EP0305319A1 - Einrichtung und Verfahren zur Verminderung des mitlaufenden Schlackenanteils bei geringstmöglicher Reststahlmenge im Konverter - Google Patents
Einrichtung und Verfahren zur Verminderung des mitlaufenden Schlackenanteils bei geringstmöglicher Reststahlmenge im Konverter Download PDFInfo
- Publication number
- EP0305319A1 EP0305319A1 EP19880730182 EP88730182A EP0305319A1 EP 0305319 A1 EP0305319 A1 EP 0305319A1 EP 19880730182 EP19880730182 EP 19880730182 EP 88730182 A EP88730182 A EP 88730182A EP 0305319 A1 EP0305319 A1 EP 0305319A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- trough
- tap hole
- slag
- converter
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002893 slag Substances 0.000 title claims abstract description 43
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 31
- 239000010959 steel Substances 0.000 title claims abstract description 31
- 238000000034 method Methods 0.000 title claims abstract description 18
- 238000010079 rubber tapping Methods 0.000 claims abstract description 20
- 230000015572 biosynthetic process Effects 0.000 claims abstract description 14
- 239000011261 inert gas Substances 0.000 claims abstract description 9
- 230000005672 electromagnetic field Effects 0.000 claims abstract description 4
- 235000008733 Citrus aurantifolia Nutrition 0.000 claims abstract description 3
- 235000011941 Tilia x europaea Nutrition 0.000 claims abstract description 3
- 239000004571 lime Substances 0.000 claims abstract description 3
- 239000007789 gas Substances 0.000 claims description 15
- 239000011449 brick Substances 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 230000002452 interceptive effect Effects 0.000 claims 1
- 230000000630 rising effect Effects 0.000 claims 1
- 239000000155 melt Substances 0.000 abstract description 3
- 238000005070 sampling Methods 0.000 abstract 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 6
- 238000007654 immersion Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- PSLUFJFHTBIXMW-WYEYVKMPSA-N [(3r,4ar,5s,6s,6as,10s,10ar,10bs)-3-ethenyl-10,10b-dihydroxy-3,4a,7,7,10a-pentamethyl-1-oxo-6-(2-pyridin-2-ylethylcarbamoyloxy)-5,6,6a,8,9,10-hexahydro-2h-benzo[f]chromen-5-yl] acetate Chemical compound O([C@@H]1[C@@H]([C@]2(O[C@](C)(CC(=O)[C@]2(O)[C@@]2(C)[C@@H](O)CCC(C)(C)[C@@H]21)C=C)C)OC(=O)C)C(=O)NCCC1=CC=CC=N1 PSLUFJFHTBIXMW-WYEYVKMPSA-N 0.000 description 3
- 229910052786 argon Inorganic materials 0.000 description 3
- 238000007664 blowing Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229910000805 Pig iron Inorganic materials 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000011470 perforated brick Substances 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 238000010926 purge Methods 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
- 239000000161 steel melt Substances 0.000 description 1
- 238000009628 steelmaking Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
- C21C5/42—Constructional features of converters
- C21C5/46—Details or accessories
- C21C5/4653—Tapholes; Opening or plugging thereof
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
- C21C5/42—Constructional features of converters
- C21C5/44—Refractory linings
Definitions
- the trough serves as a delimited volume filled with liquid steel during which the occurrence of slag with a decreasing steel bath level can be determined using suitable measuring techniques (e.g. resistance measurement, induction measurement).
- suitable measuring techniques e.g. resistance measurement, induction measurement.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Carbon Steel Or Casting Steel Manufacturing (AREA)
Abstract
Description
- Die Erfindung betrifft eine Einrichtung und ein Verfahren zur Verringerung des Anteils an mitlaufender Schlacke beim Abstich von Konvertern zur Stahlerzeugung.
- Bei der Raffination von Roheisen zu Stahl in Konvertern, beispielsweise durch das Sauerstoffblasverfahren, werden im Stahl unerwünschte Begleitelemente, z.B. Phosphor, in der Schlacke abgebunden. Nach Abschluß der Raffination müssen Stahl und Schlacke beim Abguß (Abstich) mit möglichst guter Effektivität getrennt, der mit dem Stahl mitlaufende Anteil an Schlacke, als möglichst gering gehalten wird. Dadurch werden die Analysentreffsicherheit, der Reinheitsgrad und das Ausbringen von Stahl erhöht.
- Das Mitlaufen von Schlacke tritt im wesentlichen - bei einer kritischen Minimalhöhe des flüssigen Stahls über der Abstichöffnung - durch die Ausbildung eines Wirbels oder einer Gerinnesenke auf, in die Schlacke hineingezogen wird. Die kritische Höhe beträgt erfahrungsgemäß 200 bis 300 mm über der Abstichöffnung.
- Aus theoretischen Überlegungen (Arch. Eisenhüttenwesen 54, 1983, Nr. 5, Seite 187 - 194) und Modellversuchen mit simulierten Pfannen ist bekannt, daß der Wirbel sich aus einer zentralen Wirbelsenke und einer konzentrischen Potentialströmung zusammensetzt.
- Trotz der guten theoretischen Beschreibung der Wirbelbildung gelang es nicht, eine für die Praxis notwendige Voraussage für den Zeitpunkt des Schlackemitlaufens anzugeben. Daher konnten nur einige allgemeine konstruktive Hinweise zur Wirbelminderung in Pfannen empfohlen werden:
- in der Nähe des Ausgußeinlaufes radial angeordnete mechanische Hindernisse (US-PS 40 79 868),
- in die Wirbelsenke eingetauchter feuerfester Stab (DE-OS 31 26 559),
- Eintauchen eines Rohres in das Bad und kontinuierliches Blasen von Inertgas dicht über dem Ausguß (DE-OS 26 07 070). - In einer späteren Veröffentlichung zum gleichen Thema (Stahl und Eisen 105, 1985, Nr. 14/15, Seite 765 - 769) wird die mittig vom Ausguß her vorgenommene Spülgasbehandlung (analog DE-PS 26 39 712) als nicht vollkommene Methode beschrieben, da die Rührwirkung im Wirbel aufgesplittet wird.
- Dort wird für Pfannen (Boden metallurgischer Gefäße) weiter empfohlen:
- den Auftrieb der Schlacke durch Verflüssigen mit CaO zu erhöhen,
- den Ausströmwirbel zu behindern,
- die Sogwirkung des Ausströmwirbels zu mindern und
- den Ausströmvorgang vor dem Schlackedurchschlupf zu drosseln bzw. zu unterbrechen. - Dazu werden einige allgemeine Hinweise gegeben wie "Erhöhung der Mindestüberdeckung über der Ausströmöffnung (Gefäß neigen, günstigere Bodengestaltung mit Schräge oder Vertiefung)" sowie "Gasblasen nahe der Ausströmachse" und "Einflußnahme auf die Zuströmung zur Ausströmachse",
Die Umsetzung in konstruktive Maßnahmen wurde in diesen Fällen nicht spezifiziert. - Die Darstellung von vereinfachten Pfannenmodellen hilft bei der Lösung des Problems, das Mitlaufen der Restschlacke aus Konvertern zu verhindern, nur indirekt, wie eine weitere Veröffentlichung (Ironmaking and Steelmaking, 1984, Vol. 11, Nr. 6, Seite 332 - 339) am Beispiel von Konverterversuchen zeigt. Dort wird festgestellt, daß in Stahlkonvertern die - für das Potentialfeld um die Wirbelsenke verantwortliche - Initialströmung vom Konverterkippen oder Sauerstoffblasen herrühren könne. Verbleibende Strömungen vor Abstichbeginn seien jedoch unbekannt.
Es wird für Pfannen empfohlen, elektromagnetisch zu rühren oder radiale Hindernisse am Ausguß anzuordnen. Für Konverter brachte ein Gasblasen mit Argon durch poröse Steine rund um den Ausguß, der offensichtlich auswechselbar gestaltet ist, einige Vorteile bei der Minderung des Schlackemitlaufens. Bei einem 300 t-Konverter wurde Argon mit 200 l pro Minute eingeblasen; die mitgelaufene Schlackenmenge betrug 100 kg. Entgegen den eingangs zitierten Veröffentlichungen wird hier den Maßnahmen wie "nicht zentrische Ausgüsse, schwimmende oder feste Scheiben und Kugeln über dem Ausguß sowie zeitweises Schließen des Abstichloches" nur ein geringer Einfluß auf die Problemlösung zugestanden. - Weiterhin ist aus DE-OS 34 41 324 bekannt, einen Gasblasenschleier aus Inertgas um ein Pfannenabstichloch dadurch zu erzeugen, daß ein vom Innern der Pfanne einsetzbarer Lochstein stark poröse, rohrförmige oder ringförmige feuerfeste Elemente enthält, durch die vom Boden aus Gas geblasen wird.
- Schließlich ist in der DE-OS 14 33 511 ein Konverter offenbart, der ein vor einem Durchbruch in der Konverterwand geflanschtes Bauteil mit einem feuerfest ausgemauerten Trichter und Abstichloch aufweist. Diese Anordnung soll dem gleichen Zweck dienen wie das Abzapfloch an üblichen Konvertern.
- In der DE-PS 26 39 712 ist ein Verhältnispyrometer zum Erfassen von mit dem Gußstrahl mitlaufender Schlacke und anschließendes Einschwenken eines Abstichlochverschlusses dargestellt.
- In der DE-OS 31 26 559 wird eine den Gußstrahl erfassende Feldspule dargestellt, mit der Schlacke im Gußstrahl geortet werden kann. Außerdem ist gezeigt, daß ein Konverter von Abstichbeginn bis zum Erreichen der kritischen Badhöhe (Stahl und Schlacke) von 600 mm nur sehr geringfügig um seine 90-Grad-Kippstellung geschwenkt wird.
- Anschließend soll der Konverter bei gleichzeitigem Eintauchen und Nachführen eines Tauchkörpers über ein Gestänge kontinuierlich in Aufrechtposition gedreht werden, wobei ab etwa 73 Grad keine Schlacke mehr auslaufen kann.
- Um das Mitlaufen von Schlacke durch Tauchkörper zu verhindern, sind entsprechende Einrichtungen, Gestänge, Antriebe etc. notwendig, die im Stahlwerksbetrieb, gerade am Konverter, nur mit erheblichem Aufwand eingesetzt werden könnten, da hierbei die Kippbewegung des Konverters und die Führung des Tauchkörpers koordiniert werden müssen. Die Beobachtung des Gießstrahles ermöglicht die Beendigung des Abstichs beim Mitlaufen von Schlacke, jedoch ist hierbei einerseits bereits eine erhebliche Menge Schlacke mit abgelaufen, andererseits noch eine relativ große Menge an flüssigem Stahl im Konverter vorhanden.
- Von daher liegt der Erfindung die Aufgabe zugrunde, ohne großen konstruktiven Aufwand für Tauchkörper, Führungsgestänge etc. das Mitlaufen von Schlacke möglichst weit zum Ende des Abstichvorgangs zu verlagern, wenn nur noch eine geringe Restmenge von Stahl im Konverter vorhanden ist.
- Das Mitlaufen von Schlacke wird durch eine aufgrund der Kippbewegung und der Form des Konverters erzeugte Strömung von Stahl hervorgerufen. Diese bildet sich beim Auslaufen des Stahls durch die Abstichöffnung allmählich aus.
- Die obengenannte Aufgabe wird demzufolge gelöst, indem die Ausbildung der zweiachsig gerichteten Strömung, insbesondere der Umlauf- oder Wirbelströmung (Strömung mit einer Tangentialkomponente) im Potentialfeld um das Abstichloch, durch eine spezielle Gestaltung der Umgebung des Abstichlochs weitgehend verzögert und die Reststahlmenge bei Eintritt einer Wirbelbildung minimiert wird.
- Dazu wird um das Abstichloch eines Konverters mit zylindrischem Mittelteil und im wesentlichen kegelstumpfartigem Kopfteil, wobei das Abstichloch etwa an der Übergangsstelle zwischen Mittel- und Kopfteil liegt, eine Mulde von einem - bezogen auf die Achse des Abstichloches - nicht rotationssymmetrischen Querschnitt geschaffen, der bereits auf eine Wirbelströmung hemmend wirkt. Der größte Querschnitt dieser Mulde in einer Ebene etwa rechtwinklig zur Achse des Abstichloches ist vorzugsweise wenigstens zehnmal so groß wie der Querschnitt des Abstichloches.
- Diese Größe hat sich experimentell als günstig erwiesen, um einerseits wirtschaftliche Abstichströme zu erhalten und andererseits die Reststahlmenge im Konverter für einen weitgehend schlackenfreien Abstich zu minimieren.
- Die Muldentiefe wird in Abhängigkeit von den Konverterabmessungen und der Stahl- bzw. Schlackenmenge sowie des Abstichlochdurchmessers entsprechend der daraus resultierenden kritischen Stahlbadhöhe, bei der die Wirbelbildung einsetzen würde, festgelegt.
- Zusätzlich können in der Mulde Wehre eingebaut sein, die die Wirbelströmung noch weiter behindern. Die Mulde kann weiterhin im Bereich der sich im Konverterinhalt bildenden Wirbelsenke eine Überdeckung innerhalb der Mulde aufweisen, die eine schlackenfreie Zone auf dem Stahlbad in der Mulde schafft. Die Überdeckung sollte mit Rücksicht auf das Einbringen von stückigem Schrott und von Roheisen nicht über den Muldenrand ragen und könnte mit den Wehren eine Einheit aus feuerfester Masse bilden.
- Die Mulde kann als Ausnehmung aus der Ausmauerung, als zusätzliche Ausmauerung oder als Ausbauchung des Konvertermantels mit Ausmauerung ausgeführt sein.
- Eine ergänzende Maßnahme zur weitgehenden Verhinderung von Strömungen mit einer Tangentialkomponente ist das stoßweise Einleiten von Inertgas neben dem Abstichrohr. Dabei steigen Gasblasen durch die über dem Abstichrohr befindliche Schmelze, wodurch die Ausbildung einer Potentialströmung gestört wird.
- Das stoßweise Zuführen von Argon oder Stickstoff oder anderem, möglichst preiswertem aber inertem Gas hat drei Vorteile. Gegenüber einer ständigen Gaszufuhr senkt dieses Verfahren die Kosten. Außerdem ist die Wirbelstörung intensiv, wenn sich kein quasistationärer Strömungszustand im Konverterinhalt ausbildet. Ferner wird durch die stoßweise Gaszuführung im Gegensatz zur kontinuierlichen, ein Emulsionsbildung der Schlacke mit dem Stahl verhindert und auf diese Weise ein vorzeitiges ungewolltes Mitlaufen von Schlacke verhindert. Die Gaszuführung kann hierbei in Form einzelner Bohrungen mit Rohren um das Abstichloch, aber auch als Ringspalt um das Abstichloch ausgeführt sein. Der Ringspalt wird vorzugsweise durch einen Blechmantel um das handelsüblich als aufeinander aufgesetzte Lochsteine ausgebildete Abstichloch gebildet, der zur Konverterinnenseite offen ist und nach außen einen Gasanschluß aufweist. Die üblicherweise verwendeten porösen Feuerfestmassen lassen keine genügende Stoßwirkung mit einem Inertgas zu. Da der Verschleiß des Abstichloches etwa zehnmal höher ist als der Verschleiß der Konverterausmauerung, kann das Abstichrohr samt Gasführung als vorgebaute Einheit während einer Konverreise mehrfach ausgetauscht werden.
- Weiterhin kann die Mulde selbst oder die Mulde mit eingebauten Wehren und/oder der Überdeckung über dem Abstichloch als Baueinheit ausgetauscht werden. In der Idealform bilden dabei die Mulde und ihre Einbauten samt Abstichrohr und Gaszuführung eine Montageeinheit.
- Als weitere zusätzliche Maßnahme kann durch elektromagnetische Felder, die durch in die Mulde eingebettete Spulen erzeugt werden, der Stahlschmelze eine Strömung induziert werden, die entweder in Richtung der Achse des Abstichrohres weist oder entgegen einer vorhandenen Tangentialkomponente der Strömung wirkt.
Durch die Ausbildung der Mulde kann dabei die Rührwirkung auf das relevante Stahlbadvolumen begrenzt werden. - Als weitere Funktion dient die Mulde während des Abgießens als abgegrenztes, mit flüssigem Stahl gefülltes Volumen, in dem durch geeignete Meßtechniken (z.B. Widerstandsmessung, Induktionsmessung) das Auftreten von Schlacke bei absinkendem Stahlbadspiegel bestimmt werden kann.
- Dabei können die Meßeinrichtungen zur Bestimmung des Eintretens von Schlacke in den Bereich der Mulde oder in den Bereich des Abstichloches ausgelegt sein. Sobald mit diesen Einrichtungen Schlacke im Bereich der Mulde oder des Abstichloches durch entsprechende Meßverfahren detektiert wird, kann beispielsweise durch Einschwenken eines Stopfens in die Ausgußöffnung das Einlaufen von Schlacke in die Pfanne verhindert werden.
- Eine Voraussetzung für die Wirkung dieser erfindungsgemäßen Einrichtung ist die Kontrolle der Kippbewegung des Konverters, durch die während des gesamten Abstiches eine gleichmäßige Füllung der Mulde mit Stahl erreicht wird. Durch bekannte Sollwertanzeiger kann dabei die nicht einsehbare Muldenlage relativ zur Konverterlage für den Steuermann dargestellt werden.
- Eine weitere Steigerung der Effektivität der erfindungsgemäßen Einrichtung zur Verringerung des mitlaufenden Schlackenanteils kann durch Versteifung der Schlacke beispielsweise mit grobstückigem Kalk erreicht werden, der durch nachträgliches Einbringen nur anschmilzt und so Haftbrücken bildet, ohne eine metallurgische Reaktion zu erzeugen.
- In den schematischen Darstellungen sind drei spezielle Ausführungsbeispiele der Einrichtung zur Durchführung des erfindungsgemäßen Verfahrens dargestellt. Es zeigen
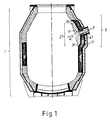
- Fig. 1 einen Querschnitt eines Konverters mit einer Mulde als Ausbauchung,
- Fig. 2 einen Querschnitt eines Konverters mit einer Mulde als zusätzliche Ausmauerung,
- Fig. 3 einen Ausschnitt eines Konverters in der Umgebung des Abstichloches mit einer Mulde als Ausnehmung der Ausmauerung.
- Fig. 1 zeigt einen Querschnitt durch einen Konverter 1 mit einer Mulde 21, die als eine Ausbauchung 5 um das Abstichloch 7 ausgebildet ist. Die durch die Ausbauchung 5 des Konvertermantels 11 und die Ausmauerung 41 geformte Mulde 21 hat eine Höhe H, die größer ist als die kritische Höhe für die Wirbelbildung im Konverterinhalt. Die Querschnittsfläche senkrecht zur Achse des Abstichloches 7 der Mulde 21 ist etwa 10- bis 100-fach größer als die Querschnittsfläche des Abstichloches 7. Das Abstichloch 7 ist bei senkrecht stehendem Konverter vorzugsweise um einen Winkel α gegen die Horizontale geneigt. In der Mulde 21 sind Wehre 31 zur Behinderung einer rotationssymmetrischen Strömung vorgesehen.
- Fig. 2 zeigt einen Querschnitt durch einen Konverter 1 mit einer Mulde 22, die als Hohlraum der speziellen Ausmauerung 42 um das Abstichloch 7 herum ausgeführt ist. Die durch die Ausmauerung 42 geformte Mulde 22 hat eine Höhe H, die größer ist als die kritische Höhe für die Wirbelbildung. Die Querschnittsfläche senkrecht zur Achse des Abstichloches 7 der Mulde 22 ist etwa 10-bis 100-fach größer als die Querschnittsfläche des Abstichloches 7. In der Mulde 22 sind Wehre 32 zur Behinderung einer rotationssymmetrischen Strömung vorgesehen.
- Fig. 3 zeigt einen Ausschnitt eines Konverters mit einer Mulde 23, die als Ausnehmung der Ausmauerung 43 um das Abstichloch 7 herum ausgebildet ist. Die durch die Ausnehmung geformte Mulde 23 hat eine Höhe H, die größer ist als die kritische Höhe für die Wirbelbildung. Die Querschnittsfläche senkrecht zur Achse des Abstichloches 7 der Mulde 23 ist etwa 10- bis 100-fach größer als die Querschnittsfläche des Abstichloches 7. In der Mulde 23 sind Wehre 33 zur Behinderung einer rotationssymmetrischen Strömung vorgesehen.
- Zwischen dem Abstichloch 8, das mit dem Konvertermantel 11 verbunden ist, und den Abstichlochsteinen 44 befindet sich eine feuerfeste Füllmasse 45. In die feuerfeste Füllmasse 45 sind Inertgaszuführungen 6 eingebracht, die als einzelne Rohre 6 beginnen und im Bereich unterhalb der Mulde 23 als Ringspalt aus einem Blechmantel 47 um die Abstichlochsteine 44 ausgeführt sein können. Die Inertgaszuführung 6 kann durch die Stirnfläche 46 der feuerfesten Füllmasse 45 oder durch das Abstichrohr 8 oder durch den Konvertermantel 11 geführt werden.
Claims (19)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT88730182T ATE89866T1 (de) | 1987-08-20 | 1988-08-12 | Einrichtung und verfahren zur verminderung des mitlaufenden schlackenanteils bei geringstmoeglicher reststahlmenge im konverter. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3728051 | 1987-08-20 | ||
| DE3728051 | 1987-08-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0305319A1 true EP0305319A1 (de) | 1989-03-01 |
| EP0305319B1 EP0305319B1 (de) | 1993-05-26 |
Family
ID=6334271
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88730182A Expired - Lifetime EP0305319B1 (de) | 1987-08-20 | 1988-08-12 | Einrichtung und Verfahren zur Verminderung des mitlaufenden Schlackenanteils bei geringstmöglicher Reststahlmenge im Konverter |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0305319B1 (de) |
| AT (1) | ATE89866T1 (de) |
| DE (1) | DE3881307D1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0818544A1 (de) * | 1996-07-13 | 1998-01-14 | Didier-Werke Ag | Abstichloch eines Konverters |
| CN114737008A (zh) * | 2022-04-29 | 2022-07-12 | 湖南华菱涟源钢铁有限公司 | 一种转炉环缝式吹气控渣出钢方法 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2800405A (en) * | 1954-01-09 | 1957-07-23 | Voest Ag | Process for the stiffening of slags upon liquid metal baths before pouring off the same |
| GB911696A (en) * | 1959-07-13 | 1962-11-28 | Arbed | Converters for steel manufacture |
| AT258986B (de) * | 1961-03-22 | 1967-12-27 | Demag Ag | Stahlwerkskonverter zum Frischen von mittels Lanzen beblasenen Schmelzen |
| DE1433511A1 (de) * | 1962-10-29 | 1968-11-28 | Davy & United Eng Co Ltd | Konverter |
| US4079868A (en) * | 1976-11-01 | 1978-03-21 | Dresser Industries, Inc. | Castellated tundish nozzle |
| DE3000730A1 (de) * | 1979-01-11 | 1980-07-31 | Kawasaki Steel Co | Vorrichtung zum abtrennen von schlacke aus einem schmelzbad |
| DE3321054C1 (de) * | 1983-06-08 | 1984-12-06 | Mannesmann AG, 4000 Düsseldorf | Verfahren und Vorrichtung zur Verhinderung von Schlackeneinschlüssen beim Stranggießen von Stahl |
| DE8317437U1 (de) * | 1983-06-15 | 1985-01-10 | Mannesmann AG, 4000 Düsseldorf | Metallurgischer Schmelzofen |
| DE3441324A1 (de) * | 1983-11-18 | 1985-05-30 | USS Engineers and Consultants, Inc., Pittsburgh, Pa. | Verfahren und vorrichtung zum vermeiden einer wirbelbildung in einem giessbehaelter mit stopfenausguss |
| DE3345015A1 (de) * | 1983-12-13 | 1985-06-13 | Krupp Stahl Ag, 4630 Bochum | Verfahren und vorrichtung zum vermeiden der beim ausleeren schmelzfluessiger metalle aus einem schmelzbehaelter mit bodenausguss im metall entstehenden horizontalen zirkulationsstroemung |
| DE3126559C2 (de) * | 1980-07-05 | 1986-02-20 | Kurosaki Refractories Co., Ltd., Kitakyushu, Fukuoka | Vorrichtung zur Vermeidung des Mitreißens von Schlacke aus einem Konverter |
| DE3427268C2 (de) * | 1983-08-18 | 1986-07-31 | Metacon AG, Zürich | Vorrichtung zum Feststellen des Vorhandenseins von metallischer Schmelze in einem Durchlaufkanal eines metallurgischen Ofens oder einer Gießpfanne |
| AT384242B (de) * | 1982-09-07 | 1987-10-12 | Radex Austria Ag | Verfahren zum abstechen bzw. abgiessen von metallschmelzen |
-
1988
- 1988-08-12 AT AT88730182T patent/ATE89866T1/de not_active IP Right Cessation
- 1988-08-12 EP EP88730182A patent/EP0305319B1/de not_active Expired - Lifetime
- 1988-08-12 DE DE8888730182T patent/DE3881307D1/de not_active Expired - Fee Related
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2800405A (en) * | 1954-01-09 | 1957-07-23 | Voest Ag | Process for the stiffening of slags upon liquid metal baths before pouring off the same |
| GB911696A (en) * | 1959-07-13 | 1962-11-28 | Arbed | Converters for steel manufacture |
| AT258986B (de) * | 1961-03-22 | 1967-12-27 | Demag Ag | Stahlwerkskonverter zum Frischen von mittels Lanzen beblasenen Schmelzen |
| DE1433511A1 (de) * | 1962-10-29 | 1968-11-28 | Davy & United Eng Co Ltd | Konverter |
| US4079868A (en) * | 1976-11-01 | 1978-03-21 | Dresser Industries, Inc. | Castellated tundish nozzle |
| DE3000730A1 (de) * | 1979-01-11 | 1980-07-31 | Kawasaki Steel Co | Vorrichtung zum abtrennen von schlacke aus einem schmelzbad |
| DE3126559C2 (de) * | 1980-07-05 | 1986-02-20 | Kurosaki Refractories Co., Ltd., Kitakyushu, Fukuoka | Vorrichtung zur Vermeidung des Mitreißens von Schlacke aus einem Konverter |
| AT384242B (de) * | 1982-09-07 | 1987-10-12 | Radex Austria Ag | Verfahren zum abstechen bzw. abgiessen von metallschmelzen |
| DE3321054C1 (de) * | 1983-06-08 | 1984-12-06 | Mannesmann AG, 4000 Düsseldorf | Verfahren und Vorrichtung zur Verhinderung von Schlackeneinschlüssen beim Stranggießen von Stahl |
| DE8317437U1 (de) * | 1983-06-15 | 1985-01-10 | Mannesmann AG, 4000 Düsseldorf | Metallurgischer Schmelzofen |
| DE3427268C2 (de) * | 1983-08-18 | 1986-07-31 | Metacon AG, Zürich | Vorrichtung zum Feststellen des Vorhandenseins von metallischer Schmelze in einem Durchlaufkanal eines metallurgischen Ofens oder einer Gießpfanne |
| DE3441324A1 (de) * | 1983-11-18 | 1985-05-30 | USS Engineers and Consultants, Inc., Pittsburgh, Pa. | Verfahren und vorrichtung zum vermeiden einer wirbelbildung in einem giessbehaelter mit stopfenausguss |
| DE3345015A1 (de) * | 1983-12-13 | 1985-06-13 | Krupp Stahl Ag, 4630 Bochum | Verfahren und vorrichtung zum vermeiden der beim ausleeren schmelzfluessiger metalle aus einem schmelzbehaelter mit bodenausguss im metall entstehenden horizontalen zirkulationsstroemung |
Non-Patent Citations (1)
| Title |
|---|
| STAHL UND EISEN * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0818544A1 (de) * | 1996-07-13 | 1998-01-14 | Didier-Werke Ag | Abstichloch eines Konverters |
| CN114737008A (zh) * | 2022-04-29 | 2022-07-12 | 湖南华菱涟源钢铁有限公司 | 一种转炉环缝式吹气控渣出钢方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE89866T1 (de) | 1993-06-15 |
| DE3881307D1 (de) | 1993-07-01 |
| EP0305319B1 (de) | 1993-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2944269A1 (de) | Ofengefaess eines lichtbogenofens | |
| DE2515494C2 (de) | Verfahren zur Behandlung einer Metallschmelze | |
| DE1800959A1 (de) | Verfahren und Vorrichtung zur kontinuierlichen Desoxydierung,Entschwefelung und Entgasung von Metallen und Legierungen | |
| DE1798054A1 (de) | Verfahren zur Steuerung metallurgischer Vorgaenge und Vorrichtung zur Durchfuehrung des Verfahrens | |
| EP0305319B1 (de) | Einrichtung und Verfahren zur Verminderung des mitlaufenden Schlackenanteils bei geringstmöglicher Reststahlmenge im Konverter | |
| DE29909595U1 (de) | Vorrichtung zur Entnahme von Schlackenproben | |
| DE2155589A1 (de) | Verfahren zur Herstellung einer geschmolzenen Eisenlegierung | |
| DE7928208U1 (de) | Vorrichtung zur durchfuehrung metallurgischer reaktionen in einer pfanne | |
| DE3827936A1 (de) | Einrichtung und verfahren zur verminderung des mitlaufenden schlackenanteils bei geringstmoeglicher reststahlmenge im konverter | |
| DE2438611A1 (de) | Verfahren und durchfuehrungsanordnung zum abgiessen von schmelze | |
| DE2338241A1 (de) | Verfahren und einrichtung zum frischen einer roheisenschmelze | |
| EP0263255A1 (de) | Verfahren und Mittel zum gleichzeitigen Aufheizen und Reinigen von Metallbädern | |
| EP0252308A1 (de) | Verfahren zum Behandeln von Metallschmelzen und Vorrichtung zum Durchführen des Verfahrens | |
| EP0128965B1 (de) | Verfahren zum Betreiben eines metallurgischen Schmelzofens und metallurgischer Schmelzofen | |
| DE3143563C2 (de) | Tauchrohr für das Blockgießen und ein Verfahren zum Betrieb dieses Tauchrohres | |
| DE2452611C2 (de) | Verfahren und Vorrichtung zur Raffination und/oder zum Frischen einer Stahlschmelze | |
| DE19911607A1 (de) | Verfahren und Vorrichtung zum Abstechen einer Metallschmelze | |
| DE2801926C3 (de) | Verfahren zum dosierten Einführen von Zusätzen in Metallschmelzen und Einrichtung zur Durchführung des Verfahrens | |
| DE2813717A1 (de) | Verfahren zum herstellen von metallgusstuecken | |
| EP0140001A1 (de) | Verfahren zur Herstellung von Stählen mit hohem Reinheitsgrad und geringen Gasgehalten in Stahlwerken und Stahlgiessereien | |
| DE2710377B1 (de) | Verfahren zur Herstellung von Stahl aus Metallschwamm unter Verwendung von Glasplasmen als Energietraeger | |
| DE2903211C2 (de) | ||
| DE2651922B2 (de) | Verfahren zum Steuern des Frischablaufs beim Frischen von Roheisen | |
| AT391367B (de) | Ausgussrohr fuer metallschmelzen aus metallurgischen oefen und gefaessen | |
| DE1291344B (de) | Verfahren zum Frischen von geschmolzenem Eisen in einem Konverter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE DE ES FR GB IT LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19890909 |
|
| 17Q | First examination report despatched |
Effective date: 19901213 |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: PREUSSAG STAHL AKTIENGESELLSCHAFT |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE DE ES FR GB IT LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19930526 Ref country code: GB Effective date: 19930526 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19930526 Ref country code: SE Effective date: 19930526 Ref country code: NL Effective date: 19930526 Ref country code: FR Effective date: 19930526 Ref country code: BE Effective date: 19930526 |
|
| REF | Corresponds to: |
Ref document number: 89866 Country of ref document: AT Date of ref document: 19930615 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3881307 Country of ref document: DE Date of ref document: 19930701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19930812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19930831 |
|
| EN | Fr: translation not filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19930526 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19970812 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990601 |