EP0295203A1 - Method for packaging a product, and device for carrying out the method - Google Patents
Method for packaging a product, and device for carrying out the method Download PDFInfo
- Publication number
- EP0295203A1 EP0295203A1 EP88810312A EP88810312A EP0295203A1 EP 0295203 A1 EP0295203 A1 EP 0295203A1 EP 88810312 A EP88810312 A EP 88810312A EP 88810312 A EP88810312 A EP 88810312A EP 0295203 A1 EP0295203 A1 EP 0295203A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- product
- flap
- folds
- folding
- lateral
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004806 packaging method and process Methods 0.000 title claims description 15
- 238000000034 method Methods 0.000 title claims description 14
- 239000005022 packaging material Substances 0.000 claims abstract description 32
- 238000007789 sealing Methods 0.000 claims abstract description 24
- 235000019219 chocolate Nutrition 0.000 claims description 11
- 238000010438 heat treatment Methods 0.000 claims description 8
- 239000000463 material Substances 0.000 claims description 6
- 230000000694 effects Effects 0.000 claims description 5
- 235000013305 food Nutrition 0.000 claims description 5
- 238000003825 pressing Methods 0.000 claims description 5
- 238000004026 adhesive bonding Methods 0.000 claims description 2
- 241000234435 Lilium Species 0.000 claims 1
- 238000001816 cooling Methods 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/18—Applying or generating heat or pressure or combinations thereof by endless bands or chains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/06—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths
- B65B11/38—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths in a combination of straight and curved paths
- B65B11/40—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths in a combination of straight and curved paths to fold the wrappers in tubular form about contents
- B65B11/42—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths in a combination of straight and curved paths to fold the wrappers in tubular form about contents and then to form closing folds of similar form at opposite ends of the tube
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/14—Applying or generating heat or pressure or combinations thereof by reciprocating or oscillating members
Definitions
- the present invention relates to a method of packaging a product, in particular a food product such as for example a chocolate bar of substantially rectangular shape, in a sealed package, in which the product is brought on a linear conveyor and positioned a sheet of rectangular heat sealable packaging material in the path of this product.
- a product in particular a food product such as for example a chocolate bar of substantially rectangular shape
- a sealed package in which the product is brought on a linear conveyor and positioned a sheet of rectangular heat sealable packaging material in the path of this product.
- a device for packaging a product in particular a food product, such as for example a chocolate bar of substantially rectangular shape, in a sealed package, for the implementation of the above method, this device comprising a linear conveyor for bringing the products to be packaged and a device for positioning a sheet of substantially rectangular heat-sealable packaging material on the path of this product.
- the present invention proposes to overcome this drawback by providing a succession of manipulations for which the existence of this flap does not constitute discomfort.
- the method according to the invention is characterized in that the product and the paper are simultaneously driven on the linear conveyor by folding the sheet around the product so as to form two flaps of unequal lengths respectively adjacent to the large faces of the product, in that the product thus coated is then introduced into a housing of a rotary turning device, in that the flaps are sealed one on the other along a longitudinal edge of said product, which has the effect of forming a flap disposed substantially in the extension of the large underside of the product, in that the lateral folds are formed, in that the partially wrapped product is extracted, after it has been turned over , the turning device having pivoted by 180 °, in that the side folds are sealed, in that the said flap and the side folds are folded over the underside of the product, this face being disposed above the produced as a result of said re turning, and in that this flap is sealed against said underside.
- the side folds are first folded, then said flap over the side folds.
- the flap is first folded, then said lateral folds over said flap and a banner printed around the product is placed, this banner consisting of a rectangular sheet wrapped around the product, so as to form a sleeve open at its ends and so as to superimpose two edges of this sheet.
- the lateral folds are sealed by preheating the heat-sealable packaging material by means of two heating tapes arranged to advance parallel to the product placed on the linear conveyor, then pressure is exerted on the side plies of heat-sealable material preheated by means of cooled pressing members, said plies being maintained in a position substantially perpendicular to the large faces of the product by at least one support and guide element.
- the packaging device is characterized in that it comprises means for simultaneously driving the product and the paper onto the linear conveyor by folding the sheet around the product so as to form two flaps of unequal lengths respectively adjacent to the large ones. sides of this product, a rotary turning device comprising at least one housing for receiving a product thus coated, means for sealing the flaps one on the other along a longitudinal edge of said product, which has the effect to form a flap disposed substantially in the extension of the large underside of this product, means for forming the side folds, means for extracting the partially packaged product, after its inversion, means for sealing the side folds, means for bring the product into abutment in at least one station arranged to fold said flap and the side folds, and to fix this flap on the lower face ure of the product, this face being disposed above the product as a result of said reversal.
- said means for sealing the lateral folds comprise two heating tapes arranged on either side of the product, means for advancing these tapes parallel to the products arranged on the linear conveyor, and at least two pressing members cooled to exert pressure on the side folds of preheated heat-sealable packaging material, said side folds being held in a position substantially perpendicular to the large faces of the product by at least one support and guide element.
- This support and guide element for the side folds is preferably constituted by a pallet mounted on a transport chain arranged to move this pallet parallel to the product and at the same speed, this pallet having dimensions and a shape such that it can engage between the side folds arranged substantially vertically and provide support for said side folds, when subjected to the pressure of the pressing members.
- the station arranged for folding up said flap preferably comprises a lifting device for lifting the product, lateral folders for folding down said lateral folds and movable folding stops for folding up said flap.
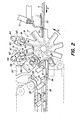
- the device according to the invention comprises a linear conveyor 10 constituted by a conveyor belt, a chain or any other means known per se for bringing products 11 which are, in the example shown, chocolate bars.
- the chocolate bars are relatively delicate products which have a non-negligible thickness, and edges which are generally inclined because the product is molded and must be able to be extracted from the mold.
- the packaging material must be folded and sealed around the product and, due to the thickness of the product, the folds must be formed precisely using folding members.
- a device 12 makes it possible to distribute sheets 13 of substantially rectangular shape of a heat-sealable packaging material.
- the clamps 18, 19, which are of identical construction but one of which 18 includes heating members (not shown), and the other of which 19 includes cooling members (not shown), have two jaws 60 and 61 respectively integral with two levers 62 and 63 articulated relative to each other at 64.
- a folding box 20 mounted on a support 20 ′ forms the flap 21 in fact constituted by the part of the flap 15 beyond the flap 14 after the sealing of said flaps, at the same time as the lateral folds 9 adjacent to the short lateral sides of the product.
- the folding box which is known per se and exists on all traditional machines for packaging chocolate bars, consists of two central reel 20a and two pairs of lateral folding ramps 20b which respectively have the function of initiating and then forming the side folds 9.
- the partially wrapped product is then extracted from the rotary inversion device.
- the product is now placed on its upper face, called a "mirror" in the case of a chocolate bar, which will allow the folds to be folded over and the flap 21 on its underside which is kept arranged above the product more during the turning maneuver.
- the product passes through a device for sealing the lateral folds which is composed on the one hand of two lateral heating bands 22 driven in parallel and possibly at the same speed as the product placed on a linear conveyor. These two heating strips have the function of preheating the heat-sealable packaging material at the side pleats.
- This sealing device also consists of two pressing members 23, for example rollers designed both to exert lateral pressure on the side plies and to cool the preheated heat-sealable packaging material. It further comprises supporting and guiding elements for the lateral folds constituted by pallets 24 mounted on a chain 25 arranged to drive the pallets parallel and at the same speed as the product.
- These pallets have a shape and dimensions such that they can be positioned above the large upper face of the shelves, between the lateral folds held vertically, and serve as a support to oppose the pressure of the pressure rollers 23.
- the lateral folds are necessarily held vertically during this sealing operation since the two superimposed sheets which form each of the two folds move relative to each other when they are brought from the horizontal position into the vertical position.
- these folds must be sealed in an upright position and therefore require an internal support resistant to the pressure exerted by the pressure rollers. This procedure guarantees regular preheating and correct and reliable sealing.
- the product is entrained towards a station, illustrated in more detail in FIG. 3, which allows both the side folds to be folded down and the flap 21 to be folded over the large face of the chocolate bar.
- This flap is preferably glued with a line of glue or dots of glue, and / or by sealing against the external surface of the packaging material already covering the underside of the product in a suitable station equipped with a gluing device and / or sealing 50.
- This station 50 comprises a fixed support 51 and an arm 52 articulated on this support and preferably carrying several sealing heads 53 which can be heated to an adequate temperature to ensure spot sealing of the packaging material.
- the arm 52 can pivot in the two opposite directions illustrated by the double arrow C. This device ensures the sealing of the flap on the underside of the product 11.
- the products are fed continuously to the rotary turning device 16.
- This device advances intermittently and brings the products successively opposite the clamps 18 and 19, and into the folding box 20.
- the products are again taken up continuously and brought to the station for folding down the side folds 9 and the flap 21, then to the station for sealing this flap. Products advance intermittently in these two stations.
- This continuous-intermittent path is due to the fact that certain stations (clamps 18, 19, folding 20, folding down the flap 21 and the side folds 9, sealing) are fixed, and the products must remain there for a predetermined period of time.
- the rotary turning device 18 consists of a wheel at the periphery of which is formed a series of cells 17 oriented radially.
- Products 11 are pushed to the interior of a cell brought in front of the linear conveyor by means of a pusher 30 fixed to the end of an arm 31 associated with a drive mechanism (not shown) which has the function of moving this pusher according to a path 32 shown in broken lines.
- the products partially packaged in the sheet of heat-sealable packaging material are rotated to the station comprising the clamp 18 corresponding to the first preheating phase 19, the role of which has been defined above. They are then brought to the station comprising the clamp 19 corresponding to the second cooling phase which makes it possible to seal the two flaps 14 and 15.
- the folding box 20 is arranged to shape the side folds 9, which has the effect of raising the flap 21 which therefore consists of a central part and two raised ends forming lateral wings 33 formed on either side of the central part.
- the product When the product has made a 180 ° rotation, it is supported by a finger 34 which pushes it out of the housing and drives it along a guide 35 to the last station described with reference to FIG. 3.
- the finger 34 is integral with a drive chain 36 and constitutes with the guide 35 a linear conveyor arranged to bring the product to the last processing station.
- FIG 3 illustrates the station designed to fold the side folds and the flap 21.
- the finger 34 pushes the product in abutment against a stop 37 disposed at the end of a lifting device 38 arranged to lift the product.
- a stop 39 is fixed on a pivoting support 40 to stop the flap 21 and the lateral wings 33 arranged on either side of the flat part of this flap in a predetermined position.
- the support 40 also comprises two folding templates 41 arranged to form the folds at a perfectly determined location when a movable folding member 42 folds the flap 21 by moving from its position 42 shown in solid lines in its position 42 ′ shown in broken lines, while the lifting member 38 rises while carrying the product, and while movable lateral folders 44 advance to fold down the lateral folds 9.
- the flap 21 then forms an acute angle with the shelf and is folded over it by the fixed edge of the movable member 42 while the tablet is moved by the finger 34.
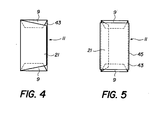
- a first folding phase in a first folding phase, the lateral folds 9 of packaging material are folded over the underside 43 of the product 11, and in a second phase, the flap 21 is folded and fixed on the folded side pleats.
- This form of folding means that the side folds and the flap must be large enough for the packaged product to look like a finished product. Consequently, this operating mode results in a fairly large consumption of packaging material.
- the flap 21 of packaging material is folded and fixed on the underside 43 of the product 11.
- the side folds are folded and fixed 9 on the folded flap and, the product packaged by this method does not have an appearance of a finished product because the side folds remain visible, in a third phase we surround this packaged product with a banner 45 of paper printed.
- This form of folding allows a flap of dimensions smaller than those necessary in the other case and results in a saving of packaging material.
- the flap is fixed in a manner known per se by means of one or more lines or dots of adhesive deposited on one of the two surfaces of the packaging material in contact with one another on the face lower 43 of the product, or by sealing, by means of the device of the station 50 described above.
- Fig. 6A illustrates the packaging process corresponding to the packaging of FIG. 4.
- the products 11, which are chocolate bars, are brought in the direction of arrow A.
- the sheets 13 of packaging material coming from a supply device 70 with two rollers 71 and 72 are brought to the trajectory of the tablets, then arranged around these tablets.
- the folding box 20 (not shown) forms the side folds 9 and the flap 21.
- the side heating strips 22 heat the heat-sealable material in the area of the side folds and the pressure rollers 23 seal these side folds.
- Turning members known per se and not shown, turn the shelves 11 over before removing them.
- Fig. 6B repeats the elements of FIG. 6A from the rotary turning device 16.
- the packaging is carried out as above until the lateral folds 9 are put in place and that of the flap 21.
- the packaging line comprises a supply station 80 with two rollers 81 and 82 of packaging material. It is usually a sheet of printed paper. This sheet 83, previously cut, is interposed on the path of the shelves, then is folded in a known manner to form a sheath around this product. The two longitudinal edges are superimposed and then glued to each other.
Abstract
Description
La présente invention concerne un procédé de conditionnement d'un produit, notamment d'un produit alimentaire tel que par exemple une tablette de chocolat de forme sensiblement rectangulaire, dans un emballage scellé, dans lequel on amène le produit sur un transporteur linéaire et on positionne une feuille d'un matériau d'emballage thermoscellable rectangulaire sur la trajectoire de ce produit.The present invention relates to a method of packaging a product, in particular a food product such as for example a chocolate bar of substantially rectangular shape, in a sealed package, in which the product is brought on a linear conveyor and positioned a sheet of rectangular heat sealable packaging material in the path of this product.
Elle concerne également un dispositif de conditionnement d'un produit, notamment d'un produit alimentaire, tel que par exemple une tablette de chocolat de forme sensiblement rectangulaire, dans un emballage scellé, pour la mise en oeuvre du procédé ci-dessus, ce dispositif comportant un transporteur linéaire pour amener les produits à conditionner et un dispositif pour positionner une feuille d'un matériau d'emballage thermoscellable sensiblement rectangulaire sur la trajectoire de ce produit.It also relates to a device for packaging a product, in particular a food product, such as for example a chocolate bar of substantially rectangular shape, in a sealed package, for the implementation of the above method, this device comprising a linear conveyor for bringing the products to be packaged and a device for positioning a sheet of substantially rectangular heat-sealable packaging material on the path of this product.
Pour répondre aux normes d'hygiène et de sécurité en matière de présentation des produits alimentaires tels que par exemple les tablettes de chocolat, on a de plus en plus tendance à recourir à un emballage étanche réalisé au moyen d'un matériau d'emballage thermoscellable. Dans les lignes d'emballage automatique, le produit est amené par un transporteur linéaire et entraîne le matériau d'emballage disposé sur sa trajectoire. Après le scellage des volets de matériau d'emballage qui se forment lorsque la feuille est repliée autour du produit, on obtient un rabat de matériau d'emballage qui devra par la suite être replié sur la face inférieure du produit après la formation et le rabattement préalable des plis latéraux. Or, cette opération nécessite un retournement du produit, ce qui entraîne généralement des manipulations difficiles en raison de l'existence de ce rabat qui peut s'avérer gênant.To meet health and safety standards in the presentation of food products such as for example chocolate bars, there is an increasing tendency to use leaktight packaging produced using heat-sealable packaging material. . In the automatic packaging lines, the product is brought by a linear conveyor and drives the packaging material placed on its path. After sealing the flaps of packaging material which are formed when the sheet is folded around the product, a flap of packaging material is obtained which must then be folded over the underside of the product after forming and folding down. side folds. However, this operation requires a reversal of the product, which generally results in difficult handling due to the existence of this flap which can prove to be troublesome.
La présente invention se propose de pallier cet inconvénient en prévoyant une succession de manipulations pour lesquelles l'existence de ce rabat ne constitue pas une gêne.The present invention proposes to overcome this drawback by providing a succession of manipulations for which the existence of this flap does not constitute discomfort.
Dans ce but, le procédé selon l'invention est caractérisé en ce que l'on entraîne simultanément le produit et le papier sur le transporteur linéaire en repliant la feuille autour du produit de manière à former deux volets de longueurs inégales respectivement adjacents aux grandes faces du produit, en ce que l'on introduit ensuite ce produit ainsi revêtu dans un logement d'un dispositif de retournement rotatif, en ce que l'on scelle les volets l'un sur l'autre le long d'un bord longitudinal dudit produit, ce qui a pour effet de former un rabat disposé sensiblement dans le prolongement de la grande face inférieure du produit, en ce que l'on forme les plis latéraux, en ce que l'on extrait le produit partiellement emballé, après son retournement, le dispositif de retournement ayant pivoté de 180°, en ce que l'on scelle les plis latéraux, en ce que l'on replie ledit rabat et le plis latéraux sur la face inférieure du produit, cette face étant disposée au-dessus du produit par suite dudit retournement, et en ce que l'on scelle ce rabat contre ladite face inférieure.For this purpose, the method according to the invention is characterized in that the product and the paper are simultaneously driven on the linear conveyor by folding the sheet around the product so as to form two flaps of unequal lengths respectively adjacent to the large faces of the product, in that the product thus coated is then introduced into a housing of a rotary turning device, in that the flaps are sealed one on the other along a longitudinal edge of said product, which has the effect of forming a flap disposed substantially in the extension of the large underside of the product, in that the lateral folds are formed, in that the partially wrapped product is extracted, after it has been turned over , the turning device having pivoted by 180 °, in that the side folds are sealed, in that the said flap and the side folds are folded over the underside of the product, this face being disposed above the produced as a result of said re turning, and in that this flap is sealed against said underside.
Selon un premier mode de réalisation, l'on replie d'abord les plis latéraux puis ledit rabat par-dessus les plis latéraux.According to a first embodiment, the side folds are first folded, then said flap over the side folds.
Selon un deuxième mode de réalisation, l'on replie d'abord le rabat puis lesdits plis latéraux par-dessus ledit rabat et l'on dispose une banderolle imprimée autour du produit, cette banderolle étant constituée par une feuille rectangulaire enroulée autour du produit, de manière à former un manchon ouvert à ses extrémités et de manière à superposer deux bords de cette feuille.According to a second embodiment, the flap is first folded, then said lateral folds over said flap and a banner printed around the product is placed, this banner consisting of a rectangular sheet wrapped around the product, so as to form a sleeve open at its ends and so as to superimpose two edges of this sheet.
Selon un mode de réalisation particulièrement avantageux, l'on scelle les plis latéraux en préchauffant le matériau d'emballage thermoscellable au moyen de deux rubans de chauffage agencés pour avancer parallèlement au produit disposé sur le transporteur linéaire, puis l'on exerce une pression sur les plis latéraux en matériau thermoscellable préchauffé au moyen d'organes presseurs refroidis, lesdits plis étant maintenus dans une position sensiblement perpendiculaire aux grandes faces du produit par au moins un élément d'appui et de guidage.According to a particularly advantageous embodiment, the lateral folds are sealed by preheating the heat-sealable packaging material by means of two heating tapes arranged to advance parallel to the product placed on the linear conveyor, then pressure is exerted on the side plies of heat-sealable material preheated by means of cooled pressing members, said plies being maintained in a position substantially perpendicular to the large faces of the product by at least one support and guide element.
Pour sceller les plis latéraux, on les maintient au moyen dudit élément d'appui et de guidage en déplaçant cet élément parallèlement et à la même vitesse que le produit, cet élément étant positionné entre les deux plis et au-dessus de la grande face supérieure du produit.To seal the side folds, they are held by means of said support and guide element by moving this element parallel and at the same speed as the product, this element being positioned between the two folds and above the large upper face. of the product.
Le dispositif de conditionnement selon l'invention est caractérisé en ce qu'il comprend des moyens pour entraîner simultanément le produit et le papier sur le transporteur linéaire en repliant la feuille autour du produit de manière à former deux volets de longueurs inégales respectivement adjacents aux grandes faces de ce produit, un dispositif de retournement rotatif comportant au moins un logement pour recevoir un produit ainsi revêtu, des moyens pour sceller les volets l'un sur l'autre le long d'un bord longitudinal dudit produit, ce qui a pour effet de former un rabat disposé sensiblement dans le prolongement de la grande face inférieure de ce produit, des moyens pour former les plis latéraux, des moyens pour extraire le produit partiellement emballé, après son retournement, des moyens pour sceller les plis latéraux, des moyens pour amener le produit en butée dans au moins une station agencée pour replier ledit rabat et les plis latéraux, et pour fixer ce rabat sur la face inférieure du produit, cette face étant disposée au-dessus du produit par suite dudit retournement.The packaging device according to the invention is characterized in that it comprises means for simultaneously driving the product and the paper onto the linear conveyor by folding the sheet around the product so as to form two flaps of unequal lengths respectively adjacent to the large ones. sides of this product, a rotary turning device comprising at least one housing for receiving a product thus coated, means for sealing the flaps one on the other along a longitudinal edge of said product, which has the effect to form a flap disposed substantially in the extension of the large underside of this product, means for forming the side folds, means for extracting the partially packaged product, after its inversion, means for sealing the side folds, means for bring the product into abutment in at least one station arranged to fold said flap and the side folds, and to fix this flap on the lower face ure of the product, this face being disposed above the product as a result of said reversal.
Selon un mode de réalisation préféré lesdits moyens pour sceller les plis latéraux comportent deux rubans de chauffage disposés de part et d'autre du produit, des moyens pour faire avancer ces rubanss parallèlement aux produits disposés sur le transporteur linéaire, et au moins deux organes presseurs refroidis pour exercer une pression sur les plis latéraux en matériau d'emballage thermoscellable préchauffé, lesdits plis latéraux étant maintenus daans une position sensiblement perpendiculaire aux grandes faces du produit par au moins un élément d'appui et de guidage.According to a preferred embodiment, said means for sealing the lateral folds comprise two heating tapes arranged on either side of the product, means for advancing these tapes parallel to the products arranged on the linear conveyor, and at least two pressing members cooled to exert pressure on the side folds of preheated heat-sealable packaging material, said side folds being held in a position substantially perpendicular to the large faces of the product by at least one support and guide element.
Cet élément d'appui et de guidage des plis latéraux est de préférence constitué par une palette montée sur une chaîne de transport agencée pour déplacer cette palette parallèlement au produit et à la même vitesse, cette palette ayant des dimensions et une forme telles qu'elle puisse s'engager entre les plis latéraux disposés sensiblement verticalement et offrir des appuis auxdits plis latéraux, lorsqu'ils sont soumis à la pression des organes presseurs.This support and guide element for the side folds is preferably constituted by a pallet mounted on a transport chain arranged to move this pallet parallel to the product and at the same speed, this pallet having dimensions and a shape such that it can engage between the side folds arranged substantially vertically and provide support for said side folds, when subjected to the pressure of the pressing members.
La station agencée pour replier ledit rabat comporte de préférence un dispositif élévateur pour soulever le produit, des plieurs latéraux pur rabattre lesdits plis latéraux et des butées de pliage mobiles pour replier ledit rabat.The station arranged for folding up said flap preferably comprises a lifting device for lifting the product, lateral folders for folding down said lateral folds and movable folding stops for folding up said flap.
La présente invention sera mieux comprise en référence à la description d'un exemple de réalisation et du dessin annexé dans lequel :
- La fig. 1 représente une vue schématique du dispositif de conditionnement selon l'invention,
- la fig. 2 représente une vue de détail du dispositif de retournement rotatif,
- la fig. 3 représente une vue schématique de la station de pliage des plis latéraux et du rabat,
- la fig. 4 représente une première forme du pliage du matériau d'emballage sur le produit,
- la fig. 5 représente une deuxième forme de pliage du matériau sur le produit avec l'adjonction d'une banderolle, et
- les fig. 6A et 6B représentent respectivement deux vues en perspective illustrant le mode de réalisation de l'emballage de la fig. 4 et le mode de réalisation de la fig. 5
- Fig. 1 represents a schematic view of the packaging device according to the invention,
- fig. 2 represents a detailed view of the rotary turning device,
- fig. 3 represents a schematic view of the station for folding the side folds and the flap,
- fig. 4 represents a first form of folding of the packaging material on the product,
- fig. 5 represents a second form of folding of the material on the product with the addition of a banner, and
- fig. 6A and 6B respectively represent two perspective views illustrating the embodiment of the packaging of FIG. 4 and the embodiment of FIG. 5
En référence à la fig. 1, le dispositif selon l'invention comporte un transporteur linéaire 10 constitué par un ruban transporteur, une chaîne ou tout autre moyen connu en soi pour amener des produits 11 qui sont, dans l'exemple représenté, des tablettes de chocolat. Il est à noter que les tablettes de chocolat sont des produits relativement délicats qui présentent une épaisseur non négligeable, et des bords généralement inclinés du fait que le produit est moulé et doit pouvoir être extrait du moule. Le matériau d'emballage doit être plié et scellé autour du produit et, du fait de l'épaisseur du produit, les plis doivent être formés de manière précise à l'aide d'organes de pliage. Un dispositif 12 permet de distribuer des feuilles 13 de forme sensiblement rectangulaire d'un matériau d'emballage thermoscellable. Ces feuilles sont entraînées par le produit lors de son déplacement dans le sens de la flèche A et sont pliées autour de la face frontale de ce produit de manière à former deux volets 14 et 15 de longueurs inégales. C'est de matte manière que le produit, partiellement emballé dans la feuille de matériau d'emballage thermoscellable 13, est acheminé vers un dispositif de retournement rotatif 16 comportant des alvéoles récepteurs 17 destinés à recevoir les produits et à les entraîner en rotation de 180° dans le sens de la flèche B, de manière à les retourner. Pendant ce déplacement, le volet 15 est scellé contre le volet 14 au moyen d'une première pince 18 destinée à préchauffer le matériau thermoscellable et au moyen d'une seconde pince 19 disposée en aval de la pince 18, et agencée pour exercer une pression sur les deux volets et pour refroidir le matériau thermoscellable préalablement chauffé.With reference to fig. 1, the device according to the invention comprises a
Les pinces 18, 19, qui sont de construction identique mais dont l'une 18 comporte des organes de chauffage (non représentés), et dont l'autre 19 comporte des organes de refroidissement (non représentés), comportent deux mâchoires 60 et 61 respectivement solidaires de deux leviers 62 et 63 articulés l'un par rapport à l'autre en 64.The
Des organes de commande mécaniques, pneumatiques ou hydrauliques permettent d'ouvrir les deux mâchoires 60 et 61 comme le montre plus particulièrement la fig. 2, pour les amener dans les positions 60′ et 61′ ilustrées en traits interrompus.Mechanical, pneumatic or hydraulic control members make it possible to open the two
Une boîte de pliage 20 montée sur un support 20′ forme le rabat 21 constitué en fait par la partie du volet 15 dépassant le volet 14 après le scellage desdits volets, en même temps que les plis latéraux 9 adjacents aux petits côtés latéraux du produit. La boîte de pliage, qui est connue en soi et existe sur toutes les machines traditionnelles de conditionnement des tablettes de chocolat, se compose de deux rabatteurs centraux 20a et de deux paires de rampes de pliage latérales 20b qui ont respectivement pour fonction d'amorcer puis de former les plis latéraux 9. Le produit partiellement emballé est ensuite extrait du dispositif de renversement rotatif. Le produit est maintenant posé sur sa face supérieure, appelée "miroir" dans le cas d'une tablette de chocolat, ce qui permettra de replier les plis latéraux et le rabat 21 sur sa face inférieure qui est maintenue disposée au-dessus du produit suite à la manoeuvre de retournement. Avant cette dernière opération, le produit traverse un dispositif de scellage des plis latéraux qui se compose d'une part de deux bandes latérales chauffantes 22 entraînées parallèlement et éventuellement à la même vitesse que le produit placé sur un transporteur linéaire. Ces deux bandes chauffantes ont pour fonction de préchauffer le matériau d'emballage thermoscellable au niveau des plis latéraux . Ce dispositif de scellage se compose d'autre part de deux organes presseurs 23, par exemple des rouleaux conçus à la fois pour exercer une pression latérale sur les plis latéraux et pour refroidir le matériau d'emballage thermoscellable préchauffé. Il comporte en outre des éléments d'appui et de guidage des plis latéraux constitués par des palettes 24 montées sur une chaîne 25 agencée pour entraîner les palettes parallèlement et à la même vitesse que le produit. Ces palettes ont une forme et des dimensions telles qu'elles puissent être positionnées au-dessus de la grande face supérieure des tablettes, entre les plis latéraux maintenus verticalement, et servir d'appui pour s'opposer à la pression des rouleaux presseurs 23. On notera que les plis latéraux sont obligatoirement maintenus verticalement pendant cette opération de scellage étant donné que les deux feuilles superposées qui forment chacun des deux plis se déplacent l'une relativement à l'autre au moment où elles sont amenées de la position horizontale dans la position verticale. Pour éviter les faux plis et le froissement du matériau d'emballage au moment du rabattement des plis latéraux contre la face inférieure du produit, ces plis doivent être scellés en position verticale et nécessitent de ce fait un appui intérieur résistant à la pression exercée par les rouleaux presseurs. Cette manière de procéder garantit un préchauffage régulier et un scellage correct et fiable.A
A la sortie de ce poste de traitement, le produit est entraîné vers une station, illustrée plus en détail par la fig. 3, qui permet à la fois de rabattre les plis latéraux et de replier le rabat 21 sur la grande face de la tablette de chocolat. Ce rabat est de préférence collé par un trait de colle ou des points de colle, et/ou par scellage contre la surface extérieure du matériau d'emballage recouvrant déjà la face inférieure du produit dans une station appropriée équipée d'un dispositif de collage et/ou de scellage 50.At the exit of this treatment station, the product is entrained towards a station, illustrated in more detail in FIG. 3, which allows both the side folds to be folded down and the
Cette station 50 comporte un support 51 fixe et un bras 52 articulé sur ce support et portant, de préférence, plusieurs têtes de scellage 53 qui peuvent être chauffées à une température adéquate pour assurer un scellage par points du matériau d'emballage. Le bras 52 peut pivoter dans les deux directions opposées illustrées par la double flèche C. Ce dispositif assure le scellage du rabat sur la face inférieure du produit 11.This
On notera que les produits sont amenés en continu jusqu'au dispositif de retournement rotatif 16. Ce dispositif avance par intermittence et amène les produits successivement en face des pinces 18 et 19, et dans la boîte de pliage 20. A la sortie du dispositif de retournement rotatif 16, les produits sont à nouveau repris en continu et amenés à la station de rabattement des plis latéraux 9 et du rabat 21, puis à la station de scellage de ce rabat. Les produits avancent par intermittence dans ces deux stations.It will be noted that the products are fed continuously to the
Ce cheminement continu-intermittent est dû au fait que certaines stations (pinces 18, 19, pliage 20, rabattement du rabat 21 et des plis latéraux 9, scellage) sont fixes, et que les produits doivent y séjourner pendant un intervalle de temps prédéterminé.This continuous-intermittent path is due to the fact that certain stations (
En référence à la figure 2, le dispositif de retournement rotatif 18 se compose d'une roue à la périphérie de laquelle est ménagée une série d'alvéoles 17 orientés radialement. Les produits 11 sont poussés à l'intérieur d'un alvéole amené en face du transporteur linéaire au moyen d'un poussoir 30 fixé à l'extrémité d'un bras 31 associé à un mécanisme d'entraînement (non représenté) qui a pour fonction de déplacer ce poussoir selon une trajectoire 32 représentée en traits interrompus. Les produits partiellement emballés dans la feuille de matériau d'emballage thermoscellable sont entraînés en rotation jusqu'au poste comportant la pince 18 correspondant à la première phase de préchauffage 19 dont le rôle a été défini ci-dessus. Ils sont ensuite amenés au poste comportant la pince 19 correspondant à la deuxième phase de refroidissement qui permet d'effectuer de sceller les deux volets 14 et 15. La boîte de pliage 20 est agencée pour mettre en forme les plis latéraux 9, ce qui a pour effet de relever le rabat 21 qui se compose dès lors d'une partie centrale et de deux extrémités relevées formant des ailes latérales 33 ménagées de part et d'autre de la partie centrale.Referring to Figure 2, the
Lorsque le produit a effectué une rotation de 180°, il est pris en charge par un doigt 34 qui le repousse hors du logement et l'entraîne le long d'un guide 35 jusqu'au dernier poste décrit en référence à la figure 3. Le doigt 34 est solidaire d'une chaîne d'entraînement 36 et constitue avec le guide 35 un transporteur linéaire agencé pour amener le produit au dernier poste de traitement.When the product has made a 180 ° rotation, it is supported by a
La figure 3 illustre la station conçue pour replier les plis latéraux et le rabat 21. A cet effet, le doigt 34 repousse le produit en appui contre une butée 37 disposée à l'extrémité d'un dispositif élévateur 38 agencé pour soulever le produit. Une butée 39 est fixée sur un support pivotant 40 pour arrêter le rabat 21 et les ailes latérales 33 disposées de part et d'autre de la partie plane de ce rabat dans une position prédéterminée. Le support 40 comporte par ailleurs deux gabarits de pliage 41 agencés pour former les plis à un endroit parfaitement déterminé lorsqu'un organe mobile de pliage 42 replie le rabat 21 en se déplaçant de sa position 42 représentée en traits pleins dans sa position 42′ représentée en traits interrompus, pendant que que l'organe élévateur 38 s'élève en portant le produit, et que des plieurs latéraux mobiles 44 s'avancent pour rabattre les plis latéraux 9. Le rabat 21 forme alors un angle aigu avec la tablette et est rabatu sur elle par le bord fixe de l'organe mobile 42 pendant que la tablette est déplacée par le doigt 34.Figure 3 illustrates the station designed to fold the side folds and the
Selon la présentation du produit fini que l'on veut obtenir, l'on peut procéder au pliage du matériau d'emballage sur le produit de deux manières différentes.Depending on the presentation of the finished product that we want to obtain, there are two different ways of folding the packaging material on the product.
En référence à la fig. 4, dans une première phase de pliage, l'on replie les plis latéraux 9 de matériau d'emballage sur la face inférieure 43 du produit 11, et dans une deuxième phase l'on replie et l'on fixe le rabat 21 sur les plis latéraux repliés. Cette forme de pliage implique que les plis latéraux et le rabat doivent avoir des dimensions assez grandes pour que le produit emballé ait l'aspect d'un produit bien fini. En conséquence, ce mode opératoire entraîne une assez grande consommation de matériau d'emballage.With reference to fig. 4, in a first folding phase, the lateral folds 9 of packaging material are folded over the
Dans la seconde méthode de pliage illustrée par la fig. 5, dans la première phase de pliage l'on replie et l'on fixe le rabat 21 de matériau d'emballage sur la face inférieure 43 du produit 11. Dans la deuxième phase l'on replie et l'on fixe les plis latéraux 9 sur le rabat replié et, le produit emballé par cette méthode n'ayant pas un aspect de produit bien fini du fait que les plis latéraux restent apparents, dans une troisième phase l'on entoure ce produit emballé d'une banderolle 45 de papier imprimé. Cette forme de pliage permet de un rabat de dimensions inférieures à celles nécessaires dans dans l'autre cas et entraîne une économie de matériau d'emballage.In the second folding method illustrated in fig. 5, in the first folding phase, the
La fixation du rabat se fait d'une façon connue en soi au moyen d'un ou plusieurs traits ou points de colle déposés sur l'une des deux surfaces du matériau d'emballage en contact l'une avec l'autre sur la face inférieure 43 du produit, ou par scellage, au moyen du dispositif de la station 50 décrite précédemment.The flap is fixed in a manner known per se by means of one or more lines or dots of adhesive deposited on one of the two surfaces of the packaging material in contact with one another on the face lower 43 of the product, or by sealing, by means of the device of the
La fig. 6A illustre le processus de conditionnement correspondant à l'emballage de la fig. 4. Les produits 11, qui sont des tablettes de chocolat, sont amenés dans le sens de la flèche A. Les feuilles 13 de matériau d'emballage provenant d'un dispositif d'alimentation 70 à deux rouleaux 71 et 72 sont amenées sur la trajectoire des tablettes, puis disposées autour de ces tablettes.Fig. 6A illustrates the packaging process corresponding to the packaging of FIG. 4. The products 11, which are chocolate bars, are brought in the direction of arrow A. The
Ces tablettes sont ensuite introduites dans le dispositif de retournement rotatif 16 qui tourne par intermittence dans le sens de la flèche B. Les pinces 18 et 19 (non représentées sur cette figure) assurent le scellage des deux surfaces de matériau d'emballage pour former un emballage tubulaire 73 autour de la tablette.These tablets are then introduced into the
La boîte de pliage 20 (non représentée) forme les plis latéraux 9 et le rabat 21.The folding box 20 (not shown) forms the side folds 9 and the
Les bandes latérales chauffantes 22 chauffent la matière thermoscellable dans la zone des plis latéraux et les rouleaux presseurs 23 effectuent le scellage de ces plis latéraux.The side heating strips 22 heat the heat-sealable material in the area of the side folds and the
Des plieurs latéraux 14, mobiles dans le sens des doubles flèches E, assurent la mise en place de ces plis et un dispositif (voir fig. 3) replie le rabat 21. Ce rabat est ensuite scellé par le dispositif 50 (voir fig. 1).
Des organes de retournement, connus en soi et non représentés, retournent les tablettes 11 avant de les évacuer.Turning members, known per se and not shown, turn the shelves 11 over before removing them.
La fig. 6B reprend les éléments de la fig. 6A à partir du dispositif de retournement rotatif 16. Le conditionnement s'effectue comme précédemment jusqu'à la mise en place des plis latéraux 9 et à celle du rabat 21.Fig. 6B repeats the elements of FIG. 6A from the
Ces tablettes sont en outre destinées à recevoir une banderolle 45. A cet effet, la ligne de conditionnement comporte une station d'alimentation 80 à deux rouleaux 81 et 82 de matériau d'emballage. Il s'agit généralement d'une feuille de papier imprimé. Cette feuille 83, préalablement découpée, est interposée sur la trajectoire des tablettes, puis est pliée d'une manière connue pour former un fourreau autour de ce produit. Les deux bords longitudinaux sont superposés puis collés l'un sur l'autre.These tablets are also intended to receive a
Ces différentes opérations ont permis tout d'abord d'effectuer un scellage longitudinal le long d'une des arêtes longitudinales du produit puis d'effectuer un scellage latéral au niveau des plis latéraux. En conséquence, le produit est emballé de façon étanche et répond aux exigences actuelles en matière de sécurité et d'hygiène.
Il est bien entendu que certaines fonctions pourraient être remplies par des moyens quelque peu différents de ceux qui ont été utilisés dans la forme de réalisation illustrée par les figures. Ainsi le dispositif de retournement suivi d'un transporteur linéaire pourrait être remplacé par un dispositif de retournement plus grand ou par plusieurs dispositifs de ce type ménagés à la suite les uns des autres et prévoyant à leur périphérie un ensemble de stations permettant d'effectuer toutes les opérations requises.These various operations made it possible first of all to carry out a longitudinal sealing along one of the longitudinal edges of the product then to carry out a lateral sealing at the level of the lateral folds. In As a result, the product is tightly packed and meets current safety and hygiene requirements.
It is understood that certain functions could be fulfilled by means somewhat different from those which have been used in the embodiment illustrated by the figures. Thus the turning device followed by a linear conveyor could be replaced by a larger turning device or by several devices of this type arranged one after the other and providing at their periphery a set of stations making it possible to perform all required operations.
La présente invention n'est pas limitée aux formes de réalisation décrites mais pourrait subir différentes modifications et se présenter sous diverses variantes évidentes pour l'homme de l'art.The present invention is not limited to the embodiments described but could undergo different modifications and come in various variants obvious to those skilled in the art.
Claims (9)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8706760A FR2615166B1 (en) | 1987-05-12 | 1987-05-12 | PROCESS FOR PACKAGING A PRODUCT AND DEVICE FOR CARRYING OUT SAID PROCESS |
| FR8706760 | 1987-05-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0295203A1 true EP0295203A1 (en) | 1988-12-14 |
| EP0295203B1 EP0295203B1 (en) | 1991-12-11 |
Family
ID=9351081
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88810312A Expired - Lifetime EP0295203B1 (en) | 1987-05-12 | 1988-05-11 | Method for packaging a product, and device for carrying out the method |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4909019A (en) |
| EP (1) | EP0295203B1 (en) |
| JP (1) | JPS6445213A (en) |
| CN (1) | CN88102751A (en) |
| DE (1) | DE3866792D1 (en) |
| FR (1) | FR2615166B1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10105448A1 (en) * | 2001-02-07 | 2002-08-29 | Bosch Gmbh Robert | Device for transferring confectionery pieces to a sealing device |
| WO2012126521A1 (en) | 2011-03-23 | 2012-09-27 | Robert Bosch Gmbh | Method for packaging products, particularly portions of chocolate or the like, and facility for implementing the method |
| EP3248890A2 (en) | 2016-05-25 | 2017-11-29 | Theegarten-Pactec Gmbh & Co. | Method and device for airtight packaging of small articles having a generally rectangular floor surface |
| WO2020234703A1 (en) * | 2019-05-22 | 2020-11-26 | Corazza S.P.A. | Machine for packaging solid food products |
Families Citing this family (62)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3907615A1 (en) * | 1989-03-09 | 1990-09-13 | Focke & Co | DEVICE (PACKING MACHINE) FOR PACKING ITEMS OF DIFFERENT SIZES |
| IT1242615B (en) * | 1990-12-12 | 1994-05-16 | Gd Spa | WRAPPING AND WELDING METHOD IN A WRAPPING MACHINE. |
| ITTO20010075A1 (en) * | 2001-01-26 | 2002-07-26 | Innopack S R L | METHOD AND WRAPPING MACHINE OF SHEETS. |
| US8417374B2 (en) * | 2004-04-19 | 2013-04-09 | Curt G. Joa, Inc. | Method and apparatus for changing speed or direction of an article |
| US7703599B2 (en) * | 2004-04-19 | 2010-04-27 | Curt G. Joa, Inc. | Method and apparatus for reversing direction of an article |
| US7708849B2 (en) * | 2004-04-20 | 2010-05-04 | Curt G. Joa, Inc. | Apparatus and method for cutting elastic strands between layers of carrier webs |
| US20050230449A1 (en) * | 2004-04-20 | 2005-10-20 | Curt G. Joa, Inc. | Apparatus and method of increasing web storage in a dancer |
| US7640962B2 (en) * | 2004-04-20 | 2010-01-05 | Curt G. Joa, Inc. | Multiple tape application method and apparatus |
| US20050230037A1 (en) * | 2004-04-20 | 2005-10-20 | Curt G. Joa, Inc. | Staggered cutting knife |
| US7638014B2 (en) | 2004-05-21 | 2009-12-29 | Curt G. Joa, Inc. | Method of producing a pants-type diaper |
| US7537215B2 (en) * | 2004-06-15 | 2009-05-26 | Curt G. Joa, Inc. | Method and apparatus for securing stretchable film using vacuum |
| US7811403B2 (en) * | 2005-03-09 | 2010-10-12 | Curt G. Joa, Inc. | Transverse tab application method and apparatus |
| CA2600432C (en) * | 2005-03-09 | 2013-07-16 | Curt G. Joa, Inc. | Transverse tape application method and apparatus |
| US8007484B2 (en) * | 2005-04-01 | 2011-08-30 | Curt G. Joa, Inc. | Pants type product and method of making the same |
| US20060265867A1 (en) * | 2005-05-31 | 2006-11-30 | Curt G. Joa, Inc. | Use of ultrasonic horn to mechanically secure hooks to a smooth material web |
| US7533709B2 (en) * | 2005-05-31 | 2009-05-19 | Curt G. Joa, Inc. | High speed vacuum porting |
| US7770712B2 (en) * | 2006-02-17 | 2010-08-10 | Curt G. Joa, Inc. | Article transfer and placement apparatus with active puck |
| US20070250032A1 (en) * | 2006-03-08 | 2007-10-25 | Curt G. Joa, Inc. | Refastenable tab for disposable pant and methods for making same |
| ITBO20060237A1 (en) * | 2006-04-04 | 2006-07-04 | Gd Spa | METHOD AND MACHINE FOR THE PURCHASE OF ITEMS. |
| US8172977B2 (en) | 2009-04-06 | 2012-05-08 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| US8016972B2 (en) | 2007-05-09 | 2011-09-13 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| US9433538B2 (en) | 2006-05-18 | 2016-09-06 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web and formation of articles using a dual cut slip unit |
| US7780052B2 (en) * | 2006-05-18 | 2010-08-24 | Curt G. Joa, Inc. | Trim removal system |
| US10456302B2 (en) | 2006-05-18 | 2019-10-29 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| US9622918B2 (en) | 2006-05-18 | 2017-04-18 | Curt G. Joe, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| US20080047658A1 (en) * | 2006-08-28 | 2008-02-28 | Curt G. Joa, Inc. | Bonding method for continuous traveling web |
| US20080050531A1 (en) * | 2006-08-28 | 2008-02-28 | Curt G. Joa, Inc. | Apparatus and method for wetting a continuous web |
| JP5041207B2 (en) | 2006-11-14 | 2012-10-03 | 株式会社ダイフク | Goods transport equipment |
| EP1967465A1 (en) * | 2007-03-05 | 2008-09-10 | Mars Incorporated | Packaged products and array or bandoleer of packaged products |
| US9944487B2 (en) | 2007-02-21 | 2018-04-17 | Curt G. Joa, Inc. | Single transfer insert placement method and apparatus |
| US9550306B2 (en) | 2007-02-21 | 2017-01-24 | Curt G. Joa, Inc. | Single transfer insert placement and apparatus with cross-direction insert placement control |
| DK2486903T3 (en) * | 2007-02-21 | 2023-10-16 | Joa Curt G Inc | Single transfer insert placement method and apparatus |
| ITBO20070393A1 (en) * | 2007-06-01 | 2008-12-02 | Gd Spa | METHOD OF BENDING A SHEET OF PAPER PROVIDED WITH AN EXTRACTION OPENING AROUND A GROUP OF CIGARETTES AND CORRESPONDING SITE OF CIGARETTES. |
| US8398793B2 (en) * | 2007-07-20 | 2013-03-19 | Curt G. Joa, Inc. | Apparatus and method for minimizing waste and improving quality and production in web processing operations |
| US9387131B2 (en) | 2007-07-20 | 2016-07-12 | Curt G. Joa, Inc. | Apparatus and method for minimizing waste and improving quality and production in web processing operations by automated threading and re-threading of web materials |
| US8182624B2 (en) | 2008-03-12 | 2012-05-22 | Curt G. Joa, Inc. | Registered stretch laminate and methods for forming a registered stretch laminate |
| CN101628631B (en) * | 2009-06-25 | 2010-12-29 | 成都三可实业有限公司 | Hot-press sealing fold packaging device |
| US8673098B2 (en) * | 2009-10-28 | 2014-03-18 | Curt G. Joa, Inc. | Method and apparatus for stretching segmented stretchable film and application of the segmented film to a moving web |
| US8460495B2 (en) | 2009-12-30 | 2013-06-11 | Curt G. Joa, Inc. | Method for producing absorbent article with stretch film side panel and application of intermittent discrete components of an absorbent article |
| US9089453B2 (en) | 2009-12-30 | 2015-07-28 | Curt G. Joa, Inc. | Method for producing absorbent article with stretch film side panel and application of intermittent discrete components of an absorbent article |
| US8663411B2 (en) | 2010-06-07 | 2014-03-04 | Curt G. Joa, Inc. | Apparatus and method for forming a pant-type diaper with refastenable side seams |
| US9603752B2 (en) | 2010-08-05 | 2017-03-28 | Curt G. Joa, Inc. | Apparatus and method for minimizing waste and improving quality and production in web processing operations by automatic cuff defect correction |
| KR101184450B1 (en) * | 2010-10-05 | 2012-09-20 | 삼성전자주식회사 | Auto packing apparatus and auto packing method |
| US9566193B2 (en) | 2011-02-25 | 2017-02-14 | Curt G. Joa, Inc. | Methods and apparatus for forming disposable products at high speeds with small machine footprint |
| US8656817B2 (en) | 2011-03-09 | 2014-02-25 | Curt G. Joa | Multi-profile die cutting assembly |
| USD684613S1 (en) | 2011-04-14 | 2013-06-18 | Curt G. Joa, Inc. | Sliding guard structure |
| ITBO20110248A1 (en) * | 2011-05-03 | 2012-11-04 | M C Automations S R L | METHOD AND EQUIPMENT FOR THE WRAPPING OF SWEET PRODUCTS |
| US8820380B2 (en) | 2011-07-21 | 2014-09-02 | Curt G. Joa, Inc. | Differential speed shafted machines and uses therefor, including discontinuous and continuous side by side bonding |
| CA2807809C (en) | 2012-02-20 | 2019-07-23 | Curt G. Joa, Inc. | Method of forming bonds between discrete components of disposable articles |
| US9908739B2 (en) | 2012-04-24 | 2018-03-06 | Curt G. Joa, Inc. | Apparatus and method for applying parallel flared elastics to disposable products and disposable products containing parallel flared elastics |
| US9283683B2 (en) | 2013-07-24 | 2016-03-15 | Curt G. Joa, Inc. | Ventilated vacuum commutation structures |
| USD703248S1 (en) | 2013-08-23 | 2014-04-22 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD704237S1 (en) | 2013-08-23 | 2014-05-06 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD703711S1 (en) | 2013-08-23 | 2014-04-29 | Curt G. Joa, Inc. | Ventilated vacuum communication structure |
| USD703247S1 (en) | 2013-08-23 | 2014-04-22 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD703712S1 (en) | 2013-08-23 | 2014-04-29 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| US9289329B1 (en) | 2013-12-05 | 2016-03-22 | Curt G. Joa, Inc. | Method for producing pant type diapers |
| WO2017019544A1 (en) | 2015-07-24 | 2017-02-02 | Curt G. Joa, Inc. | Vacuum commutation apparatus and methods |
| US11414222B2 (en) * | 2019-10-23 | 2022-08-16 | Create Technologies, Inc. | Automated system for the integration of a liner and envelope |
| DE102020202207A1 (en) * | 2020-02-20 | 2021-08-26 | Theegarten PACTEC GmbH & Co.KG | Method and device for individually packaging and group-wise sealing of small items such as chocolate pieces or bars |
| US11737930B2 (en) | 2020-02-27 | 2023-08-29 | Curt G. Joa, Inc. | Configurable single transfer insert placement method and apparatus |
| CN112249445A (en) * | 2020-09-30 | 2021-01-22 | 余姚市华栋茶业有限公司 | Film-coating edge sealing production line for boxed tea |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB592746A (en) * | 1945-04-19 | 1947-09-26 | Alfred German Rose | Improvements in the packaging of articles |
| US4648236A (en) * | 1985-04-30 | 1987-03-10 | Sig Schweizerische Industrie-Gesellschaft | Packaging machine including a folding, sealing and conveying apparatus |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1572256A (en) * | 1920-11-26 | 1926-02-09 | American Chicle Co | Wrapping machine |
| US1818497A (en) * | 1926-10-28 | 1931-08-11 | F B Redington Company | Wrapping and sealing machine |
| US2443952A (en) * | 1944-02-26 | 1948-06-22 | Rose Brothers Ltd | Apparatus for wrapping of blockshaped articles |
| US2590427A (en) * | 1946-08-26 | 1952-03-25 | Mackenzie William Ewan | Wrapping machine for lightly compressed granules |
| US2540430A (en) * | 1948-07-17 | 1951-02-06 | Package Machinery Co | Gum wrapping machine |
| CH521881A (en) * | 1970-04-03 | 1972-04-30 | Sig Schweiz Industrieges | Packing device for rectangular panels, e.g. Chocolate bars |
| US4006577A (en) * | 1975-06-11 | 1977-02-08 | Package Machinery Company | Gum stick wrapping machine |
| US4495745A (en) * | 1979-12-26 | 1985-01-29 | Package Machinery Company | Sealing wheel for forming fin seal package |
-
1987
- 1987-05-12 FR FR8706760A patent/FR2615166B1/en not_active Expired
-
1988
- 1988-05-11 DE DE8888810312T patent/DE3866792D1/en not_active Expired - Fee Related
- 1988-05-11 EP EP88810312A patent/EP0295203B1/en not_active Expired - Lifetime
- 1988-05-12 US US07/192,922 patent/US4909019A/en not_active Expired - Fee Related
- 1988-05-12 CN CN198888102751A patent/CN88102751A/en active Pending
- 1988-05-12 JP JP63113722A patent/JPS6445213A/en active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB592746A (en) * | 1945-04-19 | 1947-09-26 | Alfred German Rose | Improvements in the packaging of articles |
| US4648236A (en) * | 1985-04-30 | 1987-03-10 | Sig Schweizerische Industrie-Gesellschaft | Packaging machine including a folding, sealing and conveying apparatus |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10105448A1 (en) * | 2001-02-07 | 2002-08-29 | Bosch Gmbh Robert | Device for transferring confectionery pieces to a sealing device |
| DE10105448B4 (en) * | 2001-02-07 | 2005-08-04 | Robert Bosch Gmbh | Device for transferring confectionery pieces to a sealing device |
| WO2012126521A1 (en) | 2011-03-23 | 2012-09-27 | Robert Bosch Gmbh | Method for packaging products, particularly portions of chocolate or the like, and facility for implementing the method |
| CN103459253A (en) * | 2011-03-23 | 2013-12-18 | 罗伯特·博世有限公司 | Method for packaging products, particularly portions of chocolate or the like, and facility for implementing the method |
| EP3248890A2 (en) | 2016-05-25 | 2017-11-29 | Theegarten-Pactec Gmbh & Co. | Method and device for airtight packaging of small articles having a generally rectangular floor surface |
| DE102016209164A1 (en) | 2016-05-25 | 2017-11-30 | Theegarten-Pactec Gmbh & Co. Kg | Method and device for airtight packaging of small articles with a substantially rectangular bottom surface |
| WO2020234703A1 (en) * | 2019-05-22 | 2020-11-26 | Corazza S.P.A. | Machine for packaging solid food products |
Also Published As
| Publication number | Publication date |
|---|---|
| JPS6445213A (en) | 1989-02-17 |
| US4909019A (en) | 1990-03-20 |
| FR2615166A1 (en) | 1988-11-18 |
| CN88102751A (en) | 1988-11-30 |
| DE3866792D1 (en) | 1992-01-23 |
| EP0295203B1 (en) | 1991-12-11 |
| FR2615166B1 (en) | 1989-08-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0295203B1 (en) | Method for packaging a product, and device for carrying out the method | |
| FR2469997A1 (en) | APPARATUS FOR THE TELESCOPIC ASSEMBLY OF THERMOPLASTIC SLEEVES ON ARTICLES, ESPECIALLY BOTTLES, THIS APPARATUS COMPRISING A PERFECTED CHUCK HOLDER AND CHUCK MECHANISM | |
| FR2558438A1 (en) | CONDITIONED PRODUCT AND METHOD AND APPARATUS FOR PACKAGING ARTICLES | |
| FR2612879A1 (en) | APPARATUS FOR SUPPLYING A MATERIAL IN THE FORM OF A FILM | |
| EP2688805B1 (en) | Method for packaging products, particularly portions of chocolate or the like, and facility for implementing the method | |
| EP0248700B1 (en) | Packaging machine for "american" boxes | |
| EP1832413A1 (en) | Method and device for making packages comprising cardboard boxes of variable volume | |
| FR2501628A1 (en) | METHOD AND DEVICE FOR OPENING AND LOADING FLEXIBLE CONTAINERS | |
| EP0000851B1 (en) | Automatic machine for cutting a thermoplastic tube in parts and for applying sleeves around containers | |
| EP0146482A1 (en) | Method and device for applying handles or stiffening elements to a tubular web | |
| FR2765191A1 (en) | METHOD AND MACHINE FOR AUTOMATICALLY BONDING A HEAT SHRINKABLE PLASTIC FILM ON THE BOTTOM OF AN OPEN BOX | |
| FR2634174A1 (en) | CONTINUOUS PACKAGING MACHINE FOR PARTICULARLY FOOD OR PHARMACEUTICAL PRODUCTS IN PLASTIC CONTAINERS | |
| EP0057144B1 (en) | Machine for packaging cylindrically shaped objects in blanks cut from thermoplastic webs | |
| FR2594095A1 (en) | CHARGER FOR SUPPLYING A HORIZONTAL STORE OF A PLATE PRODUCT PROCESSING MACHINE AND METHOD OF USE | |
| BE889349A (en) | METHOD AND APPARATUS FOR ASSEMBLING SHEET MATERIAL, IN PARTICULAR FOR CONTINUOUSLY FEEDING RAPID PRINTERS | |
| FR2765554A1 (en) | Automatic machine for opening cardboard boxes | |
| EP0276619B1 (en) | Method and device for producing and placing a spacer sheet between juxtaposed objects to be packed; method for packaging juxtaposed objects with a spacer sheet | |
| FR2482046A1 (en) | DEVICE FOR MAKING A CARDBOARD FLAN AN OPEN TUBULAR SHAPE | |
| FR2754240A1 (en) | DEVICE FOR APPLYING TAPE BANDS | |
| FR2597400A1 (en) | DEVICE FOR MOUNTING CARDBOARD TRAYS | |
| FR2702738A1 (en) | Method and machine for the manufacture of plastic pouches intended to serve as flexible fluid-tight packages for pasty products | |
| CH320164A (en) | Method of wrapping articles, and apparatus for its implementation | |
| FR2731942A1 (en) | Method for making plastics packaging | |
| CH312220A (en) | Apparatus for pre-folding cardboard blanks. | |
| EP0913330A1 (en) | Apparatus for making a cut in the wrapper of a moving load |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE ES FR GB IT LI NL |
|
| 17P | Request for examination filed |
Effective date: 19890105 |
|
| 17Q | First examination report despatched |
Effective date: 19901221 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE ES FR GB IT LI NL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19911211 Ref country code: NL Effective date: 19911211 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19911211 |
|
| REF | Corresponds to: |
Ref document number: 3866792 Country of ref document: DE Date of ref document: 19920123 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19950504 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19950518 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19950624 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19950712 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19960511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19960531 Ref country code: CH Effective date: 19960531 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19960511 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19970131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19970201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |