EP0481378A1 - Verfahren zur Herstellung eines besonders festen Stahlgurts - Google Patents
Verfahren zur Herstellung eines besonders festen Stahlgurts Download PDFInfo
- Publication number
- EP0481378A1 EP0481378A1 EP91117409A EP91117409A EP0481378A1 EP 0481378 A1 EP0481378 A1 EP 0481378A1 EP 91117409 A EP91117409 A EP 91117409A EP 91117409 A EP91117409 A EP 91117409A EP 0481378 A1 EP0481378 A1 EP 0481378A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- steel
- belt
- temperature
- strip
- point
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/14—Making other particular articles belts, e.g. machine-gun belts
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
Definitions
- the invention relates to a process for the production of a high strength stainless steel belt having a fine duplex structure of martensite and austenite and an excellent flatness.
- Stainless steel belts are widely used in various fields including, for example, continuous baking of cookies at high temperatures, freezing of foods at low temperatures, continuous pressing of ply wood and transportation of mechanical parts. Since high strength and excellent fatigue strength are required, steel species constituting such belts are generally selected from work hardened austenitic stainless steels, low carbon martensitic stainless steels and precipitation hardened stainless steels. Materials for such steel belts and processes for the production of such steel belts are disclosed in, for example, JP B 51-31085 and JP B 61-9903.
- the known processes generally comprise preparing a flat stainless steel strip by a process including a rolling step for shape rectification, welding ends of the flat strip or ends of a plate cut from said strip to provide an endless belt, and again flattening the surface of the endless belt under tension.
- a process for the production of a high strength steel belt having a duplex structure of austenite and martensite which comprises providing a cold rolled or cold rolled and annealed strip of a martensitic structure from low carbon martensitic stainless steel containing from 10 to 17 % by weight of Cr and having a carbon content of not exceeding 0.15 % by weight, connecting ends of the strip or ends of a plate cut from said strip to provide an endless belt, causing the endless belt to circularly move between rolls under tension and to repeatedly pass through a heating furnace where the belt is heated to a temperature within the range from (the As point of the steel + 30 °C.) to the Af point of the steel and not higher than 900 °C.
- the As point of the steel is a temperature of the steel of which temperature is being raised at which the transformation of martensite to austenite begins and the Af point of the steel is a temperature of the steel of which temperature is being raised at which the transformation of martensite to austenite is finished.
- an endless belt of a martensitic structure spanning rolls under an appropriate tension is caused to circularly move between the rolls, and during the circular movement the belt is caused to repeatedly pass through a heating furnace where it is heated to a temperature within the range from (the As point of the steel + 30 °C.) to the Af point of the steel and not higher than 900 °C.
- a part of the martensite is reveresed to austenite while the belt is under a longitudinal tension.
- the belt is effectively flattened as the reversion proceeds, even in cases wherein the belt is made of a steel strip prepared by a process without a step of rolling for shape rectification and wherein a step of flattening the endless belt by tension has been eliminated after the welding step.
- the reversed austenite grains are fine and so stable that they do not retransform to quenched martensite when cooled to ambient temperature.
- the steel belt produced by the process according to the invention has a fine duplex structure of martensite and reversed austenite. The fact that the reversed austenite does not retransform to quenched martensite upon cooling from the heating temperature leads to no strain due to quenching, indicating that the good flatness of the belt achieved in the heating furnace can be retained to ambient temperature.
- a high strength steel belt having a good shape can be easily produced by the process according to the invention wherein an endless belt of a substantially martencitic structure is concurrently flattened and transformed to a duplex structure by the heat treatment prescribed herein.
- the endless belt may be made of a steel strip prepared by a process without a step of rolling for shape rectification, although it may be made of a shape-rectified steel strip.
- the steel prior to the heat treatment has a substantially martensitic structure.
- the presence of a small amount, for example, up to 20 % by volume of ferrite or austenite is permissible.
- the basic concept of the invention is to produce a high strength steel belt excellent in flatness by forming a fine duplex structure of martensite and fine reversed austenite upon heating and maintaining the fine duplex structure to ambient temperature.
- the invention achieves a high strength by making the structure fine as known from the Hall-Petch'es formula, and realizes a tension annealed condition to ensure a good shape by causing the reversion to proceed while relaxing the flattening tension on the material passing through the heating furnace. Accordingly, it is essential to form a stable, fine duplex structure.
- the heat treatment temperature is substantially lower than (the As point of the steel + 30 °C.), the amount of the reversed austenite is insufficient, and if the heat treatment temperature is higher than 900 °C.or the Af point of the steel, no martensite is retained or the amount of the retained martensite becomes too small, and thus, the desired stable and fine duplex structure is not obtained.
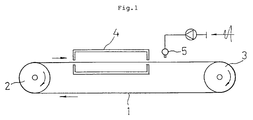
- Fig. 1 shows an example of a heat treatment installation which can be used in carrying out the process according to the invention.
- An endless belt 1 which is made from a martensitic stainless steel and spans rolls 2 and 3 is caused to circularly move between the rolls by driving one of them.
- a heat treating furnace 4 is provided so that the circularly moving endless belt 1 may repeatedly pass through the furnace 4.
- the furnace 4 may be provided on its belt exit side with an air jet nozzle 5 which may serves to cool the heat treated belt when desired. While the furnace 4 is conveniently heated electrically, it may be heated by fuel combustion as well.
- the atmosphere of the furnace may be air, but if oxidation of the belt should be avoided, reducing or inert gas may be used.
- the endless belt 1 may be prepared by cutting out a starting material plate having a required length from a martensitic steel strip, and welding ends of the plate. In some cases ends of the plate may connected by rivetting.
- a wide belt When a wide belt is desired, it may be prepared by longitudinally welding two or more starting plates side by side and welding ends of the so welded wide plate to make it endless.
- the martensitic steel strip from which the endless belt 1 is prepared may be one that has not been subjected to a rolling step for shape rectification.
- the endless belt 1 need not be mechanically shape rectified prior to the heat treatment according to the invention.
- the endless belt can be flattened by the heat treatment according to the invention.
- the endless belt 1 is hung between rolls 2 and 3 under an appropriate tension and caused to circularly move between the rolls.
- a suitable tension is 0.5 kgf/mm2 or higher when the heat treatment temperature used is relatively low (near the As point + 30 °C.). Whereas when the heat treatment temperature used is near the Af point a relatively low tension below 0.5 kgf/mm2 is preferred.
- the lower the heat treatment temperature the longer the heat treatment time, and the higher the heat treatment temperature the shorter the heat treatment time.
- the optimum tension and heat treatment time depend upon the particular composition of the steel and the particular heat treatment temperature, they should be selected so that a part of the martensite may be reversed to austenite to provide a fine duplex structure and the belt may be flattened during the heat treatment. These conditions can be determined by carrying out several experiments on the particular steel.
- the heat treatment of the endless belt under tension a desirably fine duplex structure is realized and by maintaining the fine duplex structure there can be produced a high strength steel belt excellent in shape, in which the weld zone and mother metal have substantially the same structure and flatness. Accordingly, upon the heat treatment it is essential to form a desirably stable and fine duplex structure. If the heat treatment temperature is substantially lower than (the As point of the steel + 30 °C.), the amount of the reversed austenite is insufficient, and the heat treatment temperature is higher than 900 °C.or the Af point of the steel, a large amount of austenite is formed, retaining no or an insufficient amount of martensite, and thus, the desired stable and fine duplex structure is not obtained. Accordingly, the heat treatment should be carried out at a temperature within the range from (the As point of the steel + 30 °C.) to the Af point of the steel and not higher than 900 °C.
- the steel used herein is substantially martensitic in the annealed condition.
- the structure of the endless belt prior to the heat treatment should be substantially martencitic.
- the endless belt can be prepared from an annealed steel strip which has been made martensitic in the final annealing step, a cold rolled steel strip prepared by finish cold rolling the above mentioned annealed steel strip, or a cold rolled strip in which strain induced martensite has been formed by cold rolling.
- the structure of the belt prior to the heat treatment need not be 100 % martencitic. The presence of a minor amount, for example, up to 20 % by volume, of ferrite or austenite is permissible. In any event, it is intended that the belt should have a tensile strength as high as the order of 100 kgf/mm2 or higher in the heat treated condition.
- the steel used herein is a low carbon martensitic stainless steel containing from 10 to 17 % by weight of Cr and having a carbon content of not exceeding 0.15 % by weight.
- Ni can also be a principal alloying element.
- the steel may contain other alloying elements normally contained in low carbon martensitic stainless steel.
- Typical alloying elements and contents thereof by weight are as follows:
- the steel used herein may contain Ti, Al, Nb, V, Zr, B and rare earth elements in an amount of 1.0 % or less in total, and unavoidable impurities.
- Ni eq Ni + Mn + Cu + Mo + 0.2Co + 0.5Cr + 0.3Si + 20(C + N) , in the case wherein the steel contains none of Ti, Al, Nb, V, Zr, B and rare earth elements
- Ni eq Ni + Mn + Cu + Mo + 0.2Co + 0.5Cr + 0.3 Si in the case wherein the steel contains any one of Ti, Al, Nb, V, Zr, B and rare earth elements.
- C is an austenite forming element and serves not only to effectively stabilize the reversed austenitic phase formed during the heat treatment according to the invention at a temperature within the range from (the As point of the steel + 30 °C.) to the Af point of the steel but also to effectively strengthen the martensite and reversed austenite phases.
- the presence of an excessive amount of C results in the formation of Cr carbide during the heat treatment step which Cr carbide may impair the corrosion resistance of the steel. Accordingly, the upper limit of C is set herein as 0.15 %.
- Cr is a basic alloying element of stainless steels, and at least 10.0 % of Cr is required to achieve a satisfactory corrosion resistance.
- Cr is a ferrite forming element, the presence of an excessive amount of Cr results in the formation of a quantity of ⁇ ferrite, and therefore, in the production of the starting strip, it is difficult to achieve a substantially martensitic phase after annealing and cooling to ambient temperature. Accordingly, the upper limit of Cr is set herein as 17.0 %.
- Ni is an austenite forming element and serves to effectively stabilize the reversed austenitic phase formed during the heat treatment according to the invention at a temperature within the range from (the As point of the steel + 30 °C.) to the Af point of the steel.
- the content of Ni is preferably 8.0 % or less.
- Si acts to broaden the temperature range between the As and Af points. This is advantageous in obtaining a stable duplex structure of austenite and martensite. Si further serves to effectively strengthen the martensitic and reversed austenitic phases formed in the heat treatment according to the invention. However, the production of a steel strip having an unduly high Si content is not easy. Accordingly, the content of Si is preferably 6.0 % or less.
- Mn is an austenite forming element and serves to effectively stabilize the reversed austenitic phase formed during the heat treatment according to the invention at a temperature within the range from (the As point of the steel + 30 °C.) to the Af point of the steel.
- the content of Mn is preferably 10.0 % or less.
- N is an austenite forming element as C is and serves not only to effectively stabilize the reversed austenitic phase formed during the heat treatment according to the invention at a temperature within the range from (the As point of the steel + 30 °C.) to the Af point of the steel but also to effectively strengthen the martensitic and reversed austenitic phases.
- the presence of an excessive amount of N results in the formation of blow holes in the production of such a high N steel by melting, and thus does not provide a sound ingot. Accordingly, the content of N is preferably 0.30 % or less.
- Mo serves not only to enhance the corrosion resistance of the steel but also to effectively strengthen the martensitic and reversed austenitic phases formed in the heat treatment according to the invention.
- Mo is a ferrite forming element, the presence of an excessive amount of Mo results in the formation of a quantity of ⁇ ferrite, and therefore, in the production of the strip, it is difficult to achieve a substantially martensitic phase after annealing and cooling to ambient temperature.
- the content of Mo is preferably 4.0 % or less.
- Cu is an austenite forming element as Ni is and effective in the formation of austenite during the heat treatment according to the invention.
- the presence of an excessive amount of Cu adversely affects the hot workability of the steel. Accordingly, the content of Cu is preferably 4.0 % or less.
- Co is an austenite forming element as Ni is and effective in the formation of austenite during the heat treatment according to the invention.
- the content of Co is preferably 4.0 % or less.
- Ti, Al, Nb, V and Zr are effective not only in maintaining the stable, fine and uniform duplex structure of martensite and reversed austenite but also in suppressing the formation of Cr carbide to maintain the corrosion resistance.
- the amounts of these elements are preferably 1.0 % or less in total.
- a high strength steel belt having excellent fatigue properties can be produced by reversing a part of martencite to fine austenite to form a fine duplex structure and maintaining the fine duplex structure. Accordingly, it is essential to form a stable fine duplex structure.
- the nickel equivalent, Ni eq of the steel is substantially below 8.0, the amount of austenite reversed during the heat treatment at a relatively low temperature within the range of between (the As point + 30 °C.) and the Af point is insufficient, and if Ni eq is substantially higher than 17.5, the amount of inverse formed austenite becomes excessively large, and thus, it becomes difficult to realize the desirably stable and fine duplex structure. Accordingly, amounts of alloying elements of the steel are preferably adjusted so that the nickel equivalent, Ni eq , of the steel may fall within the range between 8.0 and 17.5.
- Each steel having a composition indicated in Table 1 was prepared by melting, forged, hot rolled to a thickness of 6 mm, solution treated, pickled, cold rolled, annealed, and finish cold rolled to a thickness of 1 mm.
- cold rolling conditions used were willfully selected so that a cold rolled material having a bad shape might be obtained.
- Some of the finish cold rolled strips were annealed at a temperature of 1030 °C. and pickled.
- a starting material plate was cut from each strip so prepared, and ends of the plate were welded together by TIG welding to provide an endless belt having a width of 300 mm and a length of 5 m, which was subjected to the heat treatment according to the invention as described below.
- Table 1 indicates the As and Af transformation points of the steels tested as well. These transformation points were determined from inflection points of a temperature-electrical resistance curve obtained on each steel the temperature of which was being raised at a rate of 1 °C./min. in an electrical resistance measuring device.
- both the properties, flatness and high strength essential in a stainless steel belt can be concurrently achieved in the step of heat treatment after welding.
- a steel strip prepared by a process without a step of rolling for shape rectification or a plate cut from such a strip may be used as a starting material for the production of the steel belt, and that steps of flattening by tension before and after the welding step may be eliminated.
- the invention greatly contributes to saving process steps and enhancing production yields.
- the production of a wide steel belt including a step of longitudinally welding two or more starting material plates side by side can also be easily carried out by the process according to the invention.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2275422A JP3032273B2 (ja) | 1990-10-16 | 1990-10-16 | 高強度スチールベルトの製造方法 |
| JP275422/90 | 1990-10-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0481378A1 true EP0481378A1 (de) | 1992-04-22 |
| EP0481378B1 EP0481378B1 (de) | 1994-07-20 |
Family
ID=17555294
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91117409A Expired - Lifetime EP0481378B1 (de) | 1990-10-16 | 1991-10-11 | Verfahren zur Herstellung eines besonders festen Stahlgurts |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0481378B1 (de) |
| JP (1) | JP3032273B2 (de) |
| AT (1) | ATE108711T1 (de) |
| DE (1) | DE69102969T2 (de) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999019109A1 (de) * | 1997-10-14 | 1999-04-22 | Berndorf Band Ges.Mbh & Co. Kg | Endloses stahlband für doppelbandpressen und verfahren zur herstellung desselben |
| DE10025808A1 (de) * | 2000-05-24 | 2001-11-29 | Alstom Power Nv | Martensitisch-härtbarer Vergütungsstahl mit verbesserter Warmfestigkeit und Duktilität |
| DE10152293B4 (de) * | 2001-10-23 | 2004-04-08 | Stahlwerk Ergste Westig Gmbh | Verwendung einer Chrom-Stahllegierung |
| EP1449933A1 (de) * | 1999-10-04 | 2004-08-25 | Hitachi Metals, Ltd. | Treibriemen |
| DE102008005803A1 (de) * | 2008-01-17 | 2009-07-23 | Technische Universität Bergakademie Freiberg | Bauteil aus höher kohlnstoffhaltigem austenitischem Stahlformguss, Verfahren zu deren Herstellung und deren Verwendung |
| WO2011037759A3 (en) * | 2009-09-24 | 2011-09-01 | Ati Properties, Inc. | Processes for reducing flatness deviations in alloy articles |
| CZ305966B6 (cs) * | 2010-05-14 | 2016-05-25 | Kirchhoff Automotive Deutschland Gmbh | Způsob k výrobě tvarové součásti a její použití |
| CN109277426A (zh) * | 2018-10-26 | 2019-01-29 | 山西太钢不锈钢精密带钢有限公司 | 不锈钢箔蚀刻产品的生产方法 |
| CN111945113A (zh) * | 2019-05-15 | 2020-11-17 | 宝山钢铁股份有限公司 | 一种带镀层钢卷的生产方法及其涂镀机组 |
| CN112974532A (zh) * | 2021-02-05 | 2021-06-18 | 山西太钢不锈钢股份有限公司 | 一种超高氮奥氏体不锈钢热连轧卷板的轧制方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3416260A1 (de) * | 1983-05-04 | 1984-11-08 | Volvo Car B.V., Helmond | Verfahren zum herstellen eines endlosen stahlbandes |
| DE3628862A1 (de) * | 1985-08-27 | 1987-03-12 | Nisshin Steel Co Ltd | Verfahren zur herstellung von stahl |
-
1990
- 1990-10-16 JP JP2275422A patent/JP3032273B2/ja not_active Expired - Lifetime
-
1991
- 1991-10-11 AT AT91117409T patent/ATE108711T1/de not_active IP Right Cessation
- 1991-10-11 EP EP91117409A patent/EP0481378B1/de not_active Expired - Lifetime
- 1991-10-11 DE DE69102969T patent/DE69102969T2/de not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3416260A1 (de) * | 1983-05-04 | 1984-11-08 | Volvo Car B.V., Helmond | Verfahren zum herstellen eines endlosen stahlbandes |
| DE3628862A1 (de) * | 1985-08-27 | 1987-03-12 | Nisshin Steel Co Ltd | Verfahren zur herstellung von stahl |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN, unexamined applications, M field, vol. 11, no. 128, April 22, 1987 THE PATENT OFFICE JAPANESE GOVERNMENT page 77 M 583 * |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999019109A1 (de) * | 1997-10-14 | 1999-04-22 | Berndorf Band Ges.Mbh & Co. Kg | Endloses stahlband für doppelbandpressen und verfahren zur herstellung desselben |
| AT408088B (de) * | 1997-10-14 | 2001-08-27 | Berndorf Band Ges M B H & Co K | Endloses stahlband und verfahren zur herstellung desselben |
| US6436553B1 (en) | 1997-10-14 | 2002-08-20 | Berndorf Band Gesmbh | Continuous steel strip for twin presses and method for producing the same |
| EP1449933A1 (de) * | 1999-10-04 | 2004-08-25 | Hitachi Metals, Ltd. | Treibriemen |
| DE10025808A1 (de) * | 2000-05-24 | 2001-11-29 | Alstom Power Nv | Martensitisch-härtbarer Vergütungsstahl mit verbesserter Warmfestigkeit und Duktilität |
| US6464804B2 (en) | 2000-05-24 | 2002-10-15 | Alstom (Switzerland) Ltd | Martensitic-hardenable heat-treated steel with improved resistance to heat and ductility |
| DE10152293B4 (de) * | 2001-10-23 | 2004-04-08 | Stahlwerk Ergste Westig Gmbh | Verwendung einer Chrom-Stahllegierung |
| DE102008005803A1 (de) * | 2008-01-17 | 2009-07-23 | Technische Universität Bergakademie Freiberg | Bauteil aus höher kohlnstoffhaltigem austenitischem Stahlformguss, Verfahren zu deren Herstellung und deren Verwendung |
| WO2011037759A3 (en) * | 2009-09-24 | 2011-09-01 | Ati Properties, Inc. | Processes for reducing flatness deviations in alloy articles |
| AU2010298597B2 (en) * | 2009-09-24 | 2015-05-07 | Ati Properties, Inc. | Processes for reducing flatness deviations in alloy articles |
| RU2552804C2 (ru) * | 2009-09-24 | 2015-06-10 | ЭйТиАй ПРОПЕРТИЗ, ИНК. | Способы для уменьшения нарушений плоскостности в изделиях из сплавов |
| TWI495731B (zh) * | 2009-09-24 | 2015-08-11 | Ati Properties Inc | 用來減少在合金物件中平坦度偏差之方法 |
| US9822422B2 (en) | 2009-09-24 | 2017-11-21 | Ati Properties Llc | Processes for reducing flatness deviations in alloy articles |
| US10260120B2 (en) | 2009-09-24 | 2019-04-16 | Ati Properties Llc | Processes for reducing flatness deviations in alloy articles |
| CZ305966B6 (cs) * | 2010-05-14 | 2016-05-25 | Kirchhoff Automotive Deutschland Gmbh | Způsob k výrobě tvarové součásti a její použití |
| CN109277426A (zh) * | 2018-10-26 | 2019-01-29 | 山西太钢不锈钢精密带钢有限公司 | 不锈钢箔蚀刻产品的生产方法 |
| CN111945113A (zh) * | 2019-05-15 | 2020-11-17 | 宝山钢铁股份有限公司 | 一种带镀层钢卷的生产方法及其涂镀机组 |
| CN112974532A (zh) * | 2021-02-05 | 2021-06-18 | 山西太钢不锈钢股份有限公司 | 一种超高氮奥氏体不锈钢热连轧卷板的轧制方法 |
| CN112974532B (zh) * | 2021-02-05 | 2023-01-31 | 山西太钢不锈钢股份有限公司 | 一种超高氮奥氏体不锈钢热连轧卷板的轧制方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69102969T2 (de) | 1995-03-16 |
| EP0481378B1 (de) | 1994-07-20 |
| ATE108711T1 (de) | 1994-08-15 |
| JP3032273B2 (ja) | 2000-04-10 |
| JPH04154920A (ja) | 1992-05-27 |
| DE69102969D1 (de) | 1994-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR900006605B1 (ko) | 가공성이 우수하고 용접 연화가 없는 고강도 스테인레스 강재의 제조 방법 | |
| EP0481377B1 (de) | Verfahren zur Herstellung von hochfesten Bändern aus rostfreiem Stahl | |
| CA2461831C (en) | Hot-rolled steel strip for high strength electric resistance welding pipe and manufacturing method thereof | |
| US8337643B2 (en) | Hot rolled dual phase steel sheet | |
| EP1288316B1 (de) | Verfahren zum Herstellen von nahtlosen Rohren aus hochfester, hochzäher, martensitischer Rostfreistahl | |
| KR950013187B1 (ko) | 면내 이방성을 감소시킨 고연성, 고강도의 복상조직 크롬 스테인레스강 스트립의 제조방법 | |
| EP3653736A1 (de) | Warmgewalztes stahlband und herstellungsverfahren | |
| EP0481378B1 (de) | Verfahren zur Herstellung eines besonders festen Stahlgurts | |
| US4316753A (en) | Method for producing low alloy hot rolled steel strip or sheet having high tensile strength, low yield ratio and excellent total elongation | |
| KR960014515B1 (ko) | 구멍확장특성이 뛰어난 고장력강판 및 그 제조방법 | |
| US5269856A (en) | Process for producing high strength endless steel belt having a duplex structure of austenite and martesite | |
| EP0322463B1 (de) | Durch wärmrbehandlung härtbares warmgewalztes stahlfeinblech mit ausgezeichneter kaltverformbarkeit und verfahren zu seiner herstellung | |
| JPH01184226A (ja) | 高延性高強度複合組織鋼板の製造法 | |
| EP0501605B1 (de) | Galvanisierter Stahl mit niedrigem Verhältnis der Elastizitätsgrenze zur Bruchfestigkeit und Verfahren zur Herstellung | |
| JPH01272720A (ja) | 高延性高強度複合組織鋼板の製造法 | |
| EP0141661B1 (de) | Bearbeitungshärtungsfähiger im wesentlichen austenitischer rostfreier Stahl | |
| EP0492623B1 (de) | Verfahren zum Herstellen eines hochfesten, elektrowiderstands- geschweissten Stahlrohres | |
| JP2826819B2 (ja) | 加工性に優れ溶接軟化のない高強度ステンレス鋼材の製造方法 | |
| JPH0665645A (ja) | 高延性熱延高張力鋼板の製造方法 | |
| JP2734842B2 (ja) | 高加工性熱延高張力鋼板とその製造方法 | |
| CN114729436A (zh) | 具有提高的屈强比的奥氏体不锈钢及其制造方法 | |
| JP3543200B2 (ja) | メタルソー基板用鋼板の製造方法 | |
| JP4265583B2 (ja) | 焼入れ後の靭性に優れる冷延鋼板およびその製造方法 | |
| JP3779811B2 (ja) | 加工性に優れた電縫鋼管とその製造方法 | |
| EP1031632A2 (de) | Verfahren zum Herstellen von Stahl mit ultrafeinem Korngefüge |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE SE |
|
| 17P | Request for examination filed |
Effective date: 19921016 |
|
| 17Q | First examination report despatched |
Effective date: 19930902 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE SE |
|
| REF | Corresponds to: |
Ref document number: 108711 Country of ref document: AT Date of ref document: 19940815 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 69102969 Country of ref document: DE Date of ref document: 19940825 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 91117409.2 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19991007 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19991008 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19991013 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001011 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 20001030 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 91117409.2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010703 |