EP0596817A1 - Méthode, dispositif et appareil de traitement de surface de corps de boites métalliques, en particulier en A1 ou ses alliages - Google Patents
Méthode, dispositif et appareil de traitement de surface de corps de boites métalliques, en particulier en A1 ou ses alliages Download PDFInfo
- Publication number
- EP0596817A1 EP0596817A1 EP93420438A EP93420438A EP0596817A1 EP 0596817 A1 EP0596817 A1 EP 0596817A1 EP 93420438 A EP93420438 A EP 93420438A EP 93420438 A EP93420438 A EP 93420438A EP 0596817 A1 EP0596817 A1 EP 0596817A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cleaning
- station
- current
- coating
- rinsing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 17
- 229910045601 alloy Inorganic materials 0.000 title claims abstract description 6
- 239000000956 alloy Substances 0.000 title claims abstract description 6
- 229910052782 aluminium Inorganic materials 0.000 title claims description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 title claims description 3
- 239000004411 aluminium Substances 0.000 title 1
- 238000004140 cleaning Methods 0.000 claims abstract description 56
- 238000000576 coating method Methods 0.000 claims abstract description 38
- 239000011248 coating agent Substances 0.000 claims abstract description 36
- 229910052751 metal Inorganic materials 0.000 claims abstract description 13
- 239000002184 metal Substances 0.000 claims abstract description 13
- 239000010935 stainless steel Substances 0.000 claims abstract description 8
- 229910001220 stainless steel Inorganic materials 0.000 claims abstract description 8
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 7
- 229910002804 graphite Inorganic materials 0.000 claims abstract description 7
- 239000010439 graphite Substances 0.000 claims abstract description 7
- 238000006073 displacement reaction Methods 0.000 claims abstract description 6
- 238000004381 surface treatment Methods 0.000 claims abstract description 5
- 239000004020 conductor Substances 0.000 claims abstract description 4
- 239000012530 fluid Substances 0.000 claims description 34
- 238000002347 injection Methods 0.000 claims description 14
- 239000007924 injection Substances 0.000 claims description 14
- 239000003792 electrolyte Substances 0.000 claims description 9
- 239000000463 material Substances 0.000 claims description 6
- 239000000725 suspension Substances 0.000 claims description 6
- 238000009434 installation Methods 0.000 claims description 4
- 238000001035 drying Methods 0.000 claims description 3
- 235000001674 Agaricus brunnescens Nutrition 0.000 claims 1
- 238000010411 cooking Methods 0.000 claims 1
- 238000001125 extrusion Methods 0.000 abstract 1
- 238000004806 packaging method and process Methods 0.000 abstract 1
- 238000011282 treatment Methods 0.000 description 9
- 208000031968 Cadaver Diseases 0.000 description 8
- 238000001962 electrophoresis Methods 0.000 description 3
- 239000011810 insulating material Substances 0.000 description 3
- 230000002787 reinforcement Effects 0.000 description 3
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- PCTMTFRHKVHKIS-BMFZQQSSSA-N (1s,3r,4e,6e,8e,10e,12e,14e,16e,18s,19r,20r,21s,25r,27r,30r,31r,33s,35r,37s,38r)-3-[(2r,3s,4s,5s,6r)-4-amino-3,5-dihydroxy-6-methyloxan-2-yl]oxy-19,25,27,30,31,33,35,37-octahydroxy-18,20,21-trimethyl-23-oxo-22,39-dioxabicyclo[33.3.1]nonatriaconta-4,6,8,10 Chemical compound C1C=C2C[C@@H](OS(O)(=O)=O)CC[C@]2(C)[C@@H]2[C@@H]1[C@@H]1CC[C@H]([C@H](C)CCCC(C)C)[C@@]1(C)CC2.O[C@H]1[C@@H](N)[C@H](O)[C@@H](C)O[C@H]1O[C@H]1/C=C/C=C/C=C/C=C/C=C/C=C/C=C/[C@H](C)[C@@H](O)[C@@H](C)[C@H](C)OC(=O)C[C@H](O)C[C@H](O)CC[C@@H](O)[C@H](O)C[C@H](O)C[C@](O)(C[C@H](O)[C@H]2C(O)=O)O[C@H]2C1 PCTMTFRHKVHKIS-BMFZQQSSSA-N 0.000 description 1
- 206010003497 Asphyxia Diseases 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 240000008042 Zea mays Species 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 238000010923 batch production Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000005416 organic matter Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000000108 ultra-filtration Methods 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D13/00—Electrophoretic coating characterised by the process
- C25D13/12—Electrophoretic coating characterised by the process characterised by the article coated
- C25D13/14—Tubes; Rings; Hollow bodies
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D13/00—Electrophoretic coating characterised by the process
- C25D13/22—Servicing or operating apparatus or multistep processes
Definitions
- the invention relates to a method, a device and an apparatus for surface treatment, such as cleaning and / or coating of bodies of metal cans, preferably of Al or its alloys, more particularly of bodies of cans obtained by stamping. , stamping-drawing or by impact spinning.
- These boxes are generally prepared before final filling, on their internal and / or external walls, by cleaning treatments, eliminating various pollutions originating from previous forming operations (for example lubricant residues), and by coating operations, generally by organic matter, in order to resist subsequent physical or chemical attack, both from the content and from the external environment.
- a special feature of the manufacture of these boxes is that they are formed at a high rate, of the order of 2000 boxes / min, which implies that the cleaning and coating operations must be rapid, so as not to constitute a bottleneck. strangulation in their manufacture, whether the process is continuous (box by box) or discontinuous (by batches of boxes).
- the problem to be solved is therefore to find a method, a device and an apparatus for cleaning and coating of metal cans, making it possible to treat several geometries of cans either successively or simultaneously, thus avoiding the drawbacks or constraints stated above.
- auxiliary electrodes internal or external to the box body, electrically connectable to one of the poles of the current source.
- the device according to the invention can be used both in a device for batch processing of boxes and in a device for continuous processing on successive stations of the carousel type; moreover, it does not require neck shrinking and / or the formation of the collar, before treatment.
- operation c) is omitted.
- the cleaning or rinsing operations can be completed by admitting one or more gas streams into the cleaning or rinsing enclosure, increasing the turbulence of the bath and thus increasing the cleaning (or rinsing) efficiency.
- the apparatus in the case of the batch process of boxes, consists of several elements, comprising at least a cleaning station, a rinsing station, a coating station, a movable basket transportable from a station to the other and containing the bodies of boxes to be cleaned, rinsed or coated.
- the basket made of plasticized metal wire insulating material, has a perforated bottom and housings delimited by vertical frames, these housings being arranged in a regular manner, and covering the entire surface of the bottom of the basket.
- These housings generally have a straight prismatic shape with a polygonal base, preferably regular such as square or hexagonal, forming a network covering the entire bottom of the basket and lateral edges materialized by the reinforcements; their transverse dimensions are such that the circle corresponding to the largest of the diameters of the boxes to be treated is inscribed there.
- the side walls of these housings are delimited by vertical frames, covered with plastic.
- the basket is made of a material that is inert towards the cleaning, rinsing or coating fluids used.
- this (these) ring (s) will (ven) t guide during the upward movement of the box, while adapting to the various sizes of the boxes to be treated.
- the cleaning station essentially consists of a rectangular tank with a bottom and side walls, open at its upper part and a cover adapted to it.
- a rectangular tank with a bottom and side walls, open at its upper part and a cover adapted to it.
- the bottom of the tank there are arranged on the one hand through-injection nozzles, positioned substantially in the center of each of the corresponding housings of the basket and on the other hand electrodes.
- All of the nozzles are connected by suitable piping to a fluid reservoir (for cleaning, rinsing, or coating) either under load, or preferably by means of a pump; the overflow, delimited by a overflow, returns to the fluid reservoir after possible filtration or ultrafiltration.
- a fluid reservoir for cleaning, rinsing, or coating
- the tank also has a lower drain opening provided with a valve or tap.
- the tank is made of inert material with respect to the fluids used and preferably consists of a metal container coated with plastic.
- the nozzles are made of an electrically conductive material such as graphite or stainless steel.
- Electrodes On the bottom of the tank are also arranged vertical electrodes which are regularly arranged outside the basket housings. These electrodes can be provided with insulating sleeves making it possible to possibly reduce their active surface. They serve as auxiliary electrodes for a better homogeneity of the thickness of the electrophoretic coating and a better regularity of the external cleaning of the boxes. They also serve to guide the basket during its installation. In another variant, these electrodes may no longer be integral with the tank but with the basket itself: they will then be common to cleaning and coating operations.
- the cover comprises, in the vicinity of the center of each of the housings, an electric current supply constituted by a conductive piece, for example metallic (preferably stainless steel) for the coating, or aluminum for cleaning.
- a conductive piece for example metallic (preferably stainless steel) for the coating, or aluminum for cleaning.
- Their lower end can be mushroom-shaped (such as, for example, a 1 ⁇ 2 round head screw, placed upside down), which ensures contact with the bottom of the box being processed.
- All these current leads are connected to one of the poles of a current source, for example alternating in the case of cleaning, or continuous (anode) in the case of electrophoretic coating, with the breaking or setting devices. route required (switches). In the latter case, the direct current is preferably pulsed.
- the coating station is identical to the cleaning station described above, except as regards the nature of the fluid used.
- a basket consists of a metal frame 1 coated with plastic material forming a base and perforated side walls. It has 20x20 dwellings, with a square base ABCD. At each of the angles of these squares, there is a coated vertical frame. In each of these housings there is a metal box 2 placed upside down and resting on the frames 1 of the basket. The center of the housing 0 is substantially perpendicular to the axis 26 of the injection nozzle 24.
- the electrodes 3 are located in the center of the BEFG quadrilateral. Between the box body 2 and the frames 1 is placed a ring 6 of plastic material, which is fixed to the vertical frames by clipping or welding and whose inside diameter is slightly greater than the outside diameter of the box body 2.
- the cleaning section consists of a parallelepipedic tank comprising a bottom 21, and side walls, of plastic material, open at its upper part, capable of containing the basket described above and inert with respect to the fluids used.
- the bottom 21 is crossed by injection nozzles 23 consisting of a tube 24 and a base 25, located substantially on the axes 0 of the baskets; the tubes 24 enter the box body 2 through the opening 8.
- the bottom 21 is also crossed in a sealed and electrically insulated manner by the electrodes 3.
- These and the nozzles 23 are connected to a pole P of the current source (not shown).
- the electrodes enter the housings of the basket through the openings 9 thereof (fig. 1).
- These electrodes 3 also serve as elements for guiding the basket when it is placed in the treatment tank.
- each of the boxes being surrounded by 8 electrodes it is possible to modulate at will the distribution of the current lines around each of them.
- the electrodes 3 can be secured to the cover 10 or the basket (1) instead of being secured to the bottom of the tank 21.
- the tank also includes an overflow and a drainage tube.
- the coating tank has a constitution similar to the cleaning tank.
- the rinsing tank is also similar but does not have current leads 11 or electrodes 3.
- a cover 10 of insulating material comprising substantially on the axis 0 of the housing, a current supply 11 made of stainless steel (coating) or graphite (cleaning) having a cylindrical body 13 and held in place by a system of 'nut and locknut 14 and connected to the other pole P' of the current source (not shown).
- the height of the nozzles h A is 105 mm, and their diameter is 30 mm.
- the height under current supply h C is 130 mm
- the 400 box bodies are placed upside down in the basket containing 20 x 20 housings, which is brought to the cleaning station (fig. 4A).
- the nozzles 24 and the current leads 11 being connected to the terminals of an alternating current generator at a voltage of 15 volts.
- the electrolyte made up of a phosphoric acid solution whose electrical conductivity at 70-75 ° C is 70 mS / m is then admitted into the tank, by switching on the circulation pump, ensuring a flow rate of 2 m3 / h by nozzle.
- the box bodies are raised (see fig. 4B) and their bottom pressed against the heads of the current leads (12) and are purged of the air which they contain; the tank fills with electrolyte up to level 30 of the overflow fig.4; the electrolyte then completely immerses the can bodies in the high position.
- the electric current is then established for 2 to 5 s.
- the box bodies descend to the low position (fig. 4A).
- the tank is emptied by the evacuation provided for this purpose.
- the basket is removed and placed in the rinsing station where the box bodies are rinsed with water, obviously in the absence of electric current.
- the basket is then placed in the coating tank and the nozzles 23, the current leads 11 and possibly the electrodes 3 being connected to the terminals of a direct current source at a voltage of 100 to 380 volts, typically 200 volts.
- the electrophoresis bath consisting of anaphoretic epoxy varnish (at a rate of 10 g / liter, in water) whose pH is 7.7, the conductivity 1.76 mS / m and the temperature is allowed. maintained at 30 ° C, by the nozzles 23 and a cycle similar to that of cleaning is started.
- the anaphoretic treatment time is 2 to 15 sec, which makes it possible to deposit a layer with 1 to 10 ⁇ m of resin, under pulsed direct current (typically 50 ms under current + 20 ms without current).
- the rinsing is carried out under the same conditions as above.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
- Electroplating Methods And Accessories (AREA)
- Coating With Molten Metal (AREA)
- Forging (AREA)
Abstract
Description
- L'invention concerne une méthode, un dispositif et un appareil de traitement de surface, tel qu'un nettoyage et/ou un revêtement de corps de boîtes métalliques, de préférence en Al ou ses alliages, plus particulièrement des corps de boîtes obtenus par emboutissage, emboutissage-étirage ou par filage par choc .
- Ces boîtes sont généralement préparées avant remplissage final, sur leurs parois interne et/ou externe, par des traitements de nettoyage, éliminant les pollutions diverses provenant des opérations de formage précédentes (par exemple les résidus de lubrifiants), et par des opérations de revêtement, en général par une matière organique, en vue de résister aux agressions physiques ou chimiques ultérieures, tant de la part du contenu, que de l'environnement extérieur.
- Une particularité de la fabrication de ces boîtes est qu'elles sont formées à cadence élevée, de l'ordre de 2000 boîtes/min, ce qui implique que les opérations de nettoyage et de revêtement doivent être rapides, pour ne pas constituer un goulot d'étranglement dans leur fabrication, que le procédé soit continu (boîte par boîte) ou discontinu (par lots de boîtes).
- La solution généralement adoptée dans l'art antérieur est le traitement de chaque boîte individuellement et successivement sur plusieurs postes de travail, chacun étant de très courte durée, typiquement 1 sec. et implique donc un système automatique de transport rapide d'un poste à l'autre, de type carrousel (voir par exemple US-A-3969136 ou US-A-4883578). De plus en ce qui concerne le revêtement organique, généralement déposé par électrophorèse, la boîte constituant une des électrodes, la (ou les) contre-électrodes doivent se trouver au voisinage immédiat de la surface de la boîte à revêtir, ce qui exige un dispositif spécifique par taille de boîte considérée, donc une multiplication des outillages nécessaires -voir par exemple GB-A-2085474 ou US-A-4400251.
- Le problème à résoudre est donc de trouver une méthode, un dispositif et un appareillage de nettoyage et de revêtement de boîtes métalliques, permettant de traiter plusieurs géométries de boîtes soit successivement, soit simultanément, évitant ainsi les inconvénients ou contraintes énoncés ci-dessus.
- Le dispositif selon l'invention comporte au moins les éléments suivants:
- une buse en matériau conducteur de l'électricité tel que le graphite ou un acier inoxydable, percée d'un canal axial, de direction sensiblement verticale, sur laquelle un corps de boîte à traiter peut être disposé sens dessus dessous.
Cette buse est connectable électriquement à un pôle d'une source de courant (continu ou alternatif) et est alimenté par le fluide de traitement. - des moyens de guidage permettant un déplacement aisé du corps de boite dans une direction sensiblement verticale.
- une électrode formant contact électrique, située au-dessus du fond du corps de boîte et connectable électriquement à l'autre pôle de la source de courant.
- Il peut également comporter des électrodes auxiliaires internes ou externes au corps de boîte, électriquement connectables à l'un des pôles de la source de courant.
- Le dispositif selon l'invention est utilisable aussi bien dans un appareil de traitement par lots de boîtes que dans un appareil de traitement en continu sur des postes successifs type carroussel ; de plus il ne nécessite pas le rétreint du col et/ou le formage de la collerette, avant traitement.
- La méthode selon l'invention consiste donc, dans une installation de traitement de surface de nature électrolytique (nettoyage) ou électrophorétique (revêtement) :
- a) à placer chaque corps de boîte sens dessus-dessous, à l'aplomb d'une buse d'injection de fluide (électrolyte ou suspension électrophorétique) de manière à ce que chaque fond de boîte vienne lors de l'injection du fluide, en contact avec une électrode formant contact électrique par un déplacement vertical de bas en haut.
- b) à admettre le fluide, de manière à recouvrir le corps de boîte (dans sa position haute).
- c) à admettre le courant électrique, puis à le couper.
- d) à arrêter la circulation du fluide.
- Dans le cas d'opérations de nettoyage sans courant, ou de rinçages intermédiaires, l'opération c) est omise.
- La nature des fluides de nettoyage, de revêtement et de rinçage est connue de l'homme de métier en fonction de la méthode de formage utilisée et de l'utilisation ultérieure envisagée des corps de boîtes. Les exemples donneront des indications à ce sujet, non limitatives de la portée de l'invention.
- Les opérations de nettoyage ou de rinçage peuvent être complétées par admission dans l'enceinte de nettoyage ou de rinçage d'un ou plusieurs flux gazeux augmentant la turbulence du bain et augmentant ainsi l'efficacité du nettoyage (ou du rinçage).
- Dans un variante, où la méthode consiste en un traitement par lots de boîtes, le procédé comporte les opérations suivantes :
- a) on dispose dans un panier un lot de corps de boites sens dessus dessous
- b) on amène ce panier dans une station de nettoyage, chaque corps de boîte étant à l'aplomb d'une buse d'injection de fluide de nettoyage et chaque fond de boite venant en contact d'une électrode lors de l'injection du fluide de nettoyage par un déplacement vertical de bas en haut de la boîte
- c) on admet le fluide de nettoyage
- d) on met le courant, si le nettoyage est de nature électrolytique, puis on le coupe
- e) on arrête le fluide de nettoyage
- f) on transporte le panier dans la station de rinçage suivante, de constitution analogue à la précédente, mais dépourvue d'amenées de courant ou munie d'amenées de courant non alimentées
- g) on admet le fluide de rinçage, puis on l'arrête
- h) on transporte le panier dans la station de revêtement suivante, de constitution analogue à la station de nettoyage
- i) on admet la suspension électrophorétique
- j) on admet le courant continu, les buses constituant la cathode
- k) on coupe le courant et le flux électrophorétique
- l) on transporte le panier dans la station de rinçage suivante, analogue ou confondue avec la station de rinçage (f)
- Ces opérations sont généralement complétées par des opérations de séchage et cuisson des revêtements obtenus.
- Dans le cas du procédé par lots de boîtes, l'appareil selon l'invention se compose de plusieurs éléments, comportant au moins une station de nettoyage, une station de rinçage, une station de revêtement, un panier mobile transportable d'une station à l'autre et contenant les corps de boîtes à nettoyer, rincer ou revêtir.
- Le panier, constitué de matériau isolant type fil métallique plastifié, comporte un fond ajouré et des logements délimités par des armatures verticales, ces logements étant disposés de façon régulière, et couvrant toute la surface du fond du panier. Ces logements ont généralement une forme prismatique droite avec une base polygonale, de préférence régulière telle que carrée ou hexagonale, formant un réseau couvrant tout le fond du panier et des arètes latérales matérialisées par les armatures; leurs dimensions transversales sont telles que le cercle correspondant au plus grand des diamètres des boîtes à traiter, y est inscriptible. Les parois latérales de ces logements sont délimitées par des armatures verticales, recouvertes de plastique.
- Le panier est constitué en un matériau inerte vis à vis des fluides de nettoyage, de rinçage ou de revêtement utilisés.
De plus, il est préférable de placer entre les armatures verticales, au niveau inférieur (ou plusieurs niveaux), un (ou plusieurs) anneau(x) en matière isolante, dont la bordure externe s'engage dans une rainure périphérique de l'armature revêtue et dont le diamètre intérieur est légèrement supérieur à celui du corps de boîte à traiter. Comme on le verra plus loin, dans les exemples, cet(ces) anneau(x) ser(ven)t de guide lors du mouvement ascensionnel de la boîte, tout en s'adaptant aux diverses tailles des boîtes à traiter. - La station de nettoyage est essentiellement constituée d'un bac parallélépipédique comportant un fond et des parois latérales, ouvert à sa partie supérieure et d'un couvercle venant s'y adapter. Dans le fond du bac, sont disposées d'une part des buses d'injections traversantes, positionnées sensiblement au centre de chacun des logements correspondants du panier et d'autre part des électrodes.
- L'ensemble des buses est relié par une tuyauterie adéquate à un réservoir de fluide (de nettoyage, de rinçage, ou de revêtement) soit en charge, soit de préférence par l'intermédiaire d'une pompe; le trop-plein, délimité par une déverse, revient au réservoir de fluide après une éventuelle filtration ou ultrafiltration.
- Le bac comporte également une ouverture de vidange inférieure munie d'une vanne ou d'un robinet. Le bac est en matériau inerte vis à vis des fluides utilisés et de préférence constitué d'un récipient métallique enrobé de matière plastique. Les buses sont en un matériau conducteur de l'électricité tel que le graphite ou l'acier inoxydable.
- Sur le fond du bac sont également disposées des électrodes verticales qui sont disposées régulièrement à l'extérieur des logements du panier.
Ces électrodes peuvent être munies de manchons isolants permettant de réduire éventuellement leur surface active. Elles servent d'électrode auxiliaires en vue d'une meilleure homogénéité de l'épaisseur du revêtement électrophorétique et d'une meilleure régularité du nettoyage externe des boîtes. Elles servent également au guidage du panier lors de sa mise en place. Dans une autre variante, ces électrodes peuvent ne plus être solidaires du bac mais du panier lui-même: elles seront alors communes aux opérations de nettoyage et de revêtement. - Elles sont isolées électriquement du bac (ou du panier) et sont reliées à l'un des pôles d'une source de courant par l'intermédiaire d'un interrupteur.
- Elles sont par exemple en graphite dans le cas de la station de nettoyage et métalliques (acier inoxydable) dans le cas de la station de revêtement.
- Le couvercle comporte, au voisinage du centre de chacun des logements, une amenée de courant électrique constituée par une pièce conductrice par exemple métallique (de préférence en acier inoxydable) pour le revêtement, ou en aluminium pour le nettoyage. Leur extrémité inférieure peut être épanouie en forme de champignon (telle, par exemple, une vis à tête ½ ronde, placée tête en bas), laquelle assure le contact avec le fond de la boîte en cours de traitement.
- Toutes ces amenées de courant sont connectées à l'un des pôles d'une source de courant, par exemple alternatif dans le cas du nettoyage, ou continu (anode) dans le cas de revêtement électrophorétique, avec les dispositifs de coupure ou de mise en route nécessaires (interrupteurs).
Dans ce dernier cas, le courant continu est, de préférence, pulsé. - La station de revêtement est identique à la station de nettoyage décrite ci-dessus, sauf en ce qui concerne la nature du fluide utilisé.
- L'invention sera mieux comprise à l'aide de la description détaillée suivante, illustrée par les figures 1 à 4 qui constituent un exemple de dispositif de traitement discontinu.
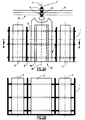
- . La figure 1 représente une vue en coupe horizontale selon la ligne IV-IV de la figure 2, d'une partie d'un panier en position de nettoyage, de rinçage ou de revêtement.
- . La figure 2A représente une coupe verticale suivant le tracé I-I de la fig. 1.
- . La figure 2B représente une coupe verticale suivant le tracé II-II de la fig. 1
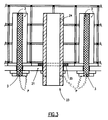
- . La figure 3 représente une vue en coupe par un plan vertical suivant le tracé III-III de la fig. 1
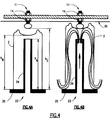
- . La figure 4 représente la position du corps de boîte avant ou après la circulation de l'électrolyte (ou du fluide de nettoyage ou rinçage) -fig. 4A- et pendant la circulation de l'électrolyte (ou du fluide de nettoyage ou rinçage) -fig. 4B-.
- Un panier est constitué d'une armature métallique 1 enrobée de matière plastique formant une embase et des parois latérales ajourées. Il comporte 20x20 logements, de base carrée ABCD. A chacun des angles de ces carrés, on trouve une armature verticale enrobée. Dans chacun de ces logements se trouve une boîte métallique 2 placée sens dessus dessous et reposant sur les armatures 1 du panier. Le centre du logement 0 se trouve sensiblement à l'aplomb de l'axe 26 de la buse d'injection 24.
- Les électrodes 3 sont situées au centre du quadrilatère BEFG.
Entre le corps de boîte 2 et les armatures 1 est placé un anneau 6 en matière plastique, qui est fixé sur les armatures verticales par clippage ou soudage et dont le diamètre intérieur est légèrement supérieur au diamètre externe du corps de boîte 2. - La section de nettoyage est constituée d'un bac parallélépipédique comportant un fond 21, et des parois latérales, en matière plastique, ouvert à sa partie supérieure, capable de contenir le panier décrit ci-dessus et inerte vis à vis des fluides utilisés.
- Le fond 21 est traversé par des buses d'injection 23 constituées d'un tube 24 et d'une embase 25, situées sensiblement sur les axes 0 des paniers; les tubes 24 pénètrent dans le corps de boîte 2 par l'ouverture 8.
- Le fond 21 est également traversé de manière étanche et électriquement isolée par les électrodes 3. Celles-ci ainsi que les buses 23 sont reliées à un pôle P de la source de courant (non représentée). Les électrodes rentrent dans les logements du panier par les ouvertures 9 de celui-ci (fig. 1). Ces électrodes 3 servent également d'éléments de guidage du panier lors de sa mise en place dans le bac de traitement.
- Chacune des boîtes étant entourée de 8 électrodes, il est possible de moduler à volonté la répartition des lignes de courant autour de chacune d'elles. Dans le cas du traitement de revêtement par électrophorèse, il est possible de masquer une partie de la surface externe de ces électrodes 3 par des manchons isolants (non représentés) de façon à optimiser la surface conductrice utile de celles-ci.
Comme cela a déjà été indiqué, les électrodes 3 peuvent être solidaires du couvercle 10 ou du panier (1) au lieu d'être solidaire du fond du bac 21. - Le bac comporte aussi une surverse et une tubulure de vidange.
- Le bac de revêtement a une constitution analogue au bac de nettoyage.
Le bac de rinçage est également semblable mais ne comporte pas d'amenées de courant 11, ni d'électrodes 3. - Sur le bac est posé un couvercle 10 en matière isolante comportant sensiblement sur l'axe 0 du logement, une amenée de courant 11 en acier inoxydable (revêtement) ou graphite (nettoyage) possédant un corps cylindrique 13 et maintenue en place par un système d'écrou et de contre-écrou 14 et relié à l'autre pôle P' de la source de courant (non représentée).
- Dans cet exemple de mise en oeuvre, les corps de boîtes traitées sont en 3104 et ont les dimensions suivantes :
⌀ ext. = 65 mm
hauteur totale : 125 mm
épaisseur du fond : 0,3 mm
épaisseur de paroi : 0,17 mm
hauteur utile (hB) : 120 mm - La hauteur des buses hA est de 105 mm, et leur diamètre est de 30 mm.
La hauteur sous amenée de courant hC est de 130 mm - Les 400 corps de boîtes sont placés tête en bas dans le panier comportant 20 x 20 logements, lequel est amené à la station de nettoyage (fig. 4A). les buses 24 et les amenées de courant 11 étant reliées aux bornes d'un générateur de courant alternatif sous une tension de 15 volts.
- On admet alors dans le bac l'électrolyte constitué d'une solution d'acide phosphorique dont la conductivité électrique à 70-75°C est de 70 mS/m, en mettant en marche la pompe de circulation, assurant un débit de 2 m³/h par buse . Sous l'effet de la circulation de l'électrolyte, les corps de boîte sont soulevés (voir fig. 4B) et leur fond plaqué contre les têtes des amenées de courant (12) et sont purgés de l'air qu'ils contiennent; le bac se remplit d'électrolyte jusqu'au niveau 30 de la surverse fig.4; l'électrolyte immerge alors complètement les corps de boîte en position haute. On établit alors le courant électrique pendant 2 à 5 s.
- Après arrêt de la pompe, les corps de boîtes redescendent en position basse (fig. 4A). on vide le bac par l'évacuation prévue à cet effet.
- Le panier est retiré et placé dans la station de rinçage où les corps de boîtes sont rincés par de l'eau, évidemment en absence de courant électrique.
- Le panier est alors placé dans le bac de revêtement et les buses 23, les amenées de courant 11 et éventuellement les électrodes 3 étant reliées aux bornes d'une source de courant continu sous une tension de 100 à 380 volts, typiquement 200 Volts. On admet dans ce cas le bain d'électrophorèse constitué de vernis anaphorétique base époxy (à raison de 10 g/litre, dans l'eau) dont le PH est de 7,7, la conductivité 1,76 mS/m et la température maintenue à 30°C, par les buses 23 et un cycle analogue à celui du nettoyage est démarré. Cependant ici le temps de traitement anaphorétique est de 2 à 15 sec, ce qui permet de déposer une couche à 1 à 10 µm de résine, sous courant continu pulsé (typiquement 50 ms sous courant + 20 ms sans courant).
- Après le cycle de revêtement, on procède au rinçage dans les mêmes conditions que précédemment.
- De plus, les appareils décrits ci-dessus sont d'une grande simplicité du point de vue mécanique.
- Enfin, le procédé revendiqué à la rev. 8 ne nécessite pas de séchage entre les opérations de nettoyage et de revêtement, ce qui apporte une simplification significative induisant des gains d'énergie et d'investissements.
Claims (24)
- Dispositif utilisable pour le nettoiement, le rinçage ou le revêtement de corps de boîtes métalliques, comportant au moins les éléments suivants:a) - une buse (23) en matériau conducteur de l'électricité tel que le graphite ou l'acier inoxydable, percée d'un canal axial, de direction sensiblement verticale, sur laquelle un corps de boîte à traiter peut être disposé sens dessus dessous,b) des moyens de guidage (6) permettant un déplacement aisé du corps de boîte dans une direction sensiblement verticale,c) - une électrode (11) formant contact électrique, située au dessus du fond du corps de boîte.
- Dispositif selon la rev. 1 caractérisé en ce que la buse a) et l'électrode c) sont connectables électriquement à chacun des pôles (P,P') d'une source de courant électrique (alternatif ou continu)
- Dispositif selon l'une des rev. 1 ou 2 caractérisé en ce qu'il comporte des électrodes auxiliaires (3) connectables à l'un des pôles (P) de la source de courant.
- Dispositif selon la rev. 3 caractérisé en ce que une partie de la surface externe des électrodes (3) peut être masquée par des manchons isolants.
- Méthode de traitement de surface de corps de boîtes métalliques, en particulier en Al ou ses alliages, dans une installation de nature électrolytique (nettoyage) ou électrophorétique (revêtement), caractérisée en ce que :a) on place chaque corps de boîte sens dessus-dessous, à l'aplomb d'une buse d'injection de fluide (électrolyte ou suspension électrophoréti que), de manière à ce que chaque fond de boîte vienne en contact avec une électrode lors de l'injection du fluide, par un déplacement vertical de bas en haut.b) on admet le fluide de manière à recouvrir le corps de boîte (dans sa position haute).c) on admet le courant électrique, puis on le coupe.d) on arrête la circulation du fluide.
- Méthode de traitement de surface de corps de boîtes métalliques, en particulier en Al et ses alliages, dans une installation de nettoyage (sans courant) et/ou de rinçage caractérisée en ce que :a) on place chaque corps de boîte sens dessus-dessous, à l'aplomb d'une buse d'injection de fluide de nettoyage ou de rinçage, de manière à ce que chaque fond de boîte vienne en contact avec une électrode lors de l'injection du fluide, par un déplacement vertical de bas en haut.b) on admet le fluide de manière à recouvrir le corps de boîte (dans sa position haute).c) on arrête la circulation du fluide.
- Méthode selon l'une des revendications 5 ou 6 caractérisée en ce que on admet un ou plusieurs flux gazeux dans le bain de nettoyage ou de rinçage.
- Méthode de nettoyage, de rinçage et de revêtement de corps de boîtes métalliques, en particulier Al ou ses alliages, caractérisée en ce qu'elle consiste :a) à disposer dans un panier un lot de corps de boîtes sens dessus dessousb) à amener ce panier dans une station de nettoyage, chaque corps de boîte étant à l'aplomb d'une buse d'injection de fluide de nettoyage et chaque fond de boîte venant en contact d'une électrode lors de l'injection du fluide de nettoyage par un déplacement vertical de bas en haut de la boîtec) à admettre le fluide de nettoyaged) à mettre le courant, si le nettoyage est de nature électrolytique, puis à le coupere) à arrêter le fluide de nettoyagef) à transporter le panier dans la station de rinçage suivante, de constitution analogue à la précédente, mais dépourvue d'amenées de courant ou munie d'amenées de courant non alimentéesg) à admettre le fluide de rinçage, puis à l'arrêterh) à transporter le panier dans la station de revêtement suivante de constitution analogue à la station de nettoyagei) à admettre la suspension électrophorétiquej) à mettre le courant continu, les buses constituant la cathodek) à couper le courant et le flux électrophorétiquel) à transporter le panier dans la station de rinçage suivante, analogue ou confondue avec la station de rinçage (f)m) à sortir les boîtes du panier.
- Méthode de revêtement de corps de boîtes selon les revendications 7 ou 8 caractérisée en ce que l'électrode axiale (24) est alimentée en courant lors de l'étape c) de la rev. 5 ou j) de la rev. 8.
- Méthode de revêtement de corps de boîtes selon les revendications 5 ou 8 caractérisée en ce que l'électrode centrale (24) et les électrodes externes (3) sont alimentées en courant lors de l'étape c) de la rev. 5 ou j) de la rev. 8.
- Méthode selon l'une des revendications 8 à 10 caractérisée en ce qu'entre les étapes l) et m) on interpose les étapes suivantes transporter le panier dans une enceinte de séchage et/ou cuisson du revêtement.
- Appareil de nettoyage, revêtement et rinçage de corps de boîtes métalliques caractérisé en ce qu'il comporte au moins une station de nettoyage, une station de rinçage, une station de revêtement et un panier mobile transportable d'une station à l'autre et contenant les corps de boîtes à nettoyer, rincer ou revêtir.
- Appareil selon la revendication 12 caractérisé en ce que le panier mobile (1) comporte un fond muni d'ouvertures (8,9) et des logements contigus, chacun d'eux pouvant contenir un corps de boîte (2) placé sens dessus dessous, et régulièrement répartis sur l'ensemble du fond.
- Appareil selon l'une des revendications 12 ou 13 caractérisé en ce que le panier mobile est constitué d'une armature métallique enrobée de matière plastique.
- Appareil selon la revendication 14, caractérisé en ce qu'entre les armatures verticales est placé au moins un anneau (6) en matière plastique dont le diamètre intérieur est légèrement supérieur au diamètre externe du corps de boîte (2).
- Appareil selon la revendication 12 caractérisé en ce que la station de nettoyage ou de revêtement est constituée d'un bac dont le fond (21) est traversé par des buses (23) d'injection de fluides (électrolytes, fluides de nettoyage, bain électrophorétique) et par les électrodes (3).
- Appareil selon la revendication 16 caractérisé en ce que chaque buse (23) est constituée d'une partie tubulaire (24) cylindrique et d'une embase (25) conductrice
- Appareil selon les revendications 16 et 15 caractérisé en ce que le bac est muni d'une surverse et d'un dispositif de vidange.
- Appareil selon l'une des revendications 16, 17 ou 18 caractérisé en ce que le bac comporte un couvercle (10) portant au voisinage du centre 0 de chaque logement une amenée de courant (11).
- Appareil selon la revendication 19, caractérisé en ce que l'amenée de courant (11) est conductrice et de préférence en acier inoxydable ou en aluminium.
- Appareil selon la revendication 20 caractérisé en ce que l'amenée de courant (11) est épanouie en forme de champignon (12).
- Appareil selon la revendication 19 caractérisé en ce que les amenées de courant (11) sont reliées à l'un des pôles P' d'une source de courant.
- Appareil selon la revendication 16 caractérisé en ce que les buses (23) et les électrodes (3) sont reliées à l'autre pôle P de la source de courant.
- Appareil de rinçage selon la revendication 12 caractérisé en ce qu'il est semblable aux stations de nettoyage ou de revêtement (rev. 16 à 24), mais ne comporte pas d'amenées de courant (11), ni d'électrodes (3).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9213437 | 1992-11-03 | ||
| FR9213437A FR2697539B1 (fr) | 1992-11-03 | 1992-11-03 | Méthode, dispositif et appareil de traitement de surface de corps de boîtes métalliques, en particulier an al ou ses alliages. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0596817A1 true EP0596817A1 (fr) | 1994-05-11 |
| EP0596817B1 EP0596817B1 (fr) | 2000-04-05 |
Family
ID=9435340
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93420438A Expired - Lifetime EP0596817B1 (fr) | 1992-11-03 | 1993-11-02 | Méthode, dispositif et appareil de traitement de surface de corps de boites métalliques, en particulier en A1 ou ses alliages |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US5435899A (fr) |
| EP (1) | EP0596817B1 (fr) |
| JP (1) | JP2664861B2 (fr) |
| KR (1) | KR940011671A (fr) |
| CN (1) | CN1087958A (fr) |
| CA (1) | CA2102248C (fr) |
| DE (1) | DE69328280T2 (fr) |
| ES (1) | ES2146605T3 (fr) |
| FR (1) | FR2697539B1 (fr) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4325631C2 (de) * | 1993-07-30 | 1996-03-28 | Joergens Klaus | Vorrichtung zum elektrophoretischen Beschichten der Innenoberfläche von Hohlkörpern |
| GB9411063D0 (en) * | 1994-06-02 | 1994-07-20 | British Nuclear Fuels Plc | Electrolytic treatment of material |
| ES2172084T3 (es) | 1997-04-10 | 2002-09-16 | Hotani Kk | Metodo y aparato para la limpieza de bandas metalicas. |
| ATE231568T1 (de) | 1998-10-22 | 2003-02-15 | Alcan Int Ltd | Dekorierte getränkedosenzargen |
| US6009889A (en) * | 1998-12-28 | 2000-01-04 | Portola Packaging, Inc. | Method of holding down bottles in a high pressure wash |
| US6652657B2 (en) * | 2000-07-31 | 2003-11-25 | United Technologies Corporation | Method for electrochemically treating articles and apparatus and method for cleaning articles |
| DE10114244A1 (de) * | 2001-03-22 | 2002-10-02 | Heraeus Kulzer Gmbh & Co Kg | Antibiotikum-/Antibiotika-Zubereitung mit retardierender Wirkstofffreisetzung |
| US7412979B2 (en) * | 2004-03-17 | 2008-08-19 | Ball Corporation | Selective removal or application of a coating on a portion of a container |
| JP4574237B2 (ja) * | 2004-06-08 | 2010-11-04 | 木田精工株式会社 | 電解めっき装置 |
| CA2525205C (fr) * | 2004-11-08 | 2013-06-25 | Ecolab Inc. | Composition moussante pour nettoyage et avivage, et methodes |
| CN105316755B (zh) * | 2014-07-29 | 2019-06-25 | 盛美半导体设备(上海)有限公司 | 电化学抛光设备 |
| CN106617178B (zh) * | 2016-12-06 | 2018-10-30 | 重庆维得鲜农业发展有限公司 | 金针菇清洗装置 |
| CN109402705B (zh) * | 2017-08-18 | 2020-04-21 | 河南森源重工有限公司 | 电泳设备及其活动导电座 |
| CN107502949A (zh) * | 2017-08-23 | 2017-12-22 | 田伟伟 | 一种不锈钢容器电解设备及生产流程 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1077212A (en) * | 1963-07-01 | 1967-07-26 | Ford Motor Co | Electrophoretic coating process and apparatus |
| US4246088A (en) * | 1979-01-24 | 1981-01-20 | Metal Box Limited | Method and apparatus for electrolytic treatment of containers |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3972798A (en) * | 1974-06-17 | 1976-08-03 | The Empire Plating Company | Electroplating rack |
| US3922213A (en) * | 1974-10-23 | 1975-11-25 | Aluminum Co Of America | Method and apparatus for uniformly electrocoating the interior of a shaped metal container |
| US4094760A (en) * | 1977-07-25 | 1978-06-13 | Aluminum Company Of America | Method and apparatus for differentially and simultaneously electrocoating the interior and exterior of a metal container |
| JPS55107799A (en) * | 1979-02-10 | 1980-08-19 | Daiwa Can Co Ltd | Surface treating method for metallic can |
| JPS6038675Y2 (ja) * | 1979-08-21 | 1985-11-19 | 大和製缶株式会社 | 有機溶済を含む脱脂処理剤によつて脱脂処理をする為の装置 |
| GB2085474B (en) * | 1980-10-15 | 1984-10-10 | Metal Box Co Ltd | Electrocoating |
| US4400251A (en) * | 1981-06-05 | 1983-08-23 | Aluminum Company Of America | Method and apparatus for simultaneously electrocoating the interior and exterior of a metal container |
| JPH0657879B2 (ja) * | 1987-10-31 | 1994-08-03 | 日大工業株式会社 | バスケット式電着塗装装置 |
-
1992
- 1992-11-03 FR FR9213437A patent/FR2697539B1/fr not_active Expired - Fee Related
-
1993
- 1993-10-28 JP JP5270931A patent/JP2664861B2/ja not_active Expired - Lifetime
- 1993-10-29 US US08/142,963 patent/US5435899A/en not_active Expired - Fee Related
- 1993-11-01 KR KR1019930022977A patent/KR940011671A/ko not_active IP Right Cessation
- 1993-11-02 DE DE69328280T patent/DE69328280T2/de not_active Expired - Fee Related
- 1993-11-02 EP EP93420438A patent/EP0596817B1/fr not_active Expired - Lifetime
- 1993-11-02 CN CN93119828A patent/CN1087958A/zh active Pending
- 1993-11-02 CA CA002102248A patent/CA2102248C/fr not_active Expired - Fee Related
- 1993-11-02 ES ES93420438T patent/ES2146605T3/es not_active Expired - Lifetime
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1077212A (en) * | 1963-07-01 | 1967-07-26 | Ford Motor Co | Electrophoretic coating process and apparatus |
| US4246088A (en) * | 1979-01-24 | 1981-01-20 | Metal Box Limited | Method and apparatus for electrolytic treatment of containers |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0596817B1 (fr) | 2000-04-05 |
| US5435899A (en) | 1995-07-25 |
| JP2664861B2 (ja) | 1997-10-22 |
| CA2102248C (fr) | 1999-06-08 |
| FR2697539A1 (fr) | 1994-05-06 |
| CN1087958A (zh) | 1994-06-15 |
| DE69328280D1 (de) | 2000-05-11 |
| DE69328280T2 (de) | 2000-11-02 |
| CA2102248A1 (fr) | 1994-05-04 |
| FR2697539B1 (fr) | 1994-12-02 |
| ES2146605T3 (es) | 2000-08-16 |
| JPH06235093A (ja) | 1994-08-23 |
| KR940011671A (ko) | 1994-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0596817B1 (fr) | Méthode, dispositif et appareil de traitement de surface de corps de boites métalliques, en particulier en A1 ou ses alliages | |
| US20070119544A1 (en) | Apparatus and method for single substrate processing using megasonic-assisted drying | |
| FR2703365A1 (fr) | Appareil et procédé d'électro-placage. | |
| US20090029560A1 (en) | Apparatus and method for single substrate processing | |
| WO2014167201A1 (fr) | Procédé et dispositif d'électro-dépôt en géométrie cylindrique | |
| FR2599758A1 (fr) | Procede et installation d'electrolyse par percolation a travers une ou des electrodes volumiques poreuses | |
| FR2589169A1 (fr) | Electrolyseur pour l'extraction d'une substance, notamment d'un metal alcalin, d'un bain electrolytique | |
| EP0123631B1 (fr) | Procédé et dispositif de traitement électrochimique de la surface de produits métalliques de forme allongée | |
| EP0049192A1 (fr) | Dispositif perfectionné pour l'oxydation anodique par électrolyse au tampon et électrolytes mis en oeuvre dans ce dispositif | |
| FR2738500A1 (fr) | Dispositif d'enlevement d'impurete et procede de fabrication | |
| FR2672157A1 (fr) | Procede et dispositif pour la fabrication de silicium poreux. | |
| FR2487857A1 (fr) | Procede et dispositif d'etamage des fils de connexion d'un composant electrique | |
| KR200345152Y1 (ko) | 바렐을 이용한 반도체 패키지 소자의 전해 디플래쉬 장치 | |
| KR100572896B1 (ko) | 바렐을 이용한 반도체 패키지 소자의 전해 디플래쉬 장치및 그 방법 | |
| WO2023126153A1 (fr) | Procédé de nettoyage de substrat semi-conducteur pour cellule solaire, et système de nettoyage correspondant | |
| FR2935147A1 (fr) | Dispositif et procede pour l'application d'un revetement sur une piece par electro deposition. | |
| CH405042A (fr) | Procédé pour l'oxydation anodique d'objets creux en un métal oxydable anodiquement | |
| FR2481716A1 (fr) | Appareil pour recuperer l'argent des produits chimiques pour photographie | |
| FR2548818A1 (fr) | Procede pour la fixation de krypton radioactif et dispositif pour la mise en oeuvre du procede | |
| EP0647397B1 (fr) | Machine électrolytique de traitement du fond d'un milieu aquatique | |
| FR2867703A1 (fr) | Installation de traitement de surfaces et de sechage d'articles manufactures, et procede correspondant | |
| FR2497339A1 (fr) | Dispositif pour mesurer l'epaisseur de couches d'un revetement metallique | |
| CH638837A5 (fr) | Procede et appareil de revetement electrophoretique permettant d'enlever l'exces de materiau electrophoretique de la surface interieure d'une piece revetue par electrophorese. | |
| WO1999055937A1 (fr) | Dispositif, procede et installation pour le depot par voie electrolytique sur des pieces de grandes dimensions | |
| FR2481681A1 (fr) | Mecanisme de transport de pieces, procede de traitement de pieces par immersion dans un bain, et pieces obtenues |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE ES FR GB GR IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19940606 |
|
| 17Q | First examination report despatched |
Effective date: 19951205 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR GB GR IT NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000405 Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 20000405 |
|
| REF | Corresponds to: |
Ref document number: 69328280 Country of ref document: DE Date of ref document: 20000511 |
|
| ITF | It: translation for a ep patent filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20000705 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20000707 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2146605 Country of ref document: ES Kind code of ref document: T3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20001018 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20001019 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001103 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010601 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20010601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011102 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20011102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020702 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20011214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051102 |