EP0244674B1 - Emballage pour liquide, sa fabrication et bande de plastique pour sa fabrication - Google Patents
Emballage pour liquide, sa fabrication et bande de plastique pour sa fabrication Download PDFInfo
- Publication number
- EP0244674B1 EP0244674B1 EP87105546A EP87105546A EP0244674B1 EP 0244674 B1 EP0244674 B1 EP 0244674B1 EP 87105546 A EP87105546 A EP 87105546A EP 87105546 A EP87105546 A EP 87105546A EP 0244674 B1 EP0244674 B1 EP 0244674B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- layer
- opening
- pack
- opening strip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000007788 liquid Substances 0.000 title claims abstract description 22
- 229920003023 plastic Polymers 0.000 title claims description 39
- 239000004033 plastic Substances 0.000 title claims description 38
- 238000000034 method Methods 0.000 title claims description 6
- 238000007789 sealing Methods 0.000 claims abstract description 54
- 239000011111 cardboard Substances 0.000 claims abstract description 48
- 239000000463 material Substances 0.000 claims abstract description 21
- 239000002650 laminated plastic Substances 0.000 claims abstract description 8
- 238000004519 manufacturing process Methods 0.000 claims description 11
- 229920000554 ionomer Polymers 0.000 claims description 6
- 229920000728 polyester Polymers 0.000 claims description 6
- 229920005644 polyethylene terephthalate glycol copolymer Polymers 0.000 claims description 6
- 239000011347 resin Substances 0.000 claims description 6
- 229920005989 resin Polymers 0.000 claims description 6
- 229920001169 thermoplastic Polymers 0.000 claims description 6
- 239000004416 thermosoftening plastic Substances 0.000 claims description 6
- 238000003466 welding Methods 0.000 claims description 6
- 229920001038 ethylene copolymer Polymers 0.000 claims description 5
- 230000003313 weakening effect Effects 0.000 claims description 2
- 235000016936 Dendrocalamus strictus Nutrition 0.000 claims 1
- 238000004806 packaging method and process Methods 0.000 description 6
- 239000002985 plastic film Substances 0.000 description 6
- 239000000123 paper Substances 0.000 description 5
- 239000012876 carrier material Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 1
- 229920003182 Surlyn® Polymers 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 235000015203 fruit juice Nutrition 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 235000020191 long-life milk Nutrition 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 235000014593 oils and fats Nutrition 0.000 description 1
- 239000006223 plastic coating Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/22—Details
- B65D77/30—Opening or contents-removing devices added or incorporated during filling or closing of containers
- B65D77/32—Tearing-strings or like flexible elements
- B65D77/34—Tearing-strings or like flexible elements enclosed in a mouth seal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/72—Contents-dispensing means
- B65D5/74—Spouts
- B65D5/741—Spouts for containers having a tubular body
- B65D5/742—Spouts formed by deforming or tearing the closure flaps or severed or incised parts of the closure flaps
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S428/00—Stock material or miscellaneous articles
- Y10S428/91—Product with molecular orientation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31786—Of polyester [e.g., alkyd, etc.]
- Y10T428/31797—Next to addition polymer from unsaturated monomers
Definitions
- the invention relates to a pack for liquids made of plastic-coated cardboard carrier material, with a longitudinal weld seam and at least one transverse weld seam lying in a double cardboard strip on the top of the pack, in which an opening device is arranged in the form of a double-layered, one-sided sealed opening strip, the outer sides of which are arranged with are connected to the inside of the double cardboard strip and which consists of a laminated plastic, one layer of which is aligned in the longitudinal direction.
- liquid packs made of plastic, paper, cardboard or the like are known, for example in parallelepiped form.
- the usual parallelepipedic liquid pack has at least in the upper area on opposite sides two triangular lobes, and the double cardboard strip mentioned at the beginning extends in this known pack from the tip of one triangular tab to the tip of the opposite other triangular tab.
- An opening device known from DE-A-27 47352 consists of part of a hose made of laminated plastic, the axis of the hose part running parallel to the longitudinal weld seam and consequently transverse to the transverse weld seam.
- one layer is oriented or oriented in the tear direction, and on this layer, where the connection with the double cardboard strip must be made, a more sealable plastic layer is laminated on.
- the invention is therefore based on the object of creating a pack for liquids of the type specified at the outset, the production of which from a hose enables the end user to understand the tearing action with a simple and inexpensive to produce opening device with good hygiene properties.
- the opening strip is U-shaped in cross section and is arranged such that the free ends of the legs are directed towards the inside of the package, the legs of the U only at the beginning and end of the opening strip to an initial and an end sealing area are welded together, the initial sealing area with a first part constitutes a gripping tab protruding from the double cardboard strip and is sealed with a second part in the area of the intersecting longitudinal and transverse weld seam in the double cardboard strip and that the end sealing area in the pouring area of the opening device in the double cardboard strip is sealed.
- the novel design and arrangement of the opening strip according to the invention advantageously eliminates the formation of pockets which are accessible from the outside and in which contaminants can collect.
- the initial seal area gets its name because the end user starts the tearing process here. Only part of this area forms the gripping tab, the other second part forms the front closure, while the end sealing area forms the rear closure of the opening strip with the double cardboard strip. Above, i.e. to the outside, the opening strip - via its connecting web - is closed.
- the end sealing area does not have to be arranged exactly at the tip of the pouring end, i.e. in the tip of the doubled triangular flap of a parallelepipedic pack; if desired, the opening strip with the end sealing area can be folded over beyond the point of the pouring tip so that it is still in the pouring area remains.
- the opening strip can thereby be made shorter or longer, and the attachment and fixing of the opening strip to the material web can be influenced, for example, by reinforcing it by larger areas.
- the invention is expediently further developed in that, on the gripping flap, starting from the lower free leg ends and extending obliquely upward into the initial sealing region, a tear-open slot penetrates the opening strip almost completely.
- This tear-open slot facilitates the opening process because the starting tear point is controlled by this slot to be placed in the correct position in the opening strip or the tear-open begins at the correct point near the upper connecting web.
- the end of the tear-open slot is provided near the upper connecting web of the two legs of the opening strip.
- the connecting web of the opening strip is arranged within the outer contour of the double cardboard strip, the liquid pack can be produced particularly well from a hose, because the filled web in the filling machine is then always cut outside the opening strip, directly outside of it.
- the dividing line between two packs in succession within the tube is thus directly outside the opening strip, so that it remains closed and the pack can nevertheless be separated.
- the respective end of the two packs to be separated from one another is sealed on both sides in addition to the cutting line, and the arrangement of the opening strip and its sealing on the material web must be based on the position of the respective transverse sealing seam that no leaks are to be feared.
- the initial sealing area extends over the entire width of the opening strip. The welding area of the opening strip thus extends beyond the longitudinal sealing seam into the interior of the package, which ensures that no liquid can escape from the interior of the package, even if the tear-open slot is provided.
- two weakening lines run at a distance from one tear strip from one another in the region of the connecting web of the opening strip along the same. This measure specifies a preferred direction of tearing, by means of which the tearing is steered in the correct paths without the end user's intervention.
- These lines of weakness can be thinned areas or the like, of course real perforation is not possible because the lines of weakness must remain liquid-tight.
- the end seal area can also be welded in close proximity to the pouring tip of the opening device, and the opening strip can extend from the gripping flap next to the longitudinal sealing seam to the pouring tip. It has been shown that it is generally sufficient to save material if the opening strip is made just as long as the opening for the pouring. Alternative ways to lay around of the opening strip around the pouring tip have been explained above.
- a second, better heat-sealable plastic layer than the first layer is applied to the surface of a first plastic layer aligned in the longitudinal direction of the opening strip, and a third, also better heat-sealable plastic layer than the first layer is applied to the other, opposite surface of the first layer, and if the sealability temperature of the second layer is lower than that of the third layer.
- a plastic structure favors the sealing of the opening strip to the respective inner surface of the double cardboard strip, without the legs of the opening strip being sealed to themselves or to one another on the inside. In other words, the package would not be able to be opened by tearing up the upper connecting web, as intended, if the opening strip was completely closed further down.
- the material combination of the individual plastic layers completely eliminates such problems.
- the package with the features mentioned above is also to be characterized in that the first layer consists of polyester stretched in the longitudinal direction of the opening strip, the second layer consists of a thermoplastic ionomer resin based on crosslinked ethylene copolymers and the third layer consists of PETG.
- the first layer consists of polyester stretched in the longitudinal direction of the opening strip
- the second layer consists of a thermoplastic ionomer resin based on crosslinked ethylene copolymers
- the third layer consists of PETG.
- cyclohexane-modified polyester can be used. It has been shown that even when such a material is stretched, it does not become crystalline and thus retains its heat sealability.
- the opening strip according to the invention can be produced particularly well and easily and can be connected to the packaging in an expedient manner.
- the register-correct attachment of the opening strip thus prepared to the inside of the packaging web is not technically difficult, not even with the condition that the gripping tab projects beyond the cutting edge of the web transversely to the latter.
- the longitudinal direction of the opening strip is therefore transverse to the cutting edge or to the later longitudinal sealing seam. If the material web thus provided with the opening strip is then formed into a tube and closed via the longitudinal weld seam, the gripping tab protrudes from this longitudinal weld seam.
- the usual steps for creating the pack are known per se.
- a tear-open slot is introduced into the initial sealing area.
- the position and arrangement of this tear-open slot has already been written above.
- it is particularly expedient according to the invention if, on the gripping tab, starting from the lower free leg ends and extending obliquely upward into the initial sealing area, a tear slit is made which almost completely penetrates the opening strip. In doing so, she repeats that the tear-open slot can be introduced both before the opening strip is folded twice and after it has been folded, but before it is welded onto itself or afterwards.
- “Sealability temperature” is understood here to mean the temperature at which the material is or becomes seal
- the so-called second layer with the lower sealability temperature than the third layer must come to lie on the outside of the double-folded, finished opening strip.
- the purpose of the arrangement of the second layer on the outside of the opening strip is that when the individual packs and individual pieces are welded together, care is taken that the opening strip made of plastic adheres to the double cardboard strip in a liquid-tight manner, but that the opening strip itself extends over the largest area of its area is open at the bottom towards the inside of the pack and only remains closed by its upper connecting web.
- the purpose of this measure is that the package can only be opened because the opening takes place only by tearing off the upper connecting web.
- the first layer consists of polyester stretched in the longitudinal direction of the opening strip
- the second layer consists of a thermoplastic ionomer resin based on crosslinked ethylene copolymers
- the third layer consists of PETG.
- PETG has already been mentioned.
- the aforementioned thermoplastic ionomer resin is sold under the trademark "SURLYN" by Du Pont.
- SURLYN is a transparent plastic that is resistant to oils and fats for the packaging industry and is easy to weld.
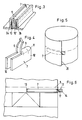
- FIG. 7 schematically show the closed or open liquid pack made of cardboard carrier material coated with plastic, with the longitudinal weld seam 1 and the double cardboard strip 2 with the individual walls 2 'and 2 ", in which the transverse weld seam 3 (FIG. 7) is arranged 7 shows the broken-off part of the material web 4 (the material is the cardboard coated on both sides with plastic), in which the dividing cut line 5 is shown inside the tube between two successive packs, which is why you can see at approximately the same distance from the dividing line 5 a further cross weld 3 ', which belongs to the bottom side of the next pack.
- the opening device is generally designated 6, which only after the opening process according to Figure 2 is still partially present and consists of a double-sided, one-sided sealing opening strip 7, which is shown in broken lines in FIGS. 1 and 5, but is also at least partially shown in FIGS. 3, 4 and 6 to 8. This opening strip 7 is therefore explained in detail.
- FIGS. 9 and 10 It is made from a plastic sheet 8 (FIGS. 9 and 10) and folded in a U-shape, as can be clearly seen from FIGS. 3, 4 and 8.
- the U is open at the bottom, i.e. towards the inside of the packaging.
- the upper connecting web 9 is the liquid-tight seal which connects the two legs 10, 10 'to one another. In the embodiment of FIG. 4, it is separated from the legs 10, 10 'by lines of weakness 11.
- the opening strip 7 is connected on its outer sides along the sealing seams 3a and 3b to the inner sides of the double cardboard strip 2.
- the opening strip 7 (seen in the direction of tearing) is welded to itself at the beginning and end, i.e. flat on its inner sides, whereby an initial sealing area 12 and an end sealing area 13 are formed.
- first part 14 which forms the gripping tab, which is shown clearly protruding in several drawings.
- the opening strip 7 is at the same time fastened in the longitudinal weld 1, in particular at the point 16 (FIG. 7) where the longitudinal weld 1 and the transverse weld 3 intersect.
- the tear-open slot 17 which extends from the outside in front from the point 18 (FIG. 8) upwards to the end 19 near the upper connecting web 9. It penetrates the opening strip 7 completely, as can be seen on best results from Figure 8.
- FIG. 7 A first embodiment can be seen in FIG. 7, in which the width of the double cardboard strip 2 is designated by "a", the upper edge of which is defined by the dash-dotted cut line 5. Less than this width "a” is the width or height "b" of the opening strip 7, which is shown in FIG. 7 with simple dashed lines in the first embodiment.
- a second embodiment is shown with double dashed lines, in which this opening strip 7 has the width "c", which can be twice the width "b”. In this case it is the opening strip 7, which is provided protruding from the double cardboard strip 2 into the interior of the package.
- the plastic web 8 of the opening strip 7 is pulled off a supply roll 20 shown in FIG. 9 and folded in a U-shape, as indicated at the right end of FIG. 9 in the initial state.
- FIG. 10 If a section line is drawn along the line XX through FIG. 9, the structure of the plastic sheet 8 can be seen, as shown in FIG. 10.
- a first layer 21 made of polyester stretched in the longitudinal direction 22, on the surface of which a second plastic layer 23 made of a thermoplastic ionomer resin based on crosslinked ethylene copolymers and on the side opposite to this in FIG. 10 (namely the lower side) a third layer 24 of PETG is laminated on.
- the first layer 21 loses its sievability by stretching. This is not the case with the second and third plastic layers 23, 24, which is why the second 23 and third plastic layers 24 are more sealable than the first plastic layer.
- the two outer layers 23 and 24 also differ from one another in that the second plastic layer 23 coming on the outside of the opening strip 7 according to FIG. 8 has a lower sealability temperature than the third plastic layer 24 has.
- FIG. 11 is very schematized to clarify the individual layers and, for example, no sealing seams or pressed parts are visible.
- the peculiarity of Figure 11 is that the end sealing area 13 is not at the front of the pouring tip 25 but only in the vicinity thereof, i.e. is arranged in the pouring area generally designated A.
- the opening strip 7 is longer than, for example, in the embodiment of FIG. 1. According to FIG. 11, the strip 7 with the end sealing area 13 is pulled out above the pouring tip 25 to the right and is only attached there.
- a paper 4 prepared with an opening strip 7 cannot be wound onto a supply roll because it would become too thick on one side. It is therefore preferred if the method described above begins in the area of a packaging machine or filling machine.
- an aluminum foil can be welded onto one side of the paper web between the paper and the plastic coating, ie the polyethylene.
- the sealing can take place according to the invention, preferably here by means of high frequency. The heat then arises in the aluminum foil and only softens the plastic in the vicinity of the irradiated area. Even in such a case, it is avoided that the opening strip 7 is sealed, for example, on its inner sides, as was deliberately carried out beforehand in the initial sealing area 12 and in the final sealing area 13 at a higher sealing temperature.
- the opening strip is produced in such a way that the three plastic layers are first laminated onto one another and this layer structure is stretched overall, etc.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cartons (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
- Making Paper Articles (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Thermally Insulated Containers For Foods (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Claims (15)
- Emballage pour liquides, en un matériau support en carton enduit de plastique, comportant un joint soudé longitudinal (1) et au moins un joint soudé transversal (3), disposé dans une bande de carton double (2) sur le côté supérieur de l'emballage, joint transversal dans lequel est disposé un dispositif d'ouverture (6) se présentant sous la forme d'une bande d'ouverture (7), posée en double et étanche sur un côté, bande dont les côtés extérieurs sont reliés aux côtés intérieurs de la bande de carton double (2) et qui est constituée d'un plastique stratifié dont une couche (21) est orientée dans la direction longitudinale (22), caractérisé en ce que la bande d'ouverture (7) est réalisée de façon à avoir une section transversale en forme de U et est disposée de façon que les extrémités libres des branches (10, 10') soient orientées vers l'intérieur de l'emballage, que les branches (10, 10') du U ne sont soudées l'une à l'autre qu'au début et à la fin de la bande d'ouverture (7) pour former une zone thermoscellée de début (12) et une zone thermoscellée de fin (13), la zone thermoscellée de début (12) représentant par une première partie (14) une patte de saisie (14) dépassant de la bande de carton double (2) et étant, par une deuxième partie (15), scellée dans la zone (16) du joint soudé longitudinal (1) et du joint soudé transversal (3) qui se coupent, dans la bande de carton double (2), et que la zone de thermoscellage de fin (13) est, dans la zone de versement (A) du dispositif d'ouverture (6), scellée dans la bande de carton double (2).
- Emballage selon la revendication 1, caractérisé en ce qu'une fente d'arrachage (17) traverse presque complètement la bande d'ouverture (7) au niveau de la patte de saisie (14), en partant des extrémités inférieures libres des branches et en s'étendant obliquement vers le haut, dans la zone de thermoscellage de début (12).
- Emballage selon la revendication 2, caractérisé en ce que l'extrémité (19) de la lente d'arrachage (17) est prévue au voisinage de la traverse de liaison supérieure (9) des deux branches (10, 10') de la bande d'ouverture (7).
- Emballage selon l'une des revendications 1 à 3, caractérisé en ce que la traverse de liaison (9) de la bande d'ouverture (7) est disposée à l'intérieur du contour extérieur de la bande de carton double (2).
- Emballage selon l'une des revendications 1 à 4, caractérisé en ce que la bande d'ouverture (7) pénètre, à partir de la bande de carton double (2), dans l'intérieur de l'emballage (Figure 7).
- Emballage selon l'une des revendications 1 à 5, caractérisé en ce que la zone thermoscellée de début (12) s'étend sur toute la largeur (b;c) de la bande d'ouverture (7).
- Emballage selon l'une des revendications 1 à 6, caractérisé en ce que, en partant de préférence de l'extrémité (19) de la bande d'arrachage (17), et l'une par rapport à l'autre à une distance correspondant à celle d'une bande d'arrachage, deux lignes d'affaiblissement (11) courent, dans la zone de la traverse de liaison (9) de la bande d'ouverture (7), le long de cette dernière (7).
- Emballage selon l'une des revendications 1 à 7, caractérisé en ce que la zone thermoscellée de fin (13) est rapportée, par soudage, d'une manière étroitement contiguë, au bec verseur (25) du dispositif d'ouverture (6), et que la bande d'ouverture (7) s'étend à partir de la patte de saisie (14) à côté du joint soudé longitudinal (1) jusqu'au bec verseur (25).
- Emballage selon l'une des revendications 1 à 8, caractérisé en ce que, sur la surface d'une première couche plastique (21) orientée dans la direction longitudinale (22) de la bande d'ouverture (7), est appliquée une deuxième couche plastique (23), mieux thermoscellable que la première couche (21) et que, sur l'autre surface, opposée, de la couche supérieure (21), est appliquée une troisième couche plastique (24), elle aussi mieux thermoscellable que la première couche (21), et que la température de thermoscellabilité de la deuxième couche (23) est inférieure à celle de la troisième couche (24).
- Emballage selon la revendication 9, caractérisé en ce que la première couche (21) est en un polyester étiré dans la direction longitudinale (22) de la bande d'ouverture (7), que la deuxième couche (23) est en une résine ionomère thermoplastique à base de copolymères réticulés de l'éthylène, et que la troisième couche (24) est en PETG.
- Procédé de fabrication d'un emballage pour liquides, en un matériau support en carton enduit de plastique, comportant un joint thermoscellé longitudinal (1) et au moins un joint thermoscellé transversal (3), disposé dans une bande de carton double (2) sur le côté supérieur de l'emballage, joint transversal dans lequel est disposé un dispositif d'ouverture (6) se présentant sous la forme d'une bande d'ouverture (7), posée en double et étanche sur un côté, bande dont les côtés extérieurs sont reliés aux côtés intérieurs de la bande de carton double (2) et qui est constituée d'un plastique stratifié dont une couche (21) est orientée dans la direction longitudinale (22), caractérisé en ce que la feuille continue plastique (8) de la bande d'ouverture (7) est tirée d'une bobine d'alimentation (20) et subit éventuellement un pliage double, que la bande d'ouverture (7), pliée en U, est soudée à elle-même au début et à la fin, avec formation d'une zone thermoscellée de début (12) et d'une zone thermoscellée de fin (13) sur ses côtés intérieurs, puis est appliquée par thermoscellage en registre sur l'une de ses faces extérieures, sur la face de la feuille continue de matériau (4) posée à plat formant le côté intérieur de l'emballage, de façon qu'une deuxième partie de la zone thermoscellée de début (12), formant une patte de saisie (14), dépasse de l'arête de coupe (35) du joint soudé longitudinal (11) perpendiculairement à cette dernière, et que de plus la feuille continue de matériau (4) est façonnée pour donner un tube, est pourvue d'un joint soudé longitudinal (1), est remplie et, par soudage longitudinal, est obturée en long par la bande d'ouverture (7), est individualisée et est façonnée pour donner la forme finale d'un emballage.
- Procédé de fabrication selon la revendication 11, caractérisé en ce que, avant ou après le double pliage de la bande d'ouverture (7) et le soudage partiel de cette dernière sur elle-même, on introduit une fente d'arrachage (17) dans la zone thermoscellée de début (12).
- Procédé de fabrication selon la revendication 12, caractérisé en ce qu'on rapporte une fente d'arrachage (17), qui traverse presque complètement la bande d'ouverture (7), à la patte de saisie (14), fente partant des extrémités libres inférieures des branches et s'étendant d'une manière oblique vers le haut jusqu'à la zone thermoscellée de début (12).
- Bande d'ouverture (7) destinée à un emballage pour liquides en un matériau support de type carton enduit de plastique, comportant un joint soudé longitudinal (1) et au moins un joint soudé transversal (3), se trouvant dans une bande de carton double (2) sur le côté supérieur de l'emballage, joint transversal dans lequel est disposé un système d'ouverture (6) se présentant sous la forme d'une bande d'ouverture (7) posée en double et étanche sur un côté, bande d'ouverture qui est formée à partir d'une feuille continue de plastique déroulée à partir d'une bobine, feuille continue dont les côtés extérieurs sont assemblés aux côtés intérieurs de la bande de carton double (2) et qui est constituée d'un plastique stratifié, dont la première couche (21) est orientée dans la direction longitudinale (22), une deuxième couche plastique (23), mieux thermoscellable que la première couche (21), étant appliquée sur une surface de la première couche (21), caractérisée en ce qu'une troisième couche plastique (24), qui elle aussi est mieux thermoscellable que la première couche (21), est appliquée sur la surface de la première couche (21) opposée à la deuxième couche, et que la température de thermoscellabilité de la deuxième couche (23) est inférieure à celle de la troisième couche (24).
- Bande d'ouverture selon la revendication 14, caractérisée en ce que la première couche (21) est en un polyester étiré dans la direction longitudinale (22) de la bande d'ouverture (7), que la deuxième couche (23) est en une résine ionomère thermoplastique à base de copolymères réticulés de l'éthylène, et que la troisième couche (24) est en PETG.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT87105546T ATE77798T1 (de) | 1986-04-28 | 1987-04-14 | Fluessigkeitspackung, herstellung derselben und kunststoffbahn zur herstellung der fluessigkeitspackung. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB8610324 | 1986-04-28 | ||
| GB8610324A GB2189772B (en) | 1986-04-28 | 1986-04-28 | A liquid pack and method of manufacture thereof |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0244674A2 EP0244674A2 (fr) | 1987-11-11 |
| EP0244674A3 EP0244674A3 (en) | 1989-03-15 |
| EP0244674B1 true EP0244674B1 (fr) | 1992-07-01 |
Family
ID=10596962
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87105546A Expired - Lifetime EP0244674B1 (fr) | 1986-04-28 | 1987-04-14 | Emballage pour liquide, sa fabrication et bande de plastique pour sa fabrication |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US4787507A (fr) |
| EP (1) | EP0244674B1 (fr) |
| JP (1) | JP2523318B2 (fr) |
| AT (1) | ATE77798T1 (fr) |
| AU (1) | AU598535B2 (fr) |
| CA (1) | CA1276922C (fr) |
| DE (1) | DE3780074D1 (fr) |
| ES (1) | ES2033254T3 (fr) |
| GB (1) | GB2189772B (fr) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE459916B (sv) * | 1987-12-23 | 1989-08-21 | Roby Teknik Ab | Oeppningsanordning vid foerpackningsbehaallare |
| JP2792903B2 (ja) * | 1989-04-11 | 1998-09-03 | 大日本印刷株式会社 | 容 器 |
| CH679850A5 (fr) * | 1989-09-05 | 1992-04-30 | Tetra Pak Romont | |
| JPH03176348A (ja) * | 1989-11-24 | 1991-07-31 | Tsunetoshi Kobayashi | 開封用具付紙パック類の製造方法 |
| US5083702A (en) * | 1990-03-22 | 1992-01-28 | Minnesota Mining And Manufacturing Company | Gable-top container and method and apparatus for construction thereof |
| US5228616A (en) * | 1990-08-14 | 1993-07-20 | Tetra Alfa Holdings S.A. | Package container provided with a strip-type opening arrangement |
| US5080233A (en) * | 1990-11-21 | 1992-01-14 | Minnesota Mining And Manufacturing Company | Gable top container having reduced opening force and method for construction therefor |
| SE469939B (sv) * | 1992-03-03 | 1993-10-11 | Tetra Laval Holdings & Finance | Materialbana för tillverkning av förpackningsbehållare med öppningsanordning innefattande en dragremsa |
| SE508001C2 (sv) * | 1992-07-02 | 1998-08-10 | Tetra Laval Holdings & Finance | Öppningsanordning för förpackningsbehållare |
| EP0708000A3 (fr) * | 1994-10-21 | 1996-08-14 | Hoover Universal | Housse de garniture pour sièges |
| EP1275588A1 (fr) * | 2001-07-12 | 2003-01-15 | Tetra Laval Holdings & Finance SA | Récipient à sommet en forme de pignon pour produits alimentaires fluides |
| EP1584563A1 (fr) * | 2004-04-09 | 2005-10-12 | Tetra Laval Holdings & Finance S.A. | Emballage "Gable top" pour produits alimentaires fluides et methode de dimensionnement pour cet emballage |
| DE102007021048A1 (de) * | 2007-05-04 | 2008-11-06 | Poly-Clip System Gmbh & Co. Kg | Aufreißstreifen und Verfahren zu dessen Bereitstellung |
| JP2018501165A (ja) * | 2014-12-22 | 2018-01-18 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | 包装材及び当該包装材で形成された包装容器 |
| DE102016003824A1 (de) * | 2016-04-04 | 2017-10-05 | Sig Technology Ag | Packungsmantel, Verpackung und Verfahren zur Herstellung einer Verpackung |
| CN112429361B (zh) * | 2020-11-18 | 2023-04-07 | 乐美包装(昆山)有限公司 | 包装容器及其坯料 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE525691A (fr) * | 1953-01-16 | |||
| US2961365A (en) * | 1954-10-13 | 1960-11-22 | Du Pont | Lamination of polyethylene terephthalate structures |
| US2877500A (en) * | 1955-06-17 | 1959-03-17 | Grace W R & Co | Process for preparing transparent polyethylene |
| US3054703A (en) * | 1957-05-08 | 1962-09-18 | Du Pont | Laminated structures and process |
| DE1193790B (de) * | 1959-03-25 | 1965-05-26 | Jagenberg Werke Ag | Herstellung von Zuschnitten fuer die Maentel konischer Behaelter |
| US3187982A (en) * | 1960-07-21 | 1965-06-08 | Union Carbide Corp | Method for forming coated uniaxially oriented films and the product formed thereby |
| US3188266A (en) * | 1963-09-03 | 1965-06-08 | Minnesota Mining & Mfg | Interface bonding of polymers and product thereof |
| US3455720A (en) * | 1964-08-21 | 1969-07-15 | Du Pont | Post-formable film |
| US3497131A (en) * | 1968-05-20 | 1970-02-24 | Kartridg Pak Co | Package with easy opening device |
| US3560223A (en) * | 1969-06-16 | 1971-02-02 | Tee Pak Inc | Liver sausage with casing and method of preparing same |
| CH546184A (de) * | 1971-01-11 | 1974-02-28 | Altstaedter Verpack Vertrieb | Verpackung fuer fluessigkeiten aus karton oder papier und verfahren zur herstellung der verpackung. |
| BE795478A (fr) * | 1972-02-16 | 1973-08-16 | Cellophane Sa | Films composites en polyesters et leur procede de fabrication |
| CH641400A5 (de) * | 1979-07-26 | 1984-02-29 | Tetra Pak Dev | Verfahren zur herstellung einer gereckten kunststoff-folie mit biaxialer molekuelorientierung. |
| US4362245A (en) * | 1979-12-10 | 1982-12-07 | American Can Company | Liquid tight pouring carton |
| SE428290B (sv) * | 1981-08-28 | 1983-06-20 | Rigello Pak Ab | Oppningsanordning for forpackningsbehallare med trycksatt fyllgods |
| SE451064B (sv) * | 1981-12-30 | 1987-08-31 | Tetra Pak Int | Anordning vid forpackningsbehallare |
-
1986
- 1986-04-28 GB GB8610324A patent/GB2189772B/en not_active Expired
-
1987
- 1987-04-14 AT AT87105546T patent/ATE77798T1/de active
- 1987-04-14 ES ES198787105546T patent/ES2033254T3/es not_active Expired - Lifetime
- 1987-04-14 EP EP87105546A patent/EP0244674B1/fr not_active Expired - Lifetime
- 1987-04-14 DE DE8787105546T patent/DE3780074D1/de not_active Expired - Lifetime
- 1987-04-24 AU AU71934/87A patent/AU598535B2/en not_active Ceased
- 1987-04-27 US US07/043,033 patent/US4787507A/en not_active Expired - Lifetime
- 1987-04-27 CA CA000535642A patent/CA1276922C/fr not_active Expired - Lifetime
- 1987-04-28 JP JP62103432A patent/JP2523318B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| GB8610324D0 (en) | 1986-06-04 |
| JP2523318B2 (ja) | 1996-08-07 |
| DE3780074D1 (de) | 1992-08-06 |
| GB2189772A (en) | 1987-11-04 |
| EP0244674A2 (fr) | 1987-11-11 |
| GB2189772B (en) | 1989-12-13 |
| US4787507A (en) | 1988-11-29 |
| ES2033254T3 (es) | 1993-03-16 |
| AU7193487A (en) | 1987-10-29 |
| AU598535B2 (en) | 1990-06-28 |
| CA1276922C (fr) | 1990-11-27 |
| JPS62260648A (ja) | 1987-11-12 |
| EP0244674A3 (en) | 1989-03-15 |
| ATE77798T1 (de) | 1992-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0244674B1 (fr) | Emballage pour liquide, sa fabrication et bande de plastique pour sa fabrication | |
| DE69604416T2 (de) | Dichtes behältnis und verfahren zu seiner befüllung mit einer flüssigkeit | |
| DE69726220T2 (de) | Seitenfaltbeutel mit Reissverschluss sowie Verfahren zu seiner Herstellung | |
| EP0190577B1 (fr) | Emballage pour liquides avec bec verseur | |
| DE2729383A1 (de) | Verpackungsbehaelter | |
| DE1486576A1 (de) | Leicht zu oeffnender Beutel | |
| EP0028299B1 (fr) | Conteneur pour liquides avec ouvertures de déversement et d'admission d'air | |
| CH620651A5 (fr) | ||
| CH627701A5 (en) | Method for producing a tubular, transversely divided web of film, and use thereof, and device for continuously carrying out the method | |
| DE2840223A1 (de) | Verpackung in form eines faltbeutels | |
| DE4010822A1 (de) | Kreuzbodensack | |
| EP0258573B1 (fr) | Sac d'emballage portable en feuille de plastique et son procédé de fabrication | |
| DE2155091A1 (en) | Plastic bag - with strong plastic handle welded into the side seams | |
| EP0049460B1 (fr) | Emballage pour liquide, présentant une ouverture de déversement | |
| DE2734250C2 (de) | Flüssigkeitsverpackung mit Aufreißöffnung | |
| DE2507722A1 (de) | Beutel aus thermoplastischer kunststoffolie und verfahren zu seiner herstellung | |
| EP0273106B1 (fr) | Sac à soufflets longitudinaux | |
| EP0264606A2 (fr) | Sac composé d'un sac extérieur et d'un sac intérieur | |
| DE3445272A1 (de) | Beutel aus thermoplastischer kunststoffolie | |
| DE3644618A1 (de) | Tragbarer verpackungsbeutel aus kunststoffolie mit einstueckig angeformtem griffteil | |
| DE2158076A1 (de) | Parallelepipedfoermige verpackung | |
| DE2928105C2 (de) | Verpackung für Flüssigkeiten mit Ausgießvorrichtung | |
| DE10131902A1 (de) | Standfähige Schlauchbeutel, Verfahren für deren Herstellung und Vorrichtung zur Durchführung des Verfahrens | |
| DE2107795A1 (de) | Verpackungsbeutel | |
| DE69712516T2 (de) | Dichter beutel und verfahren zu seiner herstellung und zu seiner befüllung mit einer flüssigkeit |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19890814 |
|
| 17Q | First examination report despatched |
Effective date: 19891108 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: AB TETRA PAK |
|
| ITTA | It: last paid annual fee | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 77798 Country of ref document: AT Date of ref document: 19920715 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3780074 Country of ref document: DE Date of ref document: 19920806 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2033254 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 87105546.3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19980319 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19980320 Year of fee payment: 12 Ref country code: AT Payment date: 19980320 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19980327 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19980417 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990414 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990415 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990430 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990430 |
|
| BERE | Be: lapsed |
Owner name: TETRA PAK A.B. Effective date: 19990430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991101 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19991101 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 87105546.3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20000317 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20000320 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20000321 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20000510 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010414 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 20010430 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20010414 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050414 |