EP0496376A2 - Polyvinylalkoholfasern und Verfahren zu ihrer Herstellung - Google Patents
Polyvinylalkoholfasern und Verfahren zu ihrer Herstellung Download PDFInfo
- Publication number
- EP0496376A2 EP0496376A2 EP92101005A EP92101005A EP0496376A2 EP 0496376 A2 EP0496376 A2 EP 0496376A2 EP 92101005 A EP92101005 A EP 92101005A EP 92101005 A EP92101005 A EP 92101005A EP 0496376 A2 EP0496376 A2 EP 0496376A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- polyvinyl alcohol
- fiber
- alcohol fiber
- heat
- producing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/02—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D01F6/14—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds from polymers of unsaturated alcohols, e.g. polyvinyl alcohol, or of their acetals or ketals
Definitions
- the present invention relates to a fiber made of a polyvinyl alcohol (hereinafter referred to as "PVA”) polymer with an excellent abrasion resistance and hot water resistance and high strength and initial elastic modulus and a process for the preparation thereof.
- PVA polyvinyl alcohol
- PVA fibers exhibit the highest strength and initial elastic modulus in general-purpose fibers and are widely used as industrial fibers for such items as rubber hoses, coveyor belts, cement reinforcing fibers, sewing yarn for material, thread for making tatami mat, fishing net, shore net, heavy cloth and rope.
- U.S. Patent 4,440,711 discloses a process which comprises gel-spinning a glycerin solution of PVA with a weight-average molecular weight of 500,000 or more into a cooling bath, removing the glycerin in the solidified thread, and then heat-stretching the material.
- U.S. Patent 4,603,083 discloses dry/wet-spinning a dimethyl sulfoxide (DMSO) solution of PVA with a polymerization degree of 1,800 or more into a methanol bath, and then heat-stretching the resulting nonstretched yarn.
- DMSO dimethyl sulfoxide
- JP-A-2-127568 and 2-210072 (the term "JP-A” as used herein means an "unexamined published Japanese patent application") dislcose a process which comprises drying such fibers at an elevated temperature with an organopolysiloxane or fluorine resin attached thereto to improve the abrasion resistance thereof.
- JP-A-61-108713 discloses a process which comprises the use of a high syndiotacticity PVA made of vinyl trifluoroacetate as the starting material.
- PVA has little commercial availability and, as such, is very expensive.
- the use of a PVA with such a high syndiotacticity cannot provide the desired abrasion resistance.
- JP-A-63-120107, and 1-156517 disclose a process which comprises treatment with an aqueous solution of boric acid, a process which comprises dry- and heat-stretching the material with a crosslinking agent attached thereto and a process which comprises blending acrylic acid polymers, respectively.
- the hot water resistance is a physical property that can be improved by enhancing the hot water resistance of the remaining amorphous portion while the abrasion resistance is another physical property that can be improved by enhancing the transverse cohesive force of all the molecular chains constituting the fiber not only the amorphous portion. Therefore, the two physical properties cannot be improved at the same time by a single operation.
- JP-A-1-104815 and EP 0338534A disclose PVA fibers with a hot water dissolving temperature of 115 °C or higher or a hot water fusing temperature of 125 °C or higher.
- these PVA fibers are not intended for the improvement in abrasion resistance but only for the improvement in hot water resistance.
- Japanese Patent Application No. 2-90997 a process for the preparation of a hot water-resistant PVA fiber which comprises applying to a heat-stretched PVA fiber a solution of a dehydration reaction-accelerating catalyst mixed with a surface active agent, drying the material, and then subjecting the material to heat treatment at a temperature of 150 °C or higher to decrease the number of hydroxyl groups in the amorphous portion.
- the inventors' minute examination of the fibers thus obtained shows that although the surface portion of the fibers certainly exhibit an improved hot water resistance, i.e., up to 180 °C or higher, the fibers exhibit no improvements in the hot water resistance thereinside because such a surface portion layer lies to a depth of only a few micrometers. It was also found that the thus obtained fibers exhibit no improvements in abrasion resistance. It was further found that the thus obtained fibers are apt to deterioration in strength due to the treatment. This approach was also found disadvantageous in that the need for drying process complicates operation.
- PVA fibers exhibit the highest strength and initial elastic modulus in general-purpose fibers. Therefore, PVA fibers provided with a high abrasion resistance and a high hot water resistance are extremely useful as industrial fibers.
- the inventors made extensive studies to eliminate these difficulties. As a result, the inventors found a surprising fact that heat-stretching a PVA fiber with a dehydration reaction-accelerating catalyst attached thereto at a rate of 10 m/min. or more can provide the PVA fiber with not only an excellent hot water resistance but also an excellent abrasion resistance.
- a polyvinyl alcohol fiber which is made of a polyvinyl alcohol with a polymerization degree ranging from 1,500 to 7,000.
- the resulting fiber exhibits a tensile strength of 15 g/d (1.61 GPa) or more, initial elastic modulus of 250 g/d (26.8 GPa) or more, hot water resistance of 140 °C or higher, and abrasion resistance of 200 or more.
- a process for the preparation of a polyvinyl alcohol which comprises heat-stretching a fiber made of a polyvinyl alochol having a polymerization degree ranging from 1,500 to 7,000 with a dehydration reaction-accelerating catalyst applied thereto at a rate ranging from 10 m/min. to 100 m/min.
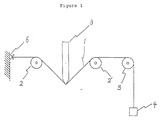
- Figure 1 is a front view illustrating an embodiment of an apparatus for use in the measurement of abrasion resistance.
- the tensile strength and initial elastic modulus are determined at a fixture gap of 25 cm and a pulling rate of 30 cm/min, according to JIS (Japanese Industrial Standards) L-1013.
- the hot water resistance and abrasion resistance are determined in accordance with the following methods:
- a specimen 1 (fiber) is supported between a pair of pulleys 2, 2', fixed at one end thereof to a hook 6 on a fixed wall and tensed (1/50 g/d) at the other free end by a load 4 via a load pulley 5 with a wedge-wise stainless steel edge 3 with a tip angle of 60 degrees pushed downward against the specimen at a kink angle of 90 degrees.
- the pulleys 2, 2' and the edge 3 are moved horizontally at a stroke length of 6 cm and a stroke rate of 36 times/min. to determine the number of strokes untill the specimen breaks. This procedure is repeated 10 times on the same specimen and the maximum and minimum values are excluded from the ten measurements to obtain the average of the remaining eight measurements as N(S).
- the abrasion resistance N of the specimen is determined by dividing N(S) by N(O), and then multiplying the quotient by 100.
- N [N(S)/N(O)] x 100
- the polymerization degree of PVA's which can be used for the starting material of the PVA fibers of the present invention is preferably 1,500 to 7,000, more preferably 3,000 to 7,000. Ultrahigh polymerization PVA's with a polymerization degree of more than 7,000 are hardly available and, as a result, are disadvantageous in polymer cost, although use of PVA's with high polymerization degree results in PVA fiber with high strength. If PVA's with a polymerization degree of less than 1,500 are used, fibers with a high strength and a high elastic modulus cannot be obtained.
- the PVA fibers of the present invention exhibit a tensile strength of 15 g/d (1.61 GPa) or more, preferably 16.5 g/d (1.77 GPa) or more, more preferably 18 g/d (1.93 GPa) or more, and an initial elastic modulus of 250 g/d (26.8 GPa) or more, preferably 300 g/d (32.2 GPa) or more, more preferably 350 g/d (37.6 GPa) or more.
- the PVA fibers of the present invention have a crosslinked structure excellent in hot water resistance in the surface portion and exhibit a hot water resistance of 140 °C or higher, preferably 155 °C or higher.
- the upper limit of the hot water resistance is about 190 °C.
- the PVA fibers of the present invention exhibit an abrasion resistance of 200 or more, preferably 250 or more, more preferably 300 or more, furthermore preferably 350 or more.
- the upper limit of the abrasion resistance is about 400.
- PVA fibers which can be used as a precursor of the PVA fibers of the present invention with a high strength and initial elastic modulus and an excellent abrasion resistance and hot water resistance are not specifically limited.
- Such a precursor of the PVA fibers can be prepared under the optimum conditions in accordance with, e.g., a dry/wet-spinning process as disclosed in JP-A-2-300308.
- a spinning solution prepared by dissolving PVA with a polymerization degre ranging from 1,500 to 7,000 in a solvent containing dimethyl sulfoxide (DMSO) as a main component can be dry/wet-spun through a spinneret having a nozzle which protrudes in the spinning direction, treated with methanol to remove DMSO therefrom, and then provided with a lubricant to prepare such a precursive PVA fiber.
- phosphoric acid or a phosphate may be preferably added to the spinning solution as mentioned in Japanese Patent Application No. 2-212348, since the resulting PVA fiber can exhibit an improved abrasion resistance and insolubility in DMSO.
- the precursive PVA fiber may be prepared by conventional spinning methods, for example, an aqueous solution of PVA containing boric acid or a borate may be spun into a coagulating bath containing an alkali hydroxide and sodium sulfate (wet-spinning).
- the precursive PVA fibers which can be applied to the preparation of the PVA fibers of the present invention can be prepared by various methods so long as the polymerization degree of PVA's used ranges from 1,500 to 7,000.
- the thus obtained precursive PVA fiber which has not been heat-stretched, is then provided with a dehydration reaction-accelerating catalyst.
- the fiber which has not been heat-stretched is provided with a catalyst and then heat-stretched so that dehydration reaction proceeds during the heat-stretching step, not requiring a heat-treatment for advancing dehydration reaction.
- the thus obtained PVA fiber exhibits no reduction in strength, rather some improvement in strength.
- fibers which have not been heat-stretched have minute pores formed by the removal of the spinning solvent (e.g., DMSO). Since these pores give a coarse structure, a catalyst penetrates well into the fibers giving a thicker surface portion with an improved hot water resistance and abrasion resistance.
- the precursive PVA fibers to be provided with such a dehydration reaction-accelerating catalyst may be preferably nonstretched or may be cold-stretched so long as they are not heat-stretched before provided with the catalyst.
- the fibers may be cold-stretched by a factor of 8 or less, preferably 6 or less, so that orientation or crystallization doesn't proceed too far.
- Examples of the dehydration reaction-accelerating catalyst which can be used in the present invention include an inorganic acid such as phosphoric acid and hydrochloric acid, and an organic acid such as paratoluenesulfonic acid and terephthalic acid. Particularly preferred among these catalysts are phosphoric acid and paratoluenesulfonic acid.
- the method for the application of such a catalyst solution to the precursive fiber is not specifically limited.
- a process which comprises dipping the material in a catalyst solution a proces which comprises the use of a so-called oiling roller to apply a catalyst solution to the material, a process which comprises spraying a catalyst solution onto the material, or like process can be used.
- a process which comprises applying a solution of a mixture of a catalyst and a spinning lubricant to the precursive fiber by means of an oiling roller is simple and preferred.
- the amount of the catalyst to be applied is not specifically limited, but the catalyst is preferably applied in an amount of 0.01 to 5 equivalents per 100 cm2 of the surface of the heat-stretched fiber.
- the catalyst is applied in a mixture with a spinning lubricant, it may be mixed with the lubricant in such an amount that the acid concentration reaches 0.01 to 5 N, and the resulting mixture may be applied to the precursive fiber in an amount of 0.1 to 2 % by weight.
- the precursive fiber which has been provided with a dehydration reaction-accelerating catalyst, is then fed to a heat-stretching step directly or after being wound.
- the heat-stretching step it is extremely important to set the stretching rate to 10 m/min. or more, preferably 20 m/min. or more, more preferably 30 m/min. or more, furthermore preferably 60 m/min. or more. If the stretching rate falls below 10 m/min., the dehydration reaction proceeds before the fiber is heat-stretched, making it impossible to raise the factor of stretching, which results in a low strength.
- the fiber is stretched while the intermolecular crosslinked structure already formed is being destroyed, the abrasion resistance and hot water resistance of the resulting fiber are deteriorated. Thus, if the stretching rate falls below the above defined range, the objects of the present invention cannot be accomplished.
- heat-stretching process there can be any suitable process.
- a process which comprises stretching a fiber in contact with a heating unit such as a heating plate
- a process which comprises stretching a fiber in a heating medium a process which comprises stretching a fiber in a hot air-heated bath, or a process which comprises stretching a fiber in a dielectric heating system.
- Preferred among these systems is hot air-heated bath.
- the length of these stretching machines may be determined depending on the stretching rate. In order to set the stretching rate to 10 m/min. or more, this value is preferably 3 meters or more. The length of the stretching machine is preferably set longer as the stretching rate increases.
- PVA fibers are normally produced in a process wherein filaments run over a wide roll about 1 cm apart from each other. Therefore, the production speed, particularly stretching rate of PVA fibers, is restricted due to difficult operation.
- the upper limit of stretching rate for preparing PVA fibers is about 100 m/min.
- the temperature at which the precursive fiber is heat-stretched is not specifically limited.
- the entrance temperature may be preferably set to 200 °C or higher while the exit temperature may be preferably set to 260 °C or lower.
- the heat-stretching step may be followed by heat treatment.
- the heat treatment may be preferably effected at a temperature 5 to 10 °C higher than the maximum temperature in the heat-stretching step for a period of time two to three times shorter than the heat-stretching time at a constant length (percentage relaxation :0) or a percentage relaxation of 10 or less.
- the total factor of stretching is preferably 10 or more, more preferably 15 or more.
- the total factor of stretching is obtained by multiplying the total factor of cold-stretching made before heat-stretching by the factor of heat-stretching and (1-percentage relaxation at heat treatment/100).
- a commercially available polymerization PVA can be used to produce a PVA fiber with an excellent abrasion resistance (particularly wet abrasion resistance) and hot water resistance and a high strength and initial elastic modulus at a low cost and good productivity.
- the thus obtained PVA fiber of the present invention exhibits properties which have been heretofore never known, i.e., tensile strength of 15 g/d or more, initial elastic modulus of 250 g/d or more, hot water resistance of 140 °C or higher and abrasion resistance of 200 or more.
- the PVA fiber of the present invention can be used not only for fishing net or rope but also for reinforcement in cement produced by autoclave cure or concrete building.
- the reason why the present invention can provide a PVA fiber with an excellent abrasion resistance and hot water resistance and a high strength and initial elastic modulus can be considered as follows. Since a dehydration reaction-accelerating catalyst is applied to a porous thread with a low orientation degree or crystallinity which is not heat-stretched, it penetrates well into the fiber and thus causes no spots thereon. Further, since the heat-stretching is effected at a rate of 10 m/min. or more, the dehydration reaction and stretching proceed at the same time, causing no deterioration in strength. Moreover, since the dehydration reaction occurs between hydroxyl groups contained in one molecule and that contained in another, these molecules are ether-bonded to each other, enhancing the cohesive force between molecules.
- the threads were each provided with 0.9 % by weight of a catalyst solution obtained by mixing a lubricant containing, as a main component, polyoxyethylene sorbitan trioleate with phosphoric acid in such an amount that the concentration reaches 0.5 N, and then dried at a temperature of 95 °C to obtain non heat-stretched threads.
- These PVA's exhibited a syndiotacticity of 48 %.
- the inner diameter of the stainless tubes used in the spinneret were 0.6 mm (Example 1), 0.7 mm (Example 2) and 0.9 mm (Example 3).
- the manufacturing conditions and the properties of the fibers thus obtained are set forth in Table 1.
- the fibers obtained in Examples 1 to 3 exhibited excellent tensile strength, initial elastic modulus, abrasion resistance and hot water resistance.
- Example 2 The fiber obtained in Example 2 was cut into pieces with a length of about 5 mm, which pieces were then boiled in DMSO for 3 hours. The observation of the specimen under electron microscope showed that although the internal layer of the fiber had dissolved and given voids, the surface layer remained to a thickness of 12 ⁇ m. The remaining portion was recovered and measured for hot water resistance to exhibit an extremely high hot water resistance of 187 °C.
- PVA with a polymerization degree of 1,300 was used for comparison.
- a PVA fiber was similarly prepared through a spinneret provided with stainless tubes having an inner diameter of 0.5 mm. The thus obtained fiber exhibited poor tensile strength and hot water resistance.
- a non heat-stretched thread was prepared in the same manner as in Example 2 except that the lubricant was used free of phosphoric acid.
- the non heat-stretched thread thus obtained was heat-stretched in the same manner as in Example 2, then provided with a 0.1 N solution of phosphoric acid in a mixture of methanol and water, dried at a temperature of 120 °C, and immediately heat-treated at a percentage relaxation of 2.5 in a heat-treating apparatus with an internal temperature of 265 °C.
- the thus obtained fiber exhibited a lower abrasion resistance (188) and poorer tensile strength and initial elastic modulus, than the fiber obtained in Example 2.
- the specimen was boiled in DMSO and then observed under an electron microscope in the same manner as in Example 2. It was confirmed that the remaining surface layer had a thickness of only 2 ⁇ m.
- the non heat-stretched fiber as obtained in Example 2 was measured to determine the maximum factor of stretching at a stretching rate of 8 m/min. in a hot air-heated bath with a length of 4 meters, an entrance temperature of 205 °C and an exit temperature of 260 °C.
- the resulting muximum factor was only 14.5.
- the specimen was heat-stretched by a factor of 13.1 corresponding to 90 % of the maximum factor of stretching, and then heat-treated in the same manner as in Example 2 to obtain PVA fiber.
- the properties of the fiber are set forth in Table 1.
- the fiber exhibited poorer tensile strength, initial elastic modulus and hot water resistance than that obtained in Example 2.
- a 12 wt.% DMSO solution of PVA with a polymerization degree of 5,100 was mixed with phosphoric acid in an amount of 0.24 % by weight based on PVA.
- the spinning solution thus obtained was then dry/wet-spun at a spinning draft of 2.0 into a methanol coagulating bath at a linear discharging rate of 8 m/min. through a spinneret provided with 232 stainless tubes having an inner diameter of 0.5 mm protruding 3 mm toward the discharging side with an air gap of 10 mm.
- the thus spun thread was then extracted with methanol to remove DMSO therefrom.
- the thread was provided with 0.5 % by weight of a catalyst solution which was obtained by mixing a lubricant containing, as a main component, polyoxyethylene oleyl ether with paratoluenesulfonic acid in such an amount that the concentration reaches 0.02 N, and then dried at a temperature of 90 °C to obtain a non heat-stretched thread.
- a catalyst solution which was obtained by mixing a lubricant containing, as a main component, polyoxyethylene oleyl ether with paratoluenesulfonic acid in such an amount that the concentration reaches 0.02 N, and then dried at a temperature of 90 °C to obtain a non heat-stretched thread.
- the non heat-stretched thread was stretched by a factor of 17.8 at a stretching rate of 30 m/min. in a hot air-heated bath with a length of 4 m, an entrance temperature of 205 °C and an exit temperature of 255 °C.
- the heat-stretched thread was heat-treated at a percentage relaxation of 3.5 for 5 seconds in a heat-treating apparatus having an internal temperature of 260 °C to obtain a fiber with a nominal fineness of 1,500 d/232 f.
- the fiber thus obtained exhibited excellent properties, i.e., tensile strength of 18.7 g/d, initial elastic modulus of 370 g/d, hot water resistance of 157 °C and abrasion resistance of 375.
- the specimen was also measured for solubility in DMSO at a temperature of 120 °C. Only 15.7 % of the specimen dissloved in DMSO, showing that the specimen exhibited an excellent resistance to DMSO.
- Boric acid was added to PVA with a polymerization degree of 5,100 in an amount of 2.1 % by weight based thereon to prepare an aqueous solution with a pH value of 4.2 as a spinning solution.
- the spinning solution thus obtained was then wet-spun into a coagulating bath containing 350 g/l of sodium sulfate and 40 g/l of caustic soda at a spinning draft of 0.25 through a spinneret provided with 500 nozzles.
- the thus spun thread was then stretched by a factor of 4.5 while being neutralized with a neutralizing bath containing 250 g/l of sodium sulfate and 30 g/l of sulfuric acid, washed with water, provided with 0.7 % by weight of a lubricant comprising, as a main component, polyoxyethylene lauryl amino ether, and then dried to obtain a non heat-stretched thread.
- a neutralizing bath containing 250 g/l of sodium sulfate and 30 g/l of sulfuric acid
- the non heat-stretched thread thus obtained was then heat-stretched by a factor of 4 at a stretching rate of 60 m/min. in a hot air-heated bath with a furnace length of 5 meters and an internal temperature of 245 °C. Immediately thereafter, the heat-stretched thread was heat-treated at a constant length in a heat-treating apparatus with an internal temperature of 250 °C.
- a 15 wt.% DMSO solution of PVA with a polymerization degree of 3,900 was mixed with phosphoric acid in an amount of 0.16 % by weight based on PVA.
- the spinning solution thus obtained was then dry/wet-spun into a methanol coagulating bath at a linear discharging rate of 6 m/min. at a spinning draft of 1.5 through a spinneret provided with 150 stainless tubes having an inner diameter of 0.35 mm with an air gap of 30 mm.
- the thus spun thread was then extracted with methanol in a countercurrent contact system solvent extracting apparatus to remove DMSO therefrom.
- the thread was provided with 0.1 % by weight of a catalyst solution obtained by mixing a lubricant containing, as a main component, polyoxyethylene oleyl ether with phosphoric acid in such an amount that the concentration reaches 0.4 N, and then dried at a temperature of 85 °C to obtain a non heat-stretched thread.
- a catalyst solution obtained by mixing a lubricant containing, as a main component, polyoxyethylene oleyl ether with phosphoric acid in such an amount that the concentration reaches 0.4 N, and then dried at a temperature of 85 °C to obtain a non heat-stretched thread.
- the non heat-stretched thread was stretched by a factor of 17.2 at a stretching rate of 60 m/min. in a hot air-heated bath having a length of 6 meters, an entrance temperature of 220 °C and an exit temperature of 260 °C.
- the heat-stretched thread was wound without being heat-treated to obtain a fiber with a nominal fineness of 1,200 d/150 f.
- the fiber thus obtained exhibited excellent properties, i.e., tensile strength of 18.8 g/d, initial elastic modulus of 330 g/d, hot water resistance of 155 °C and abrasion resistance of 370.
- a DMSO solution of PVA with a polymerization degree of 3,900 was prepared.
- the spinning solution thus obtained was dry/wet-spun into a methanol coagulating bath at a linear discharging rate of 6.0 m/min. through a spinneret provided with 232 stainless tubes protruding 3 mm toward the discharging side with an air gap of 20 mm.
- the thus spun thread was then extracted with methanol to remove DMSO therefrom.
- the thread was provided with 0.9 % by weight of a catalyst solution obtained by mixing a lubricant containing, as a main component, polyoxyethylene sorbitan trioleate with phosphoric acid in such an amount that the concentration reaches 0.5 N, and then dried at a temperature of 95 °C to obtain a non heat-stretched thread.
- a catalyst solution obtained by mixing a lubricant containing, as a main component, polyoxyethylene sorbitan trioleate with phosphoric acid in such an amount that the concentration reaches 0.5 N, and then dried at a temperature of 95 °C to obtain a non heat-stretched thread.
- the non heat-stretched thread was stretched by a factor of 16.5 at a stretching rate of 12 m/min. in a hot air-heated bath with a length of 4 meters, an entrance temperature of 205 °C and an exit temperature of 260 °C.
- the heat-stretchd thread was heat-treated at a constant length in a heat-treating apparatus with an internal temperature of 265 °C for 6 seconds to obtain a fiber with a nominal fineness of 1,500 d/232 f.
- the fiber thus obtained exhibited excellent properties, i.e., tensile strength of 15.7 g/d, initial elastic modulus of 334 g/d, hot water resistance of 153 °C and abrasion resistance of 218.
- a DMSO solution of PVA with a polymerization degree of 3,900 was prepared.
- the spinning solution thus obtained was dry/wet-spun into a methanol coagulating bath at a linear discharging rate of 5.0 m/min. through a spinneret provided with 232 stainless tubes protruding 3 mm toward the discharging side with an air gap of 30 mm.
- the thus spun thread was then extracted with methanol to remove DMSO therefrom.
- the thread was provided with 0.5 % by weight of a catalyst solution obtained by mixing a lubricant containing, as a main component, polyoxyethylene sorbitan trioleate with paratoluenesulfonic acid in such an amount that the concentration reaches 0.03 N, and then dried at a temperature of 85 °C to obtain a non heat-stretched thread.
- a catalyst solution obtained by mixing a lubricant containing, as a main component, polyoxyethylene sorbitan trioleate with paratoluenesulfonic acid in such an amount that the concentration reaches 0.03 N, and then dried at a temperature of 85 °C to obtain a non heat-stretched thread.
- the non heat-stretched thread was stretched by a factor of 17.4 at a stretching rate of 60 m/min. in a hot air-heated bath with a length of 6 meters, an entrance temperature of 215 °C and an exit temperature of 255 °C.
- the heat-stretched thread was heat-treated at a constant length in a heat-treating apparatus with an internal temperature of 265 °C for 6 seconds to obtain a fiber with a nominal fineness of 1,500 d/232 f.
- the fiber thus obtained exhibited excellent properties, i.e., tensile strength of 18.2 g/d, initial elastic modulus of 361 g/d, hot water resistance of 154 °C and abrasion resistance of 366.
- Boric acid was added to PVA with a polymerization degree of 3,900 in an amount of 1.9 % by weight based thereon to prepare an aqueous solution with a pH value of 4.2 as a spinning solution.
- the spinning solution thus obtained was then wet-spun into a coagulating bath containing 350 g/l of sodium sulfate and 40 g/l of caustic soda at a spinning draft of 0.30 through a spinneret provided with 500 nozzles.
- the thus spun thread was then stretched by a factor of 4.5 while being neutralized with a neutralizing bath containing 250 g/l of sodium sulfate and 30 g/l of sulfuric acid, washed with water, provided with 1.2 % by weight of a lubricant comprising as a main component polyoxyethylene lauryl amino ether and containing 0.02 N paratoluenesulfonic acid, and then dried to obtain a non heat-stretched thread.
- the non heat-stretched fiber was measured to determine the maximum factor of heat stretching at a stretching rate of 8 m/min. in a hot air-heated bath with a furnace length of 5 meters and an internal temperature of 245 °C. The resulting maximum factor was only 3.6. Then, the specimen was heat-stretched by a factor of 3.2, corresponding to 90 % of the maximum factor of heat stretching, and then immediately heat-treated in a heat-treating apparatus with an internal temperature of 250 °C at a constant length.
- the fiber thus obtained exhibited insufficient properties, i.e., tensile strength of 14.0 g/d, initial elastic modulus of 233 g/d, hot water resistance of 142 °C and abrasion resistance of 277.
- Boric acid was added to PVA with a polymerization degree of 3,900 in an amount of 1.9 % by weight based thereon to prepare an aqueous solution with a pH value of 4.2 as a spinning solution.
- the spinning solution thus obtained was then wet-spun into a coagulating bath containing 350 g/l of sodium sulfate and 40 g/l of caustic soda at a spinning draft of 0.30 through a spinneret provided with 500 nozzles.
- the thus spun thread was then stretched by a factor of 4.5 while being neutralized with a neutralizing bath containing 250 g/l of sodium sulfate and 30 g/l of sulfuric acid, washed with water, provided with a lubricant comprising as a main component polyoxyethylene lauryl amino ether, and then dried to obtain a non heat-stretched thread.
- the non heat-stretched fiber was heat-stretched by a factor of 4.0 at a stretching rate of 20 m/min. in a hot air-heated bath with a furnace length of 5 meters and an internal temperature of 245 °C; and, provided with a 0.5 N solution of phosphoric acid in a mixture of methanol and water, dried at a temperature of 120 °C, and immediately heated at a percentage relaxation of 2.5 in a heat-treating apparatus with an internal temperature of 265 °C.
- the fiber thus obtained exhibited insufficient properties, i.e., tensile strength of 14.5 g/d, initial elastic modulus of 264 g/d, hot water resistance of 148 °C and abrasion resistance of 192.
- the PVA fiber of the present invention is not only excellent in strength and initial elastic modulus but exhibits improved abrasion resistance and hot water resistance over PVA fibers of prior art.
- the PVA fibers of the present invention can be used in fishing net, shore net, rope, etc. as well as for reinforcement for rubber hose, conveyor belt, etc.
- PVA's can be used to produce PVA fibers with an excellent abrasion resistance and hot water resistance and a high strength and initial elastic modulus at a low cost and a good productivity.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Artificial Filaments (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP3023004A JPH04240207A (ja) | 1991-01-22 | 1991-01-22 | ポリビニルアルコール系繊維及びその製造法 |
| JP23004/91 | 1991-01-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0496376A2 true EP0496376A2 (de) | 1992-07-29 |
| EP0496376A3 EP0496376A3 (en) | 1993-04-28 |
Family
ID=12098357
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19920101005 Withdrawn EP0496376A3 (en) | 1991-01-22 | 1992-01-22 | Polyvinyl alcohol fiber and process for preparation thereof |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0496376A3 (de) |
| JP (1) | JPH04240207A (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0661392A1 (de) * | 1993-12-28 | 1995-07-05 | Unitika Ltd. | Verfahren zur Herstellung einer Spinnlösung von Polyvinylalkohol |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2927368B1 (de) * | 2012-11-30 | 2017-10-11 | Toray Industries, Inc. | Verfahren zur herstellung eines lederänlichen folienförmigen objekts |
| EP3848486A1 (de) * | 2020-01-09 | 2021-07-14 | Zhejiang Hongyu Medical Commodity Co. Ltd. | Verfahren zur herstellung von mikroporöser pva-faser |
| CN112095159B (zh) * | 2020-08-04 | 2022-09-16 | 东华大学 | 一种湿法纺丝的高强粗旦聚乙烯醇纤维及其制备方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62149909A (ja) * | 1985-12-17 | 1987-07-03 | Unitika Ltd | ポリビニルアルコ−ル繊維 |
| JPH02300308A (ja) * | 1989-05-15 | 1990-12-12 | Unitika Ltd | ポリビニルアルコール繊維及びその製造法 |
| JPH03287812A (ja) * | 1990-04-05 | 1991-12-18 | Unitika Ltd | 耐熱水性ポリビニルアルコール系繊維の製造法 |
| JPH04228610A (ja) * | 1990-10-18 | 1992-08-18 | Kuraray Co Ltd | ポリビニルアルコール系合成繊維及びその製造方法 |
-
1991
- 1991-01-22 JP JP3023004A patent/JPH04240207A/ja active Pending
-
1992
- 1992-01-22 EP EP19920101005 patent/EP0496376A3/en not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62149909A (ja) * | 1985-12-17 | 1987-07-03 | Unitika Ltd | ポリビニルアルコ−ル繊維 |
| JPH02300308A (ja) * | 1989-05-15 | 1990-12-12 | Unitika Ltd | ポリビニルアルコール繊維及びその製造法 |
| JPH03287812A (ja) * | 1990-04-05 | 1991-12-18 | Unitika Ltd | 耐熱水性ポリビニルアルコール系繊維の製造法 |
| JPH04228610A (ja) * | 1990-10-18 | 1992-08-18 | Kuraray Co Ltd | ポリビニルアルコール系合成繊維及びその製造方法 |
Non-Patent Citations (7)
| Title |
|---|
| CHEMICAL ABSTRACTS, vol. 109, no. 14, 3 October 1988, Columbus, Ohio, US; abstract no. 111997, MASAHARU MIZUNO ET AL. 'Abrasion-resistant synthetic fibers with high tensile strength.' page 77 ;column 1 ; * |
| CHEMICAL ABSTRACTS, vol. 117, no. 18, 2 November 1992, Columbus, Ohio, US; abstract no. 173315u, AKIO OOMORI ET AL. 'Manufacture of high-strength poly(vinyl alcohol) fibers with improved hot water resistance' page 88 ;column 1 ; * |
| DATABASE WPIL Section Ch, Week 8732, Derwent Publications Ltd., London, GB; Class A, AN 87-225049 & JP-A-62 149 909 (UNITIKA LTD) 3 July 1987 * |
| DATABASE WPIL Section Ch, Week 9105, Derwent Publications Ltd., London, GB; Class A, AN 91-032080 & JP-A-2 300 308 (UNITIKA LTD ET AL.) 12 December 1990 * |
| DATABASE WPIL Section Ch, Week 9206, Derwent Publications Ltd., London, GB; Class A, AN 92-044549 & JP-A-3 287 812 (UNITIKA LTD) 18 December 1991 * |
| DATABASE WPIL Section Ch, Week 9239, Derwent Publications Ltd., London, GB; Class A, AN 92-321112 & JP-A-4 228 610 (KURARAY CO., LTD.) 18 August 1992 * |
| PATENT ABSTRACTS OF JAPAN vol. 15, no. 488 (C-893)11 December 1991 & JP-A-32 13 510 ( UNITIKA LTD ) 18 September 1991 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0661392A1 (de) * | 1993-12-28 | 1995-07-05 | Unitika Ltd. | Verfahren zur Herstellung einer Spinnlösung von Polyvinylalkohol |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0496376A3 (en) | 1993-04-28 |
| JPH04240207A (ja) | 1992-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5455114A (en) | Water soluble polyvinyl alcohol-based fiber | |
| EP1769109B1 (de) | Verfahren zum entfernen von polyphosphorsäure von polybenzazolfilamenten | |
| EP0150513B1 (de) | Polyvinylalkoholfaser mit niedrigem Denier und hoher Festigkeit und Verfahren zur Herstellung derselben | |
| JP2569352B2 (ja) | 高強度水溶性ポリビニルアルコール系繊維およびその製造法 | |
| CN1081686C (zh) | 聚乙烯醇湿法交联纺丝工艺 | |
| US4883628A (en) | Method for preparing tenacity and modulus polyacrylonitrile fiber | |
| EP0496376A2 (de) | Polyvinylalkoholfasern und Verfahren zu ihrer Herstellung | |
| US5714101A (en) | Process of making polyketon yarn | |
| EP0144793B1 (de) | Polyacrylnitrilfaser mit hoher Festigkeit und hohem Modul und Verfahren zur Herstellung derselben | |
| JP4025742B2 (ja) | ポリビニールアルコール架橋繊維及びその製造方法 | |
| East et al. | 20—The Dry-Jet Wet-Spinning of an Acrylic-Fibre Yarn | |
| US3329754A (en) | Preparation of stereoregular polyvinyl alcohol shaped articles | |
| JPH09310230A (ja) | 分割型ポリエステル複合繊維の製造法 | |
| JP3541966B2 (ja) | ポリベンザゾール繊維不織布の製造方法 | |
| EP0327696A2 (de) | Wasserlösliche Polyvinylalkoholfaser mit hoher Festigkeit und Verfahren zur Herstellung derselben | |
| JP3423814B2 (ja) | 優れた耐熱水性を有する高強度,高初期弾性率ポリビニルアルコール系モノフィラメント糸の製造方法。 | |
| JP3703768B2 (ja) | 中空繊維の製造方法 | |
| JP2856837B2 (ja) | ポリビニルアルコール系繊維およびその製造法 | |
| JPH10158928A (ja) | 分割性アクリル系合成繊維及びその製造方法 | |
| JP2927304B2 (ja) | ポリビニルアルコール系合成繊維の製造法 | |
| JPH07305222A (ja) | ポリビニルアルコール系繊維の製造法 | |
| JPH02300308A (ja) | ポリビニルアルコール繊維及びその製造法 | |
| JPS636108A (ja) | ポリ(p−フエニレンテレフタルアミド)繊維の製造法 | |
| JPH02160910A (ja) | 高強力ポリビニルアルコール系合成繊維 | |
| JP2004256315A (ja) | セメント補強用ビニロン繊維 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE GB NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE GB NL |
|
| 17P | Request for examination filed |
Effective date: 19930707 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19950911 |