EP0352623A2 - Blindnietgerät - Google Patents
Blindnietgerät Download PDFInfo
- Publication number
- EP0352623A2 EP0352623A2 EP89113265A EP89113265A EP0352623A2 EP 0352623 A2 EP0352623 A2 EP 0352623A2 EP 89113265 A EP89113265 A EP 89113265A EP 89113265 A EP89113265 A EP 89113265A EP 0352623 A2 EP0352623 A2 EP 0352623A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- blind
- rivet
- slide
- tool according
- blind riveting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
- B21J15/30—Particular elements, e.g. supports; Suspension equipment specially adapted for portable riveters
- B21J15/32—Devices for inserting or holding rivets in position with or without feeding arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/02—Riveting procedures
- B21J15/04—Riveting hollow rivets mechanically
- B21J15/043—Riveting hollow rivets mechanically by pulling a mandrel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
- B21J15/105—Portable riveters
Definitions
- the invention relates to a blind riveting device according to the preamble of patent claim 1.
- blind riveting device DE-AS 24 41 707
- the blind rivets are individually shot from a delivery line opening at an acute angle into the locking tube of the device into a loading chamber between the chuck and the mouthpiece of the device and held there by a leaf spring until the rivet mandrel is removed the opening jaws of the chuck is detected. This is difficult due to the poor alignment of the blind rivet.
- the loading chamber and the stroke length of the rivet head are long.
- the object of the invention is to provide the blind riveting device of the type mentioned at the outset with a simply constructed and reliably working feed device.
- the blind rivet inserted into the transfer element is held in the transfer element in a certain position, so that the blind rivet is aligned with the chuck when the blind rivet is transported to the loading position.
- the blind rivet can then be gripped by the chuck.
- the transfer element is then removed and returns to the loading position for receiving a new blind rivet, the blind rivet emerging from the lateral outlet opening of the transfer element.
- the transfer element thus has a holding device for inserting and holding the blind rivet in a specific position and the outlet opening connected to the holding device.
- the holding device in the transfer element is a recess into which the blind rivet is shot and in which it is held by clamping or frictional force.
- Pneumatic or electromagnetic elements can also be used for the holding device.
- an alignment device is also provided in the loading position, by means of which the blind rivet is additionally aligned in the aligned position with the chuck becomes. This applies in particular to non-round rivets, for which safe insertion is also made possible.
- the transfer element is designed as a reciprocating slide which can be displaced approximately transversely and in particular obliquely at an obtuse angle to the direction of movement of the rivet head.
- the transfer element can also be designed as a revolver or swivel element, which grips the blind rivet in the manner explained above, holds it, transports it in front of the chuck into the loading position, the blind rivet being aligned with the chuck, whereupon the one gripped by the chuck Blind rivet is removable from the transition element.
- the slide By means of the slide, precise alignment of the blind rivet can be achieved according to the invention with simple means by pushing the blind rivet out of the preferably pneumatically operated delivery line into the recess of the slide.
- the slider is slotted, so the recess consists of two jaws, which expand slightly when the blind rivet enters, so that the blind rivet is held firmly in the recess and is now moved upwards in this orientation in front of the chuck.
- the drive cylinder for the rivet head is actuated and the single-jaw chuck moves over the rivet mandrel and takes over the blind rivet from the slide by pulling the slide away from this loading position and thereby the blind rivet emerging from the recess through the slot.
- the rivet head is then moved further, riveting is carried out and the mandrel is torn off.
- the slide comes into position in front of the inlet channel and takes over the next blind there rivet, which is conveyed by a blast of compressed air from a magazine with separating device.
- the drive device for the slide is particularly advantageous because the slide movement is inevitably coupled to the rivet head drive.
- swivel arms with sliding surfaces are attached to the slide.
- the drive of the rivet head and slide can also be synchronized with a pneumatic or electrical control.
- the sliding surfaces interact with parts of the chuck or the rivet head, so that when the rivet head is moved, the swivel arms are inevitably and positively pivoted and the slider is thus actuated.
- the force for the counter movement of the slide is provided by a spring, the sliding surfaces interacting with the rivet head taking over the guidance of the slide and also a stop surface ensuring that the upper end position of the slide is exactly maintained.
- the slide is held in its lower end position by a lock, which is unlocked by the rivet head on its way to the rear position and thus releases the slide for its upward stroke.
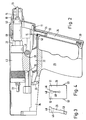
- a chuck 10 serves to receive the mandrel 11 of a blind rivet 12, the hollow rivet of which is inserted up to a flange 15 in a bore of workpieces not to be connected, a mouthpiece 16 of the housing 18 of the blind rivet device being able to be placed on the workpieces.
- the chuck 10 is part of a rivet head 20, which is provided with a pulling device 42, upon actuation of which a tensile force is exerted on the mandrel 11 held in the chuck 10, so that the hollow rivet 14 is crowned, causing riveting, whereupon the mandrel when the pulling device is actuated further, it is torn off and vacuumed through a central channel and exits at 22.
- a drive cylinder not shown, for displacing the rivet head from the loading position shown in FIG. 1, into the working or riveting position, which is almost reached in FIG. 2, in which the hollow rivet part 14 is just through an opening 23 in the mouthpiece 16 passes through.
- the feed device for the blind rivets consists of a slide 25, on which an extension 26 is provided, which is guided in a channel 27.
- the slider 25 is guided at an obtuse angle to the axis of the rivet head 20 in one direction of movement.
- the channel 27 is formed in a housing 28 which forms part of the handle 29 of the blind riveting device.
- the slider 25 is pressed upwards by a spring 30 into the position shown in FIG. 1, which is fixed by a stop 31.
- a compressed air drive is also possible instead of the spring.
- the swivel arm 32 is articulated by means of a rotatable tab 35 on the housing 36 of the blind riveting device.
- the swivel arm 32 has a first sliding surface 38 and a second sliding surface 39, both of which face the rivet head 20.
- the first sliding surface 38 cooperates with a shoulder 43 provided on the rivet head 20, during further return both sliding surfaces 38 and 39 interact with a roller 41 which is mounted on the cylinder 42 of the pulling device.
- the slide 25 has a recess 46 in the form of a bore which serves to receive the blind rivet 12. Above the bore 46, the slide 25 is provided with a slot 48, the width of which is selected so that the blind rivet can emerge from the bore 46 when the slide is actuated. In order to facilitate or enable this emergence, a further longer slot 49 is provided below the bore 46, which divides the slide into two tongues 50 and 51, which are pressed apart due to the slot 49 and the elastic or resilient properties of their material, when the hollow rivet part 14 passes from the recess 46 into the slot 48 and is thus removed from the slide. The blind rivet is thus enclosed and held by the two tongues 50 and 51 or the sections of the recess 46 lying on both sides of the slot 48 or 49.
- the bearing points for the two swivel arms 32 are designated 53 in FIG. 4.
- a bore is also provided in the housing parallel to the axis of the rivet head 20 as a feed line 55 for the blind rivet.
- the blind rivets are contained in a magazine (not shown), get from the magazine into a vibrating pot of known design, in which they are separated, whereupon they are brought into the channel 55 by a compressed air pulse via a line (not shown) and thereby at an opening pawl 58 are inserted into the recess 46 of the slide 25, which is brought into the position shown in FIG. 2.
- the pawl 58 bears against the flange 15 of the blind rivet so that it does not fall out.
- the rivet head After completion of the riveting process, the rivet head returns from the working position to the loading position shown in FIG. 1. Shortly before reaching the loading position, the slide 25 is unlocked by a retracting rod and pushed up under the force of the spring 30 until the rivet head 20 has been pushed back so far that the roller 41 is released and the stop 31 is reached. 1 and the slide 25 is axially aligned with the chuck 10 in its upper end position. An additional security against tilting of the mandrel 11 when it is received in the chuck is provided by a fork 60, in the slot 61 of which the Pull mandrel 11 occurs.
- the rivet head 20 is now moved forward from the loading position shown in FIG. 1 by actuating the drive cylinder, so that the mandrel 11 enters the clamping device 10.
- the roller 41 moves further forward and then reaches the sliding surfaces 39 and 38.
- the pulling mandrel 11 has already been taken over by the chuck 10.
- the further movement of the rivet head 20 to the front can now pivot the swivel arm 32 in a clockwise direction, so that the slider 25 is pushed down and the hollow rivet 14 is pushed out of the slot 48 via the spreading slot Recess 46 emerges.
- the fork 60 is pivotally mounted and is pivoted away from the chuck 10 upwards.
- the slide 25 has now been pushed so far down from the sliding surface 38 that the path for the rivet head 20 is free.
- the roller 41 slides on the sliding surface 39 and when the rivet head 20 is advanced further, the slide 25 is thus brought into the lower end position shown in FIG. 2, in which the recess 46 is arranged in front of the inlet channel 45.
- This end position is defined by the stop surface 38 on the cylinder housing 42, as shown in FIG. 2.
- the rivet head 20 continues to advance until the blind rivet emerges from the opening 23 of the mouthpiece 16.
- the slide 25 is locked in its lower end position by a lock.
- the next blind rivet is now inserted into the slide 25 by a blast of compressed air.
- the setting and riveting process can take place at the same time.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Insertion Pins And Rivets (AREA)
- Automatic Assembly (AREA)
Abstract
Description
- Die Erfindung betrifft ein Blindnietgerät gemäß dem Oberbegriff des Patentanspruchs 1.
- Einrichtungen zum Zuführen von Blindnieten und Einsetzen der Blindnieten mit ihrem Zugdorn in eine Zugvorrichtung, mit Hilfe der die Vernietung erfolgt und der Zugdorn abgerissen wird, sind verschiedener Bauweise bekannt. Beispielsweise (DE-AS 21 32 268) sind die den Blindniet erfassenden Greifbacken über Laschen schwenkbar an der Zugvorrichtung befestigt. Aus der Arbeitsstellung, in der der Nietvorgang durchgeführt wird, lassen sich die Greifbacken in einem Winkel von nahezu 180°, an gehäusefesten Kurvenbahnen geführt, in eine Beschickungsstellung schwenken, in der der nächste Blindniet aus einem Zuführkanal übernommen und zwischen die Greifbacken eingesetzt wird. In den Zuführkanal gelangen die Blindnieten durch eine pneumatische Förderleitung, über die das Blindnietgerät mit einem Magazin verbunden ist. Platzbedarf und Bauaufwand für die Schwenkeinrichtung sowie die zurückzulegenden Wege beim Übergeben des Blindniets sind beträchtlich. Bei einem anderen bekannten Blindnietgerät (DE-AS 24 41 707) werden die Blindniete einzeln aus einer spitzwinklig in das Schließrohr des Gerätes mündenden Förderleitung in eine Ladekammer zwischen dem Einspannfutter und dem Mundstück des Gerätes geschossen und dort von einer Blattfeder festgehalten, bis der Nietdorn von den sich öffnenden Futterbacken des Einspannfutters erfaßt wird. Dies ist infolge der mangelnden Ausrichtung des Blindniets erschwert. Die Ladekammer und der Hubweg des Nietkopfes sind lang.
- Aufgabe der Erfindung ist es, das Blindnietgerät der eingangs genannten Art mit einer einfach konstruierten und zuverlässig arbeitenden Zuführeinrichtung zu versehen.
- Die genannte Aufgabe ist erfindungsgenäß durch die Merkmale des Patentanspruchs 1 gelöst.
- Vorteilhafte Weiterbildungen ergeben sich aus den Unteransprüchen.
- Der in das Übergabeelement eingesetzte Blindniet wird in dem Übergabeelement in einer bestimmten Lage gehalten, so daß der Blindniet zum Einspannfutter fluchtend ausgerichtet ist, wenn der Blindniet in die Beschickungsstellung transportiert ist. Daraufhin kann der Blindniet vom Einspannfutter erfaßt werden. Hierauf wird das Übergabeelement entfernt und kehrt in die Ladestellung zur Aufnahme eines neuen Blindniets zurück, wobei der Blindniet aus der seitlichen Austrittsöffnung des Übergabeelementes austritt. Das Übergabeelement weist somit eine Haltevorrichtung zum Einsetzen und Halten des Blindniets in einer bestimmten Lage auf sowie die mit der Haltevorrichtung in Verbindung stehende Austrittsöffnung.
- In einer bevorzugten Ausführung der Erfindung ist die Haltevorrichtung im Übergabeelement eine Ausnehmung, in die der Blindniet eingeschossen wird und in der er durch Klemmen bzw. Reibungskraft gehalten wird. Für die Haltevorrichtung lassen sich aber auch pneumatische oder elektromagnetische Elemente verwenden.
- Erfindungswesentlich ist auch die Ausführung, wonach die Bereitschaftsposition des folgenden Niets in unmittelbarer Nähe der Verarbeitungsposition angeordnet ist. Diese "Lauerstellung" verkürzt die Taktzeit.
- Ferner ist in der Beschickungsstellung noch eine Ausrichvorrichtung vorgesehen, durch die der Blindniet zusätzlich in fluchtende Lage mit dem Einspannfutter ausgerichtet wird. Dies gilt insbesondere für unrunde Nieten, für die somit ebenfalls ein sicheres Einsetzen ermöglicht wird.
- In einer bevorzugten Ausführungsform der Erfindung ist das Übergabeelement als hin- und herbeweglicher Schieber ausgebildet, der etwa quer und insbesondere schräg unter enem stumpfen Winkel zur Bewegungsrichtung des Nietkopfes verschiebbar ist. Anstelle eines Schiebers kann das Übergabeelement auch als Revolver oder Schwenkelement ausgeführt sein, welches in der vorstehend erläuterten Weise den Blindniet erfaßt, haltert, vor das Einspannfutter in die Beschickungsstellung transportiert, wobei der Blindniet fluchtend auf das Einspannfutter hin ausgerichtet ist, worauf der vom Einspannfutter erfaßte Blindniet aus dem Übergangselement entfernbar ist.
- Mittels des Schiebers läßt sich erfindungsgemäß ein genaues Ausrichten des Blindnietes mit einfachen Mitteln erzielen, indem der Blindniet aus der vorzugsweise pneumatisch betriebenen Förderleitung in die Ausnehmung des Schiebers geschoben wird. Der Schieber ist geschlitzt, die Ausnehmung besteht also aus zwei Backen, die sich beim Eintreten des Blindniets leicht aufspreizen, so daß der Blindniet fest in der Ausnehmung gehalten wird und nun in dieser Ausrichtung nach oben vor das Einsapnnfutter verschoben wird. Hierauf wird der Antriebszylinder für den Nietkopf betätigt und das Einsapnnfutter fährt über den Nietdorn und übernimmt den Blindniet aus dem Schieber, indem der Schieber aus dieser Beschickungsstellung weggezogen wird und dabei der Blindniet aus der Ausnehmung durch den Schlitz austritt. Hierauf wird der Nietkopfe weiter verschoben, die Vernietung durchgeführt und der Zugdorn abgerissen. Während des Nietvorganges ist der Schieber in seine Lage vor dem Zulaufkanal gelangt und übernimmt dort den nächsten Blind niet, der durch einen Druckluftstoß aus einem Magazin mit Vereinzelungsvorrichtung angefördert wird.
- In diesem Zusammenhang ist die Antriebsvorrichtung für den Schieber besonders vorteilhaft, weil die Schieberbewegung zwangsläufig mit dem Nietkopfantrieb gekuppelt ist. Hierzu dienen am Schieber angelenkte Schwenkarme mit Gleitflächen. Die Synchronisierung des Antriebs von Nietkopf und Schieber ist auch mit einer pneumatischen oder elektrischen Steuerung ausführbar.
- Die Gleitflächen wirken mit Teilen des Einspannfutters bzw. des Nietkopfes zusammen, so daß beim Verschieben des Nietkopfes zwangsläufig und formschlüssig die Schwenkarme verschwenkt und damit der Schieber betätigt wird. Die Kraft für die Gegenbewegung des Schiebers erfolgt durch eine Feder, wobei die mit dem Nietkopf zusammenwirkenden Gleitflächen die Führung des Schiebers übernehmen und außerdem eine Anschlagfläche dafür sorgt, daß die obere Endlage des Schiebers genau eingehalten wird. Der Schieber wird in seiner unteren Endlage durch eine Sperre gehalten, welche durch den Nietkopf auf seinem Weg in die hintere Stellung entriegelt wird und so den Schieber für seinen Aufwärtshub freigibt.
- Insgesamt sind durch die erfindungsgemäße Anordnung die Zuverlässigkeit, Schnelligkeit und Genauigkeit der Zuführeinrichtung und damit des Blindnietgeräts wesentlich erhöht.
- Ein Ausführungsbeispiel der Erfindung ist nachstehend anhand der Zeichnung näher erläutert. Es zeigt:
- Fig. 1 einen Schnitt in schematischer Darstellung durch ein Blindnietgerät mit dem Nietkopf in Beschickungsstellung,
- Fig. 2 einen Schnitt ähnlich Fig. 1 mit vorgeschobenem Nietkopf und mit dem Schieber vor der Zuleitung,
- Fig. 3 eine Seitenansicht des Schiebers und
- Fig. 4 eine Stirnansicht des Schiebers.
- Ein Einspannfutter 10 dient zur Aufnahme des Zugdorns 11 eines Blindniets 12, dessen Hohlniet bis zu einem Flansch 15 in eine Bohrung von nicht dargestellten zu verbindenden Werkstücken eingesetzt wird, wobei ein Mundstück 16 des Gehäuses 18 des Blindnietgeräts an die Werkstücke anlegbar ist.
- Das Einspannfutter 10 ist Teil eines Nietkopfes 20, der mit einer Zugeinrichtung 42 versehen ist, bei deren Betätigung eine Zugkraft auf den im Einspannfutter 10 gehaltenen Zugdorn 11 ausgeübt wird, so daß der Hohlniet 14 ballig aufgeweitet wird, wodurch die Vernietung erfolgt, worauf der Zugdorn bei weiterer Betätigung der Zugvorrichtung abgerissen und durch einen mittleren Kanal durch Vakuum abgesaugt wird un bei 22 austritt. Einzelheiten des Nietkopfes, der Zugvorrichtung sowie des Einspannfutters 10 sind nicht weiter erläutert, da diese Bauteile bei Blindnietgeräten bekannt sind und die Erfindung nicht hierauf gerichtet ist. Dies gilt auch für einen nicht dargestellten Antriebszylinder zum Verschieben des Nietkopfes aus der in Fig. 1 dargestellten Beschickungsstellung, in die Arbeits- bzw. Nietstellung, die in Fig. 2 nahezu erreicht ist, in der der Hohlnietteil 14 gerade durch eine Öffnung 23 im Mundstück 16 hindurchtritt.
- Die Zuführeinrichtung für die Blindnieten besteht aus einem Schieber 25, an dem eine Verlängerung 26 vorgesehen ist, die in einem Kanal 27 geführt ist. Somit ist der Schieber 25 in einer Bewegungsrichtung in einem stumpfen Winkel zur Achse des Nietkopfes 20 geführt. Der Kanal 27 ist in einem Gehäuse 28 ausgebildet, das Bestandteil des Handgriffes 29 des Blindnietgerätes bildet. Der Schieber 25 wird von einer Feder 30 nach oben in die in Fig. 1 dargestellte Lage gedrückt, die durch einen Anschlag 31 festgelegt ist. Anstelle der Feder ist auch ein Druckluftantrieb möglich.
- An dem Schieber 25 sind seitlich zwei Schwenkarme 32 bei 33 angelenkt, die parallel zueinander auf beiden Seiten des Schiebers 25 liegen, so daß in der Darstellung nur der vordere Schwenkarm 32 sichtbar ist. Am anderen Ende ist der Schwenkarm 32 mittels einer drehbaren Lasche 35 am Gehäuse 36 des Blindnietgerätes angelenkt. Der Schwenkarm 32 weist eine erste Gleitfläche 38 und eine zweite Gleitfläche 39 auf, die beide dem Nietkopf 20 zugekehrt sind. Die erste Gleitfläche 38 wirkt mit einer am Nietkopf 20 vorgesehenen Schulter 43 zusammen, beim weiteren Rücklauf wirken beide Gleitflächen 38 und 39 mit einer Rolle 41 zusammen, die am Zylinder 42 der Zugvorrichtung gelagert ist.
- In der in Fig. 2 dargestellten unteren Stellung ist der Schieber von einer nicht dargestellten Stange gesperrt und in Ausrichtung zum Einsetzen des nächsten Blindniets gehalten. Die Stange ist am Bauteil 42 befestigt und bewegt sich mit diesem.
- Einzelheiten des Schiebers sind in den Fign. 3 und 4 dargestellt. In der Stirnansicht gem. Fig. 4 weist der Schieber 25 eine Ausnehmung 46 in Gestalt einer Bohrung auf, die zur Aufnahme des Blindniets 12 dient. Oberhalb der Bohrung 46 ist der Schieber 25 mit einem Schlitz 48 versehen, dessen Breite so gewählt ist, daß der Blindniet aus der Bohrung 46 austreten kann, wenn der Schieber betätigt wird. Um dieses Austreten zu erleichtern bzw. zu ermöglichen, ist unterhalb der Bohrung 46 ein weiterer längerer Schlitz 49 vorgesehen, der den Schieber in zwei Zungen 50 und 51 unterteilt, die auf Grund des Schlitzes 49 sowie elastischer bzw. federnder Eigenschaften ihres Werkstoffes auseinandergedrückt werden, wenn der Hohlnietteil 14 aus der Ausnehmung 46 in den Schlitz 48 übertritt und somit aus dem Schieber entfernt wird. Der Blindniet ist so von den beiden Zungen 50 und 51 bzw. den zu beiden Seiten des Schlitzes 48 bzw. 49 liegenden Abschnitten der Ausnehmung 46 umschlossen und festgehalten. Die Lagerpunkte für die beiden Schwenkarme 32 sind in Fig. 4 mit 53 bezeichnet.
- In dem Gehäuse ist ferner parallel zur Achse des Nietkopfes 20 eine Bohrung als Zuleitung 55 für die Blindniete vorgesehen. Die Blindniete sind in einem nicht dargestellten Magazin enthalten, gelangen aus dem Magazin in einen Rütteltopf bekannter Bauweise, in dem sie vereinzelt werden, worauf sie durch einen Druckluftimpuls über eine nicht dargestellte Leitung in den Kanal 55 gebracht werden und dabei an einer sich öffnenden Sperrklinke 58 vorbei in die Ausnehmung 46 des Schiebers 25 eingesetzt werden, der in die in Fig. 2 dargestellte Lage verbracht ist. Die Sperrklinke 58 liegt am Flansch 15 des Blindniets an, so daß dessen Herausfallen vermieden ist.
- Nach dem Abschluß des Nietvorganges gelangt der Nietkopf aus der Arbeitsstellung in die in Fig. 1 dargestellte Beschickungsstellung zurück. Hierbei wird kurz vor dem Erreichen der Beschickungsstellung der Schieber 25 durch eine zurückfahrende Stange entriegelt und unter der Kraft der Feder 30 nach oben geschoben, bis der Nietkopf 20 soweit zurückgeschoben worden ist, daß die Rolle 41 freikommt und der Anschlag 31 erreicht ist. Damit ist die in Fig. 1 dargestellte Lage erreicht und der Schieber 25 ist in seiner oberen Endlage axial fluchtend mit dem Einspannfutter 10. Eine zusätzliche Sicherheit gegen ein Verkanten des Zugdorns 11 bei der Aufnahme im Einspannfutter bildet eine Gabel 60, in deren Schlitz 61 der Zugdorn 11 eintritt.
- Aus der in Fig. 1 dargestellten Beschickungsstellung wird nun der Nietkopf 20 nach vorne verschoben, indem der Antriebszylinder betätigt wird, so daß der Zugdorn 11 in die Einspannvorrichtung 10 eintritt. Dabei verschiebt sich die Rolle 41 weiter nach vorne und gelangt dann auf die Gleitflächen 39 und 38. Dabei ist der Zugdorn 11 bereits vom Einspannfutter 10 übernommen. Die weitere Bewegung des Nietkopfes 20 nach vorne läßt nun den Schwenkarm 32 im Uhrzeigersinn verschwenken, so daß der Schieber 25 nach unten geschoben wird und dabei der Hohlniet 14 über den sich aufspreizenden Schlitz 48 aus der Ausnehmung 46 austritt. Die Gabel 60 ist schwenkbar gelagert und wird vom Einspannfutter 10 nach oben weggeschwenkt. Es ist nun der Schieber 25 von der Gleitfläche 38 so weit nach unten geschoben worden, daß der Weg für den Nietkopf 20 frei ist. Dabei gleitet die Rolle 41 auf die Gleitfläche 39 und beim weiteren Vorschieben des Nietkopfes 20 wird damit der Schieber 25 in die in Fig. 2 dargestellte untere Endlage gebracht, in der die Ausnehmung 46 vor dem Zulaufkanal 45 angeordnet ist. Diese Endlage ist durch die Anschlagfläche 38 am Zylindergehäuse 42 definiert, wie in Fig. 2 gezeigt ist. Der Nietkopf 20 fährt weiter vor, bis der Blindniet aus der Öffnung 23 des Mundstücks 16 austritt. Dabei ist der Schieber 25 in seiner unteren Endlage durch eine Sperr verriegelt. Durch eine Druckluftstoß wird nun der nächste Blindniet in den Schieber 25 eingesetzt. Gleichzeitig kann der Setz- und Nietvorgang stattfinden.
Claims (28)
dadurch gekennzeichnet, daß die Zuführeinrichtung ein Übergabeelement mit einer Austrittsöffnung aufweist, aus der ein in die zum Einspannfutter axial fluchtend ausgerichtete Beschickungsstellung transportierter und vom Einspannfutter erfaßter Blindniet etwa quer zur Bewegungsrichtung des in die Ladestellung zurückkehrenden Übergabeelementes austritt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3825675A DE3825675A1 (de) | 1988-07-28 | 1988-07-28 | Blindnietgeraet |
| DE3825675 | 1988-07-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0352623A2 true EP0352623A2 (de) | 1990-01-31 |
| EP0352623A3 EP0352623A3 (de) | 1990-12-05 |
Family
ID=6359771
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19890113265 Withdrawn EP0352623A3 (de) | 1988-07-28 | 1989-07-19 | Blindnietgerät |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0352623A3 (de) |
| DE (1) | DE3825675A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0456852A1 (de) * | 1990-05-15 | 1991-11-21 | VVG Befestigungstechnik Beteiligungs-GmbH | Nietsetzgerät mit automatischer Zuführung |
| EP0737528A1 (de) * | 1995-04-12 | 1996-10-16 | Emhart Inc. | Zufuhrwerkzeug für Befestigungsmittel |
| CN111702122A (zh) * | 2020-06-30 | 2020-09-25 | 重庆智能机器人研究院 | 铆钉取放机构、平面机器人、压铆装置及压铆系统 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20013365U1 (de) | 2000-08-03 | 2000-11-30 | Avdel Verbindungselemente GmbH, 30851 Langenhagen | Vorrichtung zum Laden eines Nietmoduls mit Dornbruchblindnieten |
| DE20013585U1 (de) | 2000-08-04 | 2000-12-07 | Avdel Verbindungselemente GmbH, 30851 Langenhagen | Vorrichtung zum Laden eines Nietmoduls mit Blindnietmuttern |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB524687A (en) * | 1939-02-06 | 1940-08-13 | Aherne Heron John | Improvements relating to riveting guns and like apparatus |
| AR230737A1 (es) * | 1981-06-29 | 1984-06-29 | Gen Electro Mech Corp | Dispositivo para alinear remaches o elementos similares |
| GB2159751B (en) * | 1984-06-05 | 1987-12-31 | Tucker Fasteners Ltd | A blind-riveting machine |
| US4604889A (en) * | 1984-12-27 | 1986-08-12 | Huck Manufacturing Company | Automated installation tool for blind fasteners |
| GB2180482B (en) * | 1985-09-19 | 1989-01-25 | Avdel Ltd | Apparatus for installing fasteners |
| DE3766492D1 (de) * | 1987-04-10 | 1991-01-10 | Roald Di Von Maerzthal Roald B | Zufuehrungs-, kipp- und automatische frontalladevorrichtungen fuer nieten mit nietpistolen. |
-
1988
- 1988-07-28 DE DE3825675A patent/DE3825675A1/de not_active Withdrawn
-
1989
- 1989-07-19 EP EP19890113265 patent/EP0352623A3/de not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0456852A1 (de) * | 1990-05-15 | 1991-11-21 | VVG Befestigungstechnik Beteiligungs-GmbH | Nietsetzgerät mit automatischer Zuführung |
| EP0737528A1 (de) * | 1995-04-12 | 1996-10-16 | Emhart Inc. | Zufuhrwerkzeug für Befestigungsmittel |
| US5640758A (en) * | 1995-04-12 | 1997-06-24 | Emhart Inc. | Component feeder with reciprocal and rotatable magazine |
| CN111702122A (zh) * | 2020-06-30 | 2020-09-25 | 重庆智能机器人研究院 | 铆钉取放机构、平面机器人、压铆装置及压铆系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0352623A3 (de) | 1990-12-05 |
| DE3825675A1 (de) | 1990-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3631657C2 (de) | Vorrichtung zum Setzen von Befestigungselementen mit einer Beschickungseinrichtung | |
| DE3876831T2 (de) | Vorrichtung zum zufuehren von nieten. | |
| DE69130759T2 (de) | Automatische Nietzufuhrvorrichtung | |
| DE2516733C2 (de) | Nietvorrichtung zum Setzen von Blindnieten mit rohrförmiger Muffe | |
| DE2903351C2 (de) | ||
| DE3108840C2 (de) | Verfahren und Vorrichtung zum Verschweißen von Bolzen und dergleichen mit einem Werkstück | |
| DE3641727C2 (de) | Vakuumvorrichtung, insbesondere für die Handhabung von Siliziumplättchen | |
| DE1943190C3 (de) | Blindnietvorrichtung zum Setzen von Hohlnieten | |
| DE69306856T2 (de) | Binden von gelochten Bögen | |
| WO2007012593A1 (de) | Punktschweisskappenwechsler | |
| DE1627730A1 (de) | Vorrichtung fuer den Zusammenbau von Muttern und Unterlegscheiben od.dgl. mit Schraubenbolzen od.dgl. | |
| EP2476518B1 (de) | Befestigungselementsetzeinheit | |
| DE2754176A1 (de) | Vorrichtung zum beladen von werkzeugmaschinen, insbesondere drehmaschinen | |
| EP0352623A2 (de) | Blindnietgerät | |
| DE2441707C3 (de) | Automatische Nietanlage | |
| WO1985004290A1 (fr) | Machine pour munir par sertissage les extremites des conducteurs d'un cable, de douilles d'expremite ou d'autres elements de connexion | |
| DE1935451C2 (de) | Vorrichtung zum Vereinzeln und Einführen von bolzenförmigen Rohlingen an einer Bearbeitungsmaschine | |
| DE3508354A1 (de) | Maschine zum aufquetschbestuecken von kabeladerenden mit aderendhuelsen od.dgl. anschlusselementen | |
| EP0308822B1 (de) | Werkzeugmaschine | |
| DE1924237C3 (de) | Vorrichtung zum Ausscheiden von Kapselteilen | |
| DE2225439A1 (de) | Bhndnietvorrichtung zum Setzen von rohrförmigen Blmdnieten | |
| DE8502937U1 (de) | Werkzeugmaschine fuer die spanabhebende bearbeitung von werkstuecken mit verschiedenen werkzeugen | |
| DE2453525C2 (de) | Einrichtung zur Bildung von Fadenklammerrohlingen und zu deren lagegerechter Zusammenführung mit kontinuierlich geförderten Falzbogen | |
| EP0564445A1 (de) | Vorrichtung zum alternativen Zuführen von Material zu einer Verarbeitungsanlage | |
| DE2154894A1 (de) | Verschließvorrichtung für Beutel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB IT LI NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB IT LI NL |
|
| 17P | Request for examination filed |
Effective date: 19910102 |
|
| 17Q | First examination report despatched |
Effective date: 19920430 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19921111 |