EP0453696B2 - Tunnelofen - Google Patents
Tunnelofen Download PDFInfo
- Publication number
- EP0453696B2 EP0453696B2 EP19900610015 EP90610015A EP0453696B2 EP 0453696 B2 EP0453696 B2 EP 0453696B2 EP 19900610015 EP19900610015 EP 19900610015 EP 90610015 A EP90610015 A EP 90610015A EP 0453696 B2 EP0453696 B2 EP 0453696B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- kiln
- tunnel kiln
- side walls
- combustion air
- space
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000002485 combustion reaction Methods 0.000 claims description 56
- 238000010304 firing Methods 0.000 claims description 22
- 239000000463 material Substances 0.000 claims description 10
- 239000002184 metal Substances 0.000 claims description 9
- 239000000446 fuel Substances 0.000 claims description 6
- 238000001816 cooling Methods 0.000 claims description 5
- 229910001220 stainless steel Inorganic materials 0.000 claims description 4
- 239000010935 stainless steel Substances 0.000 claims description 4
- 239000011810 insulating material Substances 0.000 claims description 3
- 239000011449 brick Substances 0.000 claims description 2
- 239000003570 air Substances 0.000 description 81
- 239000000919 ceramic Substances 0.000 description 12
- 239000007789 gas Substances 0.000 description 10
- 239000011490 mineral wool Substances 0.000 description 7
- 239000000567 combustion gas Substances 0.000 description 6
- 238000005265 energy consumption Methods 0.000 description 5
- 239000000835 fiber Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 239000002657 fibrous material Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000007669 thermal treatment Methods 0.000 description 3
- 239000012080 ambient air Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 239000011819 refractory material Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003779 heat-resistant material Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/30—Details, accessories, or equipment peculiar to furnaces of these types
- F27B9/3005—Details, accessories, or equipment peculiar to furnaces of these types arrangements for circulating gases
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/30—Details, accessories, or equipment peculiar to furnaces of these types
- F27B9/32—Casings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D17/00—Arrangements for using waste heat; Arrangements for using, or disposing of, waste gases
- F27D17/004—Systems for reclaiming waste heat
Definitions
- the present invention relates to a tunnel kiln, especially for thermal treatment of ceramics, or refractory workpieces.
- Such tunnel kilns comprise a tunnel including transporting means for transporting the workpieces to be treated in a longitudinal direction through the tunnel.
- the transporting means may, for example, be constituted by kiln cars or by a series of juxtaposed rotatable rollers extending transversely to the direction of movement of the workpieces.
- the workpieces When the workpieces are moved through the tunnel from one end thereof to the opposite end, they are subject to successive thermal treatment steps by passing through various treatment zones of the kiln.
- the kiln may include a preheating and degassing zone, a firing zone, and a cooling zone.
- the inner walls of the tunnel is made from refractory material, and opposite sides of the tunnel a plurality of burners are arranged for providing the heat necessary for firing the workpieces.
- the combustion gases are preferably drawn out countercurrently to the direction of movement of the workpieces through the kiln so that the incoming fresh workpieces are preheated by the combustion gas being drawn out from the kiln.
- the temperature in the firing zone of the kiln may be rather high, for example about 1100°C, and therefore the loss of heat through the surrounding kiln walls is substantial even when these walls are rather thick, for example about 500 mm, and at least partly made from thermally insulating material.
- UK patent application GB 2103773A discloses a tunnel kiln having recuperators arranged in the roof or side walls of the kiln in the zone immediately downstream of the firing zone.
- the hollow recuperators are connected in series by frustoconical tubes and extend in the longitudinal direction of the kiln.
- Ambient air is moved through the recuperator and heated so that hot gases are drawn from the interior of the tunnel into the recuperator via inflow passages.
- the mixture of heated ambient air and combustion gases from the cooling zone of the kiln may be used as preheated furnace combustion air.
- recuperators built into the walls of the ovens or kilns are rather complicated and cover only part of the kiln wall surfaces through which heat is lost
- the present invention provides a rather simple tunnel kiln of the type described above, in which a substantial part of the heat loss through the top wall or roof and side walls of the kiln may be regained and used for preheating the incoming fresh combustion air without contaminating the same by combustion gases.
- the present invention provides a tunnel kiln including a preheating zone, a firing zone, and a cooling zone, said kiln comprising a top wall or roof and a pair of opposite side walls, which define a tunnel, the top wall and each of the side walls at least at the firing zone being formed by a pair of oppositely arranged inner and outer shells which are mutually spaced substantially in their full extent to define a continuous interconnected space therebetween, a plurality of burners mounted in each of the side walls at the firing zone, each burner having inlets for fuel and combustion air, respectively, the combustion air inlet at each burner communicating substantially directly with the interconnected space defined between said inner and outer shells of the top and side walls, and air supply means for forced supply of combustion air into said interconnected space.
- each of the inner and outer shells may be formed as a separate unit, while the flow passage for combustion air is simply formed by the spacing defined between such separate units.
- the air supply means for supplying fresh combustion air may be connected to the space of the top wall, and the burners may be arranged at the bottom part of each of the side walls.
- the inflowing cool combustion air will then first come into contact with the top wall of the kiln at a position, where the wall temperature is at a rather high level. From this entrance air will flow through the top wall and downward through the side wall to the burners.
- the air supply means are preferably connected to said space adjacent to a longitudinal center line of the top wall, whereby a substantially symmetrical air flow is obtained.
- the inner shell of the top wall or roof and of the side walls preferably comprises ceramic fibre material or other refractory material which has the necessary mechanical strength, and which is able to withstand the high temperatures prevailing in the firing zones of the kiln.
- the outer shell may be of a less heatresistant material and comprises preferably also an outer heat insulating layer. Such materials are of a certain porosity, so that hot gases from the tunnel of the kiln may to some extent pass outwardly through the kiln wall, which will give rise to an increased loss of heat.
- the outer side of the inner shell and the inner side of the outer shell are preferably covered by a layer of material which is substantially gas impervious.
- Such layer may be a sheet or plate of any material which is sufficiently heat resistant, such as metal.
- metal should preferably be of a type which does not give rise to any discolouration of the goods being treated or any other adverse effects.
- the metal sheets are preferably made from stainless steel.
- each of the top and side walls may be built up from a plurality of prefabricated double wall units, each comprising interconnected inner and outer shell parts.
- the top wall and the opposite side walls of the firing zone are formed by pairs of inner and outer shell members, each having an inverted, substantially U-shaped cross section, a space of substantially uniform width being defined between the outer surface of the inner shell member and the inner surface of the outer shell member.
- each of the walls may be made substantially from refractory brick material, and the outer shell of each of the walls may be made substantially from a thermally insulating material. It may be desirable to choose a relatively large wall thickness in order to reduce heat loss through the walls. On the other hand, a substantial increase of the wall thickness means a heavy increase of kiln construction costs. As a suitable compromise, the total thickness of each of the top and side walls may be chosen within the range 300-800 mm, preferably 400-600 mm.
- the substantially uniform spacing of the inner and outer shells is chosen so as to obtain a suitable flow rate of the combustion air flowing therethrough. It has been found that the width of the spacing is suitably 20-50 mm, preferably about 30 mm.
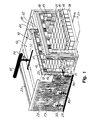
- Fig 1 shows a module 10 of a tunnel kiln for thermal treatment of ceramic or refractory workpieces 11.
- the kiln may comprise several juxtaposed modules, which in combination define a tunnel kiln having a preheating zone, a firing zone, and a cooling zone.
- the module 10 shown in Fig. 1 is of the type forming the firing zone.
- Each module 10 is of an inverted U-shape and comprises a top wall or roof 12, and a pair of opposite side walls 13.
- the top wall or roof 12 is formed by inner and outer shells 16 and 17, and each of the opposite side walls 13 is formed by inner and outer shells 18 and 19.
- the inner shells 16 and 18 form a unitary inner shell member 20, and the outer shells 17 and 19 similarly form a unitary outer shell member 21.
- Each of these shell members 20 and 21 is shaped substantially as an inverted U or like a portal, and the inner and outer shell members are arranged in a mutually spaced relationship so as to define a narrow space 22 between adjacent opposite surfaces of the inner and outer shell members 20 and 21.
- the inner surface of the outer shell member 21 and the outer surface of the inner shell member 20 are preferably covered by a lining or plate of a gas impervious material, such as a sheet or plate of stainless steel or another suitable metal.
- a gas impervious material such as a sheet or plate of stainless steel or another suitable metal.
- the narrow air space 22 which extends substantially along the total outer and inner surfaces of the inner and outer shell members 20 and 21, respectively, is defined between opposite metal plates or metal sheets.
- the narrow air space 22 may be closed at both ends of each module 10, so that the metal sheets or plates form a narrow air chamber of an inverted U-shape between the inner and outer shell members 20 and 21.
- the inner shell 16 of the top wall 12 may consist of an inner layer of a high temperature ceramic fiber material and an outer layer adjacent to the space 22 of a low temperature ceramic fiber material.
- the inner shell 18 of the side walls 13 may be made from a ceramic fiber material sandwiched between an inner refractory slab lining and an outer ceramic slab lining.
- the outer shells 17 and 19 of the top wall 12 and the side walls 13, respectively, are normally made from mineral wool. If necessary, an inner layer of high temperature resistant mineral wool and an outer layer of low temperature resistant mineral wool may be used.
- the module 12 may also comprise an outer frame work or skeleton 23 supporting the module, and the outer surfaces of the module may be covered by a cladding 24 formed by cover plates.
- the workpieces 11 to be treated are arranged on a ware deck 25 which by means of flame posts 14 is supported by a layer of ceramic insulation 15 arranged on the steel frame of a carriage or kiln car 26.
- the car 26 may be moved in a longitudinal direction through the tunnel kiln along rails 27 extending therethrough.
- Each of the modules 10 forming the firing zone of the tunnel kiln is provided with a number of burners 28, for example four burners in each of the opposite side walls 13.
- Gaseous fuel is supplied to the burners through a gas supply tube 29 and gas feeding tubes 30 branched therefrom.
- Combustion air is delivered to the burners through a combustion air supply tube 31, which is communicating with the narrow air space 22 through an air manifold tube 32.
- the manifold tube 32 is preferably connected to the air space 22 along the center line of the top wall 12 between each pair of oppositely arranged burners 28.
- the space 22 defined between the inner and outer shell members 20 and 21 communicate with a combustion air inlet 33 for each of the burners 28.
- the supply of combustion air to the burners is controlled by means of a control device 34 in dependency of the amount of fuel supplied to the burners.
- the heating zone and the workpieces 11 present therein are heated to a desired high temperature, for example about 1100°C, by means of the burners 28.
- a controlled amount of gaseous fuel is currently supplied to each of the burners 28 through the gas feeding tubes 30, and corresponding amounts of combustion air from the ambient atmosphere are supplied through the manifold tube 32 under the control of the control device 34.
- Fresh combustion air supplied through the manifold tubes 32 flows in opposite directions through the narrow space 22 in the top wall 12 through the space defined in the opposite side walls 13 and into the combustion air inlets of the oppositely arranged burners 28.
- the combustion gas flowing from the manifold tube 32 through the narrow space 22 to the burners 28 will be preheated by heat having passed from the inner tunnel of the kiln and through the inner shell member 20.
- heat which would otherwise have been wasted is returned to the heating zone of the tunnel, and the preheating of the combustion air causes that a higher temperature may be obtained within the tunnel as will be described more in detail in the following.
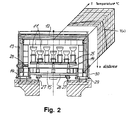
- Fig. 2 illustrates the preheating ofthe combustion air flowing from the manifold tube 32 through the narrow space 22 to the burners 28.
- the temperature T(x) of the combustion air will increase from ambient temperature at the inlet of the manifold tube 32 to the air inlet 33 of the burners 28. It is understood that the combustion air flowing through the space 22 in the top wall 12 has a substantially lower temperature than the preheated air flowing downward through the space 22 of the side wall 13. This means that the combustion air will cool the top wall to a higher extent than the side walls.
- Fig. 3 and 4 graphically illustrate the temperature distribution in a side wall of a tunnel kiln at a location just before the combustion air inlet to one of the burners 28.
- Fig. 3 shows a conventional kiln side wall formed by various layers, namely an inner layer of refractory slabs RS with a thickness of 50 mm, a succeeding layer of the ceramic fibers CF with a thickness of 220 mm, a layer of ceramic slabs CS with a thickness of 30 mm, a layer of high temperature resistant mineral wool HT MW with a thickness of 120 mm, and an outer layer of low temperature resistant mineral wool LT MW with a thickness of 80 mm.
- the total wall thickness is 500 mm.
- Fig. 4 illustrates the temperature distribution in a kiln wall which has been modified in accordance with the present invention.
- the walls of Figs. 3 and 4 are identical with the exception that in Fig. 4 the thickness of the layer HT MW of high temperature resistant mineral wool has been reduced by 25 mm, so as to provide an air space 22 between the adjacent layers CS and HT MW.
- the inner kiln temperature and the ambient temperature are the same as in Fig. 3.
- a flow of combustion air is passed to the burners 28 through the air space 22.
- the temperature distribution through the kiln wall is illustrated for two different flow rates of the combustion air through the space 22, namely corresponding to a supply of 15 kg air per hour to each burner and 25 kg air per hour to each burner, respectively.
- Fig. 5 shows the various layers of a typical top wall or roof of a tunnel kiln in accordance with the present invention.
- Such top wall has an inner layer of high temperature ceramic fibers HT CF with a thickness of 64 mm, an adjacent intermediate layer of low temperature ceramic fibers LT CF with a thickness of 25 mm, and an outer layer of mineral wool MW with a thickness of 150 mm.
- An air space 22 having a width of 25 mm for conducting the supply of combustion air to the burners is defined between the intermediate layer LT CF and the outer layer MW.
- FIG. 5 illustrates the temperature distribution through such a top wall structure for two different flow rates of combustion air through the space 22, namely corresponding to an air supply of 15 kg combustion air to each burner per hour and 25 kg combustion air to each burner per hour, respectively.
- Fig. 6 is a diagram illustrating the total heat loss all the way from the combustion air supply to the combustion air inlet of a burner 28, for various mass flows of combustion air in a conventional tunnel kiln, which has been modified in accordance with the present invention, and in which the thickness of the side walls as well as of the top wall is 500 mm.
- This diagram clearly shows that the average overall heat loss of a tunnel kiln can be reduced considerably by the present invention, and that the reduction of heat loss increases substantially with increase of the mass flow of combustion air through the space 22 in the kiln walls.
- the heat loss will be about 400 kcal per hour per m 2 of the kiln surface when the airflow in the space 22 is zero (corresponding to a conventional kiln structure), while the heat loss is reduced to about 130 kcal per hour per m 2 , when the mass flow of combustion air through the space 22 is 20 kg air per hour per meter of the kiln.
- An embodiment of the tunnel kiln according to the invention has a kiln length of 80 m, an inside width of 2.4 m, and an inside height of 1.0 m.
- the firing temperature in the firing zone of the kiln is 1250°C.
- the kiln has a capacity of 2000 workpieces a day.
- the workpieces - each having a weight of 18 kg are - arranged on carriages or kiln cars.
- Each car with the necessary accessories has a total weight of 972 kg, and may carry 18 workpieces, which means 324 kg of workpieces.
- the total weight of a loaded kiln car is 1296 kg.
- the mass flow of cars and workpieces through the kiln is 6000 kg,/h, while the mass flow of workpieces is 1500 kg/h.
- the total energy consumption for such kiln is 2,100,000-2,400,000 kcal/h.
- the heat loss through the walls will be about 1500 kcal/h per m of the kiln length, which means that the total wall loss will be 120,000 kcal/h, when the kiln is 80 m long.
- the heat losses through the walls will range between 5 and 5.7% of the total energy consumption depending on the mass flow of workpieces.
- the price of the side walls and the top wall in the high temperature zone or firing zone of the kiln is reduced to about half the price of a conventional wall design, and, additionally, the loss of heat energy from the kiln will be reduced to about 20% of the heat loss in a conventional tunnel kiln.
- the loss of heat energy through the walls amounts to only 1.1% of the total heat input compared to 5.7 in a conventional kiln.
- the combustion air is preheated to a temperature of about 400°C, and a flame temperature is 2250°C.
- 17% of the total energy consumption may be saved.
- the kiln walls are not completely gas impervious, so that hot gases from the kiln may leak through the walls. Such ventilation loss may be rather considerable.
- the space 22 is defined between gas impervious layers, for example made from sheets or plates of stainless steel. This fact has not been taken into account in this example and will give rise to a further reduction of heat loss through the walls.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Environmental & Geological Engineering (AREA)
- Furnace Details (AREA)
- Tunnel Furnaces (AREA)
Claims (10)
- Tunnelofen mit einer Vorwärmzone, einer Brennzone und einer Kühlzone, umfassendeine obere Wand und ein Paar von einander gegenüberliegenden Seitenwänden, welche einen Tunnel bilden, wobei die obere Wand und jede der Seitenwände mindestens in der Brennzone durch ein Paar von einander gegenüberliegend angeordneten inneren und äußeren Schalen gebildet ist, welche mit Abstand voneinander im wesentlichen in ihrer vollen Länge angeordnet sind zur Bildung eines dazwischen liegenden durchgehenden Raumes,eine Mehrzahl von Brennern, die in jeder der Seitenwände in der Brennzone montiert sind, wobei jeder Brenner Einlässe für Brennstoff bzw. Verbrennungsluft aufweist, wobei der Verbrennungslufteinlaß bei jedem Brenner im wesentlichen direkt mit dem in Verbindung stehenden Raum verbunden ist, welcher zwischen den genannten inneren und äußeren Schalen der oberen und der Seitenwände gebildet ist, undLuftzuführmittel für eine Zwangsführung von Verbrennungsluft in den genannten, verbundenen Raum.
- Tunnelofen nach Anspruch 1,
wobei die Luftzuführmittel mit dem Raum der oberen Wand verbunden sind und die Brenner im unteren Bereich eines jeden der Seitenwände angeordnet sind. - Tunnelofen nach Anspruch 2,
wobei die Luftzuführmittel benachbart zu der Längsmittellinie der oberen Wand verbunden sind mit dem erwähnten Raum. - Tunnelofen nach einem der Ansprüche 1 - 3,
wobei jeder der genannten Räume zwischen einander gegenüberliegenden Schichten eines im wesentlichen gasundurchlässigen Materials begrenzt ist, welches die innere Seite der äußeren Schale bzw. die äußere Seite der inneren Schale bildet. - Tunnelofen nach Anspruch 4,
wobei die Schichten Metallplatten oder Bleche sind. - Tunnelofen nach Anspruch 4,
wobei die Metallbleche aus rostfreiem Stahl bestehen. - Tunnelofen nach einem der Ansprüche 1 - 5,
wobei die obere Wand und die einander gegenüberliegenden Seitenwände in der Brennzone durch Paare von inneren und äußeren Schalenteilen gebildet sind, deren jedes einen umgedrehten, im wesentlichen U-förmigen Querschnitt aufweist, einen Raum von im wesentlichen gleicher Breite, der zwischen der äußeren Oberfläche des inneren Schalenteils und der inneren Oberfäche des äusseren Schalenteils begrenzt ist. - Tunnelofen nach einem der Ansprüche 1 - 7,
wobei die innere Schale einer jeden Wand im wesentlichen aus feuerfestem Ziegelmaterial hergestellt ist, wobei die äußere Schale einer jeden der Wände im wesentlichen aus einem thermisch isolierenden Material hergestellt ist. - Tunnelofen nach einem der Ansprüche 1 - 8,
wobei die Gesamtdicke jeder der Seitenwände und der oberen Wand 300 - 800 mm, vorzugsweise 500 - 600 mm beträgt. - Tunnelofen nach einem der Ansprüche 1 - 9,
wobei der Abstand zwischen innerer und äußerer Schale 20 - 50 mm, vorzugsweise ca. 30 mm beträgt.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE1990605101 DE69005101T3 (de) | 1990-03-07 | 1990-03-07 | Tunnelofen. |
| EP19900610015 EP0453696B2 (de) | 1990-03-07 | 1990-03-07 | Tunnelofen |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19900610015 EP0453696B2 (de) | 1990-03-07 | 1990-03-07 | Tunnelofen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0453696A1 EP0453696A1 (de) | 1991-10-30 |
| EP0453696B1 EP0453696B1 (de) | 1993-12-08 |
| EP0453696B2 true EP0453696B2 (de) | 1997-03-12 |
Family
ID=8205870
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19900610015 Expired - Lifetime EP0453696B2 (de) | 1990-03-07 | 1990-03-07 | Tunnelofen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0453696B2 (de) |
| DE (1) | DE69005101T3 (de) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9205383U1 (de) * | 1992-04-18 | 1993-09-09 | Keller GmbH, 49479 Ibbenbüren | Tunnelofen |
| DE9205385U1 (de) * | 1992-04-18 | 1993-08-12 | Keller GmbH, 49479 Ibbenbüren | Tunnelofen zum Brennen keramischer Formlinge |
| DE4327283B4 (de) * | 1993-08-13 | 2005-10-06 | Ernst Pennekamp Ohg | Durchlaufofen für die Glasindustrie |
| NL1011465C2 (nl) * | 1999-03-05 | 2000-09-14 | Heattreat Advising Company N V | Oveninrichting. |
| US8157887B2 (en) * | 2010-08-06 | 2012-04-17 | Scott William Frame | Metal recovery system |
| CN113294803B (zh) * | 2020-02-24 | 2024-04-05 | 广东保绿泰华生物能源有限公司 | 一种带空气换热夹层的生物质燃烧炉 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1510556A (en) * | 1924-10-07 | Tunnel kiln | ||
| GB2103773B (en) * | 1981-07-04 | 1984-10-24 | Peter Sturgess Shipley | Heat recuperator |
| US4664618A (en) * | 1984-08-16 | 1987-05-12 | American Combustion, Inc. | Recuperative furnace wall |
-
1990
- 1990-03-07 EP EP19900610015 patent/EP0453696B2/de not_active Expired - Lifetime
- 1990-03-07 DE DE1990605101 patent/DE69005101T3/de not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE69005101D1 (de) | 1994-01-20 |
| EP0453696A1 (de) | 1991-10-30 |
| EP0453696B1 (de) | 1993-12-08 |
| DE69005101T3 (de) | 1997-06-12 |
| DE69005101T2 (de) | 1994-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4664618A (en) | Recuperative furnace wall | |
| JPH07196324A (ja) | ガラス溶融炉及びその使用方法 | |
| US4490107A (en) | Method of processing charges in a continuous combustion furnace | |
| EP0453696B2 (de) | Tunnelofen | |
| JPS58501629A (ja) | 前炉 | |
| US3854865A (en) | Kiln for ceramic products | |
| US4444558A (en) | System for heating broadwise-end portions of metal material | |
| US4069008A (en) | Method and apparatus for heating a workpiece | |
| US4069010A (en) | Kiln for ceramic products | |
| US3744965A (en) | Tunnel kiln | |
| US3722866A (en) | Apparatus for feeding a gas furnace | |
| US4531910A (en) | Down draft kiln | |
| GB1562681A (en) | Horizontal coke oven | |
| US3241823A (en) | Air-heater cupola constructions | |
| JP3419917B2 (ja) | 連続加熱装置 | |
| US4479778A (en) | Construction of regenerator furnaces | |
| US4229163A (en) | Heating furnace | |
| US3134584A (en) | Checkerbrick for industrial heating furnaces | |
| US3469827A (en) | Furnace | |
| CA1177772A (en) | Device for improving the flow of the gases entering the combustion chamber of industrial gas-fired systems, more particularly coke ovens | |
| US3355783A (en) | Shuttle kiln | |
| JPH0375609B2 (de) | ||
| JPH08291328A (ja) | 連続加熱装置 | |
| SU971886A1 (ru) | Доменный воздухонагреватель | |
| JP3686449B2 (ja) | 連続加熱炉 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19901219 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE GB IT SE |
|
| 17Q | First examination report despatched |
Effective date: 19930326 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: NIRO HOLDING A/S |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB IT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19931208 |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 69005101 Country of ref document: DE Date of ref document: 19940120 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: HANS LINGL ANLAGENBAU UND VERFAHRENSTECHNIK GMBH & Effective date: 19940908 |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: NIRO HOLDING A/S |
|
| 27A | Patent maintained in amended form |
Effective date: 19970312 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): DE GB IT SE |
|
| ITF | It: translation for a ep patent filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19980225 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19980415 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990307 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19990307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050307 |