EP0281176A1 - Verfahren zur Vorbereitung von Werkstücken aus Aluminium oder dessen legierungen für die Lackierung - Google Patents
Verfahren zur Vorbereitung von Werkstücken aus Aluminium oder dessen legierungen für die Lackierung Download PDFInfo
- Publication number
- EP0281176A1 EP0281176A1 EP88200205A EP88200205A EP0281176A1 EP 0281176 A1 EP0281176 A1 EP 0281176A1 EP 88200205 A EP88200205 A EP 88200205A EP 88200205 A EP88200205 A EP 88200205A EP 0281176 A1 EP0281176 A1 EP 0281176A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- workpieces
- hno3
- conversion layer
- chromating
- alloys
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 19
- 229910052782 aluminium Inorganic materials 0.000 title claims abstract description 8
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 title claims abstract description 8
- 239000004411 aluminium Substances 0.000 title abstract 2
- 229910000838 Al alloy Inorganic materials 0.000 title description 2
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 claims abstract description 18
- 229910017604 nitric acid Inorganic materials 0.000 claims abstract description 18
- 238000011282 treatment Methods 0.000 claims abstract description 16
- 238000006243 chemical reaction Methods 0.000 claims abstract description 12
- 238000005554 pickling Methods 0.000 claims abstract description 11
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 9
- 239000000956 alloy Substances 0.000 claims abstract description 9
- 238000000137 annealing Methods 0.000 claims abstract description 7
- 238000010422 painting Methods 0.000 claims abstract description 7
- -1 fluoride-activated zinc manganese Chemical class 0.000 claims abstract description 4
- 239000007787 solid Substances 0.000 claims abstract description 4
- 238000004532 chromating Methods 0.000 claims description 13
- 230000001590 oxidative effect Effects 0.000 claims description 7
- VTLYFUHAOXGGBS-UHFFFAOYSA-N Fe3+ Chemical compound [Fe+3] VTLYFUHAOXGGBS-UHFFFAOYSA-N 0.000 claims description 6
- 229910002553 FeIII Inorganic materials 0.000 claims description 6
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 claims description 5
- 239000002253 acid Substances 0.000 claims description 5
- 238000007654 immersion Methods 0.000 claims description 5
- 150000002978 peroxides Chemical class 0.000 claims description 5
- 238000002360 preparation method Methods 0.000 claims description 5
- 235000011149 sulphuric acid Nutrition 0.000 claims description 5
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 claims description 4
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 claims description 4
- 239000011572 manganese Substances 0.000 claims description 4
- 239000011701 zinc Substances 0.000 claims description 4
- 229920001187 thermosetting polymer Polymers 0.000 claims description 3
- 229910052719 titanium Inorganic materials 0.000 claims description 3
- 239000010936 titanium Substances 0.000 claims description 3
- JZDMNWBZPLJKBT-UHFFFAOYSA-N F.[Zr] Chemical compound F.[Zr] JZDMNWBZPLJKBT-UHFFFAOYSA-N 0.000 claims description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 2
- 239000003513 alkali Substances 0.000 claims description 2
- 229910052748 manganese Inorganic materials 0.000 claims description 2
- 229910052725 zinc Inorganic materials 0.000 claims description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims 2
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 claims 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 claims 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims 1
- 239000001506 calcium phosphate Substances 0.000 claims 1
- 229910000389 calcium phosphate Inorganic materials 0.000 claims 1
- 235000011010 calcium phosphates Nutrition 0.000 claims 1
- GVALZJMUIHGIMD-UHFFFAOYSA-H magnesium phosphate Chemical compound [Mg+2].[Mg+2].[Mg+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O GVALZJMUIHGIMD-UHFFFAOYSA-H 0.000 claims 1
- 239000004137 magnesium phosphate Substances 0.000 claims 1
- 229910000157 magnesium phosphate Inorganic materials 0.000 claims 1
- 229960002261 magnesium phosphate Drugs 0.000 claims 1
- 235000010994 magnesium phosphates Nutrition 0.000 claims 1
- 229910052759 nickel Inorganic materials 0.000 claims 1
- 238000010433 powder painting Methods 0.000 claims 1
- 230000002378 acidificating effect Effects 0.000 abstract description 10
- 229910052751 metal Inorganic materials 0.000 abstract description 4
- 239000002184 metal Substances 0.000 abstract description 4
- 238000007598 dipping method Methods 0.000 abstract description 2
- 235000021110 pickles Nutrition 0.000 abstract description 2
- 238000000576 coating method Methods 0.000 abstract 2
- 238000004519 manufacturing process Methods 0.000 abstract 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 13
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 12
- 229910001868 water Inorganic materials 0.000 description 12
- 239000007864 aqueous solution Substances 0.000 description 5
- 238000001035 drying Methods 0.000 description 5
- 239000002609 medium Substances 0.000 description 4
- 239000003973 paint Substances 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- 229910019142 PO4 Inorganic materials 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 230000008595 infiltration Effects 0.000 description 3
- 238000001764 infiltration Methods 0.000 description 3
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 2
- 239000010452 phosphate Substances 0.000 description 2
- 235000011007 phosphoric acid Nutrition 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 239000012736 aqueous medium Substances 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000012459 cleaning agent Substances 0.000 description 1
- 239000008139 complexing agent Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 230000009189 diving Effects 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000003925 fat Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 150000002222 fluorine compounds Chemical class 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 150000002825 nitriles Chemical class 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000007800 oxidant agent Substances 0.000 description 1
- 238000007591 painting process Methods 0.000 description 1
- 238000002161 passivation Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000008237 rinsing water Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 235000018553 tannin Nutrition 0.000 description 1
- 229920001864 tannin Polymers 0.000 description 1
- 239000001648 tannin Substances 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 238000007514 turning Methods 0.000 description 1
- LRXTYHSAJDENHV-UHFFFAOYSA-H zinc phosphate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O LRXTYHSAJDENHV-UHFFFAOYSA-H 0.000 description 1
- 229910000165 zinc phosphate Inorganic materials 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
- C23G1/02—Cleaning or pickling metallic material with solutions or molten salts with acid solutions
- C23G1/12—Light metals
- C23G1/125—Light metals aluminium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/78—Pretreatment of the material to be coated
Definitions
- the invention relates to a method for preparing at least partially metal-machined workpieces with surfaces of aluminum and its alloys for subsequent painting and its application to the treatment of workpieces with surfaces of alloys of the type AlMg or AlMgMn or the thermosetting type AlMgSi.
- the work leading to the present invention initially provided the knowledge that the poor paint adhesion and resistance to infiltration occurs particularly strongly on pre-ground or similarly metal-machined aluminum surfaces, while the undisturbed rolled surface usually provides a much better quality profile.
- the object of the invention is to provide a method for preparing at least partially metal-machined workpieces with surfaces of aluminum or its alloys for the subsequent painting, which does not have the disadvantages described.
- the object is achieved by designing the method of the type mentioned at the outset in accordance with the invention in such a way that the workpieces are first treated by annealing and / or pickling in an oxidizing acid medium and then coated with a conversion layer.
- metal-removing workpieces is understood to mean those workpieces that require mechanical surface treatment, such as Grinding, scratching, turning, milling, blasting, have been subjected.
- the process according to the invention is suitable as a pretreatment for all known painting processes. However, it proves to be particularly advantageous before the application of powder, high-solid and anodic and cathodic electrocoat materials.
- the annealing stage can be carried out in the temperature range of, for example, 150 to 500 ° C. at times of, for example, 5 minutes to several hours with the entry of air. It is believed that the beneficial effect of glowing on the structure and the Densification of a natural oxide layer is based.
- the oxidizing acid medium for controlling the pickling attack is treated with simple and / or complex fluorides, e.g. in amounts of 0.2 to 50 g / l, added.
- HNO3 can e.g. in concentrations of 10 to 500 g / l, preferably 200 to 450 g / l, H2SO4 e.g. in concentrations of 10 to 150 g / l, F-containing acids e.g. are present in concentrations of 5 to 100 g / l.
- the oxidizing agent FeIII is e.g. in amounts of 5 to 50 g / l, peroxide e.g. applied in amounts of 0.5 to 30 g / l.
- Proven pickling solutions have e.g. the following composition: 350 to 400 g / l HNO3 + 5 to 15 g / l HF; 250 to 400 g / l HNO3; 75 to 100 g / l H2SO4 + 10 to 25 g / l FeIII (as sulfate) + 0.5 to 2 g / l HF.
- the pickling solutions can be used by spraying and dipping in the temperature range from 15 to 45 ° C and with exposure times from 20 sec to 5 min.
- Yellow chromating for example with acidic aqueous solutions which, in addition to the CrVI and F components, contain further additives, for example NO3, complex cyanides, Mo, W, Ba, Mg.
- Green chromating eg with acidic aqueous solutions based on CrVI, H3PO4, F.
- Colorless chromating as a variant of yellow or green chromating with a very low thickness of the conversion layer.
- Fluoride-activated phosphating to form preferably crystalline phosphate layers based on Zn and / or Ni and / or Mn and / or Mg and / or Ca phosphate.
- a particularly preferred embodiment of the invention is to first pickle the workpieces in HNO3 + HF and / or HNO3 and then to coat them with a conversion layer by yellow chromating or fluoride-activated zinc manganese phosphating.
- the method according to the invention is for the treatment of workpieces made of aluminum or aluminum alloys, e.g. with Si, Fe, Cu, Mn, Mg, Cr, Zn and Ti as an alloy component. It is particularly advantageously applicable to the treatment of workpieces with surfaces of alloys of the AlMg or AlMgMn type or the thermosetting type AlMgSi.
- the workpieces can e.g. available as sheet metal, solid or hollow profile and as a cast part.
- Green chromating Green chromating in an acidic aqueous solution based on CrVI + H3PO4 + HF, 45 ° C, 2 min immersion / water rinsing / rinsing in VEW / drying
- Yellow chromating yellow chromating in an acidic aqueous solution based on CrVI + HNO3 + HF + K3FeCN6, 20 ° C, 20 sec immersion / water rinsing / rinsing in VEW / drying "Krist.
- ZnMnph Treatment with an acidic aqueous low zinc phosphate solution based on Zn + Mn + Ni + Na + NO3 + NO2 + F, 55 ° C, 2 min spraying / water rinsing / passivation by rinsing with acidic aqueous solution based on CrVI + CrIII / showering with VEW / drying
- the sheets were then coated with a cathodic electrocoat and a two-layer automotive paint system, scribed with a hard metal pen to the metal surface and subjected to various tests (see Tables 1 and 2).
Landscapes
- Chemical & Material Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Treatment Of Metals (AREA)
- ing And Chemical Polishing (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Vorbereitung von mindestens teilweise metallabtragend bearbeiteten Werkstücken mit Oberflächen von Aluminium und dessen Legierungen für eine anschließende Lackierung sowie dessen Anwendung auf die Behandlung von Werkstücken mit Oberflächen von Legierungen des Typs AlMg bzw. AlMgMn bzw. des wärmehärtbaren Typs AlMgSi.
- Es ist bekannt, Aluminiumoberflächen durch Beizen und/oder Auftrag einer Konversionsschicht für eine anschließende Lackierung, beispielsweise eine Elektrotauchlackierung, vorzubereiten. In der Praxis wurde aber immer wieder festgestellt, daß die Haftung und Unterwanderungsbeständigkeit der Lackfilme, z.B. an Autokarosserien im Fahrbetrieb oder auf Prüfteilen bei Beanspruchung, z.B. im Salzsprüh-Kondenswasser-Wechseltest oder in der mit NaCl verschärften Freibewitterung, starken Schwankungen unterliegt. Diese Erscheinung zeigte sich u.a. besonders ausgeprägt bei AlMgSi-Blechen z.B. des Typs AlMgO,4Sil,2. Es war bisher kein Verfahren bekannt, diese Schwankungen zu beheben und die Qualität zuverlässig auf ein ausreichend hohes Niveau zu bringen.
- Die zu der vorliegenden Erfindung führenden Arbeiten lieferten zunächst die Erkenntnis, daß die schlechte Lackhaftung und Unterwanderungsbeständigkeit besonders stark auf vorgeschliffenen oder in ähnlicher Weise metallabtragend bearbeiteten Aluminiumoberflächen auftritt, während die ungestörte gewalzte Oberfläche meist ein wesentlich besseres Qualitätsprofil liefert.
- Aufgabe der Erfindung ist es, ein Verfahren zur Vorbereitung von mindestens teilweise metallabtragend bearbeiteten Werkstücken mit Oberflächen von Aluminium oder dessen Legierungen für die anschließende Lackierung bereitzustellen, das die geschilderten Nachteile nicht aufweist.
- Die Aufgabe wird gelöst, indem das Verfahren der eingangs genannten Art entsprechend der Erfindung derart ausgestaltet wird, daß die Werkstücke zunächst durch Glühen und/oder Beizen in oxidierendem saurem Medium behandelt und anschließend mit einer Konversionsschicht überzogen werden.
- Unter dem Begriff "metallabtragend bearbeiteten Werkstücken" werden solche Werkstücke verstanden, die einer mechanischen Oberflächenbearbeitung, wie z.B. Schleifen, Kratzen, Drehen, Fräsen, Strahlen, unterworfen worden sind.
- Das erfindungsgemäße Verfahren ist als Vorbehandlung für alle bekannten Lackierverfahren geeignet. Besonders vorteilhaft erweist es sich jedoch vor dem Auftrag von Pulver-, High-Solid- und anodischen sowie kathodischen Elektrotauchlacken.
- Die Glühstufe kann im Temperaturbereich von z.B. 150 bis 500°C bei Zeiten von z.B. 5 min bis mehrere Stunden unter Zutritt von Luft durchgeführt werden. Es wird vermutet, daß der günstige Effekt des Glühens auf dem Aufbau und der Verdichtung einer natürlichen Oxidschicht beruht.
- Für die Durchführung der oxidierenden sauren Beizung haben sich u.a. HNO₃, H₂SO₄+Peroxid, H₂O+FeIII und einfache sowie komplexe Fluorwasserstoffsäure+FeIII bzw. +Peroxid als günstig erwiesen. In einer besonderen Ausführungsform werden dem oxidierenden sauren Medium zur Steuerung des Beizangriffs einfache und/oder komplexe Fluoride, z.B. in Mengen von 0,2 bis 50 g/l, zugegeben. HNO₃ kann z.B. in Konzentrationen von 10 bis 500 g/l, vorzugsweise 200 bis 450 g/l, H₂SO₄ z.B. in Konzentrationen von 10 bis 150 g/l, F-enthaltende Säuren z.B. in Konzentrationen von 5 bis 100 g/l vorliegen. Das Oxidationsmittel FeIII wird z.B. in Mengen von 5 bis 50 g/l, Peroxid z.B. in Mengen von 0,5 bis 30 g/l angewendet.
- Bewährte Beizlösungen haben z.B. folgende Zusammensetzung: 350 bis 400 g/l HNO₃ + 5 bis 15 g/l HF; 250 bis 400 g/l HNO₃; 75 bis 100 g/l H₂SO₄ + 10 bis 25 g/l FeIII (als Sulfat) + 0,5 bis 2 g/l HF. Die Beizlösungen können im Spritz- und Tauchverfahren im Temperaturbereich von 15 bis 45°C und bei Einwirkzeiten von 20 sec bis 5 min eingesetzt werden.
- Es kann auch vorteilhaft sein, im Anschluß an eine Beizbehandlung mit fluoridhaltiger Lösung eine nur oxidierende fluoridfreie Beize zu verwenden. Ein typisches Beispiel hierfür ist der Arbeitsgang HNO₃+HF/Spülen in Wasser/HNO₃.
- Vor der Behandlung im sauren oxidierenden Medium bzw. durch Glühen muß die Oberfläche von störenden Mengen an Ölen, Fetten, Staub und Schmutz befreit werden. Dies kann durch Einwirkung von Reinigern auf Basis organischer Lösungsmittel bzw. mildsaurer, neutraler oder alkalischer wäßriger Reinigungsmittel geschehen. Ferner kann zur Säuberung und Anbeizung der Oberfläche eine Behandlung in Natron- oder Kalilauge, gegebenenfalls mit Zusätzen an Komplexbildnern, erfolgen.
- Nach der Behandlung in oxidierendem saurem Medium wird mit Wasser gespült und getrocknet oder die Erzeugung der Konversionsschicht aus wäßrigem Medium direkt angeschlossen. Falls getrocknet und gelagert wird und die Gefahr einer Verschmutzung der Oberfläche besteht, muß vor dem Auftrag der Konversionsschichten wieder gereinigt werden.
- Zur Erzeugung der Konversionsschichten eignen sich z.B. folgende Verfahren:
Gelbchromatierung, z.B. mit sauren wäßrigen Lösungen, die neben der CrVI- und F-Komponente als weitere Zusätze z.B. NO₃, komplexe Cyanide, Mo, W, Ba, Mg enthalten.
Grünchromatierung, z.B. mit sauren wäßrigen Lösungen auf Basis CrVI, H₃PO₄, F.
Farbloschromatierung als Variante der Gelb- oder Grünchromatierung mit sehr niedriger Dicke der Konversionsschicht.
Chormfreie Behandlungen auf Basis von Titan- und/oder Zirkonfluorwasserstoffsäure und weiteren Zusätzen, z.B. Alkali, PO₄, F, B₂O₃, Tannin, wasserlösliche organische Verbindungen.
Fluoridaktivierte Phosphatierung zur Ausbildung von vorzugsweise kristallinen Phosphatschichten auf Basis von Zn- und/oder Ni- und/oder Mn- und/oder Mg- und/oder Ca-Phosphat. - Eine besonders bevorzugte Ausgestaltung der Erfindung besteht darin, die Werkstücke zunächst in HNO₃+HF und/oder HNO₃ zu beizen und anschließend durch Gelbchromatierung oder fluoridaktivierte Zinkmanganphosphatierung mit einer Konversionsschicht zu überziehen.
- Das erfindungsgemäße Verfahren ist zur Behandlung von Werkstücken aus Aluminium oder Aluminiumlegierungen, z.B. mit Si, Fe, Cu, Mn, Mg, Cr, Zn und Ti als Legierungskomponente, geeignet. Mit besonderem Vorteil ist es auf die Behandlung von Werkstücken mit Oberflächen von Legierungen des Typs AlMg bzw. AlMgMn bzw. des wärmehärtbaren Typs AlMgSi anwendbar. Die Werstücke können z.B. als Blech, Voll- oder Hohlprofil und als Gußteil vorliegen.
- Die Erfindung wird anhand der folgenden Beispiele näher und beispielsweise erläutert.
- Gereinigte Bleche aus AlMgO,4Sil,2 wurden hälftig geschliffen, wiederum gereinigt, anschließend unterschiedlichen "Vorbereitungen" und danach unterschiedlichen "Chemischen Behandlungen" unterworfen.
- Folgende "Vorbereitungen" kamen zur Anwendung:
"Ohne": keine spezielle Vorbereitung zum Vergleich
"Glühen": Glühen an der Luft bei 370°C über 2 Stunden
"NaOH/HNO₃+HF": NaOH (25 g/l in H₂O), 60°C, 30 sec Tauchen/Wasserspülen/HNO₃ (380 g/l in H₂O) + HF (10 g/l in H₂O), 20°C, 30 sec Tauchen/Wasserspülen/Spülen in vollentsalztem Wasser (VEW)/Trocknen
"NaOH/HNO₃+HF/HNO₃": Wie vorstehend, jedoch vor dem Spülen in VEW noch zusätzlich behandlet in" HNO₃ (400 g/l in H₂O), 20°C, 5 min Tauchen/Wasserspülen - Nachstehende "Chemische Behandlungen" wurden eingesetzt:
"Ohne": keine spezielle Behandlung zum Vergleich
"Grünchromatierung": Grünchromatierung in einer sauren wäßrigen Lösung auf Basis CrVI+ H₃PO₄+HF, 45°C, 2 min Tauchen/Wasserspüllen/Spülen in VEW/Trocknen
"Gelbchromatieren": Gelbchromatierung in einer sauren wäßrigen Lösung auf Basis CrVI+HNO₃+HF+K₃FeCN₆, 20°C, 20 sec Tauchen/Wasserspülen/Spülen in VEW/Trocknen
"Krist. ZnMnph": Behandlung mit einer sauren wäßrigen Niedrigzink-Phosphatlösung Auf Basis Zn+Mn+ Ni+Na+NO₃+NO₂+F, 55°C, 2 min Spritzen/Wasserspülen/Passivieren durch Spülen mit saurer wäßriger Lösung auf Basis CrVI+CrIII/Abbrausen mit VEW/Trocknen - Die Bleche wurden anschließend mit einem kathodischen Elektrotauchlack und zweischichtigem Automobillackaufbau versehen, mit einem Hartmetallgriffel bis zum metallischen Untergrund angeritzt und verschiedenen Prüfungen unterworfen (siehe Tabelle 1 und 2).
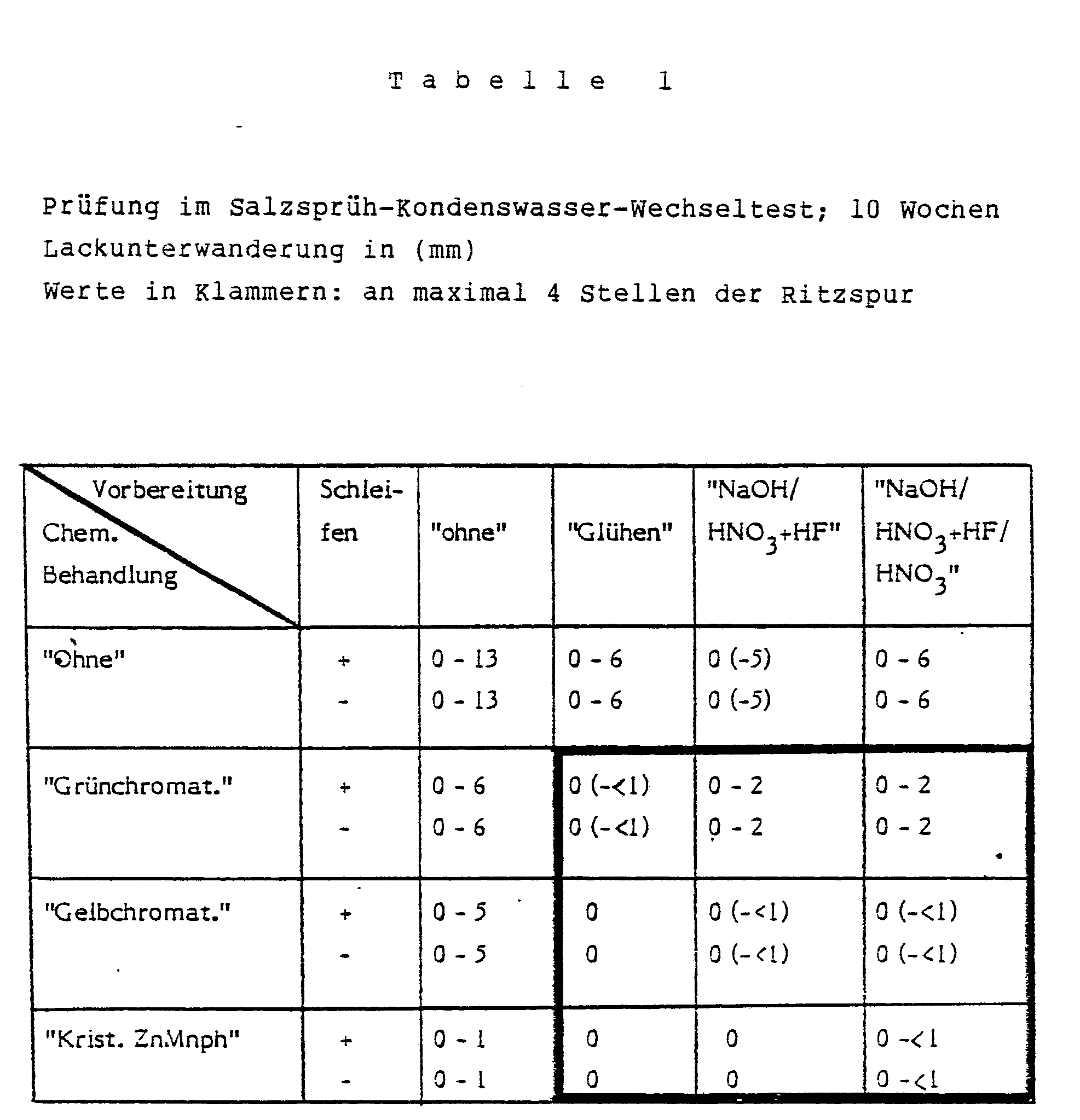
- In der Tabelle 1 sind die guten Ergebnisse der erfindungsgemäßen Verfahren durch starke Umrandung hervorgehoben.

- In der Tabelle 2 sind die guten Ergebnisse der erfindungsgemäßen Verfahren durch starke Umrandung hervorgehoben. Die Vorbereitung "Ohne" zeigt deutlich den schädlichen Einfluß einer Schleifbehandlung (+) auf die Lackunterwanderung.
Claims (7)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3705633 | 1987-02-21 | ||
| DE19873705633 DE3705633A1 (de) | 1987-02-21 | 1987-02-21 | Verfahren zur vorbereitung von werkstuecken aus aluminium oder dessen legierungen fuer die lackierung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0281176A1 true EP0281176A1 (de) | 1988-09-07 |
| EP0281176B1 EP0281176B1 (de) | 1991-09-25 |
Family
ID=6321505
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88200205A Expired - Lifetime EP0281176B1 (de) | 1987-02-21 | 1988-02-05 | Verfahren zur Vorbereitung von Werkstücken aus Aluminium oder dessen legierungen für die Lackierung |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0281176B1 (de) |
| BR (1) | BR8800681A (de) |
| DE (2) | DE3705633A1 (de) |
| ES (1) | ES2025763T3 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4131382A1 (de) * | 1990-09-21 | 1992-03-26 | Kobe Steel Ltd | Oberflaechenbehandeltes aluminiumlegierungsblech fuer den automobilbau und verfahren zu dessen herstellung |
| EP0557531A1 (de) * | 1991-09-04 | 1993-09-01 | Furukawa Aluminum Co., Ltd. | Aluminiumlegierungsblech für autokarosserie und dessen herstellung |
| WO2000068466A1 (en) * | 1999-05-11 | 2000-11-16 | Ppg Industries Ohio, Inc. | Process for applying a lead-free coating to untreated metal substrates via electrodeposition |
| EP1930474A1 (de) * | 2005-08-19 | 2008-06-11 | Nippon Paint Co., Ltd. | Oberflächenkonditionierungszusammensetzung, herstellungsverfahren dafür und oberflächenkonditionierungsverfahren |
| EP2031096A2 (de) * | 2007-08-10 | 2009-03-04 | Fraunhofer-Gesellschaft zur Förderung der Angewandten Forschung e.V. | Verfahren zur Reinigung von Oberflächen sowie Verwendung des Verfahrens |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110541169B (zh) * | 2018-06-29 | 2021-12-28 | 蓝思科技股份有限公司 | 一种用于脱除工件表面镀层的褪镀液及褪镀方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USRE24596E (en) * | 1953-11-04 | 1959-01-27 | The Diversey Corp. | Cleaning aluminium |
| DE1149965B (de) * | 1957-06-07 | 1963-06-06 | Ver Leichtmetallwerke Gmbh | Verfahren zur Verbesserung der Haftfestigkeit von organischen Stoffen auf Aluminium oder Aluminiumlegierungen |
| DE1285830B (de) * | 1963-08-23 | 1968-12-19 | Metallgesellschaft Ag | Verfahren zum Aufbringen von UEberzuegen auf Aluminium und dessen Legierungen |
| FR1590266A (de) * | 1968-02-01 | 1970-04-13 | ||
| US3692583A (en) * | 1971-03-01 | 1972-09-19 | Fmc Corp | Desmutting etched aluminum alloys |
| FR2147336A1 (de) * | 1971-07-29 | 1973-03-09 | Amchem Prod | |
| EP0180908A1 (de) * | 1984-10-30 | 1986-05-14 | Amchem Products, Inc. | Reinigungsmittel für Aluminiumoberflächen |
-
1987
- 1987-02-21 DE DE19873705633 patent/DE3705633A1/de not_active Withdrawn
-
1988
- 1988-02-05 EP EP88200205A patent/EP0281176B1/de not_active Expired - Lifetime
- 1988-02-05 DE DE8888200205T patent/DE3865045D1/de not_active Expired - Lifetime
- 1988-02-05 ES ES198888200205T patent/ES2025763T3/es not_active Expired - Lifetime
- 1988-02-19 BR BR8800681A patent/BR8800681A/pt unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USRE24596E (en) * | 1953-11-04 | 1959-01-27 | The Diversey Corp. | Cleaning aluminium |
| DE1149965B (de) * | 1957-06-07 | 1963-06-06 | Ver Leichtmetallwerke Gmbh | Verfahren zur Verbesserung der Haftfestigkeit von organischen Stoffen auf Aluminium oder Aluminiumlegierungen |
| DE1285830B (de) * | 1963-08-23 | 1968-12-19 | Metallgesellschaft Ag | Verfahren zum Aufbringen von UEberzuegen auf Aluminium und dessen Legierungen |
| FR1590266A (de) * | 1968-02-01 | 1970-04-13 | ||
| US3692583A (en) * | 1971-03-01 | 1972-09-19 | Fmc Corp | Desmutting etched aluminum alloys |
| FR2147336A1 (de) * | 1971-07-29 | 1973-03-09 | Amchem Prod | |
| EP0180908A1 (de) * | 1984-10-30 | 1986-05-14 | Amchem Products, Inc. | Reinigungsmittel für Aluminiumoberflächen |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4131382A1 (de) * | 1990-09-21 | 1992-03-26 | Kobe Steel Ltd | Oberflaechenbehandeltes aluminiumlegierungsblech fuer den automobilbau und verfahren zu dessen herstellung |
| EP0557531A1 (de) * | 1991-09-04 | 1993-09-01 | Furukawa Aluminum Co., Ltd. | Aluminiumlegierungsblech für autokarosserie und dessen herstellung |
| EP0557531A4 (de) * | 1991-09-04 | 1994-02-02 | Furukawa Aluminum Co., Ltd. | |
| WO2000068466A1 (en) * | 1999-05-11 | 2000-11-16 | Ppg Industries Ohio, Inc. | Process for applying a lead-free coating to untreated metal substrates via electrodeposition |
| EP1930474A1 (de) * | 2005-08-19 | 2008-06-11 | Nippon Paint Co., Ltd. | Oberflächenkonditionierungszusammensetzung, herstellungsverfahren dafür und oberflächenkonditionierungsverfahren |
| EP1930474A4 (de) * | 2005-08-19 | 2009-06-24 | Nippon Paint Co Ltd | Oberflächenkonditionierungszusammensetzung, herstellungsverfahren dafür und oberflächenkonditionierungsverfahren |
| EP2031096A2 (de) * | 2007-08-10 | 2009-03-04 | Fraunhofer-Gesellschaft zur Förderung der Angewandten Forschung e.V. | Verfahren zur Reinigung von Oberflächen sowie Verwendung des Verfahrens |
| EP2031096A3 (de) * | 2007-08-10 | 2010-04-07 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren zur Reinigung von Oberflächen sowie Verwendung des Verfahrens |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3705633A1 (de) | 1988-09-01 |
| BR8800681A (pt) | 1988-10-04 |
| EP0281176B1 (de) | 1991-09-25 |
| DE3865045D1 (de) | 1991-10-31 |
| ES2025763T3 (es) | 1992-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3118375C2 (de) | ||
| DE3234558C2 (de) | ||
| EP0056881A1 (de) | Verfahren zur Phosphatierung von Metallen | |
| EP0327153B1 (de) | Verfahren zur Erzeugung von Phosphatüberzügen auf Metallen | |
| DE3631667A1 (de) | Schichtbildende passivierung bei multimetall-verfahren | |
| EP0036689A1 (de) | Verfahren zum Aufbringen von Phosphatüberzügen | |
| DE19634685A1 (de) | Wässrige Lösung und Verfahren zur Phosphatierung metallischer Oberflächen | |
| EP0281176B1 (de) | Verfahren zur Vorbereitung von Werkstücken aus Aluminium oder dessen legierungen für die Lackierung | |
| DE19808440C2 (de) | Wässrige Lösung und Verfahren zur Phosphatierung metallischer Oberflächen sowie eine Verwendung der Lösung und des Verfahrens | |
| DE3875459T2 (de) | Verfahren zum phosphatieren von metalloberflaechen. | |
| DE19735314A1 (de) | Verfahren zur Vorbehandlung von Bauteilen | |
| DE1277646B (de) | Verfahren zur Erhoehung des Korrosionswiderstandes von Oberflaechen aus Aluminium und Aluminiumlegierungen | |
| DE3213649A1 (de) | Verfahren zum reinigen und entfetten sowie aktivieren von metalloberflaechen | |
| DE3734596A1 (de) | Verfahren zum erzeugen von phosphatueberzuegen | |
| EP0224190B1 (de) | Verfahren zur Aktivierung von Metalloberflächen vor einer Zinkphosphatierung | |
| EP0101126B1 (de) | Verfahren zur Behandlung abgearbeiteter Beizpasten | |
| EP3336219B1 (de) | Verfahren zur korrosionsschützenden und reinigenden vorbehandlung von metallischen bauteilen | |
| DE3217145A1 (de) | Verfahren zum reinigen, entfetten sowie aktivieren von metalloberflaechen | |
| EP0590594B1 (de) | Behandlung von Metalloberflächen zur Verbesserung der Haftung und deren Korrosionseigenschaften | |
| EP0154384B1 (de) | Verfahren zur Vorbereitung von Zinkoberflächen für die Lackierung | |
| DE19958192A1 (de) | Verfahren zur Phosphatierung, Nachspülung und kathodischer Elektrotauchlackierung | |
| DE1088311B (de) | Verfahren zur Herstellung festhaftender Schutzueberzuege auf Oberflaechen aus Titan,Zirkon oder Legierungen derselben | |
| DE2445622B2 (de) | Verfahren zum aufbringen von schmiermitteltraegerschichten auf die oberflaeche von umzuformenden rohteilen aus metallen | |
| DE2338290C3 (de) | Lösung und Verfahren zur Phosphatierung von Weißblech | |
| DE19905479A1 (de) | Verfahren zur Phospatisierung von Zink- oder Aluminiumoberflächen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE ES FR IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19881118 |
|
| 17Q | First examination report despatched |
Effective date: 19900219 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE ES FR IT NL SE |
|
| REF | Corresponds to: |
Ref document number: 3865045 Country of ref document: DE Date of ref document: 19911031 |
|
| ITF | It: translation for a ep patent filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19911217 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19911224 Year of fee payment: 5 |
|
| ET | Fr: translation filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19920115 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19920220 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19920229 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19920302 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2025763 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: VAW VEREINIGTE ALUMINIUM-WERKE AG, BERLIN UND BONN Effective date: 19920625 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: VAW VEREINIGTE ALUMINIUM-WERKE AG. |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| 27W | Patent revoked |
Effective date: 19921231 |
|
| NLR2 | Nl: decision of opposition | ||
| BERE | Be: lapsed |
Owner name: METALLGESELLSCHAFT A.G. Effective date: 19930228 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 88200205.8 Effective date: 19930623 |