EP0708578A2 - Ligne de connexion - Google Patents
Ligne de connexion Download PDFInfo
- Publication number
- EP0708578A2 EP0708578A2 EP95115519A EP95115519A EP0708578A2 EP 0708578 A2 EP0708578 A2 EP 0708578A2 EP 95115519 A EP95115519 A EP 95115519A EP 95115519 A EP95115519 A EP 95115519A EP 0708578 A2 EP0708578 A2 EP 0708578A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- voice coil
- membrane
- plastic film
- connection
- connection line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; DEAF-AID SETS; PUBLIC ADDRESS SYSTEMS
- H04R7/00—Diaphragms for electromechanical transducers; Cones
- H04R7/16—Mounting or tensioning of diaphragms or cones
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; DEAF-AID SETS; PUBLIC ADDRESS SYSTEMS
- H04R1/00—Details of transducers, loudspeakers or microphones
- H04R1/06—Arranging circuit leads; Relieving strain on circuit leads
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; DEAF-AID SETS; PUBLIC ADDRESS SYSTEMS
- H04R9/00—Transducers of moving-coil, moving-strip, or moving-wire type
- H04R9/02—Details
Definitions
- the invention relates to the formation of connecting lines for contacting loudspeakers between the wire ends of the voice coil and the stationary connections arranged on the loudspeaker basket, in particular with the high-temperature resistant design of such connections.
- the contacting of the wire ends of the voice coil with the stationary connections arranged on the loudspeaker basket is usually realized in such a way that each bare, ie. H. Free of baked enamel and insulation, the wire end of the voice coil is conductively connected to the respective stationary connection contact via a connecting line.
- the connecting lines between the wire ends of the voice coil and the stationary connections on the loudspeaker basket are designed such that they span the lateral distance between the wire ends and the connections in an arc.
- the arcuate course of the connecting lines is chosen so that there is also a distance between the underside of the membrane and the connecting lines, so that the connecting lines cannot be pushed off the membrane under the influence of the lifting movements of the oscillating loudspeaker parts.
- connecting lines which, on the one hand, are dimensionally stable in order to maintain the arcuate course and, on the other hand - despite the dimensional stability - have little or no influence on the stroke movements of the exercise vibrating speaker parts. Due to the effective lifting movements and the bending loads exerted on the connecting lines, it is also necessary that the connecting lines have a high flexural fatigue strength if a long service life of the loudspeaker is to be guaranteed.
- Connection lines that meet these requirements are formed from a woven wire mesh and usually have a core formed from plastic material. Such connecting lines are also referred to as speaker strands.
- connection area is also connected Glue secured to the membrane and / or the voice coil former.
- connection of the speaker strands to the connection contacts is usually also carried out as a soldered connection, since soldering on this side of the strands is less critical because of the lower bending loads there. It is also known to form the connection between the strand and the terminal contact as a clamp connection, which completely eliminates remaining soldering problems.
- loudspeakers are to be exposed to temperatures of over 250 °, the technology previously discussed can no longer be used. This is because the securing of the connection area between the strands and the wire ends made by means of the adhesive becomes ineffective. This has the consequence that the detaching connection areas lead to a complete failure of the loudspeaker, since in the case of detached connection areas the wire ends of the voice coil are exposed to high bending loads due to the lifting movements of the vibrating loudspeaker parts and therefore very quickly because they are not designed for these loads break.
- connection line with contacting for speakers which is temperature-resistant up to 400 ° C and simple, i. H. can be manufactured without major changes to conventional production systems.
- the respective connecting line including its end region, which is conductively connected to the respective bare wire ends of the voice coil, is provided on at least one side with a band-shaped and high-temperature-resistant plastic film and there are fastening tabs on the plastic film which are attached to the membrane by means of fastening means / or the voice coil carrier can be connected, a voice coil contact is created, which can be manufactured on conventional production systems, and without additional fixing of the connection between the wire ends and the connecting lines by means of adhesive being necessary.
- the respective end regions of the connecting lines are connected to the respective wire ends of the voice coil by ultrasonic welding, the problems which occur with the conventional soldered connection are eliminated.
- Ultrasonic welding can only be carried out because, contrary to the prior art, the connecting lines have no plastic cores and the stabilizing effect is brought about by the plastic material in that the plastic film is only attached after the wire ends have been connected to the connecting lines.
- the connecting lines are formed from a woven wire mesh. In addition to the good flexibility of such connecting lines, this also has the advantage that a connection between the film and the connecting line can be created in a very simple manner by thermal softening of the plastic film and merely pressing the wire mesh into the film.
- the connecting line is formed by a conductor track applied to a plastic film
- a subsequent coating of the connecting line with the plastic material is not necessary.
- connection cables laminated on plastic film are available.
- the connection of the conductor tracks already laminated onto the plastic film with the respective wire ends of the voice coil should preferably be carried out as electrical welding. This is because ultrasound welding can damage the film due to the plastic film already present in this process step, which may result in electrical insulation of the connecting lines to the oscillating loudspeaker parts (voice coil, membrane) formed from metal being removed via the film.
- a U-shaped clamp is used as the fastening means, which penetrates the plastic film and the membrane or the voice coil former, the use of such a clamp is sufficient for fastening if the web connecting the legs of the clamp parallel to the course of the respective connecting lines runs.
- both parts can also be ultrasonically welded to one another if both the clamp and the membrane or voice coil former are made of ultrasonically weldable metal.
- connection between the connecting line and the membrane or the voice coil former is particularly simple if, as stated in claim 8, a plate is present and this is ultrasonically welded to the membrane and / or the voice coil former through an opening in the plastic film.
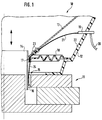
- FIG. 1 shows a largely conventionally constructed loudspeaker 10 in a side section, the illustration of the regions of the loudspeaker 10 lying to the left of the center line and the regions located further upwards being omitted.
- This loudspeaker 10 is essentially formed by a magnet system 11, a loudspeaker basket 12, a membrane 13 and a voice coil former 14.
- the magnet system 11 is connected to the speaker basket 12.
- the tubular voice coil carrier 14 is arranged in the air gap 15 formed in the magnet system 11.
- the end of the voice coil former 14, which in the Air gap 15 protrudes, is wound with the voice coil 16.
- the other end of the voice coil bobbin 14 is connected to the loudspeaker membrane 13.
- the voice coil bobbin 14 and the membrane 13 are made of aluminum and welded by means of ultrasound.
- the upper edge of the membrane 13 facing away from the voice coil support 14 is connected to the speaker basket 12 via a so-called bead (not shown).
- a centering membrane 18 is arranged between the neck 17 of the membrane 13 and the loudspeaker basket. Furthermore, a conductive connection contact 19 is inserted in the loudspeaker basket 12, which is formed here from a high-temperature-resistant plastic. At this point it should be pointed out that in another embodiment (not shown) the loudspeaker basket 12 can also be formed from another high-temperature-resistant material (ceramic or metal). In the illustration according to FIG. 1, this connection contact 19 is connected to one of two audio signal lines 20.
- a connecting line 21 is provided.
- This connecting line 21 the configuration of which will be discussed in more detail below, is guided from the side of the connecting contact 19 located on the inside 22 of the basket 12 with an arcuate course to the membrane 13 and fixed there by means of two mechanical fastening means 23 in the form of rents.
- the respective wire ends 24 of the voice coil 16 are also guided along the outer jacket of the voice coil former 14 to the fastening area and are conductively connected there to the respective connecting lines 21.
- FIG. 2 shows a connecting line 21 which is formed from a band-shaped wire mesh made of a copper-beryllium alloy.
- This connecting line 21 is placed and connected to a high-temperature-resistant, band-shaped plastic film 25.
- a wire end 24 of the voice coil 16 is guided to the connecting line 21.
- the wire end 24 is covered with an insulation 27 (here baking lacquer).
- the wire end 24 is ultrasonically welded to the connecting line 21.
- fastening tabs 28 are formed on the plastic film, which are used for connection to the membrane 13 (FIG. 1).
- the plastic film 25 was formed from polyimide material.
- polyimide material is temperature-resistant up to over 400 ° C and can be obtained commercially, for example, under the brand name Kapton® from Dupont.
- the overlapping regions of the wire end 24 and the connecting line 21 are pressed together between the sonotrode and the counter electrode of an ultrasonic welding arrangement (not shown) and the ultrasonic welding is carried out.
- the fact that in this state the end region 26 of the wire end 24 resting on the connecting line 21 is still covered with baked enamel is of no importance, since the baked enamel coating "burns" when the ultrasonic welding is started.
- connection point and the connecting line 21 are then connected to the plastic film 25 formed from polyimide material by the wire mesh being pressed into the plastic film 25 under the action of heat. It is essential for electrical insulation of the connection that the plastic film 25 to over the area of the wire end 24 is sufficient, which is still coated with baking lacquer or insulating material 27 if the membrane 13 and / or the voice coil former 14 is formed from metal.
- the plastic film 25 with the side facing away from the side with the connecting line 21 is placed against the membrane 13 (FIG. 1) and by means of the rivets 23 (FIG. 1) guided through the fastening tabs 28 and the membrane 13 Membrane 13 attached.
- FIG. 3 shows a section through an arrangement according to FIG. 2.
- a further plastic film 25 ' (shown in dashed lines) is present.
- the connecting line 21 and the wire end 24 are arranged between these two plastic films 25, 25 ', so that both parts 21, 24 are completely covered by the two plastic films 25, 25'.
- This complete sheathing of the parts 21, 24 can be carried out in such a way that both foils 25, 29 are thermally softened with the connecting line 21 and wire end 24 interposed, and are pressed against one another in this state.
- FIG. 4 shows a plastic film 25 on which two connecting lines 21 are applied with a mutual lateral spacing. This was achieved by evaporating copper onto a plastic film made of polyimide, which was also used here, and by forming the interconnects forming the connecting lines 21 by etching. Two wire ends 24 of the voice coil 16 are guided to these two connecting lines 21.
- the connection of the laminated conductor tracks 21 to the respective wire ends 24 was realized in the present case by electric welding, since ultrasonic welding can possibly damage the already existing plastic film 25 in the welding area X. However, this does not mean that it is not also shown in connection with FIG Plastic film 25 vapor-deposited connecting lines 21 can also be used for the connection not the ultrasonic welding technology.
- the conductor tracks 21 formed on the plastic film 25 are connected to the wire ends 24 by ultrasonic welding and the area of the plastic film 25, which is identified by the dashed line, is damaged, such a connecting line 21 can nevertheless be used for the purposes discussed here, if the surface of the film 25 on which the conductor track 21 is formed is connected to a further film 25 '(see FIG. 3) which covers the welding area X to the membrane 13.
- the ultrasonic welding of an arrangement shown in FIG. 4 and comprising only one film 25 can also be carried out in all cases in which the insulation of the connection areas between the wire ends 24 and the conductor tracks 21 plays a subordinate role. The latter is the case when, for example, the membrane 13 (FIG. 1) is formed from insulating material.
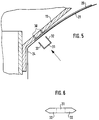
- FIG. 5 shows a fastening of a film 25 carrying two connecting lines 21 to the membrane 13, an exact representation of the connecting lines 21 and the wire ends 24 being omitted for reasons of clarity.
- the membrane 13 has two slot-shaped openings 30 and that there is a U-shaped bracket 31 for connection.
- the U-shaped bracket 31, the development of which is shown in FIG. 6, is moved toward the openings 30 with its legs 22 in the direction of the arrow in order to produce the connection between the membrane 13 and the plastic film 25. Since the ends of the legs 32 are pointed (FIG. 6), they penetrate the film area 29 between the two Connection lines 21 ( Figure 4) before they penetrate the openings 30.
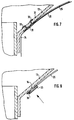
- a final connection is realized in that after the legs 32 have penetrated the openings 30, the legs 32 are bent over. It is very advantageous if the clamp connection is designed as shown in FIG. 7. If - as shown in FIG. 7 - the legs 32 on the upper side 33 of the membrane 13 are bent outwards and the membrane 13 and the clamp 31 are formed from metal, the two parts 13, 31 can be ultrasonically welded particularly well because only In this case, both parts 13, 31 lie directly on top of one another, there is no plastic material in this area and, furthermore, both sides of parts 13, 31 are accessible to the electrodes of the ultrasonic welding arrangement.
- the fastening of the plastic film 25 to the membrane 13 can also be ultrasonically welded if - as shown in FIG. 8 - a thin, flat plate 33 and a plastic film 25 provided with a hole 34 are used. If this plate 33, which must have a larger dimension than the hole 34, is pressed in the direction of the arrow against the membrane 13, the side 35 of the plate 33, which faces the membrane 13, penetrates the hole 34 and comes in with the membrane 13 Contact. If both parts 13, 33 are formed from metals that can be ultrasonically welded to one another, the welding can then begin when both parts 13, 33 touch through the hole 34 in the plastic film 25. For the sake of completeness, it should be pointed out that the parts 13, 25 and 33 have been shown at a distance from one another in FIG. 8 for better clarity.
- the application of the invention is not limited to speakers that are exposed to high ambient temperatures.
- connecting lines 21 provided with the plastic film 25 can also be connected to the respective connecting contacts 19 in the manner valid for the connection to the wire ends 24.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Signal Processing (AREA)
- Multimedia (AREA)
- Audible-Bandwidth Dynamoelectric Transducers Other Than Pickups (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4437476 | 1994-10-20 | ||
| DE4437476A DE4437476A1 (de) | 1994-10-20 | 1994-10-20 | Verbindungsleitung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0708578A2 true EP0708578A2 (fr) | 1996-04-24 |
| EP0708578A3 EP0708578A3 (fr) | 1997-03-05 |
Family
ID=6531243
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95115519A Withdrawn EP0708578A3 (fr) | 1994-10-20 | 1995-10-02 | Ligne de connexion |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US5602931A (fr) |
| EP (1) | EP0708578A3 (fr) |
| JP (1) | JPH08214396A (fr) |
| DE (1) | DE4437476A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1102618C (zh) * | 1996-09-27 | 2003-03-05 | 松下电器产业株式会社 | 蜡,浸润了此蜡的用于扬声器的铜箔丝线以及扬声器 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6130954A (en) * | 1996-01-02 | 2000-10-10 | Carver; Robert W. | High back-emf, high pressure subwoofer having small volume cabinet, low frequency cutoff and pressure resistant surround |
| EP0919107A1 (fr) | 1996-08-12 | 1999-06-02 | CARVER, Robert Weir | Subwoofer haute pression a force contre-electromotrice elevee |
| DE19827793A1 (de) * | 1998-06-23 | 1999-12-30 | Harman Audio Electronic Sys | Schwingspulenanordnung und Verfahren zu ihrer Herstellung |
| DE19928241B4 (de) * | 1999-06-21 | 2006-02-23 | Harman Audio Electronic Systems Gmbh | Lautsprecher |
| FR2799919B1 (fr) * | 1999-10-19 | 2002-10-11 | Sagem | Actionneur a aimant permanent et bobine electrique d'excitation, notamment haut-parleur de telephone mobile |
| JP4260333B2 (ja) * | 2000-03-16 | 2009-04-30 | スター精密株式会社 | 電気音響変換器 |
| NO317716B1 (no) * | 2002-11-29 | 2004-12-06 | Nexans | Fremgangsmate for ledende sammenkopling av to elektriske ledere |
| JP4596835B2 (ja) * | 2004-07-09 | 2010-12-15 | パナソニック株式会社 | スピーカ用銅箔糸線、及びこのスピーカ用銅箔糸線を用いたスピーカ |
| US20060073743A1 (en) * | 2004-10-06 | 2006-04-06 | Tim Ford | Welded electrical connector and machine to make same |
| GB2518660A (en) * | 2013-09-27 | 2015-04-01 | Pss Belgium Nv | Loudspeaker |
| CN108471566B (zh) * | 2018-06-21 | 2024-05-03 | 广东朝阳电子科技股份有限公司 | 耳机线材之芯线不断线式连接结构及其制作方法 |
| GB2594746A (en) * | 2020-05-07 | 2021-11-10 | Pss Belgium Nv | Loudspeaker and method for manufacturing the same |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1995080A (en) * | 1929-06-27 | 1935-03-19 | Operadio Mfg Co | Loud speaker |
| US2010529A (en) * | 1930-05-26 | 1935-08-06 | Rca Corp | Electro dynamic moving system |
| DE3038905C2 (de) * | 1980-10-15 | 1985-11-28 | Blaupunkt-Werke Gmbh, 3200 Hildesheim | Lautsprecher und Verfahren zu dessen Herstellung |
| DE3247941A1 (de) * | 1982-12-24 | 1984-06-28 | Standard Elektrik Lorenz Ag, 7000 Stuttgart | Lautsprecher |
| US4825533A (en) * | 1985-10-11 | 1989-05-02 | Pioneer Electronic Corporation | Method of making a voice coil with rectangular coil wire and foil leads |
| JPS62150999A (ja) * | 1985-12-24 | 1987-07-04 | Matsushita Electric Ind Co Ltd | スピ−カ |
| NL8600267A (nl) * | 1986-02-04 | 1987-09-01 | Philips Nv | Elektrodynamische omzetter. |
| DE4241212A1 (de) * | 1992-12-08 | 1994-06-09 | Nokia Deutschland Gmbh | Schwingspulenkontaktierung für Lautsprecher |
| JP3011826B2 (ja) * | 1993-02-02 | 2000-02-21 | 株式会社ケンウッド | スピーカ |
-
1994
- 1994-10-20 DE DE4437476A patent/DE4437476A1/de not_active Withdrawn
-
1995
- 1995-10-02 EP EP95115519A patent/EP0708578A3/fr not_active Withdrawn
- 1995-10-02 US US08/537,462 patent/US5602931A/en not_active Expired - Fee Related
- 1995-10-20 JP JP7272960A patent/JPH08214396A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1102618C (zh) * | 1996-09-27 | 2003-03-05 | 松下电器产业株式会社 | 蜡,浸润了此蜡的用于扬声器的铜箔丝线以及扬声器 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE4437476A1 (de) | 1996-05-02 |
| JPH08214396A (ja) | 1996-08-20 |
| EP0708578A3 (fr) | 1997-03-05 |
| US5602931A (en) | 1997-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69205916T2 (de) | Struktur zum mit Laserstrahl Schweissen von elektrischen Verbindungen. | |
| EP0708578A2 (fr) | Ligne de connexion | |
| DE102019210341B4 (de) | Elektrischer leiter mit einem anschluss und verfahren zur herstellung desselben | |
| DE69413098T2 (de) | Lautsprecherstruktur | |
| DE102011004526B4 (de) | Leiterplatte mit hoher Stromtragfähigkeit und Verfahren zur Herstellung einer solchen Leiterplatte | |
| EP0924957B1 (fr) | Contacts de connexion | |
| DE2306288C2 (de) | Träger für einen integrierten Schaltkreis | |
| DE2531585A1 (de) | Verfahren zur bildung einer membrananordnung fuer einen elektroakustischen wandler | |
| DE19739495C2 (de) | Piezoelektrisches Bauteil und Verfahren zur Herstellung desselben | |
| EP0685981B1 (fr) | Haut-parleur | |
| DE3313887C2 (de) | Schallwandler für einen Tonrufgeber | |
| DE10255070A1 (de) | Anordnung zum Verbinden eines Erdungskabels mit einem flachen abgeschirmten Kabel und Verfahren zum Verbinden derselben | |
| WO2019057828A1 (fr) | Composant électrique pourvu d'une zone de connexion et procédé de réalisation d'une zone de connexion | |
| DE3736896A1 (de) | Elektroakustischer wandler | |
| DE2939012C2 (de) | Schwingspulenanordnung für einen Lautsprecher | |
| EP0158230B1 (fr) | Transducteur piézo-électrique-acoustique pour cellules électroacoustiques avec mise en oeuvre de construction pour l'assemblage | |
| EP2092811B1 (fr) | Carte de circuits imprimés couverte de fils | |
| EP1240968A1 (fr) | Procédé pour réaliser une connexion électrique au moyen d'un brasage par induction | |
| DE3100253A1 (de) | Elektrodenanschlussstreifen fuer einen kondensator | |
| WO1997042687A1 (fr) | Procede d'etablissement d'une connexion electroconductrice entre un fil en cuivre gaine et un conducteur electrique | |
| DE3900038A1 (de) | Lautsprecher-schwingspule | |
| DE4421418A1 (de) | Zentriermembran | |
| DE2423932B2 (de) | Bauelement fuer schalt- und/oder trennleisten in verteilern fuer fernmeldeanlagen, insbesondere fernsprechvermittlungsanlagen | |
| EP0687128B1 (fr) | Bobine mobile et méthode pour sa fabrication | |
| CN1145180C (zh) | 小型电感器的铁芯电极面的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| RHK1 | Main classification (correction) |
Ipc: H04R 9/04 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19970326 |
|
| 17Q | First examination report despatched |
Effective date: 19970813 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19990326 |