EP0467729A1 - Procédé et machine d'emballage de la face latérale et d'une face d'extrémité d'une charge - Google Patents
Procédé et machine d'emballage de la face latérale et d'une face d'extrémité d'une charge Download PDFInfo
- Publication number
- EP0467729A1 EP0467729A1 EP91401689A EP91401689A EP0467729A1 EP 0467729 A1 EP0467729 A1 EP 0467729A1 EP 91401689 A EP91401689 A EP 91401689A EP 91401689 A EP91401689 A EP 91401689A EP 0467729 A1 EP0467729 A1 EP 0467729A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- axis
- load
- face
- reel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/04—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material the articles being rotated
- B65B11/045—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material the articles being rotated by rotating platforms supporting the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/02—Wrapping articles or quantities of material, without changing their position during the wrapping operation, e.g. in moulds with hinged folders
- B65B11/025—Wrapping articles or quantities of material, without changing their position during the wrapping operation, e.g. in moulds with hinged folders by webs revolving around stationary articles
Definitions
- the invention relates to a method and a machine for packaging the side face and an end face of a load.
- the film used is heat-shrinkable or stretchable.
- the load is fixed or moved pivotally around its vertical axis or horizontally sliding parallel to its length.
- the packaging is produced in the form of a straight wrapping or, the more often, helical and concerns the lateral face of the load (generally vertical).
- the cylindrical lateral face and the two circular end faces are covered with a reel of paper of generally cylindrical shape by wrapping the reel of film remaining in a generally fixed location and the reel of paper being doubly displaced by pivoting around a vertical axis and around its axis of revolution, horizontal.
- this technique is linked to the cylindrical shape of the load and cannot be transposed and applied to a load such as a palletized load.
- the end faces receive as many film layers as axial film layers on the cylindrical side face, which is generally excessive and has drawbacks.
- the aim is to improve the cohesive force applied by the film to the palletized load and, to this end, the film strip is applied to the tops of the load.
- a machine for depositing a strip of film on two opposite vertical faces and the upper and lower horizontal faces of the palletized load.
- this machine is not suitable for depositing film on the four vertical side faces, except excessive consumption of film, excess thickness on the end faces and questionable sealing on the vertical side faces.
- this technique necessarily involves covering the lower horizontal face which may not be desired or possible.
- the invention therefore aims to solve the problem of covering at least one end face of a load with a packaging film when the lateral face of the load is also covered with packaging film by the banding technique. .
- the invention offers many advantages: the same film can be used both for covering the lateral face and one or two end faces and this without discontinuity. The cohesive force of the load, its protection and its tightness are improved. The technical qualities of the film can be implemented for both the lateral face and the end face (s). The simultaneous overlapping of the lateral and end faces is obtained without annoying excess thicknesses, without excessive multiplication of superimposed film layers.
- the machine according to the invention essentially comprises the means used for wrapping with, in addition, only the second relative pivoting used for covering the end face. The operating rate of such a machine is high, the machine moreover being simultaneously simple and reliable.
- the invention is more particularly applicable to a palletized load with which the vertical lateral face and at least one of the two horizontal end faces and more especially the upper end face, but also, optionally, the face of lower end, partially, in the vicinity of the lateral face.
- the invention makes it possible to ensure or reinforce the connection between the palletized load and the pallet or to reinforce the false pallet.
- the invention is also applicable to a long load arranged horizontally. The invention also offers the advantage of being applicable as it is but with loads of different dimensions.
- a strip of film is used, the width of which is at least equal to half of the largest dimension of the end face to be covered so as to allow total covering. of the end face to be covered by several layers of film.
- the relative pivoting movement is carried out around the second pivot axis of the order of a quarter to three quarters of a turn.
- the relative pivoting movement is carried out around the first pivot axis without substantial stopping between the covering of the lateral face and that of the end face to be covered.
- a relative sliding movement is carried out of the axis of the film reel and of the load in a general direction parallel to the first pivot axis.
- the relative pivoting movement is carried out around the second pivot axis when the film reel has been brought into a general position away from the side face and from the end face to be covered and the film strip leaves the side face at vicinity of the end face to be covered.
- a relative sliding movement is made of the axis of the film reel and of the load in a general direction parallel to the first pivot axis.
- several passes are made to cover the end face to be covered so that the film strip is arranged in several overlapping, crossed layers.
- a film strip is used, the width of which is a fraction of the distance separating the two end faces of the load. At least one helical wrapping of the lateral face is carried out.
- This wrapping is with contiguous turns or overlapping.
- the end face is preferably covered between two helical wrapping in opposite directions. Alternatively, the two end faces of the load are covered.
- stretch film is used and in a second embodiment of heat-shrinkable film.
- stretch film the film strip is stretched between the load and the film reel or by pre-stretching before its application to the load. The film strip is also stretched when covering an end face to be covered.
- a load having a lateral face extending in a generally vertical direction and end faces extending in a generally horizontal direction.
- the first relative pivot axis is then of generally vertical direction and the second relative pivot axis of generally horizontal direction.
- the load is pivotally driven about its vertical axis, the axis of the film reel being displaced in displacement around a horizontal axis intersecting or close to the pivot axis of the load and , possibly, sliding in a generally vertical direction.
- the load is fixed, the axis of the film reel being pivoted about the vertical axis of the load, pivoting around a horizontal axis intersecting or close to the axis of the load and possibly sliding in a general vertical direction.
- a load having a lateral face extending in a generally horizontal direction and end faces extending in a generally vertical direction, the first relative pivot axis being of general direction horizontal and the second relative pivot axis being of general direction substantially orthogonal to a horizontal axis.
- the latter further comprises third means for ensuring a relative sliding movement of the axis of the film reel and means for supporting the load in a general direction parallel to the first pivot axis, the control means acting on the third sliding means to coordinate their operation with that of the first and second relative pivoting means.
- the machine can also further comprise means for gripping an initial end portion of the film strip; means for securing an end end portion of film strip on film already deposited or on the load; and means for cross-cutting the film strip.
- the second relative pivoting means provide relative locking in at least two operating positions. These are angularly spaced from each other by about a quarter to three quarters of a turn.
- the load support means comprise a horizontal general direction table;
- the means for supporting a film reel comprise at least one mast of general vertical direction and a film reel support carriage carried directly or indirectly by the mast, mounted to slide vertically and pivot about a horizontal axis orthogonal to the axis of the film reel.
- the table is mounted to pivot around an axis of generally vertical direction and the mast is fixed.
- the carriage is arranged to describe a double movement of vertical sliding and rotation along a ring surrounding the table.
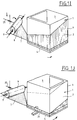
- FIGS. 1A to 1J a palletized load 1 is shown limited by a lateral face 2 closed on itself and two faces of horizontal ends respectively upper 3 and lower 4.
- a load has an axis general vertical 5.
- the lateral face 2 comprises four panels 2a, 2b, 2c, 2d situated in vertical planes two by two perpendicular to each other defining four vertical edges 6 parallel to the axis 5.
- the method and the machine according to the invention are also applicable to other types of loads, in particular extending longitudinally in the horizontal direction.
- the palletized load 1 is packaged by means of a plastic film 7 coming from a film reel 8 of axis 9.
- the film 7 covers the lateral face 2 and the upper horizontal face 3.
- the invention is also applicable to cases where the film 7 covers other faces of the load 1 or covers the faces differently.
- the method uses a packaging machine (FIG. 2) which comprises means 10 for supporting the load 1; means 11 for supporting the film reel 8 and first means for ensuring relative pivoting movement of the axis 9 of the film reel and means 10 for supporting the load around a first pivot axis having a direction general parallel to the axis of the film reel.
- a packaging machine FIG. 2 which comprises means 10 for supporting the load 1; means 11 for supporting the film reel 8 and first means for ensuring relative pivoting movement of the axis 9 of the film reel and means 10 for supporting the load around a first pivot axis having a direction general parallel to the axis of the film reel.
- the support means 10 comprise a table with a vertical axis 5.
- the means 11 comprise a vertical mast 13, placed next to the table 10 on a support forming the sole 14.
- On the mast 13 is slidably mounted vertically, by means of sliding members 15, a carriage 16 supporting the reel 8.
- the invention is also applicable to other types of machine, in particular those with a fixed table and film reel with an axis rotating around the table, or even those comprising a horizontal conveyor carrying a load. extended horizontally in the longitudinal direction, the film reel being of horizontal axis and surrounding this conveyor.
- the film 7 has a width which is a fraction of the distance between the two end faces 3 and 4 while being at least equal to half of the largest dimension of the face end to be covered.
- the width of the film strip is of the order of half the diagonal of the upper horizontal face 3 ( Figure 2).
- the film used is a stretch film which is stretched before being applied to the load using a pre-stretching device 17 carried by the carriage 16.
- This pre-stretching device 17 may include one or more rollers on which the film 7 passes so that the film is unwound downstream at a speed greater than the speed upstream.
- an initial end portion 18 of the film strip 7 is associated with the lateral face 2 of the load by means, for example, of a holding clamp 19 carried by or in the vicinity of the table. 10. This association occurs in the vicinity of the lower horizontal face 4 opposite the upper horizontal face 3 to be covered. In this situation and in the embodiment envisaged, the axis 9 of the film reel 8 is placed horizontally, the film 7 deposited on the load being, consequently, of reduced width.
- the table 10, therefore the palletized load 1 is pivoted around the axes 5, 12 in the direction of the arrows R, which allows the wrapping.
- the axis 9 of the film reel 8 is pivoted by a quarter turn so that the axis 9 is then placed vertically, the film 7 being applied flat and over its entire width on the face.
- lateral 2 Regarding of a helical wrapping of the lateral face 2 with the film 7, with turns coming into overlap, the film reel 8 is made to slide along its axis 9 upwards and the upper horizontal face 3. In this situation, the film reel 8 is therefore moved parallel to the first axis 12.
- FIG. 1B the table 10, therefore the palletized load 1 is pivoted around the axes 5, 12 in the direction of the arrows R, which allows the wrapping.
- the axis 9 of the film reel 8 is pivoted by a quarter turn so that the axis 9 is then placed vertically, the film 7 being applied flat and over its entire width on the face.
- lateral 2 Regarding of a helical
- At least one revolution of the palletized load 1 is carried out so that the longitudinal edge of the film strip 7 overlaps the upper horizontal face 3 in the immediate vicinity of the side 2.
- the same film 7 as that, coming from the reel 8, intended for packaging the lateral face 2, is deposited on the end face 3.
- At least one pass is made in which (FIG. 1D) a relative pivoting movement of the axis 9 of the film reel 8 and of the load around a second pivot axis 20 having a general direction orthogonal to the first pivot axis 12 and to the axis 9.
- the film reel 8 is then brought into a general position close to the end face 3 to be covered . And, in this situation, the relative pivoting movement is carried out around the first axis 12.
- FIG. 1D This sequence is clearly visible in FIG. 1D in which it can be seen that, with respect to the previous step illustrated in FIG. 1C, the film reel 8 being in the general situation obtained in step 1C, there is a pivoting of the film reel 8 of the order of a quarter turn but which can go up to three quarter turns, the axis 9 being brought horizontally.
- the film 7 then takes a general configuration at an angle or twisted between a vertical edge 6 of the lateral face 2 and the film reel 8. In this configuration, the film 7 passes over the end face 3 to be covered, optionally is applied to part of it.
- FIG. 1E It is then possible (FIG. 1E) to pivot the axis 9 of the film reel 8 around the second pivot axis 20 until the axis 9 is brought vertically, the film reel 8 being substantially in the same relative position, in height, with respect to the load 1 as in the step illustrated in FIG. 1C.
- the film 7 was applied to the upper horizontal end face 3 to be covered.
- FIGS. 1G and 1H several passes are illustrated making it possible to cover the end face 3 with the film strip 7, the latter being arranged in several overlapping, crossed layers.
- the invention is also applicable to the case where the load has a horizontal longitudinal direction, the film reel 8 rotating around this load, in a vertical plane transverse to the direction of longitudinal advancement of the load.
- the end faces extend in a generally vertical direction
- the first relative pivot axis is in a generally horizontal direction
- the second relative pivot axis is in a general direction substantially orthogonal to a horizontal axis.
- the machine comprises second means 22 for ensuring a relative pivoting movement of the axis 9 of the film reel 8 and means 10 for supporting the load around the second pivot axis 20.
- the machine also comprises control means acting on the first and second means for ensuring the two relative pivoting movements in order to coordinate their operation so as to allow the steps of the method described above.
- the machine also comprises third means for ensuring a relative movement of sliding of the axis 9 of the film reel 8 and means 10 for supporting the load in one direction general parallel to the first axis 12.
- These third means comprise the sliding member 15.
- the control means also act on these third sliding means to coordinate their operation with that of the first and second relative pivoting means.
- the machine further comprises means 19 for gripping an initial free end portion 18 of film strip 7; means for securing an end end portion of this strip of film on film already deposited on the load or on the load itself as well as means for cross-cutting the film strip. These different means can be carried by the same clamp 19.
- the second means 22 ensure the relative locking of the axis 9 in at least two operating positions angularly separated from each other by about a quarter or up to three quarters of a turn.
- FIG. 3 a carriage 16 in two parts: the part 16a functions as a carriage proper while the part 16b functions as a film reel holder.
- the two parts 16a, 16b are associated with each other by pivoting around the second pivot axis 20.
- a pin 23 fixed to a side flange 24 of the spool holder 16b passes through and is pivoted by bearings 25 of the side flanges 26 of the carriage itself 16a.
- On the part of the pin 23 located between the two cheeks 26 is wedged a pinion 27 on which meshes a pinion 28 driven by a connecting rod-crank movement 29 itself driven by a motor 30 fixed to the cheeks 26.
- a pre-stretching device 17 of motorized type by a motor 31 the latter is also fixed to the cheeks 26 and comes to drive via a toothed belt 32 or equivalent an axis 33 coaxial with the pin 23, protruding from the cheek 26 and going up to the film reel holder 16b at its end portion 34 opposite the carriage 16a, the axis 33 supports toothed pulleys or equivalent or gears which are gui via drive means 35 and an angle gear 36 allows '' drive the pre-stretching device 17.
Abstract
Description
- L'invention concerne un procédé et une machine d'emballage de la face latérale et d'une face d'extrémité d'une charge.
- On connait déjà un procédé d'emballage d'une charge limitée par une face latérale fermée sur elle-même et deux faces d'extrémité au moyen de film en matière plastique dans lequel :
- on associe une partie extrême initiale d'une bande de film provenant d'une bobine de film à la face latérale de la charge ;
- on effectue un mouvement relatif de pivotement de l'axe de la bobine de film et de la charge autour d'un premier axe de pivotement ayant une direction générale parallèle à la face latérale et on dépose progressivement la bande de film sur cette face latérale ;
- on dépose du film sur au moins une face d'extrémité à recouvrir ;
- on coupe la bande de film et on solidarise la partie extrême terminale de celle-ci au film déposé ou à la charge.
- On connait également une machine permettant de mettre en oeuvre ce procédé comprenant :
- . des moyens support de la charge ;
- . des moyens support d'une bobine de bande de film ;
- . des premiers moyens pour assurer un mouvement relatif de pivotement de l'axe de la bobine de film et des moyens support de la charge autour d'un premier axe de pivotement ayant une direction générale parallèle à l'axe de la bobine de film.
- Ce procédé et cette machine peuvent faire l'objet d'un certain nombre de variantes. Par exemple le film utilisé est thermo-rétractable ou étirable. La charge est fixe ou déplacée à pivotement autour de son axe vertical ou à coulissement horizontal parallèlement à sa longueur.
- On peut se référer aux documents suivants : US-A-4 255 918, US-A-4 271 657, US-A-4 336 679, US-A-4 387 548, US-A-4 387 552, US-A-4 418 510, US-A-4 050 221, US-A-4 302 920, FR-A-2 417 167, EP-A-0 110 751, FR-A-2 535 297, FR-A-2 572 359, EP-A-0 180 517, FR-A-2 281 275.
- Dans le cas où la charge est une charge palettisée de forme générale parallélépipédique (ou du type "sans palette" car la charge est elle-même organisée pour former support) l'emballage est réalisé sous la forme d'un banderolage droit ou, le plus souvent, hélicoidal et concerne la face latérale de la charge (de direction générale verticale). Lorsque l'on souhaite recouvrir également la face horizontale supérieure de la charge on est alors contraint, par une opération distincte et en mettant en oeuvre un dispositif distinct, de déposer une feuille dite de toit. Cela est donc complexe.
- Selon le document EP-A-0 229 736 on recouvre la face latérale cylindrique et les deux faces d'extrémité circulaires d'une bobine de papier de forme générale cylindrigue par banderolage la bobine de film restant dans un emplacement général fixe et la bobine de papier étant doublement déplacée à pivotement autour d'un axe vertical et autour de son axe de révolution, horizontal. Mais cette technique est liée à la forme cylindrique de la charge et ne peut être transposée et appliquée à une charge telle qu'une charge palettisée. De plus, les faces d'extrémité reçoivent autant de couches de film que de couches de film axiales sur la face latérale cylindrique, ce qui est généralement excessif et présente des inconvénients.
- Selon le document FR-A-2 505 775 on vise à améliorer la force de cohésion appliquée par le film sur la charge palettisée et, à cet effet, on applique la bande de film sur des sommets de la charge. Il s'ensuit une sorte de "triangulation" de la charge avec la bande de film. Toutefois, celle-ci est insusceptible, en l'état, de permettre un emballage de la charge avec recouvrement total de ses faces latérale verticale et supérieure horizontale.
- On connait aussi une machine destinée à déposer une bande de film sur deux faces verticales opposées et les faces horizontales supérieure et inférieure de la charge palettisée. Mais cette machine n'est pas adaptée au dépôt de film sur les quatre faces latérales verticales, sauf consommation excessive de film, surépaisseur sur les faces d'extrémité et étanchéité douteuse sur les faces latérales verticales. De plus, cette technique implique, nécessairement, le recouvrement de la face horizontale inférieure ce qui peut ne pas être souhaité ou possible.
- Pour déposer du film à la fois sur les faces latérales verticales et horizontales supérieures d'une charge palettisée, on connait enfin la technique du houssage. Toutefois, cette technique est généralement plus complexe à mettre en oeuvre que celle du banderolage.
- Dans le cas de machines d'emballage de charges palettisées par banderolage hélicoidal du film sur ses faces latérales verticales on connait également des variantes dans lesquelles on associe à la machine un dispositif distinct de dépose d'une feuille de toit. La machine qui résulte de cette association est cependant particulièrement complexe avec les inconvénients inhérents.
- L'invention vise donc à résoudre le problème du recouvrement d'au moins une face d'extrémité d'une charge avec un film d'emballage lorsque la face latérale de la charge est également recouverte de film d'emballage par la technique du banderolage.
- A cet effet, l'invention propose, selon un premier aspect, un procédé d'emballage d'une charge limitée par une face latérale fermée sur elle-même et deux faces d'extrémité, au moyen de film en matière plastique dans lequel:
- on associe une partie extrême initiale d'une bande de film provenant d'une bobine de film à la face latérale de la charge ;
- on effectue un mouvement relatif de pivotement de l'axe de la bobine de film et de la charge autour d'un premier axe de pivotement ayant une direction générale parallèle à la face latérale et on dépose progressivement de la bande de film sur cette face latérale ;
- on dépose du film sur au moins une face d'extrémité à recouvrir ;
- on coupe la bande de film et on solidarise la partie extrême terminale de celle-ci au film déposé ou à la charge, caractérisé en ce qu'on dépose sur la face d'extrémité à recouvrir du film provenant de la bobine de film et, à cet effet, on réalise au moins une passe dans laquelle :
- on effectue un mouvement relatif de pivotement de l'axe de la bobine de film et de la charge autour d'un second axe de pivotement ayant une direction générale orthogonale au premier axe de pivotement et à l'axe de la bobine de film ;
- on amène la bobine de film dans une position générale proche de la face d'extrémité à recouvrir ou de son prolongement ;
- et, dans cette situation, on effectue le mouvement relatif de pivotement autour du premier axe de pivotement.
- Selon un second aspect, l'invention propose une machine d'emballage d'une charge au moyen de film en matière plastique, comprenant :
- des moyens support de la charge ;
- des moyens support d'une bobine de bande de film ;
- des premiers moyens pour assurer un mouvement relatif de pivotement de l'axe de la bobine de film et des moyens support de la charge autour d'un premier axe de pivotement ayant une direction générale parallèle à l'axe de la bobine de film ;
- caractérisée en ce qu'elle comprend, en outre :
- des seconds moyens pour assurer un mouvement relatif de pivotement de l'axe de la bobine de film et des moyens support de la charge autour d'un second axe de pivotement ayant une direction générale orthogonale au premier axe de pivotement et à l'axe de la bobine de film ;
- et des moyens de commande agissant sur les premiers et seconds moyens pour assurer les deux mouvements relatifs de pivotement, afin de coordonner leur fonctionnement.
- L'invention offre de nombreux avantages : le même film peut être utilisé à la fois pour le recouvrement de la face latérale et d'une ou des deux faces d'extrémité et cela sans discontinuité. La force de cohésion de la charge, sa protection et son étanchéité sont améliorées. Les qualités techniques du film peuvent être mises en oeuvre à la fois pour la face latérale et la (ou les) face(s) d'extrémité. Le recouvrement simultané des faces latérales et d'extrémité est obtenu sans surépaisseurs gênantes, sans multiplications excessives de couches de film superposées. La machine conforme à l'invention comporte essentiellement les moyens mis en oeuvre pour le banderolage avec en plus seulement le second pivotement relatif mis en oeuvre pour le recouvrement de la face d'extrémité. La cadence de fonctionnement d'une telle machine est élevée, la machine étant de plus simultanément simple et fiable. Il est possible également d'envisager différentes variantes de mise en oeuvre de l'invention avec du film étirable ou du film rétractable ; avec recouvrement d'une seule face d'extrémité ou des deux faces ; avec recouvrement total ou seulement partiel ; avec banderolage hélicoïdal simple ou double ou droit. Dans le cas d'un film étirable, il est possible d'avoir des taux d'étirage différents pour les différentes parties de la charge ce gui permet d'améliorer sa cohésion. L'invention est plus spécialement applicable à une charge palettisée dont sont recouvertes la face latérale verticale et l'une au moins des deux faces d'extrémité horizontales et plus spécialement la face d'extrémité supérieure, mais aussi, éventuellement, la face d'extrémité inférieure, partiellement, au voisinage de la face latérale. Dans ce cas, l'invention permet d'assurer ou de renforcer le liaisonnement entre la charge palettisée et la palette ou de renforcer la fausse-palette. L'invention est également applicable à une charge longue disposée horizontalement. L'invention offre également l'avantage d'être applicable telle quelle mais avec des charges de différentes dimensions.
- Selon d'autres caractéristiques du procédé selon l'invention, on met en oeuvre une bande de film dont la laize est au moins égale à la moitié de la plus grande dimension de la face d'extrémité à recouvrir de manière à permettre un recouvrement total de la face d'extrémité à recouvrir au moyen de plusieurs couches de film. On effectue la mouvement relatif de pivotement autour du second axe de pivotement de l'ordre d'un quart à trois quarts de tour. On effectue le mouvement relatif de pivotement autour du premier axe de pivotement sans arrêt substantiel entre le recouvrement de la face latérale et celui de la face d'extrémité à recouvrir. Pendant le dépôt de la bande de film sur la face latérale, on effectue un mouvement de coulissement relatif de l'axe de la bobine de film et de la charge dans une direction générale parallèle au premier axe de pivotement. On effectue le mouvement relatif de pivotement autour du second axe de pivotement lorsque la bobine de film a été amenée dans une position générale écartée de la face latérale et de la face d'extrémité à recouvrir et que la bande de film quitte la face latérale au voisinage de la face d'extrémité à recouvrir. Selon une variante, une fois le mouvement relatif de pivotement autour du second axe de pivotement commencé, on effectue un mouvement de coulissement relatif de l'axe de la bobine de film et de la charge dans une direction générale parallèle au premier axe de pivotement. Préférentiellement on réalise plusieurs passes pour recouvrir la face d'extrémité à recouvrir de manière que la bande de film soit disposée selon plusieurs couches superposées, croisées. On met en oeuvre une bande de film dont la laize est une fraction de la distance séparant les deux faces d'extrémité de la charge. On réalise au moins un banderolage hélicoïdal de la face latérale. Ce banderolage est à spires jointives ou à recouvrement. Le recouvrement de la face d'extrémité est réalisé préférentiellement entre deux banderolages hélicoïdaux de sens opposés. Selon une variante, on réalise le recouvrement des deux faces d'extrémité de la charge. Dans un premier mode de réalisation on met en oeuvre du film étirable et dans un second mode de réalisation du film thermo-rétractable. Dans la cas de film étirable, on étire la bande de film entre la charge et la bobine de film ou par pré-étirage avant son application sur la charge. On étire également la bande de film lors du recouvrement d'une face d'extrémité à recouvrir.
- Selon une première variante de réalisation, on met en oeuvre une charge ayant une face latérale s'étendant dans une direction générale verticale et des faces d'extrémité s'étendant dans une direction générale horizontale. Le premier axe de pivotement relatif est alors de direction générale verticale et le second axe de pivotement relatif de direction générale horizontale. Dans une première sous-variante, la charge est entrainée à pivotement autour de son axe vertical, l'axe de la bobine de film étant déplacé à déplacement autour d'un axe horizontal intersectant ou proche de l'axe de pivotement de la charge et, éventuellement, à coulissement selon une direction générale verticale. Selon une seconde sous-variante, la charge est fixe, l'axe de la bobine de film étant entraîné à pivotement autour de l'axe vertical de la charge, à pivotement autour d'un axe horizontal intersectant ou proche de l'axe de la charge et, éventuellement, à coulissement selon une direction générale verticale. Selon une seconde variante de réalisation, on met en oeuvre une charge ayant une face latérale s'étendant dans une direction générale horizontale et des faces d'extrémité s'étendant dans une direction générale verticale, le premier axe de pivotement relatif étant de direction générale horizontale et le second axe de pivotement relatif étant de direction générale sensiblement orthogonale à un axe horizontal.
- Selon d'autres caractéristique de la machine, celle-ci comprend, en outre, des troisièmes moyens pour assurer un mouvement relatif de coulissement de l'axe de la bobine de film et des moyens support de la charge dans une direction générale parallèle au premier axe de pivotement, les moyens de commande agissant sur les troisièmes moyens de coulissement pour coordonner leur fonctionnement avec celui des premiers et seconds moyens de pivotement relatif. La machine peut comprendre également, en outre, des moyens de saisie d'une partie extrême initiale de bande de film ; des moyens de solidarisation d'une partie extrême terminale de bande de film sur du film déjà déposé ou sur la charge ; et des moyens de coupe transversale de la bande de film. Les seconds moyens de pivotement relatif assurent un blocage relatif dans au moins deux positions de fonctionnement. Celles-ci sont écartées angulairement l'une de l'autre d'environ un quart à trois quarts de tour. Dans le cas d'une machine mettant en oeuvre du film étirable, celle-ci peut comporter des moyens d'étirage ou de pré-étirage de la bande de film. Selon une première variante de réalisation, non limitative, correspondant à la première variante de procédé déjà mentionnée précédemment, les moyens support de la charge comprennent une table de direction générale horizontale ; les moyens support d'une bobine de film comprennent au moins un mât de direction générale verticale et un chariot support de bobine de film porté directement ou indirectement par le mât, monté à coulissement vertical et à pivotement autour d'un axe horizontal orthogonal à l'axe de la bobine de film. Selon une première sous-variante correspondant à la première sous-variante de procédé déjà décrite, la table est montée pour pivoter autour d'un axe de direction générale verticale et le mât est fixe. Selon une seconde sous-variante, la table est fixe et le chariot est agencé pour décrire un double mouvement de coulissement vertical et de rotation le long d'un anneau entourant la table.
- Les autres caractéristiques de l'invention seront bien comprises grâce à la description qui suivra d'une forme possible de réalisation dans le cas d'une charge palettisée dont on recouvre les faces latérales verticales et la face horizontale supérieure par banderolage hélicoïdal la charge étant montée mobile à pivotement autour de son axe vertical, et les dessins annexés dans lesquels :
- Les figures 1A, 1B, 1C, 1D, 1E, 1F, 1G, 1H, 1I et 1J sont dix vues schématiques en perspective illustrant les phases successives du procédé selon l'invention.
- La figure 2 est une vue schématique en perspective, partielle, d'une machine à table tournante conforme à l'invention.
- La figure 3 est une vue schématigue en perspective du chariot de la machine selon la figure 3.
- On se réfère maintenant plus spécialement aux figures 1A à 1J sur lesquelles est représentée une charge palettisée 1 limitée par une face latérale 2 fermée sur elle-même et deux faces d'extrémités horizontales respectivement supérieure 3 et inférieure 4. Une telle charge présente un axe général vertical 5. La face latérale 2 comporte quatre panneaux 2a, 2b, 2c, 2d situés dans des plans verticaux deux à deux perpendiculaires entre eux définissant quatre arêtes 6 verticales parallèles à l'axe 5.
- Comme déjà indiqué, le procédé et la machine selon l'invention sont également applicables à d'autres types de charges notamment s'étendant longitudinalement en direction horizontale.
- La charge palettisée 1 est emballée au moyen d'un film 7 en matière plastique provenant d'une bobine de film 8 d'axe 9.
- Dans la forme d'exécution illustrée par les figures, le film 7 recouvre la face latérale 2 et la face horizontale supérieure 3. Ainsi qu'il a déjà été indiqué, l'invention est également applicable aux cas où le film 7 recouvre d'autres faces de la charge 1 ou recouvre les faces différemment.
- La procédé met en oeuvre une machine d'emballage (figure 2) qui comprend des moyens 10 support de la charge 1 ; des moyens 11 support de la bobine de film 8 et des premiers moyens pour assurer un mouvement relatif de pivotement de l'axe 9 de la bobine de film et des moyens 10 support de la charge autour d'un premier axe de pivotement ayant une direction générale parallèle à l'axe de la bobine de film.
- Dans la forme d'exécution envisagée, les moyens support 10 comprennent une table d'axe 5 vertical. Les moyens 11 comprennent un mât 13, vertical, placé à côté de la table 10 sur un support formant semelle 14. Sur le mât 13 est monté coulissant verticalement, grâce à des organes de coulissement 15, un chariot 16 supportant la bobine 8.
- Ainsi qu'on l'a déjà indiqué, l'invention est également applicable à d'autres types de machines notamment celles à table fixe et bobine de film d'axe tournant autour de la table ou encore celles comportant un convoyeur horizontal supportant une charge étendue horizontalement en direction longitudinale, la bobine de film étant d'axe horizontal et entourant ce convoyeur.
- Dans la forme d'exécution envisagée, le film 7 a une laize qui est une fraction de la distance entre les deux faces d'extrémités 3 et 4 tout en étant au moins égale à la moitié de la plus grande dimension de la face d'extrémité à recouvrir. En l'occurrence, la laize de la bande de film est de l'ordre de la moitié de la diagonale de la face horizontale supérieure 3 (figure 2).
- Dans cette forme d'exécution, le film mis en oeuvre est un film étirable gui est étiré avant que d'être appliqué sur la charge grâce à un dispositif de pré-étirage 17 porté par le chariot 16. Ce dispositif de pré-étirage 17 peut comporter un ou plusieurs rouleaux sur lesquels passe le film 7 de manière que le film soit dévidé en aval à une vitesse plus grande que la vitesse en amont.
- Dans l'étape illustrée par la figure 1A, on associe une partie extrême initiale 18 de la bande de film 7 à la face latérale 2 de la charge au moyen par exemple d'une pince de maintien 19 portée par ou au voisinage de la table 10. Cette association intervient au voisinage de la face horizontale inférieure 4 opposée à la face horizontale supérieure 3 à recouvrir. Dans cette situation et dans la forme d'exécution envisagée, l'axe 9 de la bobine de la film 8 est placé horizontalement, le film 7 déposé sur la charge étant, en conséquence, de largeur réduite.
- Puis (figure 1B) la table 10, donc la charge palettisée 1 sont entraînées à pivotement autour des axes 5, 12 dans le sens des flèches R ce qui permet le banderolage. De plus, l'axe 9 de la bobine de film 8 est pivoté d'un quart de tour de manière que l'axe 9 soit alors placé verticalement, le film 7 venant s'appliquer à plat et sur toute sa largeur sur la face latérale 2. S'agissant d'un banderolage hélicoidal de la face latérale 2 avec le film 7, à spires venant à recouvrement, on fait coulisser la bobine de film 8 le long de son axe 9 vers le haut et la face horizontale supérieure 3. Dans cette situation, la bobine de film 8 est donc déplacée parallèlement au premier axe 12. Ainsi que cela est bien visible sur la figure 1C, ce coulissement vertical ascendant de la bobine de film 8 est poursuivi jusqu'à ce que la bobine de film 8 se trouve au moins pour partie au-dessus du plan horizontal de la face supérieure 3. Dans cette situation, la bobine de film 8 est donc légèrement écartée de la face latérale 2 et de la face à recouvrir 3. De plus, le film 7 quitte alors la face latérale 2 au voisinage de la face à recouvrir 3.
- Préalablement, le mouvement relatif de pivotement de l'axe 9 de la bobine de film 8 et de la charge 1 (en l'occurrence le pivotement de la charge) autour du premier axe 12 permet, progressivement, le dépôt de la bande de film 7 sur la face latérale 2.
- Le cas échéant et dans la situation représentée sur la figure 1C, on effectue au moins un tour de la charge palettisée 1 de manière que le bord longitudinal de la bande de film 7 vienne à recouvrement sur la face horizontale supérieure 3 à proximité immédiate de la face latérale 2.
- Selon l'invention, on dépose sur la face d'extrémité 3 le même film 7 que celui, provenant de la bobine 8, destiné à l'emballage de la face latérale 2.
- A cet effet, on réalise au moins une passe dans laquelle (figure 1D) on effectue un mouvement relatif de pivotement de l'axe 9 de la bobine de film 8 et de la charge autour d'un second axe de pivotement 20 ayant une direction générale orthogonale au premier axe de pivotement 12 et à l'axe 9. On amène alors la bobine de film 8 dans une position générale proche de la face d'extrémité 3 à recouvrir. Et, dans cette situation, on effectue le mouvement relatif de pivotement autour du premier axe 12.
- Cette séquence est bien visible sur la figure 1D sur laquelle on voit que, par rapport à l'étape précédente illustrée par la figure 1C, la bobine de film 8 étant dans la situation générale obtenue à l'étape 1C, on réalise un pivotement de la bobine de film 8 de l'ordre d'un quart de tour mais pouvant aller jusqu'à trois quarts de tour, l'axe 9 étant amené horizontalement. Le film 7 prend alors une configuration générale en biais ou vrillée entre une arête verticale 6 de la face latérale 2 et la bobine de film 8. Dans cette configuration, le film 7 passe au-dessus de la face d'extrémité 3 à recouvrir, éventuellement est appliqué sur une partie de celle-ci.
- On peut alors (figure 1E) effectuer un mouvement de pivotement de l'axe 9 de la bobine de film 8 autour du second axe de pivotement 20 jusqu'à amener l'axe 9 verticalement, la bobine de film 8 se trouvant sensiblement dans la même position relative, en hauteur, par rapport à la charge 1 que dans l'étape illustrée par la figure 1C.
- Il en est résulté que le film 7 a été appliqué sur la face d'extrémité horizontale supérieure 3 à recouvrir.
- Sur les figures 1G et 1H, sont illustrées plusieurs passes permettant de recouvrir la face d'extrémité 3 avec la bande de film 7, celle-ci étant disposée selon plusieurs couches superposées, croisées.
- On peut alors effectuer un deuxième banderolage hélicoïdal descendant venant croiser le banderolage hélicoïdal ascendant préalablement réalisé sur la face latérale 2.
- Lorsque la bande de film 7 vient au voisinage de la face d'extrémité horizontale inférieure 4 (figure 1I), l'axe 9 de la bobine de film 8 peut être alors pivoté autour du second axe de pivotement 20 jusqu'à être amené en position horizontale (figure 1J) dans une position similaire à celle représentée sur la figure 1A. Dans cette situation, la pince 19 préalablement ouverte vient récupérer le film 7. La bande de film 7 peut alors être coupée. Sa partie extrême terminale 21 peut être solidarisée sur le film préalablement déposé ou sur la charge 1 elle-même.
- Bien que la description ait été faite dans le cas d'une charge 1 montée à pivotement autour de l'axe 5, le procédé est également applicable dans le cas où la charge est fixe, l'axe 9 de la bobine de film 8 tournant autour de l'axe 5, la bobine de film 8 tournant elle-même autour de la charge 1.
- L'invention est également applicable au cas où la charge présente une direction longitudinale horizontale, la bobine de film 8 tournant autour de cette charge, dans un plan vertical transversal par rapport à la direction d'avancement longitudinale de la charge. Dans ce dernier cas, les faces d'extrémité s'étendent en direction générale verticale, le premier axe de pivotement relatif est de direction générale horizontale et le second axe de pivotement relatif est de direction générale sensiblement orthogonale à un axe horizontal.
- On se réfère maintenant plus particulièrement aux figures 2 et 3.
- La machine comprend des seconds moyens 22 pour assurer un mouvement relatif de pivotement de l'axe 9 de la bobine de film 8 et des moyens 10 support de la charge autour du second axe de pivotement 20. La machine comprend également des moyens de commande agissant sur les premiers et seconds moyens pour assurer les deux mouvements relatifs de pivotement afin de coordonner leur fonctionnement de manière à permettre les étapes du procédé précédemment décrites.
- Dans la forme d'exécution illustrée par les figures 2 et 3, la machine comprend également des troisièmes moyens pour assurer un mouvement relatif de coulissement de l'axe 9 de la bobine de film 8 et des moyens 10 support de la charge dans une direction générale parallèle au premier axe 12. Ces troisièmes moyens comprennent l'organe de coulissement 15. Les moyens de commande agissent également sur ces troisièmes moyens de coulissement pour coordonner leur fonctionnement avec celui des premiers et seconds moyens de pivotement relatif.
- La machine comprend en outre des moyens 19 de saisie d'une partie extrême libre initiale 18 de bande de film 7 ; des moyens de solidarisation d'une partie extrême terminale de cette bande de film sur du film déjà déposé sur la charge ou sur la charge elle-même ainsi que des moyens de coupe transversale de la bande de film. Ces différents moyens peuvent être portés par la même pince 19.
- Les seconds moyens 22 assurent le blocage relatif de l'axe 9 dans au moins deux positions de fonctionnement séparées angulairement l'une de l'autre d'environ un quart ou jusqu'à trois quarts de tour.
- On se réfère maintenant plus particulièrement à la figure 3. Sur cette figure est représenté un chariot 16 en deux parties : la partie 16a fait fonction de chariot proprement dit tandis que la partie 16b fait fonction de porte-bobine de film. Les deux parties 16a, 16b sont associées entre elles à pivotement autour du second axe de pivotement 20. A cet effet, un tourillon 23 fixé sur une joue latérale 24 du porte-bobine 16b traverse et est porté pivotant par des paliers 25 des joues latérales 26 du chariot proprement dit 16a. Sur la partie du tourillon 23 située entre les deux joues 26 est calé un pignon 27 sur lequel engrène un pignon 28 entraîné par un mouvement bielle-manivelle 29 lui-même entraîné par un moteur 30 fixé aux joues 26. Dans la forme d'exécution envisagée qui inclut un dispositif de pré-étirage 17 de type motorisé par un moteur 31, ce dernier est également fixé aux joues 26 et vient entraîner via une courroie crantée 32 ou équivalent un axe 33 coaxial au tourillon 23, saillant de la joue 26 et allant jusqu'au porte-bobine de film 16b à sa partie extrême 34 opposée au chariot 16a, l'axe 33 supporte des poulies crantées ou équivalent ou des engrenages gui via des moyens d'entraînement 35 et un renvoi d'angle 36 permet d'entraîner le dispositif de pré-étirage 17.
Claims (28)
- Procédé d'emballage d'une charge limitée par une face latérale fermée sur elle-même et deux faces d'extrémité, au moyen de film en matière plastique dans lequel :- on associe une partie extrême initiale d'une bande de film provenant d'une bobine de film à la face latérale de la charge ;- on effectue un mouvement relatif de pivotement de l'axe de la bobine de film et de la charge autour d'un premier axe de pivotement ayant une direction générale parallèle à la face latérale et on dépose progressivement de la bande de film sur cette face latérale ;- on dépose du film sur au moins une face d'extrémité à recouvrir ;- on coupe la bande de film et on solidarise la partie extrême terminale de celle-ci au film déposé ou à la charge,caractérisé en ce qu'on dépose sur la, face d'extrémité à recouvrir du film provenant de la bobine de film et, à cet effet, on réalise au moins une passe dans laquelle :- on effectue un mouvement relatif de pivotement de l'axe de la bobine de film et de la charge autour d'un second axe de pivotement ayant une direction générale orthogonale au premier axe de pivotement et à l'axe de la bobine de film ;- on amène la bobine de film dans une position générale proche de la face d'extrémité à recouvrir ou de son prolongement ;et, dans cette situation, on effectue le mouvement relatif de pivotement autour du premier axe de pivotement.
- Procédé selon la revendication 1, caractérisé en ce qu'on met en oeuvre une bande de film dont la laize est au moins égale à la moitié de la plus grande dimension de la face d'extrémité à recouvrir.
- Procédé selon l'une quelconque des revendications 1 et 2, caractérisé en ce qu'on effectue le mouvement relatif de pivotement autour du second axe de pivotement de l'ordre d'un quart à trois quarts de tour.
- Procédé selon l'une quelconque des revendications 1 à 3, caractérisé en ce qu'on effectue le mouvement relatif de pivotement autour du premier axe de pivotement sans arrêt substantiel entre le recouvrement de la face latérale et celui de la face d'extrémité à recouvrir.
- Procédé selon l'une quelconque des revendications 1 à 4, caractérisé en ce que, pendant le dépôt de la bande de film sur la face latérale, on effectue un mouvement de coulissement relatif de l'axe de la bobine de film et de la charge dans une direction générale parallèle au premier axe de pivotement.
- Procédé selon l'une quelconque des revendications 1 à 5, caractérisé en ce qu'on effectue le mouvement relatif de pivotement autour du second axe de pivotement lorsque la bobine de film a été amenée dans une position générale écartée de la face latérale et de la face d'extrémité à recouvrir, et que la bande de film quitte la face latérale au voisinage de la face d'extrémité à recouvrir.
- Procédé selon l'une quelconque des revendications 1 à 6, caractérisé en ce qu'une fois le mouvement relatif de pivotement autour du second axe de pivotement commencé, on effectue un mouvement de coulissement relatif de l'axe de la bobine de film et de la charge dans une direction générale parallèle au premier axe de pivotement.
- Procédé selon l'une quelconque des revendications 1 à 7, caractérisé en ce qu'on réalise plusieurs passes pour recouvrir la face d'extrémité à recouvrir de manière que la bande de film soit déposée selon plusieurs couches superposées, croisées.
- Procédé selon l'une quelconque des revendications 1 à 8, caractérisé en ce qu'on met en oeuvre une bande de film dont la laize est une fraction de la distance séparant les deux faces d'extrémité de la charge.
- Procédé selon la revendication 9, caractérisé en ce qu'on réalise au moins un banderolage hélicoïdal de la face latérale.
- Procédé selon la revendication 10, caractérisé en ce qu'un banderolage hélicoïdal est à spires jointives ou à recouvrement.
- Procédé selon la revendication 10, caractérisé en ce qu'on réalise le recouvrement de la face d'extrémité entre deux banderolages hélicoïdaux de sens opposés.
- Procédé selon l'une quelconque des revendications 1 à 12, caractérisé en ce qu'on réalise le recouvrement des deux faces d'extrémité de la charge.
- Procédé selon l'une quelconque des revendications 1 à 13, caractérisé en ce qu'on met en oeuvre une bande de film étirable.
- Procédé selon l'une quelconque des revendications 1 à 13, caractérisé en ce qu'on met en oeuvre une bande de film thermo-rétractable.
- Procédé selon la revendication 14, caractérisé en ce qu'on étire la bande de film entre la charge et la bobine de film ou par pré-étirage avant son application sur la charge.
- Procédé selon les revendications 14 et 16, caractérisé en ce qu'on étire la bande de film également lors du recouvrement d'une face d'extrémité à recouvrir.
- Procédé selon l'une quelconque des revendications 1 à 17, caractérisé en ce qu'on met en oeuvre une charge ayant une face latérale s'étendant dans une direction générale verticale et des faces d'extrémité s'étendant dans une direction générale horizontale, le premier axe de pivotement relatif étant de direction générale verticale et le second axe de pivotement relatif étant de direction générale horizontale.
- Procédé selon la revendication 18, caractérisé en ce que la charge est entraînée à pivotement autour de son axe vertical, l'axe de la bobine de film étant déplacé à pivotement autour d'un axe horizontal intersectant ou proche de l'axe de pivotement de la charge et, éventuellement, à coulissement selon une direction générale verticale.
- Procédé selon la revendication 18, caractérisé en ce que la charge est fixe, l'axe de la bobine de film étant entraîné à pivotement autour de l'axe vertical de la charge, à pivotement autour d'un axe horizontal intersectant ou proche de l'axe de la charge et, éventuellement, à coulissement selon une direction générale verticale.
- Procédé selon l'une quelconque des revendications 1 à 17, caractérisé en ce qu'on met en oeuvre une charge ayant une face latérale s'étendant dans une direction générale horizontale et des faces d'extrémité s'étendant dans une direction générale verticale, le premier axe de pivotement relatif étant de direction générale horizontale et le second axe de pivotement relatif étant de direction générale sensiblement orthogonale à un axe horizontal.
- Machine d'emballage d'une charge au moyen de film en matière plastique, comprenant :- des moyens support de la charge ;- des moyens support d'une bobine de bande de film ;- des premiers moyens pour assurer un mouvement relatif de pivotement de l'axe de la bobine de film et des moyens support de la charge autour d'un premier axe de pivotement ayant une direction générale parallèle à l'axe de la bobine de film ;- des seconds moyens pour assurer un mouvement relatif de pivotement de l'axe de la bobine de film et des moyens support de la charge autour d'un second axe de pivotement ayant une direction générale orthogonale au premier axe de pivotement et à l'axe de la bobine de film entre au moins deux positions de fonctionnement et assurer un blocage relatif dans ces deux positions ;- des moyens de commande agissant sur les premiers et seconds moyens pour assurer les deux mouvements relatifs de pivotement, afin de coordonner leur fonctionnement, caractérisé par le fait que les deux positions de fonctionnement sont écartées angulairement l'une de l'autre d'environ un quart à trois quarts de tour.
- Machine selon la revendication 22, caractérisée en ce qu'elle comprend, en outre, des troisièmes moyens pour assurer un mouvement relatif de coulissement de l'axe de la bobine de film et des moyens support de la charge dans une direction générale parallèle au premier axe de pivotement; les moyens de commande agissant sur les troisièmes moyens de coulissement pour coordonner leur fonctionnement avec celui des premiers et seconds moyens de pivotement relatif.
- Machine selon l'une quelconque des revendications 22 et 23, caractérisée en ce qu'elle comprend, en outre, des moyens de saisie d'une partie extrême initiale de bande de film; des moyens de solidarisation d'une partie extrême terminale de bande de film sur du film déposé ou la charge; et des moyens de coupe transversale de la bande de film, caractérisée en ce que les deux positions de fonctionnement sont écartées angulairement l'une de l'autre d'environ un quart ou trois quarts de tour, à savoir une position de fonctionnement où l'axe de la bobine de film est parallèle à l'axe de la table et une position de fonctionnement où l'axe de la bobine de film est parallèle à l'axe de la table.
- Machine selon l'une quelconque des revendications 22 à 24, caractérisée en ce qu'elle comporte des moyens d'étirage ou de pré-étirage de la bande de film.
- Machine selon l'une quelconque des revendications 22 à 25, caractérisée en ce que les moyens support de la charge comprenant une table de direction générale horizontale; les moyens support d'une bobine de film comprennent au moins un mât de direction générale verticale et un chariot support de bobine de film porté directement ou indirectement par le mât, monté à coulissement vertical et à pivotement autour d'un axe horizontal orthogonal à l'axe de la bobine de film.
- Machine selon la revendication 26, caractérisée en ce que la table est montée pour pivoter autour d'un axe de direction générale verticale et le mât est fixe.
- Machine selon la revendication 26, caracterisée en ce que la table est fixe et le chariot est agencé pour décrire un double mouvement de coulissement vertical et de rotation le long d'un anneau entourant la table.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9009059 | 1990-07-16 | ||
| FR9009059A FR2664565B1 (fr) | 1990-07-16 | 1990-07-16 | Procede et machine d'emballage de la face laterale et d'une face d'extremite d'une charge. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0467729A1 true EP0467729A1 (fr) | 1992-01-22 |
| EP0467729B1 EP0467729B1 (fr) | 1995-01-18 |
Family
ID=9398772
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91401689A Expired - Lifetime EP0467729B1 (fr) | 1990-07-16 | 1991-06-21 | Procédé et machine d'emballage de la face latérale et d'une face d'extrémité d'une charge |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US5447008A (fr) |
| EP (1) | EP0467729B1 (fr) |
| CA (1) | CA2047058C (fr) |
| DE (1) | DE69106801T2 (fr) |
| ES (1) | ES2069845T3 (fr) |
| FR (1) | FR2664565B1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0510428A1 (fr) * | 1991-04-24 | 1992-10-28 | DEVELOG, REINER HANNEN & CIE | Appareil pour envelopper une charge palettisée au moyen d'une feuille étirable |
| WO1994022717A1 (fr) * | 1993-04-07 | 1994-10-13 | Cross Wrap Oy | Procede et appareil permettant d'emballer un article |
| EP0845412A1 (fr) * | 1996-12-02 | 1998-06-03 | Oy M. Haloila Ab | Machine d'emballage |
| FR2847554A1 (fr) | 2002-11-25 | 2004-05-28 | Thimon | Machine d'emballage par banderolage d'une charge au moyen d'un film en matiere plastique |
| AT525393A1 (de) * | 2021-08-25 | 2023-03-15 | Mondi Ag | Vorrichtung, Anordnung und Verfahren zum Verpacken von Ladegut mit einer Papierbahn |
Families Citing this family (56)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4201485A1 (de) * | 1992-01-21 | 1993-07-22 | Deere & Co | Verfahren und vorrichtung zum umhuellen der stirn- und umfangsflaechen eines gegenstandes mit einem bahnfoermigen huellmaterial |
| SE501557C2 (sv) * | 1993-03-31 | 1995-03-13 | Staffan Soederberg | Förfarande och anordning vid emballering |
| US5572855A (en) * | 1995-01-09 | 1996-11-12 | Liberty Industries | Stretch wrapping tape dispensing apparatus |
| US5575138A (en) * | 1995-01-09 | 1996-11-19 | Liberty Industries | Stretch wrapping tape dispensing apparatus |
| FI107044B (fi) * | 1997-10-09 | 2001-05-31 | United Packaging Plc | Laite käärintäpakkauskoneessa |
| US5862647A (en) * | 1997-11-06 | 1999-01-26 | Mima Incorporated | Quick thread wrapping machine stretch head and wrapping film method |
| US6070389A (en) * | 1997-11-08 | 2000-06-06 | Irvin; John M. | Apparatus and method for wrapping articles |
| US6293074B1 (en) * | 1998-02-20 | 2001-09-25 | Lantech Management Corp. | Method and apparatus for stretch wrapping a load |
| US6269610B1 (en) * | 1998-08-20 | 2001-08-07 | Lantech Management Corp. | Method and apparatus for stretch wrapping a load |
| FI991020A0 (fi) * | 1999-05-04 | 1999-05-04 | United Packaging Plc | Käärintäpakkausmenetelmä ja käärintäpakkauskone |
| AU3293500A (en) * | 2000-03-23 | 2001-10-03 | Mas, Construcciones Mecanicas, S.A. | Wrapping method and machine for implementing said method |
| FI110423B (fi) * | 2000-04-07 | 2003-01-31 | Wrapmatic Oy | Menetelmä ja laitteisto rehupaalin muovittamiseksi |
| AUPR063700A0 (en) * | 2000-10-09 | 2000-11-02 | Safetech Pty Ltd | A method and apparatus for wrapping a load |
| US7137233B2 (en) * | 2000-11-02 | 2006-11-21 | Lantech.Com, Llc | Method and apparatus for wrapping a load |
| US6848240B2 (en) * | 2001-12-26 | 2005-02-01 | Illinois Tool Works Inc. | Stretch head for facilitating wrapping palletized loads |
| US6625954B2 (en) | 2002-01-28 | 2003-09-30 | Illinois Tool Works Inc. | Rotary film clamp assembly for film wrapping or packaging machines, and method of operating the same |
| US7047707B2 (en) * | 2002-11-01 | 2006-05-23 | Lantech.Com, Llc | Method and apparatus for securing a tail of film to a load |
| CA2448072A1 (fr) * | 2002-11-04 | 2004-05-04 | Cousins Packaging Inc. | Enveloppeuse |
| US7568327B2 (en) | 2003-01-31 | 2009-08-04 | Lantech.Com, Llc | Method and apparatus for securing a load to a pallet with a roped film web |
| FR2858295B1 (fr) * | 2003-07-31 | 2006-02-03 | Itw Mima Systems | Banderoleuse et procede de banderolage mis en oeuvre par la banderoleuse |
| US20050150811A1 (en) * | 2004-01-08 | 2005-07-14 | Mulch Manufacturing, Inc. | Method for wrapping product |
| GB2415177A (en) * | 2004-06-15 | 2005-12-21 | Cnh Belgium Nv | Bale wrapping machine with wrap-retaining arm assembly |
| FR2872487B1 (fr) * | 2004-07-02 | 2007-02-09 | Finzy Sylvie | Dispositif de banderolage simultane des faces laterales et d'une face d'extremite d'une charge palettisee |
| WO2006032065A1 (fr) * | 2004-09-16 | 2006-03-23 | Gavin Weir | Appareil de banderolage de marchandises sur une palette |
| US7775016B2 (en) * | 2004-11-03 | 2010-08-17 | Cousins Neil G | Stretch wrap machine with top corner film transfer |
| US20070157566A1 (en) * | 2005-02-09 | 2007-07-12 | Yoav Guthman | Article and method for wrapping such with a polymeric film |
| US7707801B2 (en) * | 2005-04-08 | 2010-05-04 | Lantech.Com, Llc | Method for dispensing a predetermined amount of film relative to load girth |
| AU2007221338A1 (en) | 2006-02-23 | 2007-09-07 | Lantech.Com, Llc | Method and apparatus for securing a load to a pallet with a roped film web |
| EP1880945B9 (fr) * | 2006-07-20 | 2009-08-26 | Bema s.r.l. | Système pour envelopper des charges |
| US9908648B2 (en) * | 2008-01-07 | 2018-03-06 | Lantech.Com, Llc | Demand based wrapping |
| WO2009089279A1 (fr) * | 2008-01-07 | 2009-07-16 | Lantech. Com, Llc | Commande électronique de distribution de film dosée dans un appareil d'emballage |
| GB2475849A (en) * | 2009-12-01 | 2011-06-08 | Kuhn Geldrop Bv | Binding apparatus and method for binding a bale |
| WO2012058596A1 (fr) | 2010-10-29 | 2012-05-03 | Lantech.Com, Llc | Données d'enveloppement générées par une machine |
| WO2013033207A1 (fr) * | 2011-08-29 | 2013-03-07 | Mestek Machinery, Inc. | Distributeur d'isolant pour conduits |
| WO2014066757A1 (fr) | 2012-10-25 | 2014-05-01 | Lantech.Com, Llc | Enveloppement basé sur un angle de rotation |
| CA2889579C (fr) | 2012-10-25 | 2020-07-14 | Lantech.Com, Llc | Enveloppement base sur une geometrie de coins |
| CA3109066C (fr) | 2012-10-25 | 2023-03-07 | Lantech.Com, Llc | Enveloppement base sur une circonference effective |
| CA2901256C (fr) | 2013-02-13 | 2017-12-12 | Lantech.Com, Llc | Enveloppement base sur la force de confinement |
| US9896229B1 (en) | 2013-08-29 | 2018-02-20 | Top Tier, Llc | Stretch wrapping apparatus and method |
| DK201370780A1 (en) * | 2013-12-17 | 2015-06-29 | Hovmand As | Device and kit for handling a supply roll of flexible sheet material |
| CA3038441C (fr) | 2014-01-14 | 2021-04-27 | Lantech.Com, Llc | Reglage dynamique du parametre de force d'enveloppement en reponse a la force d'enveloppement controlee et/ou pour la reduction des ruptures de film |
| WO2016057724A1 (fr) | 2014-10-07 | 2016-04-14 | Lantech.Com, Llc | Représentation graphique de profil d'emballage pour appareil d'emballage de charge |
| EP3070004B1 (fr) * | 2015-03-19 | 2017-08-23 | ITALDIBIPACK S.p.A. | Dispositif d'enroulement avec surface de levage |
| EP3280646B1 (fr) * | 2015-04-10 | 2021-06-02 | Lantech.com, LLC | Machine d'emballage sous film étirable permettant des opérations de confinement de couche supérieure |
| CA2984215C (fr) * | 2015-05-04 | 2023-09-19 | Sica S.P.A. | Machine pour emballer des tuyaux flexibles |
| CA2999861C (fr) | 2015-09-25 | 2020-05-05 | Lantech.Com, Llc | Machine d'emballage par etirage avec determination automatique de stabilite de charge par le fait de soumettre une charge a une perturbation |
| CN105438542B (zh) * | 2015-12-29 | 2018-05-01 | 山东瑞邦自动化设备有限公司 | 缠绕膜六面包装机出膜装置 |
| AU2018338049B2 (en) | 2017-09-22 | 2021-12-23 | Lantech.Com, Llc | Load wrapping apparatus wrap profiles with controlled wrap cycle interruptions |
| CA3106566C (fr) | 2018-08-06 | 2023-04-04 | Lantech.Com, Llc | Emballeuse sous film etirable avec controle de debit de distribution par ajustement de courbe |
| WO2020165721A1 (fr) * | 2019-02-11 | 2020-08-20 | Robopac S.P.A. | Emballeuse automotrice |
| AU2020346736B2 (en) | 2019-09-09 | 2024-02-22 | Lantech.Com, Llc | Stretch wrapping machine with dispense rate control based on sensed rate of dispensed packaging material and predicted load geometry |
| CA3147093A1 (fr) | 2019-09-19 | 2021-03-25 | Iii Patrick R. Lancaster | Classement de materiaux d'emballage et/ou profils d'usine |
| CN112208146B (zh) * | 2020-10-13 | 2022-07-08 | 武汉翰彩包装有限公司 | 一种具有活动刀片的纸箱生产用缠绕机 |
| EP4008638A1 (fr) * | 2020-12-02 | 2022-06-08 | A.C.M.I. - Societa' Per Azioni | Machine et procédé pour stabiliser des charges palettisées |
| WO2023209597A1 (fr) * | 2022-04-29 | 2023-11-02 | Robopac S.P.A. | Appareil, machine et procédé d'emballage d'un chargement |
| DE202022103806U1 (de) * | 2022-07-07 | 2022-11-17 | Sina Voss | Vorrichtung zur Ausgabe einer Folienbahn für Packgut |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0032140A2 (fr) * | 1980-01-08 | 1981-07-15 | Karl Johan Back | Procédé et dispositif pour l'emballage sous film étirable |
| US4409776A (en) * | 1980-12-13 | 1983-10-18 | Shinwa Kagaku Kogyo Kabushiki Kaisha | Method and apparatus for packing articles with composite stretched films |
| EP0229736A1 (fr) * | 1986-01-03 | 1987-07-22 | Compagnie Generale Des Papiers | Dispositif pour recouvrir un corps cylindrique d'une bande d'un matériau de protection |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4050221A (en) * | 1973-04-04 | 1977-09-27 | Lantech, Inc. | Stretch-wrapped package, process and apparatus |
| FR2281275A1 (fr) * | 1974-08-08 | 1976-03-05 | Thimon | Procede et dispositif d'emballage de charges au moyen d'un film de matiere plastique etirable |
| FR2417167A1 (fr) * | 1978-02-14 | 1979-09-07 | Comp Generale Electricite | Materiau isolant pour cables electriques |
| US4255918A (en) * | 1978-06-01 | 1981-03-17 | Lantech Inc. | Collapsible web apparatus |
| US4271657A (en) * | 1978-07-26 | 1981-06-09 | Lantech Inc. | Automatic web tying apparatus |
| US4418510A (en) * | 1979-09-12 | 1983-12-06 | Lantech, Inc. | Stretch wrapping apparatus and process |
| US4336679A (en) * | 1979-11-21 | 1982-06-29 | Lantech Inc. | Film web drive stretch wrapping apparatus and process |
| US4302920A (en) * | 1979-11-21 | 1981-12-01 | Lantech Inc. | Film web drive stretch wrapping apparatus and process |
| US4387548A (en) * | 1979-11-21 | 1983-06-14 | Lantech, Inc. | Power assisted roller-stretch wrapping process |
| US4387552A (en) * | 1980-09-08 | 1983-06-14 | Lantech, Inc. | Wrapping apparatus |
| FR2505775A1 (fr) * | 1981-05-14 | 1982-11-19 | Thimon Ets | Procede de maintien de la cohesion d'une charge et charge resultant de la mise en oeuvre du procede |
| FR2535297A1 (fr) * | 1982-10-29 | 1984-05-04 | Thimon Ets | Dispositif d'obtention de vitesses differentielles tangentielles variables en divers points d'un film deformable |
| DE3375129D1 (en) * | 1982-10-29 | 1988-02-11 | Newtec Int | Stretching device |
| FR2572359B1 (fr) * | 1984-10-25 | 1987-09-25 | Newtec Int | Procede et machine pour recouvrir les faces laterales d'une charge avec une bande de film en matiere plastique |
| EP0290430A4 (fr) * | 1986-10-13 | 1989-02-07 | Gd Eng Pty Ltd | Machine d'emballage sous tension de grandes bobines de papier et d'autres materiaux. |
| FR2617123B1 (fr) * | 1987-06-26 | 1989-12-29 | Newtec Int | Bande avec renfort longitudinal, procede d'emballage et emballage comportant une telle bande, installation et machine pour la mise en oeuvre du procede d'emballage, et dispositif pour la realisation d'une telle bande |
| JPH0723146B2 (ja) * | 1988-12-26 | 1995-03-15 | ローレルバンクマシン株式会社 | 紙葉類における大束結束機 |
| JP2810220B2 (ja) * | 1990-07-06 | 1998-10-15 | 鐘紡株式会社 | 活性酸素消去剤 |
-
1990
- 1990-07-16 FR FR9009059A patent/FR2664565B1/fr not_active Expired - Fee Related
-
1991
- 1991-06-21 DE DE69106801T patent/DE69106801T2/de not_active Expired - Fee Related
- 1991-06-21 ES ES91401689T patent/ES2069845T3/es not_active Expired - Lifetime
- 1991-06-21 EP EP91401689A patent/EP0467729B1/fr not_active Expired - Lifetime
- 1991-07-01 US US07/723,807 patent/US5447008A/en not_active Expired - Lifetime
- 1991-07-15 CA CA002047058A patent/CA2047058C/fr not_active Expired - Fee Related
-
1992
- 1992-05-07 US US07/879,414 patent/US5450711A/en not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0032140A2 (fr) * | 1980-01-08 | 1981-07-15 | Karl Johan Back | Procédé et dispositif pour l'emballage sous film étirable |
| US4409776A (en) * | 1980-12-13 | 1983-10-18 | Shinwa Kagaku Kogyo Kabushiki Kaisha | Method and apparatus for packing articles with composite stretched films |
| EP0229736A1 (fr) * | 1986-01-03 | 1987-07-22 | Compagnie Generale Des Papiers | Dispositif pour recouvrir un corps cylindrique d'une bande d'un matériau de protection |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0510428A1 (fr) * | 1991-04-24 | 1992-10-28 | DEVELOG, REINER HANNEN & CIE | Appareil pour envelopper une charge palettisée au moyen d'une feuille étirable |
| US5216871A (en) * | 1991-04-24 | 1993-06-08 | Develog, Reiner Hannen & Cie | System for wrapping palletized goods |
| WO1994022717A1 (fr) * | 1993-04-07 | 1994-10-13 | Cross Wrap Oy | Procede et appareil permettant d'emballer un article |
| US5660023A (en) * | 1993-04-07 | 1997-08-26 | Cross Wrap Oy | Method and apparatus for wrapping of an article |
| EP0845412A1 (fr) * | 1996-12-02 | 1998-06-03 | Oy M. Haloila Ab | Machine d'emballage |
| FR2847554A1 (fr) | 2002-11-25 | 2004-05-28 | Thimon | Machine d'emballage par banderolage d'une charge au moyen d'un film en matiere plastique |
| AT525393A1 (de) * | 2021-08-25 | 2023-03-15 | Mondi Ag | Vorrichtung, Anordnung und Verfahren zum Verpacken von Ladegut mit einer Papierbahn |
| AT525393B1 (de) * | 2021-08-25 | 2023-08-15 | Mondi Ag | Vorrichtung, Anordnung und Verfahren zum Verpacken von Ladegut mit einer Papierbahn |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2047058A1 (fr) | 1992-01-17 |
| US5450711A (en) | 1995-09-19 |
| DE69106801D1 (de) | 1995-03-02 |
| CA2047058C (fr) | 1997-09-30 |
| EP0467729B1 (fr) | 1995-01-18 |
| US5447008A (en) | 1995-09-05 |
| FR2664565B1 (fr) | 1994-05-13 |
| DE69106801T2 (de) | 1995-09-07 |
| FR2664565A1 (fr) | 1992-01-17 |
| ES2069845T3 (es) | 1995-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0467729B1 (fr) | Procédé et machine d'emballage de la face latérale et d'une face d'extrémité d'une charge | |
| EP0522928B1 (fr) | Procédé et machine d'emballage des faces latérales et d'extrémité superieure d'une charge palettisée | |
| EP0411981B1 (fr) | Procédé et machine de banderolage d'une charge palettisée | |
| EP0300855B1 (fr) | Bande avec renfort longitudinal, sa réalisation et sa mise en oeuvre du procédé d'emballage, et dispositif pour la réalisation d'une telle bande | |
| EP0419299B1 (fr) | Chariot de dévidement de film pour machine d'emballage | |
| EP0510159B1 (fr) | Procede, machine et installation d'emballage d'une charge pourvue au moins d'une corniere de protection d'arete; dispositif de saisie, deplacement, depot et maintien d'une telle corniere | |
| EP0270426B1 (fr) | Procédé et machine d'emballage pass-through | |
| FR2473985A1 (fr) | Machine d'emballage d'une charge dans un troncon de gaine en un materiau souple | |
| EP0180517B1 (fr) | Procédé et machine pour recouvrir les faces latérales d'une charge avec une bande de film en matière plastique | |
| EP0387124A1 (fr) | Machine pour la pose automatique de joint souple, en particulier d'un joint extérieur dans une rainure de vantail | |
| EP0015223B1 (fr) | Machine pour lier des bobines de fil métallique | |
| EP1763471B1 (fr) | Dispositif de banderolage d"une charge palettisee permettant la fermeture a la face superieure de ladite charge, et procede de banderolage correspondant | |
| FR2650555A1 (fr) | Procede et machine pour deposer une bande de film de facon helicoidale sur les faces verticales d'une charge palettisee | |
| EP1419966B1 (fr) | Procédé et dispositif de mise en place d'une housse d'emballage de film plastique étirable sur une charge palettisée | |
| EP1422143B1 (fr) | Machine de banderolage d'une charge au moyen d'un film en matière plastique | |
| EP0465370A2 (fr) | Procédé de suremballage d'une charge palettisée au moyen d'une housse en film plastique étirable | |
| FR2566739A1 (fr) | Procede pour realiser un pli annulaire d'extremite sur une gaine tubulaire, en particulier une gaine plastique d'emballage et machine pour sa mise en oeuvre | |
| CA2453009C (fr) | Procede d`habillage de produits avec des manchons etirables et installation pour la pose de tels manchons | |
| FR2826606A1 (fr) | Procede de reunion de sachets, dispositif pour la mise en oeuvre du procede et chaine de sachets ainsi que chaine de sachets empiles | |
| EP1504995A1 (fr) | Banderoleuse et procédé de banderolage mis en oeuvre par la banderoleuse | |
| FR2670747A1 (fr) | Installation de suremballage de charges palettisees avec de la bande de recouvrement en matiere plastique et procede de mise en óoeuvre d'une telle installation. | |
| FR2686313A1 (fr) | Procede et machine de banderolage d'une charge palettisee mettant en óoeuvre un equipage monte doublement articule . | |
| FR2617124A1 (fr) | Procede et dispositif pour l'emballage d'une charge volumineuse de forme irreguliere ou tourmentee - telle qu'un vehicule - dans un film en matiere plastique et emballage ainsi realise | |
| EP0052057B1 (fr) | Procédé et machine pour recouvrir une charge d'une gaine tubulaire | |
| CH104572A (fr) | Récepteur de feuilles pour machines rotatives à façonner le papier, carton ou autres produits en feuilles. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE ES FR GB IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19920124 |
|
| 17Q | First examination report despatched |
Effective date: 19930616 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR GB IT NL SE |
|
| REF | Corresponds to: |
Ref document number: 69106801 Country of ref document: DE Date of ref document: 19950302 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19950302 |
|
| ITF | It: translation for a ep patent filed |
Owner name: MARIETTI E GISLON S.R.L. |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2069845 Country of ref document: ES Kind code of ref document: T3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19950807 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19970301 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20081211 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20081211 Year of fee payment: 18 Ref country code: SE Payment date: 20081128 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20090113 Year of fee payment: 18 Ref country code: FR Payment date: 20081201 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20081201 Year of fee payment: 18 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090621 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20100101 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100101 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20090622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090622 |