EP0257729B1 - Dry transfer article comprising a graphic pattern and a protective clear coat in pre-use registration therewith and method of making - Google Patents
Dry transfer article comprising a graphic pattern and a protective clear coat in pre-use registration therewith and method of making Download PDFInfo
- Publication number
- EP0257729B1 EP0257729B1 EP87302855A EP87302855A EP0257729B1 EP 0257729 B1 EP0257729 B1 EP 0257729B1 EP 87302855 A EP87302855 A EP 87302855A EP 87302855 A EP87302855 A EP 87302855A EP 0257729 B1 EP0257729 B1 EP 0257729B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- graphic pattern
- further characterized
- adhesive
- graphic
- article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M3/00—Printing processes to produce particular kinds of printed work, e.g. patterns
- B41M3/12—Transfer pictures or the like, e.g. decalcomanias
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/17—Dry transfer
- B44C1/1733—Decalcomanias applied under pressure only, e.g. provided with a pressure sensitive adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0045—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using protective coatings or film forming compositions cured by mechanical wave energy, e.g. ultrasonics, cured by electromagnetic radiation or waves, e.g. ultraviolet radiation, electron beams, or cured by magnetic or electric fields, e.g. electric discharge, plasma
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/16—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like
- B44C1/165—Processes, not specifically provided for elsewhere, for producing decorative surface effects for applying transfer pictures or the like for decalcomanias; sheet material therefor
- B44C1/17—Dry transfer
- B44C1/1733—Decalcomanias applied under pressure only, e.g. provided with a pressure sensitive adhesive
- B44C1/1737—Decalcomanias provided with a particular decorative layer, e.g. specially adapted to allow the formation of a metallic or dyestuff on a substrate unsuitable for direct deposition
Definitions
- This invention relates to a thin film graphic design article, and to methods for making same. More particularly, it relates to an article comprising a thin film graphic design having a protective coating thereover, with the protective coating having tapered edges, providing an appearance which is similar to that of paint.
- This protective clear coat can be located in registry with the graphic area by applying a continuous layer of clear coat over the graphic and non-graphic areas, and subsequently cutting through the several layers precisely at the outline of the graphic area, typically called “die cutting” or “kiss cutting".
- This approach results in substantially vertical or right angle edges of the graphic and protective clear coat which can collect dirt, wax, and other foreign materials which can detract from the aesthetics of the applied graphic design.
- a sealing agent such as SCOTCHCAL Brand 4150 Edge Sealer, available from the Minnestoa Mining and Manufacturing Company (“3M) may be applied about the edges of such a graphic after application, e.g., to the side of a vehicle with adhesive.
- the sealing agent protects the exposed sides of the graphic and adhesive from chemical attack and reduces the mechanical forces acting thereon. This technique is most typically practiced in the airline industry.
- a second approach is to apply the protective clear coat only to graphic areas, as, for example, by screen printing, or utilizing a stencil with an open area corresponding precisely to the outline of the graphic design.
- graphic areas as, for example, by screen printing, or utilizing a stencil with an open area corresponding precisely to the outline of the graphic design.
- Those skilled in the art are aware of the difficulty encountered with such a process, because of factors such as dimensional changes in the film substrate, tension variables in the screen mesh, and accurate positioning of the substrate in registry with the stencil.
- Small graphics such as those with overall dimensions of not greater than about 30 centimetersx30 centimeters (12 inchesx 12 inches) can generally be manufactured with satisfactory registration by those having requisite skill. However, this becomes much more difficult for larger graphic areas, and particularly for decorative items such as pin stripes which are common for the vehicle or automotive market.
- U.S. Patent No. 4,356,617 discloses the formation of a raised dike around a graphic design for the purpose of controlling the flow of a coating composition applied thereto. The reference further teaches that such flow may also be controlled by a groove or gap around the design if the coating composition has sufficient surface tension.
- U.S. Patents Nos. 4,322,074 (Auld et al.) and 4,605,575 (Auld et al.) disclose utilization of integral bezels for similar purpose. Such techniques are typically not preferred because they may not provide the tapered edge which is desired of thin film graphic to impart a paint-like appearance thereto. Furthermore, the techniques disclosed in these references do not provide application of the protective clear coat to the adhesive layer which adheres the graphic design to a desired substrate, thereby leaving the edges of the adhesive exposed and subject to collection of foreign materials and environmental degradation.
- a protective clear coat by screen printing is a typical technique, other methods such as roller coating or spray coating may also be considered, providing a dry film thickness of from about 0.01 to 0.1 millimeters (0.5 to about 4 mils) is achieved.
- an acceptable protective clear coat should: be of sufficient thickness to provide adequate wearability and resistance to chemical environments; precisely cover the graphic area, whether same be large or small, and whether it be a simple geometric shape, such as a narrow width line, or a complex intricate design; and provide a tapered profile to the graphic. If desired the protective clear coat should also seal the underlying adhesive which adheres the graphic to a desired substrate. Known techniques described above do not satisfy all these requirements.
- the present invention provides precise registration of a clear protective coat over a graphic pattern;
- the protective coat has tapered, rounded and sloping edges which inhibit the buildup of wax and foreign matter at the edge portions, and looks integrated with the substrate; i.e., provides a paint-like look;
- the process kan accommodate varying process tolerances, operator variability and equipment tolerances; and the process provides a lenticular appearance on thin pin stripes, such as may be placed on vehicle surfaces.
- the protective coating may also cover the underlying adhesive that is used to adhere the graphic to a desired substrate, thereby sealing the edges of the adhesive to further enhance the inhibition of the buildup of wax and foreign matter at the edges of the graphic, and providing unexpected solvent resistance thereto.
- a process provided for preparing a graphic pattern having a protective coating thereon in "precise registration" comprises: 1) providing a carrier having a major surface, 2) applying, in imagewise fashion, an imaging composition on the major surface of the carrier, which composition has sufficient surface tension to wet the major surface, to provide a film of the graphic pattern thereon, 3) drying the film of graphic pattern, 4) applying a liquid protective coating over the graphic pattern, beyond the edge definition thereof and in substantial registration therewith, the protective coating composition having a surface tension sufficient to wet the graphic pattern but not the major surface of the carrier film and 5) drying the coating of protective material, whereby upon drying the protective overcoat dewets or retracts from the major surface of the carrier totally onto the graphic pattern, thus providing precise registration therewith.
- multicolor graphic patterns may be provided by applying, in the appropriate imagewise fashion, one or more additional layers of imaging compositions of appropriate color.
- a dry transfer graphic article comprising a graphic pattern and underlying adhesive which has a protective coating thereon in "precise registration" (as defined herein) therewith such that the graphic has rounded and sealed edges and a paint-like appearance when applied to a desired substrate.
- the protective clear coat covers the graphic pattern and seals the edges of the graphic pattern and also the underlying adhesive so as to protect the transfer graphic from abrasive forces and prevent collection of foreign matter at the edges of the graphic pattern and underlying adhesive. Further, the clear coat provides unexpected solvent resistance to the adhesive, thereby improving the durability and longevity of such graphics.
- the present invention also provides a process for making such a graphic transfer article.
- the process for making such a transfer graphic article comprises: 1) providing a carrier having a major surface; 2) coating a layer of adhesive, typically pressure-sensitive adhesive, thereon; 3) applying an imaging layer or stratum, e.g., a polymer film of desired color or layer of an imaging composition such as an ink, thereover; 4) trimming the imaging stratum and underlying adhesive in imagewise fashion to provide the desired graphic pattern, e.g., by kiss-cutting in imagewise fashion and then removing the nonimagewise portions of the same; 5) applying a liquid protective coating over the graphic pattern, beyond the edge definition thereof and in substantial registration therewith, the protective coating composition having a surface tension sufficient to wet the graphic pattern and exposed edges of the underlying adhesive, but not the major surface of the carrier; and 6) drying the coating of protective material, whereby upon drying the protective clear coat dewets or retracts from the major surface of the carrier into precise registration with the graphic pattern, sealing the edges of the graphic pattern and underlying adhesive and providing a rounded profile.
- the invention relates to a process for the manufacture of a dry transfer graphic material, comprising the steps of applying an image layer, typically comprising one or more layers of ink to a substrate surface to form a graphic pattern thereon, and applying thereover, a protective clear coat, the clear coat being applied beyond the edge definition of the graphic pattern in substantial registration therewith, the surface energy of the substrate being sufficiently low relative to the surface tension of the protective clear coating that non-wetting by the protective coating occurs, and same therefor "creeps" back to the edge surface of the graphic pattern.
- the protective coating is thus in precise registration with the graphic pattern thereby providing an aesthetically pleasing unitary or paint-like appearance.
- Precision registration is defined herein to mean a slight oversize border which is approximately 0.21 millimeters (5 mils) or less in width. Such borders provide the desired protection and sealing of the graphic pattern and, in some embodiments, the underlying adhesive; but are essentially undistinguishable to the unaided eye, thus clear coats having such borders appear to be in precise registration with the graphic or visually coincident therewith.
- the invention also relates to a transfer graphic article having a protective coating thereon such that the article, including graphic pattern and underlying adhesive in registry therewith, has rounded and sealed edges.
- the process for the manufactur of sucy a dry transfer graphic article comprises the steps of applying to a carrier surface an imaging layer or stratum, e.g., one or more layers of an imaging composition, and underlying adhesive to form a desired graphic pattern; and applying thereover a protective clear coat, the clear coat being applied beyond the edge definition of the image areas in substantial registration therewith, the surface energy of the carrier being sufficiently low relative to the surface tension of the protective clear coating that non-wetting of the carrier by the protective coating occurs, the same therefor "creeps" back to the surface and edges of the graphic pattern and underlying adhesive into precise registration therewith.
- an imaging layer or stratum e.g., one or more layers of an imaging composition, and underlying adhesive to form a desired graphic pattern
- a protective clear coat the clear coat being applied beyond the edge definition of the image areas in substantial registration
- the carrier comprises a material which inherently has a low surface energy, or has a low surface energy coating thereon, e.g., a paper or polyester film with silicone coating thereon.
- the carrier functions to provide a base surface having sufficient rigidity on which to coat the adhesive and apply the imaging stratum, e.g., a polymer film, and trim the same in imagewise fashion, e.g., by kiss cutting and removing weed; yet has a sufficiently low comparative surface energy such that as the clear liquid protective top coat dries thereon, same will not wet, or will retract from, the carrier surface onto the graphic film and and underlying adheive.
- the carrier functions as a release liner and must allow for easy release of the graphic transfer therefrom, i.e., the adhesion of the adhesive thereto should be releasable.
- the imaging stratum comprises a material such as a polymer film or ink.
- the film is preferably a material of desired color which has a surface energy which is higher than that of the carrier such that when the protective clear coat is applied it will dewet or retract from the carrier surface onto the imaging stratum and underlying adhesive.
- the underlying adhesive should provide high adhesion to the imaging stratum and desired substrate to which the ultimate graphic is applied, yet should releasably adhere to the carrier.
- the adhesive may first be coated on the carrier and the imaging stratum then applied thereto, or it may first be coated on the imaging stratum, e.g., a film, following which the precoated imaging stratum is applied to the carrier.
- the adhesive should form a substantially continuous layer covering at least the area of the desired graphic pattern, and preferably extends at least slightly therebeyond, such that a layer of adhesive will underly substantially all of the graphic pattern, providing secure adhesion to the substrate.
- suitable adhesive-precoated films include SCOTCHCAL Brand 3650 Series Polyvinyl Chloride Films, and SCOTCHAL Brand 5690 Series Polyester Films, which have acrylic type pressure-sensitive adhesives on the back side and are available from the Minnesota Mining and Manufacturing Company ("3M").
- Figure 1 shows carrier 10 comprising a polymer film 12 with surface 14 having a low surface energy to which adhesive 16 and imaging stratum 18 have been applied.
- one or more layers of imaging compositions or materials may be coated or printed on the imaging stratum in desired pattern.
- the imaging material can be comprised of conventional imaging materials used to form graphic images on substrates, such as inks, for example.
- the exact composition of the imaging material depends on the end use properties required.
- the imaging material is typically applied from a wet composition having surface tension properties such that the composition will wet out and flow on the imaging straum to form a film and provide a visible printed pattern thereon.
- Imaging materials may be colored or colorless, although colored compositions are preferred. If desired, special effects may be achieved if the composition provides a product which is visible under ultraviolet light, but is colorless under ordinary ambient light.
- Conventional inks can be utilized, such as the vinyl or vinyl acrylic inks whihc are commercially available.
- Screen printable inks can be classified on the basis of formation of an ink film, and the vehicles used for that film formation.
- solvent-based inks form a film by evaporation of the various solvents contained therein, i.e., the wet film is dried.
- Curable inks provide a film which becomes polymerized through chemical change.
- inks include enamels; solvent-based inks, e.g., those containing lacquers and other solvents, poster inks, and water-based inks; those containing 100 percent solids, such as those based on epoxies, ultraviolet exposure systems, plastisols, etc.; and specialty inks, such as those which are expandable, those which exhibit electrical properties, etc.
- the surface tension of the ink must be equal to or less than the critical surface tension of the imaging stratum.
- the imaging stratum must have a higher degree of surface wetability than the imaging composition.
- the surface tension of the film formed by the imaging composition must be greater than that of the carrier surface such that the protective coating will properly dewet from the carrier surface to achieve desired registration with the graphic. If the surface tension of the film formed by the imaging composition is not sufficiently greater than that of the carrier surface, precise registration of the clear coat with the graphic pattern may not be achieved.
- Specific solvents, surfactants, and other conventional and known additives can be utilized to modify the surface properties of the imaging composition, as desired.
- Imaging composition films such as of different colors, may also be printed in sequence if desired.
- the imaging stratum, imaging composition film, if any, and underlying adhesive are then trimmed in an imagewise fashion to provide the desired graphic pattern, such as by kiss cutting in imagewise fashion and removing undesired portions, i.e., weed.
- Care should be taken when kiss cutting because cutting too deeply, i.e., into the carrier, may tend to cause the clear coat composition to incompletely dewet from the carrier during drying, thus causing the final clear coat to only partially seal the edges of the graphic pattern and adhesive, whereas failure to cut deeply enough, i.e., not completely through the adhesive layer, may interfere with complete stripping of the weed.
- Figure 2 shows adhesive 16, imaging stratum 18, and imaging composition film 20 on carrier 10 after kiss-cutting and weeding to form the desired graphic pattern.
- This invention relates to a process utilizing the surface tension characteristics of each of the four components of the process, i.e., the carrier surface, the imaging stratum, and imaging composition, if any, and the protective clear coat.
- the carrier surface i.e., the carrier surface, the imaging stratum, and imaging composition, if any, and the protective clear coat.
- the surface energy of a film can be determined in a number of ways. For example, a series of liquids of known surface tension can be applied to a smooth test surface. The contact angle of these liquids on the solid surface is measured, and this information can then be plotted against the known surface tension of the respective liquids.
- results of contact angle measurements for liquids having known values of liquid surface tension due to dispersion forces and polar forces, both of which contribute to surface free energy can be utilized.
- wetting tension test kits are commercially available to determine the critical surface tension of specific film substrates.
- typical surface tension values include about 32 dynes/centimeter for polyvinyl chloride films which can typically be corona treated to yield values of about 60 to 70 dynes/centimer, and about 26 to 35 dynes/centimeter for typical vinyl inks which can also be corona treated to yield surface energies of greater than 60 dynes/centimeter.
- an imaging stratum can be selected and an imaging composition can be tailored thereto to provide or produce a good graphic pattern which can be clear coated with the desired precise or visually coincident registration.
- the protective clear coat can be formulated based on solvent selection, particular resin, and other additives which together provide a formulation which is capable of wetting the dry graphic pattern and exposed adhesive layer sufficiently, and yet is not capable of wetting the carrier surface.
- the protective clear coat is made typically of a resinous film-forming material, an example thereof being aliphatic polyurethanes, which are conventionally utilized today to provide a protective top coat for a transfer graphic image.
- the liquid top coat is printed, as by screen printing, for example, over the grahic pattern, and slightly beyond the edge definition thereof, i.e., typically with an overprint margin up to about 2.54 millimeters (100 mils) wide, so as to assure complete coverage of the graphic pattern.
- this liquid coat dries, it will dewet, i.e., creep or retract from the carrier where it has been overprinted onto the graphic pattern into precise registration therewith, and can be cured in conventional fashion.
- the liquid is printed at least 0.12 millimeter (5 mils) beyond the edge of the graphic pattern to ensure complete sealing of the edges of same and underlying adhesive.
- Overprint margins of increasing width may cause the overcoat to puddle on the carrier or to bridge gaps within the graphic pattern, e.g., spaces between parallel strips such as are provided for "racing" stripes used for automotive decoration.
- the protective clear coat provides a variable high thickness over the surface of the graphic pattern and seals the edges of the graphic pattern and underlying adhesive.
- the clear coat protects the graphic pattern and underlying adhesive from chemical and environmental attack, thereby increasing the durability thereof, and also provides a unitary, paint-like appearance, thereby improving the attractiveness thereof.
- the final thickness of the clear coat is at least 0.01 millimeter (0.5 mil), and not greater than about 0.1 millimeter (4 mils). Thinner clear coats tend to provide less effective protection to the graphic pattern and underlying adhesive whereas those substantially thicker than the indicated range may tend to give the graphic an undesirable artificial appearance.
- Figure 3 shows the rounded profile provided by clear coat 22 after it has dried.
- the edges 24 of imaging stratum 18, underlying adhesive 16, and imaging composition film 20 have been sealed by clear coat 22.
- the clear coat provides excellent solvent resistance to the graphic, particularly to the underlying adhesive.
- the clear coat and underlying adhesive are mutually reactive to achieve an optimum seal.
- an isocyanate-containing clear coat composition and acrylic acid- containing adhesive will typically react to provide a chemical bond between the adhesive layer and clear coat, such a bond typically providing exceptional solvent resistance to the adhesive layer.
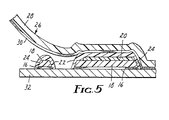
- the article can then be laminated to a conventional application tape 26, i.e., a flexible film 28 having a low-tack adhesive 30 thereon, whereupon imaging composition film 20, imaging stratum 18, underlying adhesive 16, and overlying protective coat 22 can be stripped away from the carrier 10, which can then be discarded, and the transfer article then applied to a substrate.
- a conventional application tape 26 i.e., a flexible film 28 having a low-tack adhesive 30 thereon
- imaging composition film 20 imaging stratum 18, underlying adhesive 16, and overlying protective coat 22
- the transfer article then applied to a substrate.
- the application tape is removed leaving the transfer article adhered to the substrate.
- Figure 5 shows the transfer article adhered to substrate 32 after application tape 26 has been partially removed.
- the invention can provide an automotive stripe or marking which is unique in appearance and performance properties, in that the graphics produced by the invention have rounded edges and closely similate paint, a technique not heretofor available with a transfer graphic system.
- the graphics disclosed herein are very durable and resistant to force typically encountered by automobile finishes, e.g., abrasive action, dirt impact, and solvent attack.
- a SCOTCHCAL Brand 3655 Film comprising a polyvinyl chloride film coated with an acrylic pressure-sensitive adhesive protected with a silicone coated paper release liner was used as the imaging stratum, underlying adhesive, and carrier.
- the film and underlying adhesive were hot kiss cut in an imagewise fashion ("racing" stripes) using a Teflon-coated, etched magnesium die at a temperature of 175°C (350°F) to produce edges with a tapered profile.
- the weed was then removed from the carrier to produce the graphic pattern.
- a clear coat was then applied to the graphic pattern with an overprint margin of about 0.50 to 1.0 millimeter (20 to 40 mils) using a 110 mesh screen.
- the clear coat, a two component polyurethane, had the following formulation:
- the clear coat was cured at 75°C (165°F) for one hour.
- the graphic was applied to a painted steel plate substrate.
- the transfer graphic had rounded, unitary appearance similar to that of paint.
- the solvent resistance of the graphic was tested by soaking the graphic and substrate in a solution comprising 90 parts unleaded gasoline and 10 parts ethanol for about 40 minutes at room temperature. After being removed, the dried transfer graphic retained its initial, paint-like appearance, having suffered no apparent degradation.
- a transfer graphic was made and applied to a substrate as in Example 1.
- Solvent resistance was tested by soaking the graphic and substrate in toluene for about 5 minutes at room temperature. After being removed and dried, the transfer graphic retained its initial, paint-like appearance, having suffered no apparent degradation.
- a transfer graphic article was made as in Example 1, except the clear coat was a lacquer acrylic based material having the following formulation:
- the transfer graphic After application to a painted steel substrate, the transfer graphic also had a rounded, unitary appearance similar to that of paint.
- a transfer graphic article was made as in Example 1, except the clear coat was an ultraviolet curable material having the following formulation:
- the clear coat was applied to the graphic pattern with an overprint margin of about 5 to 125 mils (0.12 to 3.18 millimeters) using a 110 mesh screen.
- the clear coat was cured by actinic radiation in a Linde PS-121 Photocure chamber at a beltspeed of 30 feet (9.1 meters) per minute in a nitrogen atmosphere.
- the transfer graphic After application to a painted steel substrate, the transfer graphic also had a rounded, unitary appearance simklar to that of paint.
- a transfer graphic article was made as in Example 1, except an ink was screen printed onto the imaging stratum prior to kiss-cutting.
- the ink was SCOTCHCAL Brand 3905 Ink, a polyvinyl chloride/vinyl acetate copolymer-based ink pigmented with carbon black.
- the ink was screen printed with a 230 mesh screen and cured at 90°C (190°F) for 3 minutes.
- Example 1 After cooling to room temperature, a clear coat was applied thereto as in Example 1.
- the transfer graphic had a rounded, unitary appearance similar to two parallel stripes of paint, e.g., "racing" stripes.
- a polyester film was coated with the following silicone composition:
- an ink compositon was then screen printed on the silicone-coated polyester with a 110 mesh screen, the composition of the ink being: diluted with diisoamyl ketone to provide a viscosity of 1300 cps (using a Brookfield viscometer No. 3 spindle). After printing, the solvents were evaporated by heating in an air convection oven at 75°C (165°F).
- a protective clear coat having the same formulation as that used in Example 1 was diluted with CARBITOL ACETATE to a viscosity of 500 cps (using a Brookfield visometer, No. 3 spindle).
- This formulation was then screen printed over the previously prepared ink image with an overprint margin of about 0.50 millimeter (20 mils).
- the construction was then baked for two hours at about 75°C (165°F). During drying, the coating composition dewetted back to the edges of the ink image, thus providing excellent registration with the underlying ink areas and an attractive, paint-like appearance.
- An application tape 25-508-LC, available from Laminated and Coated Products, Inc., comprising a 0.06 millimeter (2.5 mil) polyethylene backing coated with a low-tack, water-based acrylic pressure-sensitive adhesive, was laminated to the polyester film over the coated graphic pattern. The polyester film was removed, transferring the graphic pattern from the polyester film to the application tape.
- the underside of the graphic pattern and exposed portions of the low-tack adhesive on the application tape were corona treated using 500 Watts at a speed of 6.1 meters (20 feet) per minute.
- An adhesive formulation comprising 19.6 weight percent adhesive polymer (isooctyl acrylate/vinyl acetate/acrylic acid in a 74/22/4 weight ratio) and 80.4 weight percent ethyl acetate, was prepared by mixing the ingredients together at room temperature; coating the solution onto a silicone-coated, white polyethylene film 05-5-HiD-ST6A/ST3A-White available from Schoeller Release Products, Inc., to a wet thickness of about 0.8 millimeter (3 mils); and evaporating the solvent by heating for five minutes at 75°C (165°F). The adhesive-coated side of this film was laminated to the corona-treated side of the application tape and graphic pattern.
- the silicone-coated polyethylene film was removed and the article placed on a painted steel substrate such that adhesive was in contact with the painted steel.
- Moderate pressure was applied to the application tape by stroking that surface with the edge of a polyethylene squeegee over the film structure.
- the application tape was then peeled from the substrate.
- the graphic design remained on the painted steel substrate and any adhesive not in registration with the graphic article remained on the application tape.
- the solvent resistance of the article was then tested by immersion in a gasoline/ethanol mixture as in Example 1. After removal and drying, the graphic article was inspected to reveal disfiguring solvent attack along the edges thereof. The ink image had become rippled and rough along the edges thereof and the underlying adhesive in such areas had been leached out.
- a continuous layer of the protective clear coat composition described in Example 1 was applied to SCOTCHCAL Brand 3655 Film by screen printing the composition through a 110 mesh screen.
- the clear coat was cured at 75°C (165°F) for one hour.
- the clear coat, film, and underlying adhesive were hot kiss-cut in an imagewuse fashion ("racing" stripes) using a Teflon-coated, etched magnesium die at a temperature of 175°C (350°F).
- the weed was then removed from the carrier to produce a graphic article.
- the edges of the article did not have a rounded profile such as would suggest a paint-like appearance.
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Electromagnetism (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Decoration By Transfer Pictures (AREA)
- Laminated Bodies (AREA)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US06/846,754 US4735827A (en) | 1986-04-01 | 1986-04-01 | Clear coat definition control |
| US846754 | 1986-04-01 | ||
| US06/941,023 US4759982A (en) | 1986-12-12 | 1986-12-12 | Transfer graphic article with rounded and sealed edges and method for making same |
| US941023 | 1986-12-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0257729A1 EP0257729A1 (en) | 1988-03-02 |
| EP0257729B1 true EP0257729B1 (en) | 1991-02-06 |
Family
ID=27126666
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87302855A Expired - Lifetime EP0257729B1 (en) | 1986-04-01 | 1987-04-01 | Dry transfer article comprising a graphic pattern and a protective clear coat in pre-use registration therewith and method of making |
Country Status (10)
| Country | Link |
|---|---|
| EP (1) | EP0257729B1 (ko) |
| JP (1) | JPH0638943B2 (ko) |
| KR (1) | KR940011822B1 (ko) |
| AR (1) | AR244600A1 (ko) |
| AU (1) | AU593625B2 (ko) |
| BR (1) | BR8701469A (ko) |
| DE (1) | DE3767947D1 (ko) |
| ES (1) | ES2021035B3 (ko) |
| MX (1) | MX171635B (ko) |
| MY (1) | MY100500A (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2147696B1 (es) * | 1997-12-18 | 2001-08-16 | Adhesivos Del Segura S A | Procedimiento para la fabricacion de una pegatina sorpresa para caramelo con palo. |
| US6759110B1 (en) * | 2000-08-15 | 2004-07-06 | 3M Innovative Properties Company | Structured release liners with improved adhesion to adhesive articles |
| KR100847480B1 (ko) * | 2002-02-02 | 2008-07-22 | 주식회사 엘지이아이 | 냉장고용 플라스틱 사출품 |
| EP3012114A1 (en) * | 2014-10-24 | 2016-04-27 | Rosalba Ferappi | Multiple layer decalcomania and method of application / removal of the same |
| CN105903655A (zh) * | 2015-10-23 | 2016-08-31 | 浙江亿诺家居用品有限公司 | 一种保温杯喷漆方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3516904A (en) * | 1966-04-07 | 1970-06-23 | Diamond Int Corp | Heat transfer decalcomania for application to plastic bottles made from a laminate of a polyamide adhesive,a printed layer,and a wax like heat release layer |
| US4356617A (en) * | 1981-03-16 | 1982-11-02 | The D. L. Auld Company | Decorative emblems and method for making same |
-
1987
- 1987-03-24 AU AU70557/87A patent/AU593625B2/en not_active Ceased
- 1987-03-26 MX MX005760A patent/MX171635B/es unknown
- 1987-03-31 JP JP62079536A patent/JPH0638943B2/ja not_active Expired - Fee Related
- 1987-03-31 BR BR8701469A patent/BR8701469A/pt not_active IP Right Cessation
- 1987-03-31 KR KR1019870003151A patent/KR940011822B1/ko not_active IP Right Cessation
- 1987-04-01 EP EP87302855A patent/EP0257729B1/en not_active Expired - Lifetime
- 1987-04-01 ES ES87302855T patent/ES2021035B3/es not_active Expired - Lifetime
- 1987-04-01 AR AR87307190A patent/AR244600A1/es active
- 1987-04-01 DE DE8787302855T patent/DE3767947D1/de not_active Expired - Fee Related
- 1987-04-04 MY MYPI87000440A patent/MY100500A/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| AR244600A1 (es) | 1993-11-30 |
| MY100500A (en) | 1990-10-30 |
| AU593625B2 (en) | 1990-02-15 |
| KR870009853A (ko) | 1987-11-30 |
| EP0257729A1 (en) | 1988-03-02 |
| ES2021035B3 (es) | 1991-10-16 |
| AU7055787A (en) | 1987-10-08 |
| BR8701469A (pt) | 1988-01-19 |
| JPH0638943B2 (ja) | 1994-05-25 |
| JPS62289272A (ja) | 1987-12-16 |
| DE3767947D1 (de) | 1991-03-14 |
| MX171635B (es) | 1993-11-10 |
| KR940011822B1 (ko) | 1994-12-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4759982A (en) | Transfer graphic article with rounded and sealed edges and method for making same | |
| CA1180607A (en) | Low profile transfer article | |
| EP0133821B1 (en) | Layered composite for applying graphics having areas of both mirror-like metal and patterned appearance | |
| US4645556A (en) | Substrateless decorative embedded article and method of making | |
| US4716052A (en) | Method of making pressure sensitive adhesive tag or label stock | |
| GB2361439A (en) | Adhesive decorative film used to colour surfaces | |
| US4720315A (en) | Method for preparing a selectively decorated resin film | |
| EP0901910B1 (en) | Strong flexible dry transfers | |
| CN102369112A (zh) | 包括承载膜的粘附性标示元件及其制备方法 | |
| CN1638977A (zh) | 机动车车标及其制造方法 | |
| CA1131078A (en) | Dry transfer system | |
| CA1275873C (en) | Clear coat definition control | |
| EP0257729B1 (en) | Dry transfer article comprising a graphic pattern and a protective clear coat in pre-use registration therewith and method of making | |
| US4612075A (en) | Substrateless trim strip and method of making | |
| EP0900149A1 (en) | Decalcomania | |
| US1946865A (en) | Transfer and process of preparing and applying desings | |
| CA2107846A1 (en) | Composite for in-mold transfer printing and decoration and process for in-mold printing and decoration of molded plastic or rubber articles therewith | |
| JPH071661Y2 (ja) | マスキングシートを併設した転写マーク | |
| CA2293086C (en) | Method for reproducing images or text on a metalized holographic 2d, 3d bright colored film | |
| GB2301693A (en) | Transferable signs | |
| JPH09277791A (ja) | 加熱転写マーク | |
| EP0230713B1 (en) | Substrateless trim strip and method of making the same | |
| JPS5940240Y2 (ja) | 製版カラ−プレ−ト | |
| JPH09105083A (ja) | 部分再帰反射転写捺染材及びその製造法 | |
| JPS6114476Y2 (ko) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE ES FR GB IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19880721 |
|
| 17Q | First examination report despatched |
Effective date: 19891123 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE ES FR GB IT NL SE |
|
| ITF | It: translation for a ep patent filed |
Owner name: BARZANO' E ZANARDO ROMA S.P.A. |
|
| REF | Corresponds to: |
Ref document number: 3767947 Country of ref document: DE Date of ref document: 19910314 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 87302855.9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19950316 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19950430 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19960430 |
|
| BERE | Be: lapsed |
Owner name: MINNESOTA MINING AND MFG CY Effective date: 19960430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19961101 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19961101 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20050323 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20050418 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20050420 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20050512 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20050531 Year of fee payment: 19 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060402 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060403 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060430 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061101 |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20060401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20061230 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20060403 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060502 |