen from FIG. 4, this sheet 30 is folded over at one end and its lower, short fold position 31 is glued in the end area, as can be seen by hatching in FIG. 3, in the area of the two side flaps 23, 24.
- an inwardly or outwardly projecting sleeve-shaped insert could also be used, which then forms the filling valve.
- a filter sheet 40 made of air-permeable material is placed over the two corner inserts 21, 22 and over the inner parts of the two side flaps 23, 24, which is rectangular in shape and only on its two narrow ends 41, 42 is provided with a linear adhesive 43.
- the adhesive 43 extends over the valve reinforcement sheet 30 located on the corner wrap 21.
- the longitudinal edge regions 48, 49 of the filter sheet 40 lying between the two end-side adhesive bonds 43 are completely connection-free, that is to say not connected to the associated side flaps 23 or 24.
- one or a few adhesive dots could be provided, which are identified by a cross in FIG. 5a and designated by 28.
- a micro needling is used, which is illustrated by a dot hatching 25 in Fig. 5a.
- FIG. 5b shows a method stage corresponding to FIG. 5a for forming a valve cross bottom 11 in an alternative configuration of a valve bag 10 '.
- the same process steps are first carried out as previously described for the valve sack 10 according to FIG. 5a, which is why the previous statements apply in this respect. It is enough to only consider the differences.
- the filter sheet 44 which is also rectangular here, has a Z-fold 45 parallel to the mentioned fold lines 26, 27 of the two side flaps 23, 24, which has two Z-fold edges 46, 47 pointing away from each other.
- This filter sheet 44 is also well permeable to air, for which purpose a micro needling 25 is used in the paper producing the filter sheet 44 in this case too. This micro-needling is illustrated by a hatching in the drawings.
- FIGS. 6a and 6b show the method step that follows the method step of FIGS. 5a and 5b, respectively.
- An adhesive application 36 is applied to the two side flaps 23, 24 only in the respective end sections 35.
- the intermediate section 33 and 34, respectively, of the two side flaps 23, 24 remains absolutely adhesive-free.
- FIGS. 7a and 7b result.
- the two side flaps 23, 24 are folded against one another, as a result of which the respective, already mentioned longitudinal sides 18, 19 of the cross base 11 are formed. It is important that the folded side flaps 23, 24 are arranged with their respective longitudinal edges 37, 38 at a free distance 39. This is achieved by a correspondingly narrow width 63, 64 of the two side flaps 23, 24. Therefore, between the two longitudinal edges 37, 38 of the two side flaps 23, 24 there is an exposed central strip 60 of the filter sheet 40. This also applies, as shown in FIG.
- valve bag 10 in an analogous manner to the filter sheet 44 provided with the Z-fold 45 in FIG previous Fig. 6b illustrated alternative. It is decisive that in this valve bag 10 'the two Z-fold edges 46, 47 come to rest in this spacing area 39 between the side flaps 23, 24. This facilitates their final folding, which will be explained later in connection with FIG. 11b.
- a cover sheet 50 or 50 ' serves as the last component for both valve sacks 10, 10', for which, if one takes account of FIG. 11b ', three variants can result.
- the cover sheet 50 is designed according to FIGS. 8a and 9b.
- the single-layer cover sheet 50 is provided with a short fold 51 at the end. Air-permeable material can already be used for the cover sheet 50.
- a central zone 52 of the cover sheet 50 to be described in more detail, is provided with air slots 53 in order to increase the air permeability.
- a frame-shaped adhesive bond 54, 55 is provided, which is provided with interruptions 56.
- the other two edge zones 58 which accompany the two long sides 18, 19, there are short adhesive studs 55, between which there are adhesive-free interruptions 56.
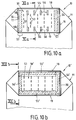
- the central zone 52 which is surrounded on all sides by these adhesive edge zones 57, 58, is free from any bonding and is therefore fully air-permeable. This air permeability will be increased by the air slots 53 already mentioned. These air slots 53 run, as can be seen from FIG. 10 a, transversely to the described cross-floor longitudinal sides 18, 19 and are expediently aligned with the adhesive interruptions 56 of the edge zones 58.
- FIG. 11a The conditions resulting from this sack 10 during the filling process can be seen from Fig. 11a.
- FIG. 11 a the central zone of the cover sheet 50 is shown partly broken away in order to be able to better recognize the conditions at the longitudinal edge zones 58. Due to the outwardly penetrating air, the flow of which is illustrated by dash-dotted arrows 61, an inflating air chamber 70 arises between the central zone 52 of the cover sheet 50 and the free central strip 60 of the filter sheet 40 and the areas of the side flaps 23, 24 which have not yet been connected is vented both through the mentioned air slots 53 shown in FIG. 10a and through outlet channels 59 shown in FIG. 11a.
- These outlet channels 59 result from the interruptions 56 of the adhesive studs 55 along the longitudinal edge zones 58 of the frame-shaped adhesive bond described above.
- These air outlet channels 59 are oriented transversely, that is to say to the longitudinal sides 18, 19 of the valve cross-head 11, which can be seen from FIG. 10a, open.
- the cover sheet 50 'intended for the alternative valve bag 10' has a structure which differs from that of the cover sheet 50 'of the valve bag 10 and is shown in FIGS. 8b, 9b and 9c. Only the differences from the previous cover sheet 50 are described, which is why the previous description applies in all other respects. An essential difference is that - seen in the direction of the longitudinal sides 18, 19 of the cross base 11 shown in FIG. 10b - the cover sheet 50 ' 9b, which has a C-central region 62 between its two C-edge regions 65, 66. The refolding 51 already described in the preceding cover sheet 50 is also present in this alternative 50 ', as can be seen in particular from FIG. 9c.
- FIG. 10b The finished assembly position of this C-shaped cover sheet 50 'is shown in FIG. 10b for the valve bag 10', the preceding process stage of which can be seen from FIG. 7b already described.
- the conditions that arise during the filling process are initially illustrated schematically in FIG. 11b.
- the C-shaped flat fold shape 50 'of the cover sheet present before the filling process is first illustrated.
- the position of the C-fold edges 68 is initially in the region of the longitudinal sides 18, 19 of the hose 20 of the valve cross-base 11. It can be seen that the above-described adhesive strips 55 'on the edge are set back 69 from these original C-fold edges 68.
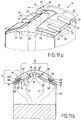
- the shape of the cover sheet in the position of use during the filling process is illustrated by the solid line 50 ′′ in FIG. 11b.
- an air chamber 70 is formed between the central zone 52 from the cover sheet 50 ′′ by the air pushing outwards, indicated by arrows 71, relative to the filter sheet 44 and the two side flaps 23, 24 in the region of the exposed central sections 33, which can be seen in FIG. 7b. 34 is generated.
- the cover sheet 50 ′′ can bulge out bell-shaped, because the C-fold edges 68 projecting in the initial state in relation to the adhesives 55 ′ of FIG. 11b can roll up, so that now, in the position of use 50 ′′ of the cover sheet, there is an outwardly offset folding point 68 ′′.
- the Z-shaped fold 45 there, according to FIG. 11b can now open in a mushroom shape. This creates an area for the air flow 71 that is enlarged compared to the original sack cross section.
- the air chamber 70 is vented not only by the flow 71 mentioned in the region of the air-permeable central zone 52 of the cover sheet in the position of use 50 ′′, but also by air outlets which can be seen in the direction of the flow arrows 72 in FIG. 12b.
- the bonds 55 'provided on the C-edge region of the cover sheet 50' are on the outer surfaces, which is why their inner surfaces remain free.
- the end-side adhesive bond 54 'shown in FIG. 9c, which is illustrated in FIG. 12b, also leaves the inner surfaces of the C-edge region untouched, which is why longitudinal air outlet ducts 73 in the region of the smooth surface already described in connection with FIG. 9c Edge zone 67 of the cover sheet arise.
- This use position 50 ′′ of the cover sheet can be seen in FIG. 12 b with the bell-shaped central zone 52 and the smooth edge zone 67 provided with longitudinal channels 73.
- Fig. 11b shows an alternative to Fig. 11b. Only the deviations from the measures shown in FIGS. 11b and 12b are to be described, which is why the previous description applies in all other respects. The difference is that here, too, the C-shaped longitudinally profiled cover sheet 75 with its two C-edge regions 76 is not connected to the two side flaps 23, 24 of the cross valve base 11, but to the adjoining hose side wall 74 of the bag 10 '. Here, the analog bonds 55 'are located on the inner surface of the two C-edge regions 76. In other respects, the bell-shaped air chamber 70 described above occurs in the case of use according to FIG. 11b'.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bag Frames (AREA)
- Pens And Brushes (AREA)
- Containers And Packaging Bodies Having A Special Means To Remove Contents (AREA)
Abstract
Description
- Die Erfindung richtet sich auf einen Kreuzboden-Ventilsack der im Oberbegriff von Anspruch 1 angegebenen Art. Im Füllzustand besitzt ein solcher Sack einen Rechteckquerschnitt, obwohl man zu seiner Herstellung von einem Schlauch ausgeht. Die Rechteckform ergibt sich, weil man die beiden Schlauchenden jeweils zu einem sogenannten Kreuzboden faltet, der grundsätzlich folgenden Aufbau aufweist.
- Die Schmalseiten eines solchen Rechteckbodens entstehen durch zwei gegeneinander gefaltete Eckeinschläge des zunächst flach liegenden Schlauchs. Über diese werden dann Seitenklappen gegeneinander gefaltet, welche die beiden Längsseiten des Rechteckbodens erzeugen. Bei den bekannten Säcken sind die Seitenklappen und die Eckeinschläge miteinander verklebt und bilden eine Platte. Über die beiden Seitenklappen wird bei den bekannten Säcken ein rechteckförmiges Deckblatt geklebt, das zur Bodenverstärkung dient. Die Ventilfunktion eines solchen Sacks ergibt sich, weil man an dem einen Kreuzboden, der dann als Ventilboden bezeichnet wird, einen der eingefalteten Eckeinschläge unverklebt läßt. Die dadurch verbleibende Öffnung wird als Füllventil bezeichnet, durch das mittels eines Füllrohres ein pulverförmiges oder körniges Gut in den Sack eingefüllt werden kann. Im Ventilbereich verwendet man ein Ventilverstärkungsblatt, das in flachem Zustand auf den einen der beiden Eckeinschläge gelegt und dann beim Umfalten der Seitenklappen mit eingefaltet wird. Ebenso können nach innen oder außen überstehende hülsenförmige Einsätze Anwendung finden.
- Beim Befüllen des Sacks kommt es darauf an, daß zwar die das Füllgut mitführende Luft entweichen kann, aber das Füllgut im Sackinneren sicher zurückgehalten wird. Zum Schutz für feuchtigkeitsempfindliches Füllgut verwendet man geeignetes feuchtigkeitsdichtes Schlauchmaterial, z. B. mit Kunststoff beschichtetes Papier, was aber den Nachteil hat, auch schlecht oder nicht luftdurchlässig zu sein. Das behindert den Füllvorgang. Es kommt zu einem Stau von Luft im Sackinneren. Ein schnelles, effektives Befüllen des Sackes ist dann nicht möglich.
- Es ist gemäß der DE 41 40 213 A1 bekannt, neben einem Füllventil im Bereich des einen Eckeinschlags ein Entlüftungsventil im gegenüberliegenden Eckeinschlag des Kreuzbodens zu verwenden, doch reicht diese Wirkung zur Entlüftung der Ventilsäcke nicht aus.
- Bei einem sackartigen Behälter aus Kunststoff der im Oberbegriff von Anspruch 1 genannten Art, gemäß DE 17 61 327 A1, verwendet man zur Bildung des Bodens einen Filterwerkstoff, der durch eine rechteckförmige Schweißung sowohl mit den Eckeinschlägen als auch der noch gestreckt verlaufenden Sackwandung auf der Innenseite verbunden wird. Die gegeneinander weisenden Längskanten der beiden umgefalteten Seitenklappen stehen in einem freien Abstand zueinander.
- Verwendet man diesen bekannten Kreuzbodensack ohne Deckblatt, so ist dessen Stabilität gefährdet. Um die Stabilität zu verbessern, muß man in diesem Fall zusätzliche Verstärkungsblätter auf einer oder beiden Seiten des Filterblatts verwenden, die aus luftundurchlässigem Material bestehen und daher mit Perforationen versehen werden müssen. Das ist umständlich und kostspielig. Sofern man bei diesem Sack das erwähnte Deckblatt über dem Filterblatt anbringt, ist zwar die Stabilität des Kreuzbodens verbessert, aber die Luftdurchlässigkeit wieder verschlechtert. Wenn das Filterblatt sich nur bis zu den Faltkanten der Seitenklappen erstreckt, werden die beiden Seitenklappen nach dem Umlegen in jedem Fall entlang der beiden Längsseiten des Rechteckumrisses durchgehendam Filterblatt festgeklebt. Sofern man dann noch ein zusätzliches Deckblatt verwendet, wird das Deckblatt nicht nur durchgehend an den beiden Seitenklappen, sondern auch noch im Zentralbereich mit dem Filterblatt verklebt. Ein Füllventil ist im Bereich des Filterblatts nicht vorgesehen. Bei einem Kreuzboden mit einander bereichsweise überlappenden Seitenklappen verwendete man bei dem bekannten Sack ein luftdurchlässiges filterartiges Material zur Herstellung eines schlauchförmigen Füllventils.
- Der Erfindung liegt die Aufgabe zugrunde, einen preiswerten, materialsparenden, bequem herstellbaren Kreuzboden-Ventilsack der im Oberbegriff des Anspruches 1 genannten Art zu entwickeln, der aufgrund optimaler Entlüftung sich besonders schnell befüllen läßt. Dies wird erfindungsgemäß durch die im Kennzeichen des Anspruches 1 angeführten Maßnahmen erreicht, denen folgende besondere Bedeutung zukommt.
- Bei der Erfindung wird das Filterblatt in den Ventil-Kreuzboden integriert und dort nur bereichsweise befestigt. Eine vollflächige Befestigung des Filterblatts erfolgt nur an den beiden Schmalenden seiner Rechteckform, nämlich einerseits am auf dem einen Eckeinschlag angeordneten Ventilverstärkungsblatt und andererseits am gegenüberliegenden Eckeinschlag. An den dazwischen liegenden Längsrändern seiner Rechteckform ist das Filterblatt möglichst verbindungsfrei gegenüber den darüber gefalteten Seitenklappen. Dort sind allenfalls wenige Anbindungspunkte vorgesehen, um seine Lage zu sichern. Ferner werden die beiden darüber gefalteten, in freiem Abstand stehenden Seitenklappen nur im Bereich ihrer Endabschnitte mit dem Filterblatt bzw. dem Ventilverstärkungsblatt und dem Eckeinschlag verklebt und dazwischen ein klebstoff-freier Mittelabschnitt den Seitenklappen belassen, der sich zwecks Entlüftung beim Füllvorgang vom Filterblatt abheben kann. Für einen optimierten Luftdurchlaß wird das rechteckförmige Deckblatt mit Unterbrechungen nur in seinem Randbereich an den beiden umgefalteten Seitenklappen und dem Ventilkörper sowie dem Eckeinschlag festgeklebt, wobei in der Zentralzone keine Klebverbindung mit dem darunter liegenden Filterblatt besteht. An den Unterbrechungen entstehen Auslaßkanäle für die Luft. Unter der Zentralzone des Deckblatts und dem freiliegenden Mittelstreifen des Filterblatts entsteht beim Füllvorgang des Sacks eine Luftkammer durch die nach außen drängende Luft. Diese Luftkammer wird sowohl durch die Auslaßkanäle als auch durch die in sich bereits luftdurchlässige Zentralzone des Deckblatts entlüftet. Damit wird eine sehr gute Entlüftung erreicht, die ein schnelles Befüllen des Sackes erlaubt.
- Weitere Maßnahmen und Vorteile der Erfindung ergeben sich aus den Unteransprüchen, der nachfolgenden Beschreibung und den Zeichnungen. In den Zeichnungen ist die Erfindung in mehreren Ausführungsbeispielen dargestellt.
Es zeigen: - Fig. 1
- die perspektivische Draufsicht auf das obere, ein Füllventil aufweisendes Ende eines bereits gefüllten Kreuzboden-Ventilsacks nach der Erfindung,
- Fig. 2
- einen Abschnitt eines zur Bildung des Sacks von Fig. 1 dienenden flach liegenden Schlauches, und zwar mit den Schlauchbereichen, die den oberen ventilbildenden Kreuzboden und den unteren Kreuzboden erzeugen, wobei der Ventil-Kreuzboden in einer ersten Verfahrensstufe gezeigt ist, während der untere Kreuzboden bereits in seinem fertigen Endzustand dargestellt ist,
- Fig. 3
- eine auf Fig. 2 folgende weitere Verfahrensstufe zur Herstellung des oberen Ventil-Kreuzbodens mit Ventilverstärkungsblatt,
- Fig. 4
- eine versprungene Schnittansicht durch den Schlauch von Fig. 3 längs der dortigen Schittlinie IV-IV,
- Fig. 5a und 5b
- zwei alternative Ausführungen in der sich danach ergebenden Verfahrensstufe zur Herstellung des Ventilsacks,
- Fig. 5b'
- eine schematische Querschnittansicht durch das in Fig. 5b gezeigte Zwischenprodukt längs der dortigen Schnittlinie Vb'-Vb',
- Fig. 6a und 6b
- die sich an die Verfahrensstufe von 5a und 5b anschließende weitere Verfahrensstufe für die beiden Alternativen, wo aus Gründen der Deutlichkeit die meisten unsichtbaren Linien der verschiedenen übereinanderliegenden Papierlagen und Blätter nicht dargestellt worden sind,
- Fig. 7a und 7b
- die sich an die Fig. 6a bzw. 6b anschließende weitere Verfahrensstufe,
- Fig. 8a und 8b
- die Draufsicht auf zwei alternative Ausführungen eines Deckblatts, die für die weitere Behandlung der beiden Ausführungen des Sackes gemäß Fig. 7a und 7b bestimmt sind,
- Fig. 9a und 9b
- Längs- bzw. Querschnittansichten durch die in Fig. 8a bzw. 8b gezeigten Deckblätter längs der Schnittlinien IXa-IXa bzw. IXb-IXb,
- Fig. 9c
- die Unteransicht des in Fig. 8b gezeigten Deckblatts für die zweite Alternative des erfindungsgemäßen Ventilsacks,
- Fig. 10a und 10b
- in Draufsicht die letzte Verfahrensstufe zur Herstellung der beiden Alternativen des erfindungsgemäßen Ventilsacks, die sich an die Verfahrensstufe von Fig. 7a bzw. 7b anschließen,
- Fig. 11a,
- in schematischer, perspektivischer Darstellung, einen Abschnitt vom oberen Bereich des gemäß Fig. 10a gestalteten Ventilsacks während des Füllvorgangs,
- Fig. 11b
- eine schematische Querschnittansicht durch den entsprechenden oberen Bereich des in Fig. 11a gezeigten Ventilsacks während des Füllvorgangs,
- Fig. 11b',
- in einer mit Fig. 11b entsprechenden Darstellung, eine Variante des in Fig. 11b bereits gezeigten Ventilsacks, und
- Fig. 12b,
- in perspektivischer, schematischer Darstellung, den Eckbereich eines Ventilsacks in der Ausführung gemäß Fig. 11b während des Füllvorgangs.
- Zur Herstellung eines erfindungsgemäßen Ventilsacks 10 geht man von einem Abschnitt eines ein- oder mehrlagigen Schlauches 20 aus. Um das spätere Füllgut vor Feuchtigkeit gut zu schützen, besteht das Material der Schlauchwand z. B. aus einem kunststoffbeschichteten Papier oder einer dünnen Folienlage zwischen zwei Papierlagen und ist nicht oder nur wenig luftdurchlässig. Wie aus Fig. 2 zu erkennen ist, sind die beiden Schlauchenden jeweils zu einem Kreuzboden 11, 12 gefaltet und bilden, wie sich aus dem Füllzustand in Fig. 1 ergibt, einen Rechteckumriß des mit pulverförmigem oder körnigem Gut gefüllten fertigen Sacks 10. Der Sack 10 hat also, abgesehen von gerundeten Eckbereichen, die Form eines Quaders. Beide Kreuzböden 11, 12 haben unterschiedliche Aufgaben zu erfüllen. Der obere Kreuzboden 11 umfaßt zugleich ein aus Fig. 1 ersichtliches Füllventil 13, um das mittels Luft geförderte Gut im Sinne des Füllpfeils 14 ins Sackinnere einzufüllen. Daher soll dieser Kreuzboden 11 nachfolgend kurz als "Ventil-Kreuzboden" bezeichnet werden. Es kommt dabei darauf an, die mit dem Füllgut ins Sackinnere gelangende Luft aus dem an sich luftundurchlässigen Schlauch schnell abzuführen, ohne das Gut mitzunehmen. Der andere Kreuzboden 12 bildet beim Füllvorgang den unteren Boden, auf den das eingefüllte Gut fällt. Dieser Kreuzboden 12 soll daher nachfolgend kurz "Standboden" bezeichnet werden.
- In Fig. 2 ist der Ventilsack 10 mit seinen beiden Kreuzboden-Bereichen 11, 12 dargestellt, und zwar im flachgelegten Zustand, der vor der Füllung des Sacks vorliegt. Dabei ist der Standboden 12 bereits in fertigem Zustand dargestellt, während der Ventil-Kreuzboden 11 in einer ersten Faltphase des Schlauches 20 gezeigt ist. Der Faltaufbau in beiden Kreuzböden 11, 12 ist zwar analog, aber im Detail unterschiedlich. Der Standboden 12 ist in konventioneller Weise gestaltet und besitzt ein auf die fertige Kreuzboden-Faltung gelegtes Deckblatt 15, das vollflächig mit den darunter gelegten Faltlagen verbunden ist. Der Aufbau des Ventil-Kreuzbodens 11 umfaßt, ausgehend vom Schlauch 20, folgende vier Faltteile.
- Die aus Fig. 1 ersichtlichen kurzen Schmalseiten 16, 17 des Kreuzbodens 11 werden von den beiden aus Fig. 2 ersichtlichen Eckeinschlägen 21, 22 gebildet, die gegeneinander gefaltet werden. Die beiden langen Längsseiten 18, 19 vom Rechteckumriß des in Fig. 1 gezeigten Kreuzbodens werden von zwei Seitenklappen 23, 24 gebildet, die in Fig. 2 noch im Streckzustand, aber in Fig. 7a im Faltzustand gezeigt sind. Mit 26 bzw. 27 sind die entsprechenden strichpunktiert in den Fig. 2 bis 5b erkennbaren Faltlinien 26, 27 bezeichnet. In der in Fig. 2 gezeigten Flachlage des Schlauches 20 bildet die vordere Schlauchwand eine Faltkante 29, um die eine, dort noch gestreckt verlaufende Seitenklappe 24 zu erzeugen.
- In der auf Fig. 2 folgenden weiteren Verfahrensstufe, gemäß Fig. 3, wird auf den einen Eckeinschlag 21, an welchem das in Fig. 1 erläuterte Füllventil 13 entstehen soll, ein Ventilverstärkungsblatt 30 aufgebracht, das im vorliegenden Fall zwar einlagig ausgebildet ist, aber auch mehrlagig ausgebildet sein könnte. Wie aus Fig. 4 zu ersehen ist, ist dieses Blatt 30 an seinem einen Ende umgefaltet und seine untere, kurze Faltlage 31 ist im Endbereich, wie durch Schraffur in Fig. 3 zu erkennen ist, im Bereich der beiden Seitenklappen 23, 24 festgeklebt. Anstelle dieses Blattes 30 könnte auch ein nach innen oder außen überstehender hülsenförmiger Einsatz verwendet werden, der dann das Füllventil bildet.
- In der nächsten Verfahrensstufe, gemäß Fig. 5a, wird über die beiden Eckeinschläge 21, 22 und über die inneren Teile der beiden Seitenklappen 23, 24 ein Filterblatt 40 aus gut luftdurchlässigem Material gelegt, das rechteckförmig gestaltet ist und nur an seinen beiden Schmalenden 41, 42 mit einer linienförmigen Verklebung 43 versehen wird. Auf der Ventilseite erstreckt sich die Verklebung 43 über das auf dem Eckeinschlag 21 liegende Ventilverstärkungsblatt 30. Die zwischen den beiden endseitigen Verklebungen 43 liegenden Längsrandbereiche 48, 49 des Filterblatts 40 sind ganz verbindungsfrei, also nicht mit den zugehörigen Seitenklappen 23 bzw. 24 verbunden. Zur Sicherung der Blatt-Lage könnten aber ein oder wenige Klebepunkte vorgesehen sein, die durch ein Kreuz in Fig. 5a gekennzeichnet und mit 28 bezeichnet sind. Zur guten Luftdurchlässigkeit des Materials vom Filterblatt 40 wird eine Mikronadelung verwendet, die durch eine Punktschraffur 25 in Fig. 5a verdeutlicht ist.
- Fig. 5b zeigt eine zu Fig. 5a entsprechende Verfahrensstufe zur Bildung eines Ventil-Kreuzbodens 11 bei einer alternativen Ausbildung eines Ventilsacks 10'. Bei der Herstellung dieses Ventilsacks 10' werden zunächst die gleichen Verfahrensschritte durchgeführt, die vorausgehend beim Ventilsack 10, gemäß Fig. 5a, beschrieben worden sind, weshalb insoweit die bisherigen Ausführungen gelten. Es genügt, lediglich auf die Unterschiede einzugehen. Diese bestehen darin, daß das auch hier rechteckförmig ausgebildete Filterblatt 44 parallel zu den erwähnten Faltlinien 26, 27 der beiden Seitenklappen 23, 24 eine Z-Falte 45 aufweist, die zwei voneinander wegweisende Z-Faltkanten 46, 47 besitzt. Auch dieses Filterblatt 44 ist gut luftdurchlässig, wofür auch in diesem Fall eine Mikronadelung 25 im das Filterblatt 44 erzeugenden Papiers verwendet wird. Diese Mikronadelung ist durch eine Punktschraffur in den Zeichnungen verdeutlicht.
- Die Fig. 6a bzw. 6b zeigen den sich an die Verfahrensstufe von Fig. 5a bzw. 5b jeweils anschließenden Verfahrensschritt. Auf die beiden Seitenklappen 23, 24 wird lediglich in den jeweiligen Endabschnitten 35 ein Klebstoffauftrag 36 aufgebracht. Der jeweils dazwischenliegende Mittelabschnitt 33 bzw. 34 der beiden Seitenklappen 23, 24 bleibt absolut klebstoff-frei.
- Diese Verhältnisse liegen bei beiden Sackausführungen 10, 10' von Fig. 6a und 6b vor. Dann ergeben sich die aus den Fig. 7a und 7b ersichtlichen Verhältnisse. Dort sind, wie bereits erwähnt wurde, die beiden Seitenklappen 23, 24 gegeneinander gefaltet, wodurch die jeweiligen, bereits erwähnten Längsseiten 18, 19 des Kreuzbodens 11 entstehen. Bedeutungsvoll ist, daß die umgefalteten Seitenklappen 23, 24 mit ihren jeweiligen Längskanten 37, 38 in einem freien Abstand 39 angeordnet sind. Das wird durch eine entsprechend schmale Breite 63, 64 der beiden Seitenklappen 23, 24 erreicht. Deswegen entsteht zwischen den beiden Längskanten 37, 38 der beiden Seitenklappen 23, 24 ein freiliegender Mittelstreifen 60 des Filterblatts 40. Dies gilt auch, wie Fig. 7b zeigt, in analoger Weise für das mit der Z-Faltung 45 versehene Filterblatt 44 der in der vorausgehenden Fig. 6b verdeutlichten Alternative. Maßgeblich ist, daß bei diesem Ventilsack 10' die beiden Z-Faltkanten 46, 47 in diesem Abstandsbereich 39 zwischen den Seitenklappen 23, 24 zu liegen kommen. Dadurch wird ihre später, im Zusammenhang mit Fig. 11b noch näher zu erläuternde Endfaltung erleichtert.
- Als letzter Bestandteil für beide Ventilsäcke 10, 10' dient jeweils ein Deckblatt 50 bzw. 50', wofür, wenn man Fig. 11b' berücksichtigt, sich drei Varianten ergeben können. Zunächst sollen die Verhältnisse anhand des Ventilsacks 10 erläutert werden. In diesem Fall ist das Deckblatt 50 gemäß Fig. 8a und 9b gestaltet. Zur Erleichterung der maschinellen Verarbeitung ist das einlagige Deckblatt 50 mit einer endseitigen kurzen Rückfaltung 51 versehen. Für das Deckblatt 50 kann bereits luftdurchlässiges Material verwendet werden. Eine noch näher zu beschreibende Zentralzone 52 des Deckblatts 50 ist, zur Steigerung der Luftdurchlässigkeit, mit Luftschlitzen 53 versehen.
- Um die Zentralzone 52 herum ist, wie aus der letzten Verfahrensstufe von Fig. 10a zu erkennen ist, eine rahmenförmige Verklebung 54, 55 vorgesehen, die mit Unterbrechungen 56 versehen ist. Es liegen hier durchgehende Klebelinien lediglich in den zu den beiden bereits erwähnten Schmalseiten 16, 17 des Ventil-Kreuzbodens 11 zugekehrten Randzonen 57 vor. In den beiden anderen Randzonen 58, welche die beiden Längsseiten 18, 19 begleiten, befinden sich kurze Klebestollen 55, zwischen denen klebstoff-freie Unterbrechungen 56 liegen. In jedem Fall ist die von diesen klebwirksamen Randzonen 57, 58 allseitig umschlossene Zentralzone 52 von jeder Verklebung frei und daher voll luftdurchlässig. Diese Luftdurchlässigkeit wird durch die bereits erwähnten Luftschlitze 53 gesteigert werden. Diese Luftschlitze 53 verlaufen, wie aus Fig. 10a hervorgeht, quer zu den beschriebenen Kreuzboden-Längsseiten 18, 19 und sind zweckmäßigerweise mit den Klebe-Unterbrechungen 56 der Randzonen 58 ausgerichtet.
- Die sich bei diesem Sack 10 ergebenden Verhältnisse während des Füllvorgangs sind aus Fig. 11a zu ersehen. In Fig. 11a ist die Zentralzone des Deckblatts 50 teilweise ausgebrochen gezeichnet, um die Verhältnisse an den längsseitigen Randzonen 58 besser erkennen zu können. Durch die nach außen dringende Luft, deren Strömungsverlauf durch strichpunktierte Pfeile 61 veranschaulicht wird, entsteht zwischen der Zentralzone 52 des Deckblatts 50 und dem freien Mitteistreifen 60 des Filterblatts 40 sowie den noch unverbunden gebliebenen Bereichen der Seitenklappen 23, 24 eine sich aufblähende Luftkammer 70, die sowohl durch die erwähnten, aus Fig. 10a ersichtlichen Luftschlitze 53 als auch durch aus Fig. 11a ersichtlichen Auslaßkanäle 59 entlüftet wird. Diese Auslaßkanäle 59 entstehen durch die Unterbrechungen 56 der Klebestollen 55 entlang der längsseitigen Randzonen 58 der vorbeschriebenen rahmenförmigen Verklebung. Diese Luft-Auslaßkanäle 59 sind quergerichtet, also zu den aus Fig. 10a ersichtlichen Längsseiten 18, 19 des Ventil-Kreuzbodens 11 hin offen.
- Das für den alternativen Ventilsack 10' bestimmte Deckblatt 50' hat einen gegenüber dem Deckblatt 50' des Ventilsackes 10 abweichenden Aufbau, der in den Fig. 8b, 9b und 9c gezeigt ist. Es werden lediglich die Unterschiede gegenüber dem vorausgehenden Deckblatt 50 beschrieben, weshalb in übriger Hinsicht die bisherige Beschreibung gilt. Ein wesentlicher Unterschied besteht darin, daß - in Richtung der aus Fig. 10b ersichtlichen Längsseiten 18, 19 des Kreuzbodens 11 gesehen - das Deckblatt 50' ein C-förmiges Faltprofil gemäß Fig. 9b aufweist, welches zwischen seinen beiden C-Randbereichen 65, 66 einen C-Mittelbereich 62 besitzt. Die bereits beim vorausgehenden Deckblatt 50 beschriebene Rückfaltung 51 liegt auch bei dieser Alternative 50' vor, wie insbesondere aus Fig. 9c zu ersehen ist. Auch hier liegt eine rahmenförmige Verklebung 54', 55' vor, die aber scheinbar unterbrechungsfrei ist. Das gilt zunächst für den durchgehenden Klebesteg 54', der sich sowohl an der Rückfaltung 51 des Deckblatts 50' gemäß Fig. 9c als auch an der gegenüberliegenden, ungefalteten, glatten Randzone 67 befindet. Aber auch die beiden anderen Klebestege 55' sind an sich unterbrechungsfrei und befinden sich auf den Außenseiten der bereits erwähnten beiden C-Randbereiche 65, 66 dieses Deckblatts 50'. Von den Klebestegen 54', 55' eingerahmt befindet sich auch in diesem Fall eine klebstoff-freie Zentralzone 52 des Deckblatts 50', die durch analoge, quergerichtete Luftschlitze 53 gut luftdurchlässig gemacht ist.
- Die fertige Montagelage dieses C-förmig profilierten Deckblatts 50' ist in Fig. 10b beim Ventilsack 10' gezeigt, dessen vorausgehende Verfahrensstufe aus der bereits beschriebenen Fig. 7b zu ersehen ist. Die sich beim Füllvorgang ergebenden Verhältnisse sind zunächst schematisch in Fig. 11b verdeutlicht. Hier ist, gepunktet, zunächst die vor dem Füllvorgang vorliegende C-förmige flache Faltform 50' des Deckblatts verdeutlicht. Die Lage der C-Faltkanten 68 liegt zunächst im Bereich der Längsseiten 18, 19 vom Schlauch 20 des Ventil-Kreuzbodens 11. Man sieht, daß die vorbeschriebenen randseitigen Klebestege 55' um einen Betrag 69 gegenüber diesen ursprünglichen C-Faltkanten 68 zurückgesetzt sind.
- Die Form des Deckblatts in der Gebrauchslage beim Füllvorgang ist durch die ausgezogen gezeichnete Linie 50'' in Fig. 11b verdeutlicht. Im Füllzustand entsteht eine Luftkammer 70 zwischen der Zentralzone 52 vom Deckblatt 50'' durch die nach außen drängende, durch Pfeile 71 verdeutlichte Luft gegenüber dem Filterblatt 44 und den beiden Seitenklappen 23, 24 im Bereich der aus Fig. 7b ersichtlichen, freiliegenden Mittelabschnitte 33, 34 erzeugt wird.. Das Deckblatt 50'' kann sich glockenförmig wölben, weil die im Ausgangszustand gegenüber den Klebungen 55' von Fig. 11b vorspringenden C-Faltkanten 68 sich aufrollen können, so daß jetzt, in der Gebrauchslage 50'' des Deckblatts, ein nach außen versetzter Faltpunkt 68'' vorliegt. Durch die vorbeschriebene Lücke 39 zwischen den beiden Längskanten 37, 38 der beiden Seitenklappen 23, 24, wie sie in Fig. 7 beschrieben wurden, kann sich nun die dortige Z-förmige Faltung 45, gemäß Fig. 11b, pilzförmig öffnen. Es entsteht dadurch eine gegenüber dem ursprünglichen Sackquerschnitt vergrößerte Fläche für die Luftströmung 71.
- Die Luftkammer 70 wird nicht nur durch die erwähnte Strömung 71 im Bereich der luftdurchlässigen Zentralzone 52 des in Gebrauchslage 50'' befindlichen Deckblatts entlüftet, sondern auch durch eine im Sinne der Strömungspfeile 72 von Fig. 12b ersichtlichen Luftauslässe. Wie schon aus Fig. 11b zu ersehen war, befinden sich die am C-Randbereich des Deckblatts 50' vorgesehenen Verklebungen 55' auf den Außenflächen, weshalb ihre Innenflächen frei bleiben. Auch die aus Fig. 9c ersichtliche endseitige Klebung 54', die in Fig. 12b verdeutlicht ist, läßt die inneren Flächen des C-Randbereichs unberührt, weshalb dann dort längsgerichtete Luft-Auslaßkanäle 73 im Bereich der im Zusammenhang mit Fig. 9c bereits beschriebenen glatten Randzone 67 des Deckblatts sich ergeben. Man sieht in Fig. 12b diese Gebrauchslage 50'' des Deckblatts mit der glockenförmig empor gewölbten Zentralzone 52 und den mit Längskanälen 73 versehenen glatten Randzone 67.
- Fig. 11b' zeigt eine Alternative zu Fig. 11b. Es sollen nur die Abweichungen gegenüber den aus Fig. 11b und 12b ersichtlichen Maßnahmen beschrieben werden, weshalb in übriger Hinsicht die bisherige Beschreibung gilt. Der Unterschied besteht darin, daß das auch hier C-förmig längsprofilierte Deckblatt 75 mit seinen beiden C-Randbereichen 76 nicht mit den beiden Seitenklappen 23, 24 vom Ventil-Kreuzboden 11 in Verbindung steht, sondern mit der sich daran anschließenden Schlauchseitenwand 74 des Sacks 10'. Hier befinden sich die analogen Verklebungen 55' an der Innenfläche der beiden C-Randbereiche 76. In übriger Hinsicht kommt es hier zu der bereits beschriebenen glockenförmig aufgeweiteten Luftkammer 70 im Gebrauchsfall gemäß Fig. 11b'.
-
- 10
- Ventilsack (Fig. 1 bis 5a)
- 10'
- alternativer Ventilsack (Fig. 5b, 5b')
- 11
- Ventil-Kreuzboden
- 12
- Kreuzboden, Standboden
- 13
- Füllventil
- 14
- Pfeil der Guteinfüllung (Fig. 1)
- 15
- Deckblatt bei 12 (Fig. 2)
- 16
- ventilseitige Schmalseite von 11
- 17
- gegenüberliegende Schmalseite von 11
- 18
- eine Längsseite von 11
- 19
- andere Längsseite von 11
- 20
- Schlauch von 10 bzw. 10'
- 21
- ventilseitiger Eckeinschlag
- 22
- gegenüberliegender Eckeinschlag
- 23
- erste Seitenklappe
- 24
- zweite Seitenklappe
- 25
- Mikronadelung von 40 bzw. 44
- 26
- Faltlinie für 23
- 27
- Faltlinie für 24
- 28
- eventueller Verbindungspunkt für 40 (Fig. 5a)
- 29
- Faltkante in 20 (Fig. 2)
- 30
- Ventilverstärkungsblatt (Fig. 3, 4)
- 31
- untere Faltlage von 30
- 32
- Klebestelle von 30 (Fig. 3)
- 33
- klebstoff-freier Mittelabschnitt von 23
- 34
- klebstoff-freier Mittelabschnitt von 24
- 35
- Endabschnitt von 23 bzw. 24
- 36
- Klebstoffauftrag bei 35
- 37
- freie Längskante von 23
- 38
- freie Längskante von 24
- 39
- Abstand zwischen 37, 38, Lücke
- 40
- rechteckförmgies Filterblatt (Fig. 5a)
- 41
- ventilseitiges Schmalende von 40
- 42
- gegenüberliegendes Schmalende von 40
- 43
- endseitige Verklebung von 40 bei 41 bzw. 42
- 44
- alternatives Filterblatt (Fig. 5b, 5b')
- 45
- Z-Faltung von 44
- 46
- erste Z-Faltkante von 45
- 47
- zweite Z-Faltkante von 45
- 48
- unverbundener Längsrandbereich zwischen 23 von 40 (Fig. 4)
- 49
- unverbundener Längsrandbereich zwischen 24 von 40 (Fig. 4)
- 50
- Deckblatt für 10 (Fig. 8a, 9a)
- 50'
- alternatives Deckblatt in Ausgangslage (Fig. 8b, 9b, 9c)
- 50''
- Befüllungslage von 50' (Fig. 11b)
- 51
- Rückfaltung von 50 (Fig. 9a)
- 52
- klebstoff-freie Zentralzone von 50 bzw. 50'
- 53
- Luftschlitz in 52
- 54
- rahmenförmige Verklebung, Klebstoffstreifen bei 21, 22 (Fig. 10a)
- 54'
- endseitige Klebstoffstreifen von 50' (Fig. 10b)
- 55
- rahmenförmige Verklebung, stellenweise Klebstollen von 50 (Fig.10a)
- 55'
- rahmenförmige Verklebung, Klebstreifen bei 50' (Fig. 9b, 9c)
- 56
- Unterbrechung von 55 (Fig. 10a)
- 57
- endseitige Randzone von 50 bei 16 bzw. 17
- 58
- längsseitige Randzone von 50 bei 18 bzw. 19
- 59
- Luft-Auslaßkanal bei 10 (Fig. 11a)
- 60
- freier Mittelstreifen von 40 bzw. 44 (Fig. 7a bzw. 7b)
- 61
- Luftströmungs-Pfeil (Fig. 11a)
- 62
- C-Mittelbereich von 50' (Fig. 9b)
- 63
- Breite von 23 (Fig. 7a)
- 64
- Breite von 24 (Fig. 7a)
- 65
- erster C-Randbereich von 50' (Fig. 9b)
- 66
- zweiter C-Randbereich von 50' (Fig. 9b)
- 67
- glatte, endseitige Randzone von 50' (Fig. 9c)
- 68
- C-Faltkanten von 50' (Ausgangszustand)
- 68''
- versetzter C-Faltpunkt von 50''
- 69
- Betrag der Zurücksetzung von 68 gegenüber 55'
- 70
- Luftkammer beim Füllvorgang (Fig. 11b)
- 71
- Luftströmung (Fig. 11b)
- 72
- Pfeil der längsgerichteten Luftströmung (Fig. 12b)
- 73
- Luft-Auslaßkanal für 72 (Fig. 12b)
- 74
- Schlauchseitenwand von 10' (Fig. 11b')
- 75
- alternatives Deckblatt von 10' (Fig. 11b')
- 76
- C-Randbereich von 75 (Fig. 11b')
Claims (11)
- Kreuzboden-Ventilsack (10, 10'), bestehend aus einem ein- oder mehrlagigen Schlauch (20), dessen Schlauchwand aus nicht oder wenig luftundurchlässigem Material gebildet ist,und dessen beide Schlauchenden jeweils zu einem Kreuzboden (11, 12) gefaltet sind und einen Rechteckumriß im oberen und unteren Boden des mit pulverförmigem oder körnigem Gut gefüllten Sacks (10, 10') bestimmen,wobei die kurzen Schmalseiten (16, 17) des Kreuzbodens (11) durch zwei gegeneinander gefaltete Eckeinschläge (21, 22) des Schlauches (20) entstehen,im Bereich des ein Füllventil (13) bildenden Eckeinschlags (21), der den Ventil-Kreuzboden (11) bildet, ein ggf. mehrlagiges Ventilverstärkungsblatt (30) aufgebracht ist,über die Eckeinschläge (21, 22) ein durchgehendes, rechteckförmiges Filterblatt (40, 44) aus hoch luftdurchlässigem Material gelegt und bereichsweise verklebt wird,die beiden langen Längsseiten (18, 19) des Kreuzbodens (11) aus zwei Seitenklappen (23, 24) erzeugt und über das Filterblatt (40, 44) gefaltet werden,wobei die umgefalteten Seitenklappen (23, 24) mit ihren beiden Längskanten (37, 38) in einem freien Abstand (39) zueinander liegen und ein dazwischenliegender Mittelstreifen (60) des Filterblatts (40, 44) nicht abgedeckt wird,und über die beiden Seitenklappen (23, 24) und die beiden Eckeinschläge (21, 22) ein rechteckförmiges Deckblatt (50, 50') gelegt und bereichsweise verklebt wird,dadurch gekennzeichnet,daß das Filterblatt (40, 44) in dem das Ventilverstärkungsblatt (30) aufweisenden Ventil-Kreuzboden (11) integriert ist und nur die beiden Schmalenden (41, 42) seiner Rechteckform verklebt (43) sind, nämlichdas eine Schmalende (41) mit dem Ventilverstärkungsblatt (30) und das andere Schmalende (42) mit dem gegenüberliegenden Eckeinschlag (22), während die dazwischen liegenden beiden Längsrandbereiche (48, 49) des rechteckförmigen Filterblatts (40, 44) gegenüber den Seitenklappen (23, 24) entweder verbindungsfrei oder nur an einem oder wenigen Punkten (28) angeheftet sind,und daß die beiden Seitenklappen (23, 24) lediglich an ihren den beiden kurzen Schmalseiten (16, 17) des Kreuzbodens (11) zugekehrten Endabschnitten (35) mit dem Filterblatt (40, 44), dem Ventilverstärkungsblatt (30) und den Eckeinschlägen (21, 22) verklebt sind, aber dazwischen jeweils einen klebstoff-freien Mittelabschnitt (33, 34) besitzen,daß die Verklebung des Deckblatts (50, 50') nur rahmenförmig (54, 55; 54', 55'), ggf. mit Unterbrechungen (56; 73), in der Randzone seines Rechteckumrisses erfolgt und an den Unterbrechungen der Verklebung Luft-Auslaßkanäle (59; 73) entstehen, während die Zentralzone (20) des Deckblatts (50, 50') klebstoff-frei bleibt und luftdurchlässig (53) ist,und daß sich beim Füllvorgang des Sacks (10, 10') zwischen der Zentralzone (52) des Deckblatts (50, 50', 50'') und dem Filterblatt eine Luftkammer (70) durch die nach außen drängende Luft (61; 71) bildet und diese Luftkammer (70) durch die Auslaßkanäle (59; 73) und durch die luftduchlässige Zentralzone (52) des Deckblatts (50, 50') entlüftet wird.
- Ventilsack nach Anspruch 1, dadurch gekennzeichnet, daß die Unterbrechungen (56) in der rahmenförmigen Verklebung des Deckblatts (50) sich an den beiden Längsseiten (18, 19) des Kreuzbodens (11) befinden und diese längsseitigen Unterbrechungen (56) quergerichtete Luft-Auslaßkanäle (59) erzeugen, (Fig. 10a, 11a).
- Ventilsack nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß - in Richtung der Längsseiten (18, 19) des Kreuzbodens (11) gesehen - das Deckblatt (50') ein C-förmiges Faltprofil aufweist und die rahmenförmige Verklebung (54, 55') sich sowohl über die beiden C-Randbereiche (65, 66) als auch über die beiden Endstücke (51, 67) des C-Mittelbereichs (62) seines Faltprofils erstreckt, (Fig. 8b, 9b, 9c).
- Ventilsack nach Anspruch 3, dadurch gekennzeichnet, daß die Verklebung (55') sich an der Außenfläche der beiden C-Randbereiche befindet und die Unterbrechungen der Verklebung (54', 55') sich zwischen dem Endstück (67) des C-Mittelbereichs (52) und den beiden gegeneinander gefalteten C-Randbereichen (65, 66) des C-förmigen Faltprofils (50') vom Deckblatt (50') ergeben, wo längsgerichtete Luft-Auslaßkanäle (73) entstehen, (Fig. 11b, 12b).
- Ventilsack nach Anspruch 3 und 4, dadurch gekennzeichnet, daß die Verklebungen (55') der beiden C-Randbereiche (65, 66) gegenüber den ursprünglichen C-Faltkanten (68) des Deckblatts zurückgesetzt (69) sind und eine Verbindung mit den Seitenklappen (23, 24) des Ventil-Kreuzbodens (11) erzeugen, (Fig. 11b).
- Ventilsack nach Anspruch 3, dadurch gekennzeichnet, daß die Verklebung (55') eines C-förmigen Deckblatts (75) sich an der Innenfläche der beiden C-Randbereiche (76) befindet und eine Verbindung mit der Schlauchseitenwand (74) des Sacks (10') jenseits der Längskanten (18, 19) des Ventil-Kreuzbodens (11) erzeugt, (Fig. 11b').
- Ventilsack nach einem oder mehreren der Ansprüche 3 bis 6, dadurch gekennzeichnet, daß das Filterblatt (44) in Richtung der Längsseite (18, 19) des Kreuzbodens (11) in sich Z-förmig (45) gefaltet ist, wobei die beiden Z-Faltkanten (46, 47) im Bereich des freien Mittelstreifens (60) vom Filterblatt (44) liegen, (Fig. 7b).
- Ventilsack nach Anspruch 7, dadurch gekennzeichnet, daß das C-förmige Deckblatt (50') sich beim Füllvorgang mit seinem C-Mittelbereich (60) glockenförmig über die beiden Seitenklappen anhebt (50'') und das Z-förmig gefaltete (45) Filterblatt (44) mit seinen beiden Z-Falten (46, 47) zwischen den beiden gegeneinander weisenden Längskanten (37, 38) der umgefalteten Seitenklappen (23, 24) sich wenigstens teilweise entfaltet, (Fig. 11b).
- Ventilsack nach einem oder mehreren der Ansprüche 1 bis 8, dadurch gekennzeichnet, daß das Filterblatt (40, 44) zur Luftdurchlässigkeit eine Mikronadelung (25) besitzt.
- Ventilsack nach einem oder mehreren der Ansprüche 1 bis 9, dadurch gekennzeichnet, daß das Deckblatt (50, 50') in seiner klebstoff-freien Zentralzone zur Luftdurchlässigkeit mit Luftschlitzen (53) versehen ist.
- Ventilsack nach Anspruch 10, dadurch gekennzeichnet, daß die Luftschlitze (53) quer zur Längsseite (18, 19) des Kreuzbodens (11) verlaufen.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19536740 | 1995-10-02 | ||
| DE19536740 | 1995-10-02 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0767105A1 true EP0767105A1 (de) | 1997-04-09 |
| EP0767105B1 EP0767105B1 (de) | 1999-04-14 |
Family
ID=7773861
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96115638A Expired - Lifetime EP0767105B1 (de) | 1995-10-02 | 1996-09-30 | Entlüftbarer Kreuzboden-Ventilsack |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0767105B1 (de) |
| AT (1) | ATE178860T1 (de) |
| DE (1) | DE59601648D1 (de) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0982238A1 (de) * | 1998-08-27 | 2000-03-01 | Wacker-Chemie GmbH | Grossgebinde für hochdisperse, hochlufthaltige Feststoffe und ein Verfahren zu deren Befüllung |
| WO2001054995A1 (en) * | 2000-01-28 | 2001-08-02 | Upm-Kymmene Corporation | A valve bag and method of manufacturing |
| US6986605B1 (en) | 2003-04-23 | 2006-01-17 | Exopack-Technology, Llc | Multiwall vented bag, vented bag forming apparatus, and associated methods |
| EP1914173A1 (de) * | 2006-10-20 | 2008-04-23 | Mondi Packaging AG | Ventilsack |
| WO2010116198A1 (en) * | 2009-04-08 | 2010-10-14 | Mandzsu Zoltan | Valve bag and method for filling the bag |
| WO2011051739A1 (en) * | 2009-10-26 | 2011-05-05 | Mandzsu Zoltan | Improved packaging container with overpressure relief, packing method and system |
| WO2012025413A3 (de) * | 2010-08-25 | 2012-05-10 | Windmöller & Hölscher Kg | Sack sowie verfahren und vorrichtung zur herstellung von säcken |
| DE202017001357U1 (de) * | 2017-03-13 | 2018-06-14 | Dy-Pack Verpackungen Gustav Dyckerhoff Gmbh | Mehrlagiger Ventilsack |
| WO2019232603A1 (en) * | 2018-06-05 | 2019-12-12 | Klabin S.A. | Constructive arrangement in paper bag |
| CN112572980A (zh) * | 2020-12-22 | 2021-03-30 | 上海艾录包装股份有限公司 | 一种全自动上袋的阀口袋 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202010000042U1 (de) | 2010-01-14 | 2010-06-02 | Papiersackfabrik Tenax Gmbh & Co. Kg | Ventilsack mit Entlüftungsvorrichtung |
| DE202013102644U1 (de) | 2013-06-19 | 2013-07-24 | Papiersackfabrik Tenax Gmbh & Co. Kg | Ventilsack mit Entlüftungsvorrichtungen |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1085027B (de) * | 1958-04-16 | 1960-07-07 | Bischof & Klein Papierverarbei | Ventilsack aus Papier oder aus einem aehnlichen Werkstoff |
| DE1586779A1 (de) * | 1967-09-16 | 1971-05-19 | Hans Lissner | Kunststoffsack mit unter Bildung von dreieckfoermigen symmetrischen Eckeinschlaegen hergestelltem Boden wie Verfahren zur Herstellung eines solchen Sackes |
| US3989182A (en) * | 1976-02-12 | 1976-11-02 | Great Plains Bag Corporation | Vented bag |
-
1996
- 1996-09-30 DE DE59601648T patent/DE59601648D1/de not_active Expired - Lifetime
- 1996-09-30 EP EP96115638A patent/EP0767105B1/de not_active Expired - Lifetime
- 1996-09-30 AT AT96115638T patent/ATE178860T1/de not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1085027B (de) * | 1958-04-16 | 1960-07-07 | Bischof & Klein Papierverarbei | Ventilsack aus Papier oder aus einem aehnlichen Werkstoff |
| DE1586779A1 (de) * | 1967-09-16 | 1971-05-19 | Hans Lissner | Kunststoffsack mit unter Bildung von dreieckfoermigen symmetrischen Eckeinschlaegen hergestelltem Boden wie Verfahren zur Herstellung eines solchen Sackes |
| US3989182A (en) * | 1976-02-12 | 1976-11-02 | Great Plains Bag Corporation | Vented bag |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6199602B1 (en) | 1998-08-27 | 2001-03-13 | Wacker-Chemie Gmbh | Large drums for high-dispersion, high air content solids, and a method for filling them |
| EP0982238A1 (de) * | 1998-08-27 | 2000-03-01 | Wacker-Chemie GmbH | Grossgebinde für hochdisperse, hochlufthaltige Feststoffe und ein Verfahren zu deren Befüllung |
| WO2001054995A1 (en) * | 2000-01-28 | 2001-08-02 | Upm-Kymmene Corporation | A valve bag and method of manufacturing |
| US6986605B1 (en) | 2003-04-23 | 2006-01-17 | Exopack-Technology, Llc | Multiwall vented bag, vented bag forming apparatus, and associated methods |
| RU2429174C2 (ru) * | 2006-10-20 | 2011-09-20 | Монди Аг | Клапанный мешок |
| EP1914173A1 (de) * | 2006-10-20 | 2008-04-23 | Mondi Packaging AG | Ventilsack |
| WO2010116198A1 (en) * | 2009-04-08 | 2010-10-14 | Mandzsu Zoltan | Valve bag and method for filling the bag |
| WO2011051739A1 (en) * | 2009-10-26 | 2011-05-05 | Mandzsu Zoltan | Improved packaging container with overpressure relief, packing method and system |
| WO2012025413A3 (de) * | 2010-08-25 | 2012-05-10 | Windmöller & Hölscher Kg | Sack sowie verfahren und vorrichtung zur herstellung von säcken |
| US9205957B2 (en) | 2010-08-25 | 2015-12-08 | Windmoeller & Hoelscher Kg | Sack and method and device for producing sacks |
| DE202017001357U1 (de) * | 2017-03-13 | 2018-06-14 | Dy-Pack Verpackungen Gustav Dyckerhoff Gmbh | Mehrlagiger Ventilsack |
| WO2018166833A1 (de) * | 2017-03-13 | 2018-09-20 | Dy-Pack Verpackungen Gustav Dyckerhoff Gmbh | Mehrlagiger ventilsack |
| WO2019232603A1 (en) * | 2018-06-05 | 2019-12-12 | Klabin S.A. | Constructive arrangement in paper bag |
| CN112572980A (zh) * | 2020-12-22 | 2021-03-30 | 上海艾录包装股份有限公司 | 一种全自动上袋的阀口袋 |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE178860T1 (de) | 1999-04-15 |
| EP0767105B1 (de) | 1999-04-14 |
| DE59601648D1 (de) | 1999-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1858769B1 (de) | Papiersack | |
| CH687693A5 (de) | Verfahren zum Herstellen eines mit einem Schuettgut fuellbaren, im Leerzustand flachen Packmittel sowie Vorrichtung zum Verschliessen eines nach demV erfahren hergestellten Packungsmittels. | |
| EP2608954B1 (de) | Sack sowie verfahren zur herstellung von säcken | |
| EP0264519B1 (de) | Kreuz- oder Klotzbodenventilsack | |
| EP0767105B1 (de) | Entlüftbarer Kreuzboden-Ventilsack | |
| EP1910176B1 (de) | Entlüftbarer sack | |
| DE102016012300A1 (de) | Zigarettenpackung sowie Verfahren und Vorrichtung zum Herstellen derselben | |
| EP3606835B1 (de) | Mehrlagiger sack und verfahren zur herstellung eines mehrlagigen sackes | |
| EP3541717B1 (de) | Mehrlagiger ventilsack | |
| DE102019100193A1 (de) | Mehrlagiger Sack | |
| DE69814470T2 (de) | Geschlossener sack mit luftaustritt | |
| EP0498047B1 (de) | Kreuz- oder Klotzbodenventilsack | |
| DE1486238C3 (de) | Mehrlagiger Kreuzbodensack | |
| EP3107816B1 (de) | Sack | |
| DE4021801A1 (de) | Sack oder beutel mit im gefuellten zustand rechteckigem boden und angeklebtem griffteil | |
| DE202021106636U1 (de) | Papierventilsäcke mit nicht-kontinuierlicher Längsnahtklebung | |
| CH644304A5 (de) | Verfahren zum herstellen von mit kreuzboeden versehenen saecken. | |
| DE4140213A1 (de) | Ventilsack mit entlueftungsventil | |
| DE1436838A1 (de) | Schlauchfoermige Ventileinlage fuer Ventilsaecke | |
| DE1802854B2 (de) | Mehrlagiger Ventilsack | |
| DE102017001760A1 (de) | Mehrlagiger Sack | |
| DE2832256C2 (de) | ||
| DE1411548C (de) | Ventilsack aus Papier od dgl, insbesondere Kreuzbodenventilsack | |
| DE202021106637U1 (de) | Papierventilsäcke mit nicht-verklebter Sperrschicht | |
| DE3719085A1 (de) | Block- oder kreuzbodenbeutel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE FR GB IT SE |
|
| 17P | Request for examination filed |
Effective date: 19970221 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 19980714 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR GB IT SE |
|
| REF | Corresponds to: |
Ref document number: 178860 Country of ref document: AT Date of ref document: 19990415 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 59601648 Country of ref document: DE Date of ref document: 19990520 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19990504 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20060821 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20060919 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20060920 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060930 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20060918 Year of fee payment: 11 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20070930 |
|
| EUG | Se: european patent has lapsed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20080531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071001 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070930 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20091002 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59601648 Country of ref document: DE Effective date: 20110401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110401 |