L'invention concerne une machine d'emballage ou de banderolage sous
un film, par exemple de matière plastique étirable, notamment de produits
empilés sur une palette, et un procédé de banderolage mis en oeuvre par cette
machine, également appelée banderoleuse.
Il est courant d'emballer des palettes sous un film plastique étirable. De
nombreux procédés existent en ce qui concerne l'emballage des faces latérales
des palettes, mais il est plus compliqué de recouvrir également la face
supérieure, globalement horizontale, de la palette. Pourtant, certaines palettes, en
fonction de leur contenu, nécessitent la couverture de cette face supérieure, que
ce soit pour des raisons de tenue de la palette, d'étanchéité à la poussière ou à
l'eau, etc.
On connaít, par exemple par le brevet français FR 90 09059, un procédé
permettant de banderoler la face supérieure d'une palette. Dans ce procédé, le
film, supporté par un chariot, est déroulé au-dessus de la face supérieure de la
palette et orienté de façon à être plaqué sur cette face lorsque le chariot est
redescendu.
Pour la mise en oeuvre de ce procédé, on utilise une machine comportant
une table tournante, sur laquelle est disposée la palette, un support comprenant
un bras vertical sur lequel un chariot, supportant un dispositif de déroulement du
film, est mobile en translation verticale ; le dispositif de déroulement est monté
rotatif, autour d'un axe horizontal, sur le chariot. Ainsi, il est possible, lors de la
rotation de la table, de déplacer le chariot au-dessus de la face supérieure de la
palette et d'incliner le dispositif de déroulement du film de façon à appliquer ce
dernier horizontalement sur la face supérieure de la palette lorsque le chariot est
redescendu.
Toutefois, les moyens d'entraínement en rotation du dispositif de
déroulement du film sont complexes et conduisent à des coûts de production
importants, notamment si l'on décide d'ajouter la fonction de banderolage de la
face supérieure de la palette à une machine ne pouvant à l'origine banderoler que
les faces latérales. Par ailleurs, une telle ne permet pas d'atteindre des vitesses de
banderolage très élevées et doit de surcroít délivrer un film d'une largeur
suffisante pour atteindre le centre de la face supérieure de la palette, ce film ne
pouvant être pré-étiré de façon significative ; la consommation de film est par
conséquent importante. Ce type de machine est de plus peu modulable.
La présente invention vise à pallier tout et partie des inconvénients
mentionnés ci-dessus.
A cet effet, l'invention concerne une machine de banderolage d'une
charge sous un film, comprenant un châssis, une table, montée sur le châssis et
sur laquelle est disposée la charge, au moins un bras, mobile en rotation par
rapport au châssis le supportant, un chariot monté sur le bras, mobile en
translation sur le bras et comportant un dispositif de déroulement du film et un
dispositif de plissage du film, caractérisé par le fait que le dispositif de plissage
du film est agencé pour, en cours de banderolage, changer l'orientation du film.
Grâce à la machine de l'invention, le dispositif de plissage est utilisé
pour orienter le film, lorsqu'il est situé au-dessus de la face supérieure de la
charge, de façon à le plaquer sur la face supérieure de la charge lorsque le
chariot est redescendu. Ainsi, il est possible d'effectuer, grâce à la machine de
l'invention, des opérations de recouvrement de la face supérieure d'une palette.
Cette fonctionnalité peut être obtenue, à partir d'une machine de l'art
antérieur, grâce à des changements sommaires et peu coûteux.
De préférence, le dispositif de plissage comprend un bras pouvant
pivoter dans un plan sensiblement vertical.
De préférence encore, le plan de pivotement du bras du dispositif de
plissage peut être entraíné en rotation par rapport au chariot autour d'un axe
sensiblement vertical.
Ainsi, il est possible d'améliorer l'orientation du film par réglage du plan
de pivotement du bras du dispositif de plissage, sans que cela n'influe sur la
fonction de plissage du dispositif de plissage.
De préférence toujours, le dispositif de plissage comprend des moyens
gênant le plissage du film lorsque le dispositif est employé pour l'orientation du
film.
Avantageusement, ces moyens comprennent des bagues de caoutchouc
disposées le long du bras du dispositif de plissage.
Dans sa forme de réalisation préférée, la machine comprend deux bras.
Dans ce cas, il est possible, grâce à la machine de l'invention, d'élever les
chariots au-dessus de la face supérieure de la charge, d'abaisser les bras des
dispositifs de plissage et de redescendre les chariots de façon à ce que les films
se croisent avant d'être plaqués sur la face supérieure de la charge.
Ainsi, il est possible, d'une part, d'atteindre le centre de la charge en
utilisant un film de largeur plus faible que dans le procédé du brevet FR 90
09059, d'autre part, d'effectuer une sorte de noeud de film au milieu de la face
supérieure de la charge, ce qui permet un recouvrement de film plus serré et plus
stable. L'étanchéité du recouvrement est de la sorte plus sûre.
L'invention sera mieux comprise à l'aide de la description suivante de la
forme de réalisation préférée de la machine de banderolage de l'invention et du
procédé la mettant en oeuvre, en référence au dessin annexé, sur lequel :
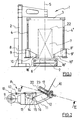
- la figure 1 représente une vue de profil de la machine de banderolage
de l'invention ;
- la figure 2 représente une vue en perspective de dessus du chariot muni
du dispositif de plissage de l'invention ;
- la figure 3 représente une vue schématique de profil du dispositif de
plissage de la figure 2, parallèlement au plan II-II, dans deux positions ;
- la figure 4 représente des diagrammes montrant l'élévation des chariots
de la machine de banderolage en fonction de l'angle de rotation des bras dans le
procédé de mise en oeuvre de la machine de l'invention, et
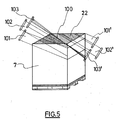
- la figure 5 représente une illustration schématique du résultat du
procédé de la figure 4.
En référence à la figure 1, la machine de banderolage 1 de l'invention,
appelée également banderoleuse, comprend un châssis 2, dont une partie en
forme de potence supporte une poutre horizontale 3. Aux deux extrémités de la
poutre 3 sont fixés des bras verticaux 4, 4'. La poutre 3 et les bras 4, 4' sont
entraínés en rotation, autour d'un axe vertical 5, par un moteur, non représenté.
La machine 1 comprend également une table 6, montée sur le châssis 2.
La table 6 est ici montée sur des galets afin de pouvoir tourner sur elle-même,
sous l'action d'un autre moteur, non représenté, autour de l'axe 5 ; cette fonction
est utile pour certains procédés de banderolage, mais n'est pas nécessaire à la
mise en oeuvre de l'invention. Une palette 7 à banderoler est disposée sur la table
6. La palette 7 est la charge de la table 6.
Chaque bras 4, 4' supporte un chariot 8, 8', respectivement, mobile en
translation le long du bras 4, 4'. Les chariots 8, 8' sont par exemple entraínés par
des chaínes reliées à des moteurs, non représentés. Un moteur unique peut être
employé pour l'entraínement des deux chariots 8, 8'. Chaque chariot 8, 8'
supporte une bobine 9, 9' de film 10, 10', respectivement.
La figure 2 représente un chariot 8, l'autre chariot 8' lui étant identique.
Le chariot 8 comprend un châssis 11, supportant la bobine 9 de film 10 et des
rouleaux 12, 13, 14, 15, 16 de déroulement et de pré-étirage du film 10. En aval
du dernier rouleau de déroulement 16, le film 10 s'étend vers la palette 7 à
banderoler, et passe devant un bras de plissage 20, à savoir entre la palette 7 et le
bras de plissage 20, sans forcément, en régime normal, être en contact avec le
bras de plissage 20, et vient en appui sur la périphérie arrière, par rapport à la
palette 7, d'un rouleau de détour 17.
Il convient de noter que le chariot 8 de la figure 2 est représenté en
perspective, notamment parce qu'il existe un angle non plat entre la partie de son
châssis 11 supportant les rouleaux de déroulement et de pré-étirage 12-16 et
celle supportant le bras de plissage 20 et le rouleau 17. Toutefois, le film n'a été
représenté que par un trait, même au niveau de la seconde partie du châssis 11
susmentionnée, pour des raisons de clarté.
En référence aux figures 2 et 3, le bras de plissage 20 peut pivoter dans
un plan II-II sensiblement vertical, vers le bas dans le sens de la rotation des bras
4, 4'. Sur la figure 3, on voit deux positions successives prises par le bras 20,
l'une verticale 20', l'autre inclinée 20". Le pivotement du bras de plissage 20 est
assuré par un moteur (non représenté). Le rouleau de détour 17 pivote ici de la
même façon que le bras 20.
Dans la banderoleuse 1 ici décrite, le plan de pivotement II-II du bras de
plissage 20 est réglable par rotation autour de l'axe vertical 21 que suit le bras en
position verticale. Il est donc possible de faire pivoter ce plan en direction de la
palette 7, c'est-à-dire de façon à ce que le bras de plissage pivote dans un plan
vertical en direction de la palette 7.
Il est encore possible, lorsque le chariot 8 se trouve à une hauteur
supérieure à celle de la face supérieure 22 de la palette 7, d'abaisser le bras de
plissage 20, ce qui a pour conséquence, en raison de la position du film 10 dans
ce cas, non pas de le plisser mais de l'orienter dans la direction de la face
supérieure 22 de la palette 7.
Dans le but d'éviter au maximum le plissage et de favoriser l'orientation
du film 10 dans ce cas-là, le bras de plissage 20 est pourvu sur sa longueur de
bagues cylindriques de caoutchouc 23. Ces bagues 23 agissent en quelque sorte
comme les doigts d'une main pour maintenir le film 10 à plat et ne pas le plisser.
L'avantage de la solution retenue est que, lors du banderolage des faces latérales
de la palette 7, un pivotement du bras de plissage 20 provoque bien le plissage
du film 10, en raison de la position de ce dernier.
Le fonctionnement de la machine de banderolage de l'invention va
maintenant être expliqué plus en détail.
La palette 7 est positionnée sur la table 6 pour être banderolée. D'une
façon générale, la palette 7 est amenée sur la table 6 par un système de
convoyage, comportant des rouleaux, non représentés. La table 6 comprend
également un système de convoyage similaire afin de compléter l'autre système
de convoyage et de positionner la palette 7 précisément.
Lors du début d'un cycle de fonctionnement classique de la machine 1,
les films 10, 10' sont bloqués à leur extrémité libre par des dispositifs 18, 18'
permettant de les pincer, de les souder et de les couper, que l'on désigne par la
suite par le terme de pinces 18, 18'. Ce type de dispositif est bien connu de
l'homme du métier. Les chariots 8, 8' sont placés dans la partie basse des bras 4,
4', c'est-à-dire en bas de la palette 7, à proximité des pinces 18, 18'. Les bras 4, 4'
sont ensuite mis en rotation autour de la table 6. Cela a pour effet d'étirer les
films 10, 10' et de les plaquer, au fur et à mesure de la rotation, contre la palette
7. Les films, initialement plissés par les pinces 18, 18', se déroulent rapidement à
leur largeur normale. Lors du premier demi-tour, les chariots 8, 8' sont élevés sur
les bras 4, 4' de façon à se trouver au-dessus des pinces lorsqu'ils repassent au
point de départ des films 10, 10'. Il est ainsi possible d'escamoter les pinces 18,
18' et de continuer la rotation, les films 10, 10', après le premier demi-tour,
recouvrant la première couche de films 10, 10' après leur partie plissée.
Lors de la fin d'un cycle de fonctionnement classique de la machine 1,
les films 10, 10' sont descendus au niveau des pinces 18, 18', sont plissés par un
pivotement des bras de plissage 20, avant d'être pincés, soudés et coupés par les
pinces 18, 18', selon un procédé classique de l'art antérieur. La machine 1 est
alors prête pour un nouveau cycle.
Le début et la fin du cycle de fonctionnement de la machine 1 de
l'invention sont tout à fait semblables à ceux des machines de l'art antérieur. Les
bras de plissage 20 des chariots 8, 8' y exercent d'ailleurs une fonction identique,
seule leur structure différant.
Toutefois, les bras de plissage 20 de la machine de l'invention, de par
leur structure, peuvent remplir une seconde fonction : ils permettent d'assurer
l'orientation des films 10, 10' pour faciliter le banderolage de la face supérieure
22 de la palette 7.
Ainsi, afin d'appliquer une portion de bande de film 10 sur la face
supérieure 22 de la palette 7, le chariot 8, par exemple, en général après un
passage en face d'une arête de la palette 7, est élevé au-dessus de la face
supérieure 22 de la palette 7. Le bras de plissage 20 est alors entraíné de sa
position verticale 20' à une position inclinée 20", afin d'orienter la surface du
film 10 vers la face supérieure 22 de la palette 7. Le chariot 8 est ensuite abaissé
en dessous du niveau de la face supérieure 22 de la palette 7, ce qui provoque le
placage du film 10 sur la face supérieure 22 de la palette 7. Le bras de plissage
20 est enfin entraíné de nouveau en position verticale pour effectuer le
banderolage classique des faces latérales.
La machine 1 permet la mise en oeuvre d'un procédé particulier, dans la
mesure où la légèreté du dispositif d'orientation du film, à savoir le bras de
plissage 20, autorise la rotation simultanée de deux bras 4, 4', comportant
chacun un tel dispositif 20. Ainsi, il est possible de lever et baisser les chariots 8,
8', tout en abaissant les bras de plissage 20 à un moment approprié, de façon à
provoquer le croisement des films 10, 10' avant leur placage sur la face
supérieure 22 de la palette 7. Ce procédé de recouvrement a pour intérêt, non
seulement d'atteindre le centre de la face supérieure 22 de la palette 7 avec des
films 10, 10' de largeur moindre que dans l'art antérieur, mais aussi d'effectuer
une sorte de noeud avec les films 10, 10', ce qui garantie une meilleure tenue du
banderolage.
Les figures 4 et 5 illustrent un exemple de procédé de banderolage de la
face supérieure 22 d'une palette 7 utilisant le croisement des films 10, 10'
expliqué ce-dessus. Sur la figure 4, trois graphes illustrent ce procédé, exécuté
en trois tours des bras 4, 4' ; en abscisse est représenté l'angle que fait la poutre 3
par rapport à une position de départ et en ordonnée est représentée la hauteur des
chariots 8, 8', identique pour les deux. Sur ces graphes, h représente la hauteur
de la face supérieure 22 de la palette 7, h0 une hauteur située en dessous, h1, h2,
h3 trois hauteurs différentes situées au-dessus.
Lors du premier tour de la poutre 3, les chariots 8, 8' sont rapidement
élevés, à partir la hauteur h0 de la position de départ, dans laquelle ils sont
sensiblement en face d'une arête de 1a palette 7, jusqu'à la hauteur h1, qu'ils
atteignent après environ 15° de rotation. Dans une position notée P1, située
après environ 60° de rotation, les dispositifs de plissage 20 sont abaissés. Les
chariots 8, 8' sont redescendus jusqu'à la hauteur h0 à partir d'environ 110° de
rotation jusqu'à 180°. Le tour se termine à la hauteur h0, les bras de plissage 20
étant relevés pendant cette rotation.
Les films 10, 10' recouvrent de cette façon deux coins opposés de la face
supérieure 22 de la palette 7, comme on le voit schématiquement sur la figure 5,
dans les positions notées 101, 101'.
Lors du deuxième tour de la poutre 3, les chariots 8, 8' sont de nouveau
rapidement élevés, à partir la hauteur h0, mais cette fois après avoir déjà
effectué environ 25° de rotation, c'est-à-dire après 385° de rotation depuis le
début du procédé, pour atteindre une hauteur h2, supérieure à h1, après environ
15° de rotation. Dans une position notée P2, située après environ 460° de
rotation depuis le début du procédé, les dispositifs de plissage 20 sont abaissés.
Les chariots 8, 8' sont redescendus jusqu'à la hauteur h0 à partir d'environ 510°
de rotation jusqu'à 540°. Le tour se termine à la hauteur h0, les bras de plissage
20 étant relevés pendant cette rotation.
Les films recouvrent de cette façon deux bandes opposées complétant les
coins précédents vers le centre de la face supérieure 22 de la palette 7, comme
on le voit dans les positions 102, 102' de la figure 5.
Lors du troisième et dernier tour de la poutre 3, les chariots 8, 8' sont
encore rapidement élevés, à partir la hauteur h0, mais cette fois après avoir déjà
effectué environ 25° de rotation, c'est-à-dire après 755° de rotation depuis le
début du procédé, pour atteindre une hauteur h3, supérieure à h2, après environ
15° de rotation. Dans une position notée P3, située après environ 880° de
rotation depuis le début du procédé, les dispositifs de plissage 20 sont abaissés.
Les chariots 8, 8' sont redescendus jusqu'à la hauteur h0 à partir d'environ 890°
de rotation jusqu'à 940°. De cette façon, ils se croisent avant d'être plaqués sur la
face supérieure 22 de la palette 7. Le tour se termine à la hauteur h0, les bras de
plissage 20 étant relevés pendant cette rotation.
Les films recouvrent de cette façon une bande centrale de la face
supérieure 22 de la palette 7, comme on le voit dans les positions 103, 103' de la
figure 5 ; on remarque sur cette dernière une zone de croisement 100 entre les
films 10, 10', qui sont ainsi, non seulement plaqués sur la palette 7, mais
également, en quelque sorte, noués l'un à l'autre.
Grâce à la machine 1 de l'invention, il est donc possible de banderoler la
face supérieure 22 de la palette 7 avec des films 10, 10' moins larges que dans
l'art antérieur et avec une grande vitesse d'exécution, du fait de la présence de
deux bras 4, 4'.
Le plan de pivotement du bras de plissage 20 de l'invention est ici
réglable par rotation autour de l'axe 21. Il est tout à fait envisageable que ce
réglage puisse être fait en continu, c'est-à-dire que le plan de pivotement du bras
de plissage 20 puisse être entraíné en rotation, par rapport au chariot 8
supportant le bras 20, en cours de procédé de banderolage, pour par exemple
changer l'orientation du film 10 de ce fait.