EP0312918A2 - Method and apparatus for making a can body of non-circular section - Google Patents
Method and apparatus for making a can body of non-circular section Download PDFInfo
- Publication number
- EP0312918A2 EP0312918A2 EP88117073A EP88117073A EP0312918A2 EP 0312918 A2 EP0312918 A2 EP 0312918A2 EP 88117073 A EP88117073 A EP 88117073A EP 88117073 A EP88117073 A EP 88117073A EP 0312918 A2 EP0312918 A2 EP 0312918A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- section
- bodies
- edges
- blank
- bending
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 23
- 238000005452 bending Methods 0.000 claims abstract description 32
- 238000003466 welding Methods 0.000 claims abstract description 31
- 238000003825 pressing Methods 0.000 claims abstract description 19
- 238000004519 manufacturing process Methods 0.000 claims description 29
- 238000005520 cutting process Methods 0.000 claims description 7
- 239000011324 bead Substances 0.000 claims description 6
- 239000000463 material Substances 0.000 claims description 5
- 238000011143 downstream manufacturing Methods 0.000 claims 1
- 238000005476 soldering Methods 0.000 description 7
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 241000237942 Conidae Species 0.000 description 1
- 235000015278 beef Nutrition 0.000 description 1
- 230000009172 bursting Effects 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 239000003344 environmental pollutant Substances 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 231100000719 pollutant Toxicity 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/2646—Of particular non cylindrical shape, e.g. conical, rectangular, polygonal, bulged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/2676—Cans or tins having longitudinal or helical seams
Definitions
- the invention relates to a method for producing can bodies having a non-circular cross section from flat blanks, the mutually opposite blank edges of which are connected in a longitudinal seam.
- the invention further relates to a device for performing the method.
- Resistance roller seam welding machines are known for the production of can bodies from flat blanks, which, in addition to the device for welding, have a rounding device for deforming the blanks and enable can bodies to be produced in very high quantities per minute, but these known machines are only for the production of cylindrical can bodies suitable.
- Cans with a non-circular cross-section, especially those with a rectangular cross-section, which are also available on the market on a large scale, for the reception of foodstuffs have hitherto mainly been produced using a soldering process, the can bodies formed from flat blanks being transported through a soldering bath will.
- soldering material consists mostly of lead and should therefore not come into contact with food, which is why one is sharpened today in the awareness of an environment less polluted by pollutants is very keen to replace the soldering process for the can production with another production method.
- cans with a rectangular cross-section that have been manufactured using the soldering process have been known for a long time. They taper upwards and, because of this shape, let consumers recognize that a certain content such as beef is contained in these cans in a special preparation. Of course you want to keep this box shape with the function like a trademark, but you can do without the soldering process, which was not possible until now.
- such cans are also provided with a tear strip delimited by lines scratched all around, which has a tear tab at one end, so that the can can be easily opened without special tools.
- the tear tab protrudes from an edge of the flat blank from which the can is made, and because of this tear tab the manufacture of such a can is made even more difficult if it is not to be produced using the known soldering process.
- the blanks are exactly rectangular, while for a conical can body, blanks in the form of the development of a truncated cone shell are required, in which two opposite edges are curved.
- the shape of the cut is similar to the aforementioned development of a truncated cone jacket, but with straight sections on the two edges. After being deformed into a can body, such a cut results in one without internal stress, and it can also be easily concluded from the difference in the cut shape that an initially cylindrical can body can only be forced into a rectangular and additionally conical shape with great effort .
- the object underlying the present invention was therefore to produce can bodies from flat blanks which do not have a round cross section and preferably have a rectangular cross section with rounded corners, but can also be triangular in cross section or with more than four corners. Furthermore, the task also consisted in producing can bodies of this type and with a cross section, the size of which continuously changes over the length of the can body, i.e. To produce a can body with a taper that makes emptying the can particularly easy.
- the task also consisted in producing can bodies of this type and additionally with a tear strip, electrical resistance welding with the aid of a resistance roller seam welding device preferably being used for connecting the cut edges, but also an adhesive process or laser welding can be used.
- the measures according to claim 1 serve to solve the basic task.
- Special features of the production process result from the dependent claims.
- the device for carrying out the manufacturing process has the features according to claim 6 and has features according to the following dependent claims for special features of the can bodies to be manufactured.
- the advantages of the new method and the device are that can bodies with a large number of pieces per time and specially shaped can bodies can be produced using tear strips, starting from flat blanks from a magazine.
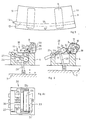
- FIGS. 1 to 3 in various views for the production of can bodies from flat blanks using electrical resistance welding with the aid of welding electrode rolls, which device is also referred to as a resistance roll seam welding machine, points to the machine frame 1 in FIG a magazine 2 on the left-hand side for receiving a stack of flat blanks 3.
- the blanks 3, one of which is shown on a larger scale in FIG. 5, are stacked out of the magazine 2 and arrive at the intermediate table 4 of the deformation station 5 which operates in the manner of a press.
- This is also designed and has the principle of a press 3, a lower press table 7 guided on guide columns 6 and movable up and down. This is opposed by an upper press table 8.
- a blank 3 stacked out of the magazine 2 is first provided in the press or deformation station 5 with the aid of a pressing or embossing tool, not shown, with flat beads 9 shown in FIG. 5 in two areas of the blank, which later have the larger side walls of the rectangular cross section Form can body. These flat beads or indentations 9 serve to stiffen the side walls of the can body. The principle of producing such beads is known and is therefore not shown.
- the flat blank 3 shown on a larger scale in FIG. 5 has at the two opposite ends two edges 10 and 11 which are to be welded together. Furthermore, the blank has a tear strip 13 delimited by pre-scored lines 12, which on one side protrudes beyond the edge 10 Tear tab 14 ends, and which extends over the entire length of the blank.
- FIG. 4 A bending tool 20 used for this is shown in FIG. 4, from which figure the arrangement within the deformation station 5 can be seen.
- the principle of the bending process is shown in Fig. 6 a, b and c.
- the areas of the blank adjoining the two blank edges 10 and 11 to be welded are each bent to the extent of half a side wall of the can body from the flat blank by 90 °.
- the weld seam then comes to lie later in the middle of this side wall of the can body which is rectangular in cross section. 6, these bending processes have already been completed, but they are carried out according to the same principle as shown in FIG. 6.
- a separate bending tool 20 is provided for each bending process and the blank is transported from one bending tool to the next in cycles.
- three bends carried out according to this principle have already been completed, that is to say the cutting regions adjoining the two edges 10 and 11 to be welded are bent up and one of the two wider side surfaces of the can body to be produced is also bent up.
- Each bending tool 20 includes a shaped piece 21 held stationary within the can body to be produced as a counter-tool, which shaped piece has a curved outer surface 22 whose radius of curvature is smaller than the radius of curvature of the rounded corner of the can body to be produced, depending on the elasticity and thickness of the sheet.
- a flat shaped piece section 21a adjoins the curved surface 22.
- the fitting 21 is held stationary above the blank 3.
- the bending tool 20 also includes a pressing tool 23, 24 which is used for pressing from the outside.
- This has a bearing body 23 for a roller 24 mounted in this bearing body, further a guide 25 for the bearing body, on which it is guided in a longitudinally displaceable manner, and a compression spring 26, by means of which the roller 24 is pressed against the blank, if that by one 6a is moved to the parallel axis 27 formed by the curved surface 22 of the curved edge by means of a pivotably mounted lifting rod 28 in FIG. 6a and is moved along the curved surface 22 of the shaped piece 21 in order to bend the blank 3.
- the state then reached is shown in Fig. 6b.
- the bend must be made through an arc of more than 90 ° in order to take into account the material elasticity and the large bending radius, so that a permanent 90 ° bend is subsequently obtained.
- This bend beyond 90 ° can be seen from FIG. 6b, from which figure it can also be seen that the previously bent and opposite wide side surface of the can body, which is still vertically upward at the start of the fourth turning process, which is shown in broken lines in Fig. 6b is shown, this bending process hindered beyond 90 ° and must therefore be temporarily pushed away.
- a two-armed lever 30, which can be pivoted about an axis 31 parallel to the bending edge 22, is additionally present in the bending tool 20 shown in FIG.
- the pivoting plane being located in front of the molding 21 .
- the one lever arm 32 is pivoted upwards by the bearing body 23 for the roller 24 during the upward movement of the bearing body, and as a result the other lever arm 33 of the two-armed lever 30, which is bent towards the inside of the can body to be produced, is also pivoted and thereby presses the side wall of the can body to be produced temporarily to the outside.
- the offset of the two-armed lever 30 can be seen from Fig. 6c. As already mentioned, this two-armed lever 30 is not present in the other bending tools of the same design for the previously produced bends.
- the blank 3 is held on the intermediate table 4 during the production of the bend by a holding device 34 with the cooperation of a spring 35.
- a bar 40 Arranged underneath the intermediate table 4 as a transport device is a bar 40, which is oscillating in the feed direction and has pawls 41 pivotably hinged to it at intervals.
- the principle of jack transport is well known.
- the pawls 41 pivot completely into the bar 40 when the bar retracts below a can body and are moved upwards under the action of a spring 42 in order to engage at the rear edge of a can body formed by a blank 3.
- a part of this transport bar 40 with the pawl 41 and the spring 42 is shown in FIG. 7 and can be seen more clearly here.
- This transport bar 40 shown broken off in FIG.
- the bending tools 20 are arranged one behind the other in the feed direction of this transport bar, the blank 3 is intermittent by means of the feed bar 40 and the pawl 41 moved from one to the next bending station 20 and thereby a bend is made by each of the bending tools 20, at the same time with successive blanks 3, by the lifting rods 28 through the movable table 7 of the press for all bending tools 20 be moved upwards.
- the deformation station 5 is followed by a conveyor line 45 for the can bodies to be welded, formed from the blanks 3, which conveyor line extends to just before the welding station 46 located at the end, in which the two welding electrode rollers 47 extend and 48 for the production of the weld seam.
- a conveyor line 45 for the can bodies to be welded, formed from the blanks 3, which conveyor line extends to just before the welding station 46 located at the end, in which the two welding electrode rollers 47 extend and 48 for the production of the weld seam.
- the oscillatingly moving transport device 40, 41 which has the bar 40 with the pawls 41, which also includes a crank drive 50, which can be seen in FIG. 1, for the oscillating movement of the bar 40.
- the crank 51 moves a carriage 53 connected to it via a connecting piece 52, which is guided on two guide columns 54 arranged next to one another.
- the blank 3 on the edge 10 to be welded has a projecting tear-open tongue 14 at the end of the tear-off strip 13 and the can body 3 tapers towards its one end.
- the can body 3 which is in the last transport position in front of the welding electrode rollers 47 and 48 in the last transport position, is transported further by independently driven further transport means in the form of a pair of pliers 70, 71 consisting of two parallel and simultaneously operated pliers 70 and 71 which detects the can body on both sides of the edges 10 and 11 to be welded at the rear edge at the top and leads further in the feed direction between the welding electrode rollers 47 and 48, as can be seen from FIG. 9, in which the two adjacent pliers 70 and 71 can be seen.
- the two pliers 70 and 71 are operated by compressed air for opening and closing, for which purpose the compressed air is fed through a line 72 into a device 73 for generating the actuating stroke reached.
- the two pliers 70 and 71 are fastened to a plier carriage 74 which is moved forward in the direction of advance by the action of a spring 75 and which is guided accordingly for a to-and-fro movement, which is not shown further.
- the return movement of the tong carriage 74 into the position shown in FIG. 7 is carried out by a separate, further carriage 76 which is connected to a separate drive via a crank mechanism 77.
- the first means of transport consisting of the bar 40 with the pawls 41 and the second means of transport consisting of the double pliers 70, 71 are thus driven independently of one another and are precisely matched to one another in their cyclical operation.
- the Z-shaped guide rail used in known resistance seam welding machines cannot be used if a protruding tear-open tongue 14 protrudes from the one blank edge 10.
- the guide rail 62 used in the present case and shown on a larger scale in FIG. 10 has a groove 64 for receiving the cutting edge 10 only in a short guide rail section 63 at one end of the guide rail, the tear-open tongue 14 protruding from this edge in front of this guide rail section 63 comes to rest.
- a stop body 65 is provided in the area of the other end of the guide rail 62, which is arranged at the end of a pivotably mounted two-armed lever 66. At the other end of this lever 66 there is a roller 67 which acts against the control curve 68 of a bar 69 rests.
- This bar 69 is fastened to the tong carriage 74 and moves with it forward in the feed direction, so that after a certain distance the pivotable lever 66 is pivoted so that the stop body 65 is removed from the cutting edge 10 so that the tear-open tongue 14 takes this place can happen.
- the stop body 65 must also be pivoted away so that the double pliers 70, 71, which hold the can body 3 during this feed movement for inserting the can body between the welding electrode rollers, can move past the stop body 65.
- the guide rail 62 has a continuous groove 62a.
- a calibration device in the form of four rollers 80 to 83 is arranged, which bear against the four rounded corners of the can body 3, which is rectangular in cross section. If, as in the present case, the can body has a cross-section that constantly changes in size over the length of the can, ie tapers towards the one end, the can body with the smaller cross-section is transported lying on the front, which is why the calibration rollers 80-83 must be movably arranged. so that they can move sideways because the cross section of the can body is larger at the rear end.
- the two rollers 80 and 81 are therefore arranged at the end of pivotably mounted levers 84 and 85, which are pivotable in the horizontal plane.
- the two rollers 82 and 83 are each acted upon by a compression spring 86 which acts against the roller and is supported against a holding device 87.
- the rollers 80-83 have a concave outer profile, the radius of curvature of which corresponds to the radius of curvature of the rounded corners of the can body 3.
- can bodies with a rectangular cross section and rounded corners can be produced, in which at the same time the size of the cross section changes continuously over the length of the can body, i.e. there is a taper.
- the pivotable stop 65 on the guide rail 62 can be dispensed with, for example, and another guide rail can be used, which makes it possible to guide and transport the can body in such a way that the tear-open tongue 14 is in the position shown in FIG Feed direction is located in the front area of the can body, so that a sufficiently long groove can be provided for the edge behind this tear-open tongue.
- the longitudinal seam could also be produced by laser welding. Furthermore, the longitudinal seam could also be produced by an adhesive process.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Making Paper Articles (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Turning (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zur Herstellung von einen unrunden Querschnitt aufweisenden Dosenkörpern aus flachen Zuschnitten, deren einander gegenüberliegende Zuschnitt-Ränder in einer Längsnaht verbunden werden. Die Erfindung betrifft ferner eine Einrichtung zur Durchführung des Verfahrens.The invention relates to a method for producing can bodies having a non-circular cross section from flat blanks, the mutually opposite blank edges of which are connected in a longitudinal seam. The invention further relates to a device for performing the method.
Für die Herstellung von Dosenkörpern aus flachen Zuschnitten sind Widerstandsrollennaht-Schweissmaschinen bekannt, die ausser der Einrichtung zum Schweissen einen Rundungsapparat zum Verformen der Zuschnitte besitzen und Dosenkörper in sehr hoher Stückzahl pro Minute herzustellen ermöglichen, jedoch sind diese bekannten Maschinen nur für die Herstellung von zylindrischen Dosenkörpern geeignet. Zur Aufnahme von Nahrungsmitteln bestimmte Dosen mit einem unrunden Querschnitt, insbesondere solche mit einem rechteckförmigen Querschnitt, die sich auch in grossem Umfang auf dem Markt befinden, hat man bisher vorwiegend mit Hilfe eines Lötverfahrens hergestellt, wobei die aus flachen Zuschnitten geformten Dosenkörper durch ein Lötbad transportiert werden. Das Lötmaterial besteht jedoch zum grössten Teil aus Blei und sollte deshalb mit Nahrungsmitteln nicht in Kontakt kommen, weshalb man bei dem heute geschärften Bewusstsein für eine durch Schadstoffe weniger belastete Umwelt sehr bestrebt ist, das Lötverfahren für die Dosenherstellung durch eine andere Herstellungsmethode zu ersetzen. Seit langem bekannt sind beispielsweise mit dem Lötverfahren hergestellte Dosen mit einem rechteckförmigen Querschnitt, die sich nach oben verjüngen und die aufgrund dieser Form die Verbraucher erkennen lassen, dass ein bestimmter Inhalt wie beispielsweise Rindfleisch in besonderer Zubereitung in diesen Dosen enthalten ist. Diese Dosenform mit der Funktion wie ein Markenzeichen will man natürlich beibehalten, aber auf das Lötverfahren verzichten können, was bisher nicht möglich war. In vielen Fällen sind derartige Dosen auch mit einem durch ringsum vorgeritzte Linien begrenzten Aufreissstreifen versehen, der an einem Ende eine Aufreisszunge besitzt, so dass die Dose ohne spezielles Werkzeug leicht geöffnet werden kann. Die Aufreisszunge steht an einem Rand des flachen Zuschnittes vor, aus welchem die Dose hergestellt wird, und wegen dieser Aufreisszunge ist die Herstellung einer solchen Dose noch zusätzlich erschwert, wenn sie nicht mit Hilfe des bekannten Lötverfahrens hergestellt werden soll.Resistance roller seam welding machines are known for the production of can bodies from flat blanks, which, in addition to the device for welding, have a rounding device for deforming the blanks and enable can bodies to be produced in very high quantities per minute, but these known machines are only for the production of cylindrical can bodies suitable. Cans with a non-circular cross-section, especially those with a rectangular cross-section, which are also available on the market on a large scale, for the reception of foodstuffs have hitherto mainly been produced using a soldering process, the can bodies formed from flat blanks being transported through a soldering bath will. However, the soldering material consists mostly of lead and should therefore not come into contact with food, which is why one is sharpened today in the awareness of an environment less polluted by pollutants is very keen to replace the soldering process for the can production with another production method. For example, cans with a rectangular cross-section that have been manufactured using the soldering process have been known for a long time. They taper upwards and, because of this shape, let consumers recognize that a certain content such as beef is contained in these cans in a special preparation. Of course you want to keep this box shape with the function like a trademark, but you can do without the soldering process, which was not possible until now. In many cases, such cans are also provided with a tear strip delimited by lines scratched all around, which has a tear tab at one end, so that the can can be easily opened without special tools. The tear tab protrudes from an edge of the flat blank from which the can is made, and because of this tear tab the manufacture of such a can is made even more difficult if it is not to be produced using the known soldering process.
Für die Herstellung von im Querschnitt rechteckförmigen Dosen hat man daher bereits als Kompromiss zunächst zylindrische Dosen mit dem bekannten Widerstandsnahtschweissverfahren hergestellt und diese dann nachträglich zu einem unrunden Querschnitt verformt. Wenn man dann aber auch noch zusätzlich zu der rechteckförmigen Form eine zu einem Ende hin sich verjüngende Dose auf diese Weise herstellen will, kann man dies nicht ohne sehr starke Beanspruchung des Blechs unter Dehnung des Blechs an dem den grösseren Querschnitt aufweisenden Ende ausführen. Das Material kann dabei reissen, und es entstehen beim Aufweiten eines solchen Dosenkörpers erhebliche Spannungen in diesem, die dazu führen können, dass die vorgeritzten Stellen platzen. Ein solches Herstellungsverfahren ist wenig vorteilhaft und abgesehen davon, verlangt es einen sehr aufwendigen Maschineneinsatz mit dementsprechend sehr hohen Investitionen dafür.For the production of cans which are rectangular in cross section, therefore, as a compromise, cylindrical cans were first produced using the known resistance seam welding process and then subsequently shaped into an out-of-round cross section. But if you want to produce a can tapering towards one end in addition to the rectangular shape, you can't do it without it Carry out very heavy loading of the sheet by stretching the sheet at the end with the larger cross section. The material can tear, and when such a can body is expanded, considerable tensions arise in it, which can lead to the pre-scored areas bursting. Such a manufacturing process is not very advantageous and, apart from that, it requires a very complex use of machinery with correspondingly very high investments for it.
Für die Herstellung von zylindrischen Dosenkörpern sind die Zuschnitte genau rechteckförmig, während man für einen konischen Dosenkörper Zuschnitte in der Form der Abwicklung eines Kegellstumpfmantels benötigt, bei dem zwei gegenüberliegende Kanten gekrümmt verlaufen. Für einen Dosenkörper mit rechteckförmigem Querschnitt und abgerundeten Ecken, bei dem ausserdem noch die Grösse des Querschnitts über die Dosenkörperlänge sich stetig ändert, d.h. eine Konizität vorhanden ist, ist der Zuschnitt in der Form ähnlich der vorerwähnten Abwicklung eines Kegelstumpfmantels, jedoch mit geradlinigen Teilabschnitten an den beiden Randkanten. Ein solcher Zuschnitt ergibt nach der Verformung zu einem Dosenkörper einen solchen ohne innere Spannungen, und man kann auch aus dem Unterschied der Zuschnittform ohne weiteres folgern, dass ein zunächst zylindrisch hergestellter Dosenkörper nur mit grossem Kraftaufwand in eine rechteckförmige und zusätzlich noch konische Form gezwungen werden kann.For the production of cylindrical can bodies, the blanks are exactly rectangular, while for a conical can body, blanks in the form of the development of a truncated cone shell are required, in which two opposite edges are curved. For a can body with a rectangular cross-section and rounded corners, in which the size of the cross-section also changes continuously over the length of the can body, i.e. there is a taper, the shape of the cut is similar to the aforementioned development of a truncated cone jacket, but with straight sections on the two edges. After being deformed into a can body, such a cut results in one without internal stress, and it can also be easily concluded from the difference in the cut shape that an initially cylindrical can body can only be forced into a rectangular and additionally conical shape with great effort .
Die der vorliegenden Erfindung zugrunde liegende Aufgabe bestand daher darin, Dosenkörper aus flachen Zuschnitten herzustellen, die keinen runden Querschnitt aufweisen und vorzugsweise einen rechteckförmigen Querschnitt mit abgerundeten Ecken aufweisen, aber auch im Querschnitt dreieckförmig oder mit mehr als vier Ecken ausgebildet sein können. Ferner bestand die Aufgabe auch noch darin, Dosenkörper dieser Art und mit einem Querschnitt herzustellen, dessen Grösse über die Dosenkörperlänge sich stetig ändert, d.h. Dosenkörper mit einer Konizität herzustellen, die das Entleeren der Dose besonders erleichtert.The object underlying the present invention was therefore to produce can bodies from flat blanks which do not have a round cross section and preferably have a rectangular cross section with rounded corners, but can also be triangular in cross section or with more than four corners. Furthermore, the task also consisted in producing can bodies of this type and with a cross section, the size of which continuously changes over the length of the can body, i.e. To produce a can body with a taper that makes emptying the can particularly easy.
Ferner bestand die Aufgabe auch noch darin, Dosenkörper dieser Art und zusätzlich noch mit einem Aufreissstreifen herzustellen, wobei für das Verbinden der Zuschnittränder vorzugsweise das elektrische Widerstandsschweissen mit Hilfe einer Widerstandsrollennaht-Schweisseinrichtung angewendet wird, aber auch ein Klebeverfahren oder Laser-Schweissung in Frage kommen. Zur Lösung der Grundaufgabe dienen die Massnahmen gemäss Anspruch 1. Besonderheiten des Herstellungsverfahrens ergeben sich aus den abhängigen Ansprüchen. Die Einrichtung zur Durchführung des Herstellungsverfahrens weist die Merkmale gemäss Anspruch 6 auf und besitzt für Besonderheiten an den herzustellenden Dosenkörpern Merkmale gemäss den nachfolgenden abhängigen Ansprüchen.Furthermore, the task also consisted in producing can bodies of this type and additionally with a tear strip, electrical resistance welding with the aid of a resistance roller seam welding device preferably being used for connecting the cut edges, but also an adhesive process or laser welding can be used. The measures according to
Die Vorteile des neuen Verfahrens und der Einrichtung bestehen darin, dass maschinell mit grosser Stückzahl pro Zeiteinheit besonders geformte Dosenkörper und solche mit Aufreissstreifen, ausgehend von flachen Zuschnitten aus einem Magazin, hergestellt werden können.The advantages of the new method and the device are that can bodies with a large number of pieces per time and specially shaped can bodies can be produced using tear strips, starting from flat blanks from a magazine.
Nachfolgend wird die Erfindung anhand eines Ausführungsbeispiels einer Einrichtung zur Herstellung von Dosenkörpern unter Bezugnahme auf die Zeichnungen näher erläutert. Es zeigen:
- Fig. 1 die Vorderansicht der Einrichtung zum Verformen der Zuschnitte und zum Herstellen der Dosenkörper durch Schweissen;
- Fig. 2 eine Ansicht auf die Einrichtung gemäss Fig. 1 von der Seite gemäss Pfeil A in Fig. 1;
- Fig. 3 die wesentlichen Teile der Einrichtung in der Seitenansicht gemäss Pfeilrichtung B in Fig. 1;
- Fig. 4 ausschnittsweise und in grösserem Massstab einen Teil der in einer Presse integrierten Verformungsstation zum Verformen der Zuschnitte;
- Fig. 5 in grösserem Massstab den Zuschnitt zur Herstellung von Dosenkörpern mit rechteckförmigem Querschnitt;
- Fig. 6 a,b und c das Prinzip der schrittweisen Verformung der Zuschnitte mit schematischer Darstellung der Einrichtung in Fig. 6a und b von der Seite und in Fig. 6 c von oben;
- Fig. 7 einen Ausschnitt aus der Einrichtung gemäss Fig. 1 in grösserem Massstab, mit den Elementen zum Transportieren und Schweissen der Dosenkörper in Vorderansicht;
- Fig. 8 die wesentlichen Teile der in Fig. 7 dargestellten Elemente der Einrichtung unterhalb der Linie 7-7 in Ansicht von oben;
- Fig. 9 eine Seitenansicht in Pfeilrichtung C in Fig. 7 auf die wesentlichen Elemente unterhalb der Linie 7-7 in Fig. 7.
- Fig. 10 die Führungsschiene mit einem Anschlagkörper, schematisch im grösseren Massstab dargestellt.
- Figure 1 is a front view of the device for deforming the blanks and for producing the can body by welding.
- FIG. 2 shows a view of the device according to FIG. 1 from the side according to arrow A in FIG. 1;
- 3 shows the essential parts of the device in a side view according to arrow direction B in FIG. 1;
- 4 shows a section and on a larger scale of part of the deformation station integrated in a press for deforming the blanks;
- 5 shows the blank for the production of can bodies with a rectangular cross section on a larger scale;
- 6 a, b and c the principle of the gradual deformation of the blanks with a schematic representation of the device in FIGS. 6 a and b from the side and in FIG. 6 c from above;
- 7 shows a detail of the device according to FIG. 1 on a larger scale, with the elements for transporting and welding the can bodies in a front view;
- Figure 8 shows the essential parts of the elements of the device shown in Figure 7 below the line 7-7 in a view from above.
- 9 shows a side view in the direction of arrow C in FIG. 7 on the essential elements below the line 7-7 in FIG. 7.
- Fig. 10 shows the guide rail with a stop body, shown schematically on a larger scale.
Die in Fig. 1 bis 3 in verschiedenen Ansichten dargestellte Einrichtung zur Herstellung von Dosenkörpern aus flachen Zuschnitten unter Anwendung der elektrischen Widerstandsschweissung mit Hilfe von Schweisselektrodenrollen, welche Einrichtung auch als Widerstandsrollennaht-Schweissmaschine bezeichnet wird, weist an dem Maschinengestell 1 in Fig. 1 auf der linken Seite ein Magazin 2 zur Aufnahme eines Stapels von flachen Zuschnitten 3 auf. Aus dem Magazin 2 werden die Zuschnitte 3, von denen einer in Fig. 5 in grösserem Massstab dargestellt ist, abgestapelt und gelangen auf den Zwischentisch 4 der in der Art einer Presse arbeitenden Verformungsstation 5. Diese ist auch nach dem Prinzip einer Presse ausgebildet und weist gemäss Fig. 3 einen an Führungssäulen 6 geführten und auf- und abbewegbaren unteren Pressentisch 7 auf. Diesem steht ein oberer Pressentisch 8 gegenüber. Ein aus dem Magazin 2 abgestapelter Zuschnitt 3 wird zunächst in der Presse oder Verformungsstation 5 mit Hilfe eines nicht dargestellten Drück- oder Prägewerkzeugs mit in Fig. 5 dargestellten flachen Sicken 9 in zwei Bereichen des Zuschnitts versehen, die später die grösseren Seitenwände des im Querschnitt rechteckförmigen Dosenkörpers bilden. Diese flachen Sicken oder Eindrückungen 9 dienen zur Versteifung der Seitenwände des Dosenkörpers. Das Prinzip der Herstellung derartiger Sicken ist bekannt und darum nicht dargestellt.The device shown in FIGS. 1 to 3 in various views for the production of can bodies from flat blanks using electrical resistance welding with the aid of welding electrode rolls, which device is also referred to as a resistance roll seam welding machine, points to the
Der in Fig. 5 in grösserem Massstab dargestellte flache Zuschnitt 3 besitzt an den beiden gegenüberliegenden Enden zwei Ränder 10 und 11, die miteinander zu verschweissen sind. Ferner weist der Zuschnitt einen durch vorgeritzte Linien 12 begrenzten Aufreissstreifen 13 auf, der an einer Seite in einer über den Rand 10 vorstehenden Aufreisszunge 14 endet, und der sich über die ganze Länge des Zuschnitts erstreckt.The flat blank 3 shown on a larger scale in FIG. 5 has at the two opposite ends two
Anschliessend an die Herstellung der Sicken 9 in dem Zuschnitt 3 werden in der Verformungsstation die vier gerundeten Ecken des im Querschnitt rechteckförmigen Dosenkörpers hergestellt. Ein dafür verwendetes Biegewerkzeug 20 ist in Fig. 4 dargestellt, aus welcher Figur die Anordnung innerhalb der Verformungsstation 5 erkennbar ist. Das Prinzip des Biegevorgangs geht aus Fig. 6 a, b und c hervor. Zunächst werden die an die beiden zu verschweissenden Zuschnittränder 10 und 11 anschliessenden Bereiche des Zuschnitts im Ausmass jeweils einer halben Seitenwand des Dosenkörpers vom flachen Zuschnitt um 90° hoch gebogen. Die Schweissnaht kommt dann später in der Mitte dieser Seitenwand des im Querschnitt rechteckförmigen Dosenkörpers zu liegen. Bei der Darstellung gemäss Fig. 6 sind diese Biegevorgänge bereits abeschlossen, aber sie erfolgen nach dem gleichen Prinzip gemäss der Darstellung in Fig. 6. Für jeden Biegevorgang ist ein separates Biegewerkzeug 20 vorhanden und der Zuschnitt wird von einem zum nächsten Biegewerkzeug taktweise weiter transportiert. In der Darstellung gemäss Fig. 6 sind drei nach diesem Prinzip durchgeführte Abbiegungen bereits fertig gestellt, d.h. es sind die an die beiden zu verschweissenden Ränder 10 und 11 anschliessenden Zuschnittbereiche hoch gebogen und ferner ist eine der beiden breiteren Seitenflächen des herzustellenden Dosenkörpers hoch gebogen. Zu jedem Biegewerkzeug 20 gehört ein innerhalb des herzustellenden Dosenkörpers stationär gehaltenes Formstück 21 als Gegenwerkzeug, welches Formstück eine gekrümmte Aussenfläche 22 besitzt, deren Krümmungsradius entsprechend der Elastizität und Stärke des Bleches kleiner ist als der Krümmungsradius der abgerundeten Ecke des herzustellenden Dosenkörpers. An die gekrümmte Fläche 22 schliesst sich ein ebener Formstückabschnitt 21a an. Das Formstück 21 ist oberhalb von dem Zuschnitt 3 stationär gehalten. Zum Biegewerkzeug 20 gehört ferner ein zum Andrücken von der Aussenseite dienendes Drückwerkzeug 23,24. Dieses weist einen Lagerungskörper 23 für eine in diesem Lagerungskörper gelagerte Rolle 24, ferner eine Führung 25 für den Lagerungskörper, auf welcher dieser längsverschieblich geführt ist, und eine Druckfeder 26 auf, mittels der die Rolle 24 gegen den Zuschnitt angedrückt wird, wenn die um eine zu der von der gekrümmten Fläche 22 gebildeten Biegekante parallele Achse 27 schwenkbewegliche Führung 25 mittels einer schwenkbeweglich gelagerten Hubstange 28 in Fig. 6a nach oben und entlang der gekrümmten Fläche 22 des Formstücks 21 bewegt wird, um den Zuschnitt 3 umzubiegen. Der dann erreichte Zustand ist in Fig. 6b dargestellt. Die Biegung muss um einen Bogen von mehr als 90° erfolgen, um die Materialelastizität und den grossen Biegeradius zu berücksichtigen, damit man anschliessend eine bleibende 90° Abbiegung erhält. Dieses Abbiegen über 90° hinaus geht aus Fig. 6b hervor, aus welcher Figur auch erkennbar ist, dass dabei die bereits vorher umgebogene und gegenüberstehende breite Seitenfläche des Dosenkörpers, welche bei Beginn des vierten Abbiegevorgangs noch senkrecht nach oben steht, was in gestrichelten Linien in Fig. 6b dargestellt ist, diesen Biegevorgang über 90° hinaus behindert und deshalb vorübergehend weggedrückt werden muss. Zu diesem Zweck ist nur bei dem in Fig. 6 dargestellten Biegewerkzeug 20 für die Herstellung der vierten Abbiegung zusätzlich noch ein zweiarmiger Hebel 30 vorhanden, der um eine zu der Biegekante 22 parallele Achse 31 schwenkbar ist, wobei die Schwenkebene sich vor dem Formstück 21 befindet. Von dem zweiarmigen Hebel 30 wird der eine Hebelarm 32 von dem Lagerungskörper 23 für die Rolle 24 bei der Aufwärtsbewegung des Lagerungskörpers nach oben verschwenkt und dadurch wird der zur Innenseite des herzustellenden Dosenkörpers hin abgekröpfte andere Hebelarm 33 des zweiarmigen Hebels 30 ebenfalls verschwenkt und drückt dadurch die Seitenwand des herzustellenden Dosenkörpers vorübergehend nach aussen. Die Abkröpfung des zweiarmigen Hebels 30 ist aus Fig. 6c erkennbar. Dieser zweiarmige Hebel 30 ist wie bereits erwähnt bei den anderen im übrigen gleich ausgebildeten Biegewerkzeugen für die zuvor hergestellten Abbiegungen nicht vorhanden.Following the production of the beads 9 in the blank 3, the four rounded corners of the can body which is rectangular in cross section are produced in the deformation station. A
Wie aus Fig. 4 hervorgeht, ist der Zuschnitt 3 während der Herstellung der Abbiegung durch eine Haltevorrichtung 34 unter Mitwirkung einer Feder 35 auf dem Zwischentisch 4 festgehalten. Unterhalb des Zwischentisches 4 ist als Transporteinrichtung eine in Vorschubrichtung oszillierend bewegte Leiste 40 mit in Abständen an dieser schwenkbar angelenkten Klinken 41 angeordnet. Das Prinzip des Klinkentransports ist bekannt. Die Klinken 41 verschwenken vollkommen in die Leiste 40 hinein, wenn die Leiste unterhalb eines Dosenkörpers zurückfährt und werden unter der Wirkung einer Feder 42 nach oben bewegt, um am hinteren Rand eines von einem Zuschnitt 3 gebildeten Dosenkörpers in Eingriff zu gelangen. Ein Teil dieser Transportleiste 40 mit der Klinke 41 und der Feder 42 ist in Fig. 7 dargestellt und hier deutlicher erkennbar. Diese in Fig. 7 abgebrochen dargestellte Transportleiste 40 erstreckt sich vom Anfang der Verformungsstation 5 durch diese ganz hindurch und darüber hinaus, was nachfolgend noch näher erläutert wird. Die Biegewerkzeuge 20 sind in Vorschubrichtung dieser Transportleiste hintereinander angeordnet, der Zuschnitt 3 wird taktweise mittels der Vorschubleiste 40 und der Klinke 41 von einer zur nächsten Biegestation 20 bewegt und dabei wird durch jedes der Biegewerkzeuge 20 eine Abbiegung hergestellt, und zwar gleichzeitig bei aufeinanderfolgenden Zuschnitten 3, indem bei allen Biegewerkzeugen 20 die Hubstangen 28 durch den beweglichen Tisch 7 der Presse nach oben bewegt werden.As can be seen from FIG. 4, the blank 3 is held on the intermediate table 4 during the production of the bend by a holding
Wie aus Fig. 1 hervorgeht, schliesst sich an die Verformungsstation 5 eine Förderstrecke 45 für die zu verschweissenden, aus den Zuschnitten 3 gebildeten Dosenkörpern an, welche Förderstrecke sich bis kurz vor die am Ende befindliche Schweissstation 46 erstreckt, in welcher sich die beiden Schweisselektrodenrollen 47 und 48 zur Herstellung der Schweissnaht befinden. Durch die gesamte Verformungsstation 5 und längs der Förderstrecke 45 erstreckt sich die oszillierend bewegte, die Leiste 40 mit den Klinken 41 aufweisende Transporteinrichtung 40,41, zu der auch ein in Fig. 1 erkennbarer Kurbelantrieb 50 für die oszillierende Bewegung der Leiste 40 gehört. Die Kurbel 51 bewegt einen mit dieser über ein Verbindungsstück 52 verbundenen Schlitten 53, der auf zwei nebeneinander angeordneten Führungssäulen 54 geführt ist. Zwei am vorderen und hinteren Ende des Schlittens 53 angeordnete vertikale Träger 55, von denen in Fig. 7 einer abgebrochen dargestellt ist, tragen die oszillierend bewegte Leiste 40. Eine am vorderen Träger 55 angeordnete und nach vorne in Vorschubrichtung sich erstreckende Leiste 56 weist an ihren gegenüberliegenden Seitenflächen jeweils eine Steuerkurve 57 auf. Gegen jede Steuerkurve 57 ist ein am Ende eine Rolle 58 tragender Hebel 59 angedrückt, der um eine Achse 60 schwenkbar ist. Am oberen Ende des Hebels 59 befindet sich eine Rolle 61, mit der der Hebel 59 gegen einen noch nicht verschweissten Dosenkörper 3 von der Seite andrückt. Dies erfolgt auf beiden gegenüberliegenden Seiten des Dosenkörpers 3, um die beiden zu verschweissenden Ränder 10 und 11 des aus dem Zuschnitt 3 gebildeten Dosenkörpers gegen die Führungsschiene 62 zu drücken. Dieses Andrücken durch die beiden Hebel 59 erfolgt in der in Fig. 7 und 8 dargestellten Stellung der Transporteinrichtung mit der oszillierend bewegten Leiste 40, welche sich beim anschliessenden Bewegungstakt in Vorschubrichtung weiter nach vorne bewegt, wodurch die schwenkbaren Hebel 59 durch die Steuerkurven 57 von dem Dosenkörper weggeschwenkt werden und gleichzeitig ein nächster Dosenkörper 3 in die letzte Transportstellung vor den Schweisselektrodenrollen 47 und 48 transportiert wird.As can be seen from FIG. 1, the
In dem in Fig. 7 und 8 dargestellten Beispiel besitzt der Zuschnitt 3 an dem zu verschweissenden Rand 10 eine vorstehende Aufreisszunge 14 am Ende des Aufreissstreifens 13 und der Dosenkörper 3 verjüngt sich zu seinem einen Ende hin. In diesem Fall erfolgt der Weitertransport des in Fig. 7 und 8 in der letzten Transportstellung vor den Schweisselektrodenrollen 47 und 48 befindlichen Dosenkörpers 3 durch unabhängig angetriebene weitere Transportmittel in Form einer aus zwei zueinander parallelen und gleichzeitig betätigten Zangen 70 und 71 bestehenden Doppelzange 70,71, welche den Dosenkörper zu beiden Seiten der zu verschweissenden Ränder 10 und 11 am hinteren Rand oben erfasst und in Vorschubrichtung weiter zwischen die Schweisselektrodenrollen 47 und 48 führt, wie aus Fig. 9 hervorgeht, in der die beiden nebeneinanderliegenden Zangen 70 und 71 erkennbar sind. Die beiden Zangen 70 und 71 sind zum Oeffnen und Schliessen druckluftbetätigt, zu welchem Zweck die Druckluft durch eine Leitung 72 in eine Einrichtung 73 zur Erzeugung des Betätigungshubs gelangt. Die beiden Zangen 70 und 71 sind am einen Zangenwagen 74 befestigt, der in Vorschubrichtung durch die Wirkung einer Feder 75 nach vorn bewegt wird, und der für eine Hin- und Herbewegung entsprechend geführt ist, was nicht weiter dargestellt ist. Die Rückführbewegung des Zangenwagens 74 in die in Fig. 7 dargestellte Stellung erfolgt durch einen separaten, weiteren Wagen 76, der über einen Kurbeltrieb 77 mit einem getrennten Antrieb in Verbindung steht. Die aus der Leiste 40 mit den Klinken 41 bestehenden ersten Transportmittel und die aus der Doppelzange 70,71 bestehenden zweiten Transportmittel sind also unabhängig voneinander angetrieben und in ihrem taktweisen Betrieb genau aufeinander abgestimmt.In the example shown in FIGS. 7 and 8, the blank 3 on the
Für das Verschweissen der beiden Ränder 10 und 11 des Zuschnitts lässt sich die bei bekannten Widerstandsnahtschweissmaschinen verwendete Z-förmige Führungsschiene nicht verwenden, wenn an dem einen Zuschnittrand 10 eine vorstehende Aufreisszunge 14 vorsteht. Darum besitzt die im vorliegenden Fall verwendete und in Fig. 10 in grösserem Massstab dargestellte Führungsschiene 62 nur in einem kurzen Führungsschienenabschnitt 63 am einen Ende der Führungsschiene eine Nut 64 zur Aufnahme des Zuschnittrands 10, wobei die von diesem Rand vorstehende Aufreisszunge 14 vor diesem Führungsschienenabschnitt 63 zu liegen kommt. Um für das genaue Positionieren in der für das Verschweissen der Ränder notwendigen Ueberlappungslage einen weiteren Anschlag für den Zuschnittrand 10 zu haben, ist im Bereich des anderen Endes der Führungsschiene 62 ein Anschlagkörper 65 vorhanden, der am Ende eines schwenkbar gelagerten zweiarmigen Hebels 66 angeordnet ist. Am anderen Ende dieses Hebels 66 befindet sich eine Rolle 67, die gegen die Steuerkurve 68 einer Leiste 69 anliegt. Diese Leiste 69 ist an dem Zangenwagen 74 befestigt und bewegt sich mit diesem in Vorschubrichtung nach vorn, so dass nach einer bestimmten Wegstrecke der schwenkbare Hebel 66 verschwenkt wird, so dass der Anschlagkörper 65 von dem Zuschnittrand 10 entfernt wird, damit die Aufreisszunge 14 diese Stelle passieren kann. Ausserdem muss der Anschlagkörper 65 auch weggeschwenkt sein, damit die Doppelzange 70,71, die während dieser Vorschubbewegung zum Einschieben des Dosenkörpers zwischen die Schweisselektrodenrollen den Dosenkörper 3 festhält, an dem Anschlagkörper 65 sich vorbeibewegen kann. Für den anderen Zuschnittrand 11 besitzt die Führungsschiene 62 eine durchgehende Nut 62a.For the welding of the two
Im Bereich der beiden Schweisselektrodenrollen 47 und 48 ist eine Kalibriereinrichtung in Form von vier Rollen 80 bis 83 angeordnet, die gegen die vier abgerundeten Ecken des im Querschnitt rechteckförmigen Dosenkörpers 3 anliegen. Wenn der Dosenkörper wie im vorliegenden Fall einen über die Dosenlänge in der Grösse stetig sich ändernden Querschnitt besitzt, d.h. sich zum einen Ende hin verjüngt, wird der Dosenkörper mit dem kleineren Querschnitt vorne liegend transportiert, weshalb die Kalibrierrollen 80-83 beweglich angeordnet sein müssen, damit sie seitlich ausweichen können, weil der Querschnitt des Dosenkörpers am rückwärtigen Ende grösser ist. Die beiden Rollen 80 und 81 sind daher am Ende von schwenkbar gelagerten Hebeln 84 bzw. 85 angeordnet, die in der horizontalen Ebene verschwenkbar sind. Die beiden Rollen 82 und 83 sind jeweils durch eine Druckfeder 86 beaufschlagt, die gegen die Rolle und gegen eine Haltevorrichtung 87 abgestützt ist. Die Rollen 80-83 haben ein konkaves Aussenprofil, dessen Krümmungsradius mit dem Krümmungsradius der abgerundeten Ecken des Dosenkörpers 3 übereinstimmt.In the area of the two
Mit der vorstehend beschriebenen Einrichtung lassen sich Dosenkörper mit einem rechteckförmigen Querschnitt und abgerundeten Ecken herstellen, bei denen gleichzeitig die Grösse des Querschnitts über die Dosenkörperlänge sich stetig ändert, d.h. eine Konizität vorhanden ist. Wenn dies nicht der Fall ist, kann beispielsweise auf den wegschwenkbaren Anschlag 65 bei der Führungsschiene 62 verzichtet werden und eine andere Führungsschiene benutzt werden, die es ermöglicht, den Dosenkörper so zu führen und zu transportieren, dass die Aufreisszunge 14 sich dabei in dem in der Vorschubrichtung vorderen Bereich des Dosenkörpers befindet, so dass hinter dieser Aufreisszunge eine genügend lange Nut für den Rand vorgesehen werden kann. Durch geringe Aenderungen der vorstehend beschriebenen Einrichtung ist es somit möglich, verschiedene Arten von Dosenkörpern durch elektrisches Widerstandschweissen herzustellen.With the device described above, can bodies with a rectangular cross section and rounded corners can be produced, in which at the same time the size of the cross section changes continuously over the length of the can body, i.e. there is a taper. If this is not the case, the
Mit einer abgewandelten Ausführungsform der Schweisseinrichtung liesse sich die Längsnaht auch durch Laser-Schweissung herstellen. Ferner könnte die Längsnaht auch durch ein Klebeverfahren hergestellt werden.With a modified embodiment of the welding device, the longitudinal seam could also be produced by laser welding. Furthermore, the longitudinal seam could also be produced by an adhesive process.
Claims (19)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT8888117073T ATE104879T1 (en) | 1987-10-22 | 1988-10-14 | METHOD AND EQUIPMENT FOR THE MANUFACTURE OF CAN BODY HAVING AN NON-ROUND CROSS-SECTION. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH4138/87A CH673604A5 (en) | 1987-10-22 | 1987-10-22 | |
| CH4138/87 | 1987-10-22 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0312918A2 true EP0312918A2 (en) | 1989-04-26 |
| EP0312918A3 EP0312918A3 (en) | 1991-01-02 |
| EP0312918B1 EP0312918B1 (en) | 1994-04-27 |
Family
ID=4270524
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88117073A Expired - Lifetime EP0312918B1 (en) | 1987-10-22 | 1988-10-14 | Method and apparatus for making a can body of non-circular section |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US4947014A (en) |
| EP (1) | EP0312918B1 (en) |
| JP (1) | JP2558157B2 (en) |
| CN (1) | CN1028354C (en) |
| AT (1) | ATE104879T1 (en) |
| AU (1) | AU599836B2 (en) |
| BR (1) | BR8805452A (en) |
| CH (1) | CH673604A5 (en) |
| DE (1) | DE3889285D1 (en) |
| ES (1) | ES2052667T3 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0340457A2 (en) * | 1988-04-29 | 1989-11-08 | Fael S.A. | Guiding equipment for can bodies with a non-circular cross-section |
| EP0426258A1 (en) * | 1989-11-01 | 1991-05-08 | Thomassen & Drijver-Verblifa N.V. | Method and apparatus for manufacturing metal can bodies having an internal coating |
| CN101927973A (en) * | 2010-04-30 | 2010-12-29 | 东莞市铖泰制罐设备有限公司 | Seaming device of automatic can sealing machine |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19853366B4 (en) * | 1998-11-19 | 2007-07-19 | Schuler Pressen Gmbh & Co. Kg | Apparatus and method for forming |
| EP1050366A3 (en) * | 1999-05-01 | 2002-01-02 | Meltog Limited | Feed mechanism |
| DE202006016009U1 (en) * | 2006-10-19 | 2008-03-06 | Ackermann, Bruno | Stackable can |
| CN102688917A (en) * | 2012-06-07 | 2012-09-26 | 安徽肯达机械科技有限公司 | Equipment and method for forming shell of non-circular section container |
Citations (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191403270A (en) * | 1914-02-07 | 1915-05-07 | F E Adams Pressure Tool Co Ltd | Improvements in and connected with Machinery for Operating upon Parts of Metal Boxes and other Articles. |
| DE404765C (en) * | 1923-03-30 | 1924-10-23 | Erdmann Kircheis Maschinenfabr | Machine for bending frames or coats into tin cans |
| CH161362A (en) * | 1931-08-19 | 1933-04-30 | M J B Company | Machine for bending the blanks of the bodies of tin cans and the like. |
| FR873358A (en) * | 1940-02-16 | 1942-07-07 | Karges Hammer Maschinenfabrik | Machine for welding the bodies of cans by autogenous welding or by ordinary welding |
| US2352095A (en) * | 1939-06-05 | 1944-06-20 | Carl C Grotnes | Metalworking machine |
| DE825388C (en) * | 1949-04-06 | 1951-12-17 | Kabelwerk Wilhelminenhof A G | Device for producing a tube from a strip |
| GB681074A (en) * | 1950-11-10 | 1952-10-15 | Rheem Mfg Co | Improved apparatus for handling barrels and like metal containers during fabrication in a conveyor line |
| DE946618C (en) * | 1954-02-25 | 1956-08-02 | Eisen & Stahlind Ag | Device for the production of Bueche frames |
| US2926774A (en) * | 1957-09-10 | 1960-03-01 | American Can Co | Mechanism for controlling advancement of bodies in can bodymaker |
| CH367786A (en) * | 1958-01-31 | 1963-03-15 | Wuragrohr Gmbh | Device for the continuous production of welded, profiled tubes from metal strip |
| CH377766A (en) * | 1958-05-14 | 1964-05-31 | Bell Ag Maschf | Device for shaping, welding and smoothing sheet metal to form frames |
| GB1037271A (en) * | 1962-05-03 | 1966-07-27 | Thelma Eugenia Laxo | Can body blank registration apparatus |
| US3606671A (en) * | 1968-07-10 | 1971-09-21 | Pacific Press & Shear Corp | Method and apparatus for forming pole-like structures |
| US3713409A (en) * | 1971-09-09 | 1973-01-30 | Gulf & Western Ind Prod Co | Apparatus and method for bonding adhesive seams on can bodies |
| US3745295A (en) * | 1970-02-10 | 1973-07-10 | Opprecht Paul | Method for automatic manufacture of metal container bodies,and welding machine for application thereof |
| FR2222171A1 (en) * | 1973-03-23 | 1974-10-18 | Schmalbach Lubeca | |
| DE2805654A1 (en) * | 1977-02-11 | 1978-08-17 | Socapi | METHOD AND DEVICE FOR COLD FORMING SHEET METALS |
| JPS58205619A (en) * | 1982-05-26 | 1983-11-30 | Hitachi Zosen Corp | Forming roll in square steel pipe manufacturing equipment |
| DE3336833A1 (en) * | 1983-10-10 | 1985-04-25 | Hermann Klann Metall- und Blechwarenfabrik GmbH, 8300 Landshut | Apparatus for the production of polygonal or round cans |
| DE3516388A1 (en) * | 1984-07-12 | 1986-01-23 | Elpatronic Ag, Zug | Tear-open can body |
| JPS61195714A (en) * | 1985-02-27 | 1986-08-30 | Fujitsu Ltd | Press bending method |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US828723A (en) * | 1906-08-14 | Martin J O Donnell | Machine for making can-bodies. | |
| US26658A (en) * | 1860-01-03 | Improvement in the manufacture of shirred goods | ||
| GB1248625A (en) * | 1969-04-11 | 1971-10-06 | Wilkie & Paul Ltd | Improvements in or relating to containers and method of making same |
| EP0165631A1 (en) * | 1984-06-19 | 1985-12-27 | Thomassen & Drijver-Verblifa N.V. | Method of manufacturing a body having an opening tear, the body manufactured, and a metal plate out of which the body is to be manufactured |
-
1987
- 1987-10-22 CH CH4138/87A patent/CH673604A5/de not_active IP Right Cessation
-
1988
- 1988-09-28 AU AU22893/88A patent/AU599836B2/en not_active Ceased
- 1988-10-14 ES ES88117073T patent/ES2052667T3/en not_active Expired - Lifetime
- 1988-10-14 DE DE3889285T patent/DE3889285D1/en not_active Expired - Fee Related
- 1988-10-14 AT AT8888117073T patent/ATE104879T1/en not_active IP Right Cessation
- 1988-10-14 EP EP88117073A patent/EP0312918B1/en not_active Expired - Lifetime
- 1988-10-19 US US07/259,772 patent/US4947014A/en not_active Expired - Lifetime
- 1988-10-20 JP JP63263006A patent/JP2558157B2/en not_active Expired - Fee Related
- 1988-10-20 CN CN88107250A patent/CN1028354C/en not_active Expired - Fee Related
- 1988-10-21 BR BR8805452A patent/BR8805452A/en not_active IP Right Cessation
Patent Citations (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191403270A (en) * | 1914-02-07 | 1915-05-07 | F E Adams Pressure Tool Co Ltd | Improvements in and connected with Machinery for Operating upon Parts of Metal Boxes and other Articles. |
| DE404765C (en) * | 1923-03-30 | 1924-10-23 | Erdmann Kircheis Maschinenfabr | Machine for bending frames or coats into tin cans |
| CH161362A (en) * | 1931-08-19 | 1933-04-30 | M J B Company | Machine for bending the blanks of the bodies of tin cans and the like. |
| US2352095A (en) * | 1939-06-05 | 1944-06-20 | Carl C Grotnes | Metalworking machine |
| FR873358A (en) * | 1940-02-16 | 1942-07-07 | Karges Hammer Maschinenfabrik | Machine for welding the bodies of cans by autogenous welding or by ordinary welding |
| DE825388C (en) * | 1949-04-06 | 1951-12-17 | Kabelwerk Wilhelminenhof A G | Device for producing a tube from a strip |
| GB681074A (en) * | 1950-11-10 | 1952-10-15 | Rheem Mfg Co | Improved apparatus for handling barrels and like metal containers during fabrication in a conveyor line |
| DE946618C (en) * | 1954-02-25 | 1956-08-02 | Eisen & Stahlind Ag | Device for the production of Bueche frames |
| US2926774A (en) * | 1957-09-10 | 1960-03-01 | American Can Co | Mechanism for controlling advancement of bodies in can bodymaker |
| CH367786A (en) * | 1958-01-31 | 1963-03-15 | Wuragrohr Gmbh | Device for the continuous production of welded, profiled tubes from metal strip |
| CH377766A (en) * | 1958-05-14 | 1964-05-31 | Bell Ag Maschf | Device for shaping, welding and smoothing sheet metal to form frames |
| GB1037271A (en) * | 1962-05-03 | 1966-07-27 | Thelma Eugenia Laxo | Can body blank registration apparatus |
| US3606671A (en) * | 1968-07-10 | 1971-09-21 | Pacific Press & Shear Corp | Method and apparatus for forming pole-like structures |
| US3745295A (en) * | 1970-02-10 | 1973-07-10 | Opprecht Paul | Method for automatic manufacture of metal container bodies,and welding machine for application thereof |
| US3713409A (en) * | 1971-09-09 | 1973-01-30 | Gulf & Western Ind Prod Co | Apparatus and method for bonding adhesive seams on can bodies |
| FR2222171A1 (en) * | 1973-03-23 | 1974-10-18 | Schmalbach Lubeca | |
| DE2805654A1 (en) * | 1977-02-11 | 1978-08-17 | Socapi | METHOD AND DEVICE FOR COLD FORMING SHEET METALS |
| JPS58205619A (en) * | 1982-05-26 | 1983-11-30 | Hitachi Zosen Corp | Forming roll in square steel pipe manufacturing equipment |
| DE3336833A1 (en) * | 1983-10-10 | 1985-04-25 | Hermann Klann Metall- und Blechwarenfabrik GmbH, 8300 Landshut | Apparatus for the production of polygonal or round cans |
| DE3516388A1 (en) * | 1984-07-12 | 1986-01-23 | Elpatronic Ag, Zug | Tear-open can body |
| JPS61195714A (en) * | 1985-02-27 | 1986-08-30 | Fujitsu Ltd | Press bending method |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN, Band 11, Nr. 21 (M-555)[2468], 21. Januar 1987; & JP-A-61 195 714 (FUJITSU LTD) 30-08-1985 * |
| PATENT ABSTRACTS OF JAPAN, Band 8, Nr. 50 (M-281)[1487], 7. März 1984; & JP-A-58 205 619 (HITACHI ZOSEN K.K.) 30-11-1983 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0340457A2 (en) * | 1988-04-29 | 1989-11-08 | Fael S.A. | Guiding equipment for can bodies with a non-circular cross-section |
| EP0340457A3 (en) * | 1988-04-29 | 1991-01-02 | Fael S.A. | Guiding equipment for can bodies with a non-circular cross-section |
| EP0426258A1 (en) * | 1989-11-01 | 1991-05-08 | Thomassen & Drijver-Verblifa N.V. | Method and apparatus for manufacturing metal can bodies having an internal coating |
| CN101927973A (en) * | 2010-04-30 | 2010-12-29 | 东莞市铖泰制罐设备有限公司 | Seaming device of automatic can sealing machine |
| CN101927973B (en) * | 2010-04-30 | 2012-10-03 | 东莞市铖泰制罐设备有限公司 | Seaming device of automatic can sealing machine |
Also Published As
| Publication number | Publication date |
|---|---|
| CH673604A5 (en) | 1990-03-30 |
| EP0312918B1 (en) | 1994-04-27 |
| ES2052667T3 (en) | 1994-07-16 |
| CN1028354C (en) | 1995-05-10 |
| BR8805452A (en) | 1989-06-27 |
| US4947014A (en) | 1990-08-07 |
| AU2289388A (en) | 1989-04-27 |
| JP2558157B2 (en) | 1996-11-27 |
| JPH01133613A (en) | 1989-05-25 |
| CN1033586A (en) | 1989-07-05 |
| ATE104879T1 (en) | 1994-05-15 |
| AU599836B2 (en) | 1990-07-26 |
| EP0312918A3 (en) | 1991-01-02 |
| DE3889285D1 (en) | 1994-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0086364B1 (en) | Apparatus for sealing a package of fluids | |
| DE2812138A1 (en) | DEVICE FOR FOLDING AND SEALING THE HEAD OF A FOLDING BOX | |
| DE3844117C2 (en) | ||
| EP0162119B1 (en) | Apparatus for making a container from a flat blank | |
| DE2705596C2 (en) | Device for the production of drum-like containers, open on one side, of round or angular cross-sectional shape from cardboard | |
| DE3424782C2 (en) | ||
| EP2323935B1 (en) | Method and device for transporting flat workpieces | |
| DE2235933B2 (en) | METHOD AND DEVICE FOR MANUFACTURING BEARING SHELLS | |
| DE3641886A1 (en) | METHOD AND DEVICE FOR SEPARATING FOLLOWING PIPE PIECES FROM A PIPE | |
| CH635236A5 (en) | METHOD AND DEVICE FOR APPLYING A REINFORCING TAPE TO A ZIPPER WITH A DETACHABLE TERMINAL. | |
| DE2339518C2 (en) | Device for producing tubular container bodies from a blank | |
| DE3627179C2 (en) | ||
| EP0312918B1 (en) | Method and apparatus for making a can body of non-circular section | |
| DE2515338A1 (en) | DEVICE FOR FASTENING PLASTIC HANDLES TO A BAG HOSE | |
| DE3440809A1 (en) | METHOD AND DEVICE FOR CONNECTING SUPERIOR SHEETS BY PUNCHING Cams | |
| DE19820408C2 (en) | Device for punching out containers from a film web | |
| DE3403020A1 (en) | METHOD AND DEVICE FOR PRODUCING A Tearable Bottle Capsule With Tear Tab And Finger Ring | |
| WO2001095413A1 (en) | Sleeve separator and device for producing the same | |
| DE2451469A1 (en) | METHOD AND DEVICE FOR FOLDING SHEETS OF PAPER OR THE LIKE | |
| DE1923517A1 (en) | Process for the production of bags and device for carrying out the process | |
| DE2351069C3 (en) | Machine for dividing foils, plates, trays or other objects in the transverse and longitudinal direction | |
| DE2152784A1 (en) | Apparatus and method for inserting self-clinching nuts into a workpiece | |
| DE2243007C3 (en) | Method and device for the production of hollow bodies with a side seam produced by gluing | |
| EP0042450B1 (en) | Process for producing silencer cases with a folded longitudinal seam and apparatus for carrying out this process | |
| DE2512005C2 (en) | Device for packaging objects between two films that can be welded together |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE DE ES FR GB GR IT NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE DE ES FR GB GR IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19910131 |
|
| 17Q | First examination report despatched |
Effective date: 19921228 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE DE ES FR GB GR IT NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19940427 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19940427 |
|
| REF | Corresponds to: |
Ref document number: 104879 Country of ref document: AT Date of ref document: 19940515 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940504 |
|
| REF | Corresponds to: |
Ref document number: 3889285 Country of ref document: DE Date of ref document: 19940601 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2052667 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 88117073.2 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20041007 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20041008 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20041013 Year of fee payment: 17 Ref country code: AT Payment date: 20041013 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20041027 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20041118 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20041215 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051014 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051015 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060503 |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20051014 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060630 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20060630 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20051015 |
|
| BERE | Be: lapsed |
Owner name: S.A. *FAEL Effective date: 20051031 |