EP0743108A1 - Procédé et dispositif pour le transfert de barres laminées à un refroidisseur - Google Patents
Procédé et dispositif pour le transfert de barres laminées à un refroidisseur Download PDFInfo
- Publication number
- EP0743108A1 EP0743108A1 EP95106982A EP95106982A EP0743108A1 EP 0743108 A1 EP0743108 A1 EP 0743108A1 EP 95106982 A EP95106982 A EP 95106982A EP 95106982 A EP95106982 A EP 95106982A EP 0743108 A1 EP0743108 A1 EP 0743108A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rod
- rollers
- run
- rolled rod
- rolled
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001816 cooling Methods 0.000 title claims abstract description 23
- 238000000034 method Methods 0.000 title claims abstract description 15
- 238000005096 rolling process Methods 0.000 claims description 9
- 230000003213 activating effect Effects 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 claims description 3
- 239000012809 cooling fluid Substances 0.000 claims description 2
- 238000010008 shearing Methods 0.000 claims 3
- 229910000831 Steel Inorganic materials 0.000 description 10
- 239000010959 steel Substances 0.000 description 10
- 238000011161 development Methods 0.000 description 3
- 230000018109 developmental process Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 239000000110 cooling liquid Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B43/00—Cooling beds, whether stationary or moving; Means specially associated with cooling beds, e.g. for braking work or for transferring it to or from the bed
- B21B43/003—Transfer to bed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B39/00—Arrangements for moving, supporting, or positioning work, or controlling its movement, combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B39/008—Rollers for roller conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B39/00—Arrangements for moving, supporting, or positioning work, or controlling its movement, combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B39/02—Feeding or supporting work; Braking or tensioning arrangements, e.g. threading arrangements
- B21B39/08—Braking or tensioning arrangements
Definitions
- the invention relates to a method and apparatus for delivering longitudinally advancing straight lengths of rolled rod to a cooling bed and particularly to a method and apparatus which avoids the production of cobbles in the rolled rod.
- the invention relates particularly to such method and apparatus for handling longitudinally advancing straight lengths of rolled rod produced in a rolling mill at high speed.
- a run-in table receives the bars at high speed and the run-in table should theoretically be as smooth as possible to avoid contact of the front end of the bar with any protruding parts causing a cobble.
- the run-in table has to perform and a smooth uninterrupted surface is not possible.
- a steel bar entering the run-in table of the cooling bed at a high speed would require a very long distance for the bar to slow down before it can be discharged onto the cooling bed for cooling purposes. Such long distances require much space and unnecessary expense in the construction of a building to accommodate the extra space.
- the braking distance is proportional to the square of the finishing speed in the case of natural braking. In order to reduce this braking distance, external brakes are employed.
- An object of the invention is to provide a method and apparatus which minimizes the "bouncing effect" on the bars.
- a further object of the invention is to achieve the above without the use of pinch rollers.
- a first magnetic means is operatively associated with the lifting apron for applying braking force to a tail end of the rolled rod to reduce the speed of advance of the rolled rod and a second magnetic means is operatively associated with the run-in table in spaced downstream location from the first magnetic means for applying a pulling force to a leading end of the rolled rod to maintain the leading end of the rod in contact with the run-in table as the rod is advanced thereon.
- a plurality of longitudinally spaced rollers extend transversely of the run-in table and the lifting apron in an arrangement in which the rolled rod advanced to the run-in table rides on said rollers and said rod is transferred on said rollers to said lifting apron, said second magnetic means being disposed in at least some of said rollers.
- a control means is operatively connected to the first and second magnetic means for activating the first magnetic means when braking action is to be applied to the advancing rolled rod and for activating the second magnetic means when the rolled rod is on the run-in table.
- Each roller with the included second magnetic means therein comprises a hollow roller member, a hollow rotatable outer shaft supporting the hollow roller member for rotation therewith, a fixed inner shaft rotatably supported within the rotatable outer shaft and an electromagnetic coil fixed to said inner shaft and disposed in said hollow roller member.
- the inner shaft is hollow and the second magnetic means further comprises electrical leads in the inner shaft connected to the electromagnetic coil.
- the hollow inner shaft may include means for conveying a cooling fluid to the electromagnetic coil.
- the hollow roller member may include a detachable portion for exposing the electromagnetic coil.
- Fig. 1 is a diagrammatic longitudinal view of a conventional arrangement of a run-in table.
- Fig. 2 is a diagrammatic longitudinal view of another conventional arrangement of a run-in table.
- Fig. 3 is a diagrammatic longitudinal view of a run-in table, including one embodiment of the present invention.
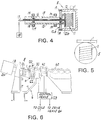
- Fig. 4 is an enlarged sectional view of a detail of a roller of the run-in table in Fig. 3.
- Fig. 5 is an end view of the roller of Fig. 4.
- Fig. 6 is a diagrammatic transverse view of the run-in table of Fig. 3 with a lifting apron and cooling bed.
- a continuous length of steel rod is fed to flying shears 3 at relatively high speed from a rolling apparatus incorporating, for example, the NTA method as disclosed in my earlier patent 5,027,632.
- the flying shears 3 cut the continuous length of rod into sections 1 which are fed to a run-in table 6 shown in Fig. 6.
- the run-in table is of double lift apron type and it operates to deliver rod sections 1 to the rakes of a cooling bed 60.
- the run-in table 6 comprises a plurality of longitudinally spaced rollers 5 rotatably supported by a fixed frame 7 at an inlet end 8 of the run-in table and at a downstream end 9 thereof.
- the rod sections 1 coming from the flying shears 3 enter the run-in table by riding on the surfaces of the rollers 5.
- Between the rollers 5 are arms 10 integral with frame 7.
- the upper surfaces of the rollers 5 are disposed slightly higher than arms 10 to insure that the rod sections 1 ride on the rollers 5.
- a lifting apron 20 is laterally adjacent to the arms 10 of the run-in table 6.
- the lifting apron 20 includes a plurality of fingers 21 which can be displaced vertically by a suitable drive mechanism (not shown) between a lowered position shown in dotted outline in Fig.
- Electromagnetic coils 22 are disposed beneath fingers 21 and form the electromagnetic pads 4.
- rollers 5 Disposed at the downstream end 9 of the run-in table 6 are the rollers 5, arms 10 and fingers 21 of the lifting apron. No electromagnetic coils 22 are provided at the downstream end. Between the upstream and downstream ends of the table 6 is an intermediate section where rollers 5 are present.
- the length of the run-in table and the number of rollers 5 is generally a function of the size of the rod sections and their speed of travel as is well known in the art.
- the rollers 5 at the downstream end 9 of the run-in table 6 include electromagnetic coils 11 therein.
- the rollers 5 comprise hollow cylindrical bodies 12 fixed to a hollow rotatable shaft 13 mounted in bearings 14.
- a smaller hollow shaft 15 is concentrically mounted in shaft 13 through the intermediary of bearings 16 between shafts 13 and 15.
- the inner shaft 15 and coil 11 are stationary.
- Electrical cables 17 pass through the interior of shaft 15 and are connected to coil 11.
- a source of cooling liquid 18 is also connected to the interior of shaft 15 to cool the electromagnetic 11.
- the cylindrical body 12 of the roller 5 includes a flange 12a fixed to shaft 13 and a detachable cylindrical portion 12b connected to flange 12a by bolts 19.
- the electromagnetic coils 11 and 22 and the lifting apron 20 are connected to a control means 23 in the form of a CPU for activating and deactivating the coils 11 and 22 and raising and lowering the lifting apron 20 in sequence to carry out the following operation.
- the continuous rod is supplied at relatively high speed to the flying shears 3.
- the apron 20 is in its raised position as shown in Fig. 6 and the rod rides on the surfaces of rollers 5 at the inlet end 8 of the run-in table.
- the raised apron 20 keeps the rod in alignment in the rolls of the flying shears approximately at the middle of the rollers 5.
- the electromagnetic coils 11 are activated to apply a pulling force on the rod to keep the head end of the rod on the rollers 5 and prevent bouncing of the head end of the rod on the rollers 5.
- the flying shears 3 then cut the rod to separate rod section 1 from the rest of the rod stock.
- the rollers 5 are then driven in rotation by a drive means 24 to accelerate the separated rod section 1 to space the cut end of the rod section from the adjacent end of the rod stock.
- the lifting apron 20 is then lowered, electromagnetic coils 11 are deenergized, the drive of rollers 5 is halted and the rod section 1 rolls downwardly by gravity on rollers 5 until the rod section contacts a fixed flange 30 extending lengthwise along the frame 7 of the run-in table.
- the electromagnetic coils 22 of the electromagnetic pads are energized to apply braking force to the tail end of the rod section 1.
- the lifting apron 20 When the rod section has slowed sufficiently, the lifting apron 20 is raised to its initial position and the rod section 1 is transferred onto the top of flange 30 where the rod rolls laterally downwards thereon to a second lifting apron 40 which is in a raised position to retain the rod section 1 on flange 30. Lifting apron 40 is subsequently lowered and the rod section 1 rolls laterally downwards thereon to abut against the rakes of the cooling bed 60. When the lifting apron 40 is subsequently raised, the rod section 1 is transferred to the top of the rakes of the cooling bed 60 and the rod is advanced stepwise on the rakes of the bed while undergoing cooling.
- the run-in table has been disclosed with reference to a two stage lifting apron which assists in slowing down the advancing rod section before it is transferred to the cooling bed.
- the invention is equally applicable to a one stage lifting apron.
- the control means 23 activates the electromagnetic coils 11 when the leading end of the rod section 1 enters the downstream section 9 to apply the pulling force on the free leading end of the rod section.
- the coils 11 are deactivated when lifting apron 20 is lowered so as not to impede the downward rolling travel of the rod section 1 on the fingers 21 of the lifting apron 20.
- the electromagnetic coils 22 are activated to apply braking force to the trailing end of the rod section, the leading end of the rod section will have been stabilized against bouncing.
- the coils 22 are deenergized so as not to impede the lifting of the rod section 1 from the rollers 5.
- the rollers 5 at the downstream section 9 are present in a number which is a function of the length of the cooling bed, the spacing of the rollers being about 1.5 meters.
- the downward pulling force exerted by the electromagnetic coils 11 in rollers 5 is relatively low and is intended to stabilize the front end of the rod section 1 without applying too great a force which would lift the trailing end of the rod section off the rollers 5.
- the braking force exerted by the electromagnetic coils 11 is much greater as the leading end of the advancing rod section tends to move downwards against the rollers when the braking force is applied. Hence, the rod remains stable on the rollers 5 without bouncing.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Metal Rolling (AREA)
- Rollers For Roller Conveyors For Transfer (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT95106982T ATE194303T1 (de) | 1995-05-09 | 1995-05-09 | Verfahren und vorrichtung zur übergabe gewalzter stäbe an ein kühlbett |
| ES95106982T ES2149905T3 (es) | 1995-05-09 | 1995-05-09 | Procedimiento y dispositivo para conducir barras laminadas a un lecho de enfriamiento. |
| PT95106982T PT743108E (pt) | 1995-05-09 | 1995-05-09 | Metodo e aparelho para fornecer varao laminado a uma cama de arrefecimento |
| EP95106982A EP0743108B1 (fr) | 1995-05-09 | 1995-05-09 | Procédé et dispositif pour le transfert de barres laminées à un refroidisseur |
| DE69517798T DE69517798T2 (de) | 1995-05-09 | 1995-05-09 | Verfahren und Vorrichtung zur Übergabe gewalzter Stäbe an ein Kühlbett |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP95106982A EP0743108B1 (fr) | 1995-05-09 | 1995-05-09 | Procédé et dispositif pour le transfert de barres laminées à un refroidisseur |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0743108A1 true EP0743108A1 (fr) | 1996-11-20 |
| EP0743108B1 EP0743108B1 (fr) | 2000-07-05 |
Family
ID=8219235
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95106982A Expired - Lifetime EP0743108B1 (fr) | 1995-05-09 | 1995-05-09 | Procédé et dispositif pour le transfert de barres laminées à un refroidisseur |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0743108B1 (fr) |
| AT (1) | ATE194303T1 (fr) |
| DE (1) | DE69517798T2 (fr) |
| ES (1) | ES2149905T3 (fr) |
| PT (1) | PT743108E (fr) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110102582A (zh) * | 2019-05-16 | 2019-08-09 | 中冶南方工程技术有限公司 | 一种短尺棒材自动分离装置 |
| CN111804742A (zh) * | 2020-07-12 | 2020-10-23 | 铜陵市富鑫钢铁有限公司 | 一种棒材上冷床尾部制动装置 |
| CN112718886A (zh) * | 2020-12-11 | 2021-04-30 | 陕西龙门钢铁有限责任公司 | 一种在轧钢生产中对高温螺纹钢输送和转移至冷床的装置 |
| CN113909312A (zh) * | 2020-07-10 | 2022-01-11 | 北京京诚瑞信长材工程技术有限公司 | 一种多切分冷床上钢系统 |
| CN114602975A (zh) * | 2022-03-11 | 2022-06-10 | 山东钢铁集团永锋临港有限公司 | 一种解决控轧控冷棒材精轧堆钢无法碎断的飞剪设备 |
| CN117000790A (zh) * | 2023-10-07 | 2023-11-07 | 陕西钢铁集团有限公司 | 轧钢短距离上冷床的头尾分离装置及分离方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR659947A (fr) * | 1927-09-17 | 1929-07-04 | Schloemann Ag | Galet pour le transport d'objets aimantables |
| EP0031105A1 (fr) * | 1979-12-24 | 1981-07-01 | Sms Schloemann-Siemag Aktiengesellschaft | Dispositif pour varier la vitesse des produits chauds à laminer sur des tables à rouleaux de lits de refroidissement par des champs magnétiques |
| DD226208A1 (de) * | 1984-07-25 | 1985-08-21 | Thaelmann Schwermaschbau Veb | Verfahren und schaltungsanordnung zum abbremsen von walzgut |
| DD228391A1 (de) * | 1984-07-25 | 1985-10-09 | Thaelmann Schwermaschbau Veb | Magnetbremsschieber fuer einen auflaufrollgang vor dem kuehlbett |
| US5027632A (en) * | 1990-02-02 | 1991-07-02 | Pong David T | No-twist slit-rolling approach ("NTA") apparatus and method for manufacturing steel reinforcing rod |
-
1995
- 1995-05-09 DE DE69517798T patent/DE69517798T2/de not_active Expired - Fee Related
- 1995-05-09 EP EP95106982A patent/EP0743108B1/fr not_active Expired - Lifetime
- 1995-05-09 ES ES95106982T patent/ES2149905T3/es not_active Expired - Lifetime
- 1995-05-09 PT PT95106982T patent/PT743108E/pt unknown
- 1995-05-09 AT AT95106982T patent/ATE194303T1/de not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR659947A (fr) * | 1927-09-17 | 1929-07-04 | Schloemann Ag | Galet pour le transport d'objets aimantables |
| EP0031105A1 (fr) * | 1979-12-24 | 1981-07-01 | Sms Schloemann-Siemag Aktiengesellschaft | Dispositif pour varier la vitesse des produits chauds à laminer sur des tables à rouleaux de lits de refroidissement par des champs magnétiques |
| DD226208A1 (de) * | 1984-07-25 | 1985-08-21 | Thaelmann Schwermaschbau Veb | Verfahren und schaltungsanordnung zum abbremsen von walzgut |
| DD228391A1 (de) * | 1984-07-25 | 1985-10-09 | Thaelmann Schwermaschbau Veb | Magnetbremsschieber fuer einen auflaufrollgang vor dem kuehlbett |
| US5027632A (en) * | 1990-02-02 | 1991-07-02 | Pong David T | No-twist slit-rolling approach ("NTA") apparatus and method for manufacturing steel reinforcing rod |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110102582A (zh) * | 2019-05-16 | 2019-08-09 | 中冶南方工程技术有限公司 | 一种短尺棒材自动分离装置 |
| CN113909312A (zh) * | 2020-07-10 | 2022-01-11 | 北京京诚瑞信长材工程技术有限公司 | 一种多切分冷床上钢系统 |
| CN113909312B (zh) * | 2020-07-10 | 2024-04-26 | 北京京诚瑞信长材工程技术有限公司 | 一种多切分冷床上钢系统 |
| CN111804742A (zh) * | 2020-07-12 | 2020-10-23 | 铜陵市富鑫钢铁有限公司 | 一种棒材上冷床尾部制动装置 |
| CN112718886A (zh) * | 2020-12-11 | 2021-04-30 | 陕西龙门钢铁有限责任公司 | 一种在轧钢生产中对高温螺纹钢输送和转移至冷床的装置 |
| CN114602975A (zh) * | 2022-03-11 | 2022-06-10 | 山东钢铁集团永锋临港有限公司 | 一种解决控轧控冷棒材精轧堆钢无法碎断的飞剪设备 |
| CN117000790A (zh) * | 2023-10-07 | 2023-11-07 | 陕西钢铁集团有限公司 | 轧钢短距离上冷床的头尾分离装置及分离方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69517798T2 (de) | 2001-02-01 |
| EP0743108B1 (fr) | 2000-07-05 |
| PT743108E (pt) | 2000-12-29 |
| DE69517798D1 (de) | 2000-08-10 |
| ES2149905T3 (es) | 2000-11-16 |
| ATE194303T1 (de) | 2000-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5690008A (en) | Method for delivering rolled rod to a cooling bed | |
| EP1877203B2 (fr) | Materiel compact de production continue de barres et/ou de profiles | |
| GB2129723A (en) | Manufacture of metal strip | |
| EP0795361A1 (fr) | Procédé pour le laminage en continu des tÔles et/ou des bandes, et installation de laminage en continu correspondante | |
| EP0743108B1 (fr) | Procédé et dispositif pour le transfert de barres laminées à un refroidisseur | |
| KR100563535B1 (ko) | 바아 이송 장치 및 방법 | |
| CN1067607C (zh) | 用于将轧制的细棒材送至冷却床的方法和装置 | |
| US3700157A (en) | Apparatus for feeding strip-like material to a processing apparatus | |
| DE2425463C2 (de) | Arbeitsverfahren zur Weiterbearbeitung von Profilstahl im Anschluß an eine Feinstahlwalzstraße und Anordnung zur Durchführung des Verfahrens | |
| US5921127A (en) | Hot strip rolling mill | |
| JPH09225529A (ja) | 帯板巻取機の運転方法及び運転装置 | |
| AU696859B2 (en) | Method and apparatus for delivering rolled rod to a cooling bed | |
| JPH0648562A (ja) | リール領域でリングに巻回された被圧延材料の輸送装置 | |
| JP2832585B2 (ja) | 圧延ロッドを冷却床に送る方法と装置 | |
| KR100363404B1 (ko) | 압연로드의고속생산용압연장치및전달방법 | |
| US3422649A (en) | Automatic threading device for rolling mills | |
| CN201832928U (zh) | 用于绕制铜管线圈的装置 | |
| EP1670601B1 (fr) | Installation pour appliquer, sans contact, une traction a des feuillards metalliques electroconducteurs | |
| JPS59110415A (ja) | 連続して搬送される定尺圧延材を移送するための冷却床前の移送装置 | |
| CN216175441U (zh) | 一种开卷纵剪收卷线用牵引机构 | |
| GB2118875A (en) | Rod or bar deceleration | |
| JP2820520B2 (ja) | エンドレス熱間圧延における巻取機の切換方法 | |
| JPH1128511A (ja) | 熱間金属帯材圧延設備および熱間金属帯材圧延方法 | |
| JPS6247089B2 (fr) | ||
| EP0701873B1 (fr) | Installation de four comme emmagasinage temporaire, derrière un dispositif de coulée pour brames minces |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: LT PAYMENT 950608;SI PAYMENT 950608 |
|
| RAX | Requested extension states of the european patent have changed |
Free format text: LT PAYMENT 950608;SI PAYMENT 950608 |
|
| 17P | Request for examination filed |
Effective date: 19970317 |
|
| R17P | Request for examination filed (corrected) |
Effective date: 19970317 |
|
| 17Q | First examination report despatched |
Effective date: 19981007 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: LT PAYMENT 19950608;SI PAYMENT 19950608 |
|
| LTIE | Lt: invalidation of european patent or patent extension | ||
| REF | Corresponds to: |
Ref document number: 194303 Country of ref document: AT Date of ref document: 20000715 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 69517798 Country of ref document: DE Date of ref document: 20000810 |
|
| ITF | It: translation for a ep patent filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20001005 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2149905 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: A. BRAUN, BRAUN, HERITIER, ESCHMANN AG PATENTANWAE |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20000921 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010531 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20020422 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20020423 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20020426 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20020502 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20020521 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030509 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030531 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030531 |
|
| BERE | Be: lapsed |
Owner name: *PONG DAVID TENG Effective date: 20030531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031201 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20031201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20050408 Year of fee payment: 11 Ref country code: GB Payment date: 20050408 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20050420 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20050421 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20050427 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20050504 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060510 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060531 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061201 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20061109 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20060509 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20070131 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20070504 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20060510 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080510 |