EP0226481A1 - Procédé d'assemblage recto-verso, sans surépaisseur, de deux parois d'un emballage réalisé à partir de carton ondulé et emballage réalisé - Google Patents
Procédé d'assemblage recto-verso, sans surépaisseur, de deux parois d'un emballage réalisé à partir de carton ondulé et emballage réalisé Download PDFInfo
- Publication number
- EP0226481A1 EP0226481A1 EP86402266A EP86402266A EP0226481A1 EP 0226481 A1 EP0226481 A1 EP 0226481A1 EP 86402266 A EP86402266 A EP 86402266A EP 86402266 A EP86402266 A EP 86402266A EP 0226481 A1 EP0226481 A1 EP 0226481A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- panels
- blank
- strips
- corrugated cardboard
- strip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 21
- 238000005304 joining Methods 0.000 title description 6
- 238000004806 packaging method and process Methods 0.000 claims abstract description 34
- 239000003292 glue Substances 0.000 claims description 2
- 239000000123 paper Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 102100024007 Neurofilament heavy polypeptide Human genes 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000008030 elimination Effects 0.000 description 2
- 238000003379 elimination reaction Methods 0.000 description 2
- 108010091047 neurofilament protein H Proteins 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000009863 impact test Methods 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/4279—Joints, seams, leakproof joints or corners, special connections between panels
Definitions
- the present invention relates more specifically to corrugated cardboard packaging, from a single blank or from several blanks, suitably cut and creased. It relates more particularly to the assembly of walls or parts of walls of these packages, constituted by panels arranged at the ends of the original blank, that is to say the panels of this blank which are not connected together by a fold line.
- a major drawback of this assembly system is the presence of an extra thickness equal to the thickness of the panels, both inside and outside the packaging.
- the two panels thus assembled when they lie flat on the same flat support, are not in line with one another, but are offset by a thickness of panel.
- the flat storage of packaging of this type pre-assembled leads to unstable packaging stacks and, on the other hand, that the mechanized volume setting of these packaging raises various problems.
- the mechanized introduction of batches of objects to be packaged in this packaging is thwarted by the presence of the extra thickness of the inner leg (s).
- the presence of at least one connecting tab in excess thickness at the end of the packaging detracts from the appearance of the latter.
- the present invention seeks to remedy these drawbacks by proposing a method of assembling the walls of a package of the type mentioned above which makes it possible to join two walls or two portions of walls together, without appreciable excess thickness, using an inner band and an outer band, which are not attached to the cardboard blank from which the packaging originates, but which form an integral part of this blank.
- corrugated cardboard consists of at least one sheet of paper having regular corrugations, called “fluting”, interposed between two flat sheets of paper called “covers”, against which it is laminated, and it proposes to use the cover sheets for join together adjoining walls, or parts of the same packaging wall.
- the subject of the invention is a method of assembling walls or parts of walls of a package produced from one or more blanks, cut and grooved, made of corrugated cardboard, characterized in that the along the entire length of the free edge of each of the end panels of the blank, or of each blank, on the one hand, the contiguous part of one of the cover sheets arranged outside the corrugated cardboard is eliminated, and , on the other hand, the underlying internal structure thereof, leaving only a portion of the other outer cover sheet to remain, along at least a fraction of said edge, so that it overflows forming a strip in the extension of the panel to which it is attached, the cover sheet whose part contiguous to said free edge remains being different for each of said end panels, so that the strips formed by the overhanging parts are arranged on either side blank, in that we glue e nsuite said strips and / or the corresponding parts of the opposite end panel against which they are intended to be applied, and in that said strips are brought into contact against said corresponding parts of the opposite
- the contiguous edges of said panels thus assembled may, after assembly of the packaging form a vertical edge thereof, or be arranged in the central part of a face, or even, in the case of a blank called "Wrap around", the edges contiguous said panels once assembled form an edge which is not vertical, but horizontal.
- a conventional cardboard is used, the grooves of which are arranged in the usual way with respect to the edges of the packaging which is produced from the cardboard.
- the elimination of part of the covering and of the underlying internal structure of the corrugated cardboard can be done using a sharp tool, by a laser beam, or by any other known means. in the technique.
- corrugated cardboard By the term “underlying internal structure of corrugated cardboard”, we naturally designate the single flute in the case of a double-sided corrugated cardboard, the two flutes between which a middle sheet is interposed, in the case of a corrugated cardboard double double, and the three grooves and two middle sheets, in the case of a triple carton.
- the packaging produced by the method according to the invention and in which the assembly of walls or parts of walls is carried out using two joining strips adjoining one of the panels and glued against the other panel has, of course, a much higher resistance, in this assembly, than that of the usual packaging comprising only one connecting tab, because the recto bonding back increases the security of the junction.
- This method has, moreover, the advantage of practically causing no extra thickness, outside and inside the package, at the junction tabs. Admittedly, such an assembly method requires the use of cutting tools, but, on the other hand, it does not imply the use of separate joining strips of corrugated cardboard.
- Another object of the invention is therefore constituted by such packaging coming from a single blank or from several blanks of corrugated cardboard and whose walls or parts of the same wall corresponding to the end panels of each of the sides are integral one of the other by two strips constituted by a portion of the external cover of each of said panels, projecting outside the panel to which it is attached and glued against the adjacent panel, one outside the package and the other inside of it.
- Such packaging is particularly suitable for packaging heavy products, due to the double security provided by the glued tabs on both sides.
- This method of assembly also reduces the risk of tearing or unsticking of the strips and it is therefore possible to produce joining strips of a width less than that of the single joining tabs of the known technique.
- the two bands may also possibly cover a different width.
- the invention therefore provides a new assembly method and a new packaging which have appreciable advantages over the prior art.
- the double-sided corrugated cardboard blank with a fluted layer comprises four rectangular panels 1, 2, 3 and 4, adjoining two by two by one folding line and provided at their lateral ends with flaps 1 ⁇ , 2 ⁇ , 3 ⁇ and 4 ⁇ , making it possible to close the box at its lower part and at its upper part.
- the end panels 1 and 4 of the blank have a free edge and it is these panels which it is desired to assemble before volume of the body.
- the box shown in this figure comprises a longitudinal wall formed by a single rectangular panel 23, two transverse walls 22 and 24, adjoining by a fold line to the panel 13 and provided with flaps 22 ⁇ and 24 ⁇ respectively, and a second resulting longitudinal wall of the two-sided assembly, using cover strips 25 and 26, in accordance with the invention, of a panel 21, attached to the wall 22 by a fold line, and of an adjoining panel 21a to the wall 24.
- cover strips 25 and 26 also bring together in this case the flaps 21 ⁇ and 21 ⁇ a adjoining their upper part and at the bottom of panels 11 and 11a.
- the blank used to make the box is a corrugated cardboard with double grooves.
- the free edge of the panel 30 is therefore cut into a staircase, the bearing 42a of the cover 42 being the same width as the bearing 38a of the middle cover.
- the cases thus produced lend themselves to flat storage and mechanized volume setting.
- the invention is not limited to American boxes only, but it can be applied to any type of packaging in which end walls must be joined to each other, and having the forms the most variable such as parallelepiped, hexagonal, circular, etc.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cartons (AREA)
Abstract
Description
- La présente invention concerne plus spécialement les emballages en carton ondulé, issus d'un flan unique ou de plusieurs flans, convenablement découpés et rainés. Elle concerne plus particulièrement l'assemblage de parois ou parties de parois de ces emballages, constituées par des panneaux disposés aux extrémités du flan d'origine, c'est-à-dire les panneaux de ce flan qui ne sont pas raccordés entre eux par une ligne de pliage.
- Dans de tels emballages, il est usuel de rendre solidaires l'un de l'autre les panneaux non attenants à l'aide d'une bande de papier collée extérieurement à l'emballage sur les parois, cette bande pouvant être soit auto-adhésive, soit encollée au moment de son application contre le carton. Pour réaliser ce mode d'assemblage, les panneaux à réunir sont repliés à plat contre les autres panneaux, de manière à se trouver bord à bord, et la bande de jonction est appliquée à plat par dessus ces panneaux.
- Bien entendu, avec un tel procédé, une bande intérieure doublant la bande extérieure ne peut pas être appliquée simultanémant sur la face interne des parois, puisque celles-ci reposent la plupart du temps à plat sur les autres panneaux. Or, pour de nombreuses utilisations, il serait souhaitable de pouvoir obtenir une liaison renforcée entre parois en doublant la bande collée extérieurement par une bande collée intérieurement.
- En effet, lorsqu'une seule bande externe d'assemblage est utilisée, on risque non seulement une déchirure de cette bande à partir de l'une de ses extrémités ou à partir d'une amorce de déchirure due à une faiblesse locale de cette bande, mais surtout un décollage de la bande, lorsqu'un effort de cisaillement des deux panneaux assemblés tend à soulever la bande et à l'arracher.
- Dans son certificat d'utilité français no 2 178 782, la Demanderesse a déjà proposé, pour éviter ces inconvénients, de réunir deux panneaux d'un emballage en carton ondulé ou similaire en collant sur chacun des panneaux une patte attenante à l'autre panneau, une patte étant collée sur la face externe de l'un des panneaux et l'autre patte sur la face interne de l'autre panneau, chaque patte étant éventuellement biseautée et amincie depuis le panneau auquel elle est attenante jusqu'à l'extrémité collée sur l'autre panneau.
- Un inconvénient majeur de ce système d'assemblage est cependant la présence d'une surépaisseur égale à l'épaisseur des panneaux, tant à l'intérieur qu'à l'extérieur de l'emballage. En outre, les deux panneaux ainsi assemblés, lorsqu'ils reposent à plat sur un même support plan, ne sont pas dans le prolongement l'un de l'autre, mais sont décalés d'une épaisseur de panneau. Il en résulte, d'une part, que le stockage à plat des emballages de ce type pré-assemblés conduit à des piles d'emballages instables et, d'autre part, que la mise en volume mécanisée de ces emballages soulève divers problémes. De même, l'introduction mécanisée de lots d'objets à conditionner dans cet emballage est contrariée par la présence de la surépaisseur de la ou des pattes intérieures. Enfin, comme dans les emballages de la technique antérieure à patte unique, la présence d'au moins une patte de jonction en surépaisseur à l'extrémité de l'emballage nuit à l'aspect de celui-ci.
- La présente invention vise à remédier à ces inconvénients en proposant un procédé d'assemblage des parois d'un emballage du type mentionné ci-dessus qui permette de réunir deux parois ou deux portions de parois entre elles, sans surépaisseur notable, à l'aide d'une bande intérieure et d'une bande extérieure, qui ne soient pas rapportées sur le flan de carton dont est issue l'emballage mais qui fassent corps avec ce flan.
- L'invention s'appuie sur le fait que le carton ondulé est constitué au moins d'une feuille de papier présentant des ondulations régulières, dite "cannelure", interposée entre deux feuilles planes de papier dites "couvertures", contre lesquelles elle est contrecollée, et elle se propose d'utiliser les feuilles de couverture pour assembler entre elles des parois contiguës, ou des parties d'une même paroi d'emballage.
- A cet effet, l'invention a pour objet un procédé d'assemblage de parois ou parties de parois d'un emballage réalisé à partir d'un ou de plusieurs flans, découpés et rainés, en carton ondulé, caractérisé en ce que l'on élimine suivant toute la longueur du bord libre de chacun des panneaux d'extrémité du flan, ou de chaque flan, d'une part, la partie contiguë de l'une des feuilles de couverture disposées à l'extérieur du carton ondulé, et, d'autre part, la structure interne sous-jacente de celui-ci, en laissant seulement subsister, suivant une fraction au moins dudit bord, une partie de l'autre feuille externe de couverture, afin qu'elle déborde en formant une bande dans le prolongement du panneau auquel elle est attenante, le feuille de couverture dont la partie contiguë audit bord libre subsiste étant différente pour chacun desdits panneaux d'extrémité, de façon que les bandes constituées par les parties debordantes soient disposées de part et d'autre du flan, en ce que l'on encolle ensuite lesdites bandes et/ou les parties correspondantes du panneau d'extrémité opposé contre lesquelles elles sont destinées à être appliquées, et en ce que l'on amène en contact lesdites bandes contre lesdites parties correspondantes des panneaux d'extrémité opposés, en repliant à plat lesdits panneaux d'extrémité contre les panneaux contigus de manière à amener l'un contre l'autre leurs bords libres.
- Comme on le verra ci-après, les bords contigus desdits panneaux ainsi assemblés peuvent, après montage de l'emballage former une arête verticale de celui-ci, ou être disposés dans la partie centrale d'une face, ou encore, dans le cas d'un flan dit "Wrap around", les bords contigus desdits panneaux une fois assemblés forment une arête qui n'est pas verticale, mais horizontale.
- On notera que l'on part d'un flan en un carton ondulé d'un type classique et que c'est sur ce flan prédécoupé que l'on effectue une opération d'élimination de matière.
- En effet, on a déjà proposé de réaliser des emballages à partir d'un carton ondulé d'un type spécial dans lequel chaque couverture déborde latéralement d'un côté par rapport à la cannelure sous-jacente et à l'autre couverture, les cannelures étant en outre dirigées obliquement par rapport aux côtés du carton venant de fabrication, les éléments constitutifs de l'emballage réalisé à partir de ce carton étant eux-mêmes assemblés obliquement par rapport aux arêtes de l'emballage (voir US-A-1 845 891 et GB-A-384 794).
- Selon la présente invention, au contraire, on utilise un carton conventionnel, dont les cannelures sont disposées de façon usuelle par rapport aux arêtes de l'emballage que l'on réalise à partir du carton.
- Selon l'invention, l'élimination d'une partie de la couverture et de la structure interne sous-jacente du carton ondulé peut se faire à l'aide d'un outil tranchant, par un faisceau laser, ou par tout autre moyen connu dans la technique.
- Par le terme "structure interne sous-jacente du carton ondulé", on désigne naturellement la cannelure unique dans le cas d'un carton ondulé double face, les deux cannelures entre lesquelles est interposée une feuille médiane, dans le cas d'un carton ondulé double double, et les trois cannelures et deux feuilles médianes, dans le cas d'un carton triple.
- L'encollage des bandes formées par les parties de couverture externe débordant des panneaux d'extrémité du flan et leur application contre le panneau opposé s'effectuent à l'aide de machines classiques.
- L'emballage réalisé par le procédé selon l'invention et dans lequel l'assemblage de parois ou de parties de parois est réalisé à l'aide de deux bandes de jonction attenantes à l'un des panneaux et collées contre l'autre panneau a, bien entendu, une résistance bien supérieure, au niveau de cet assemblage, à celle des emballages usuels ne comportant qu'une patte de jonction, parce que le collage recto-verso augmente la sécurité de la jonction.
- Ce procédé présente, en outre, l'avantage de n'entraîner pratiquement aucune surépaisseur, à l'extérieur et à l'intérieur de l'emballage, au niveau des pattes de jonction. Certes, un tel mode d'assemblage nécessite l'emploi d'outils coupants, mais, en revanche, il n'implique pas l'utilisation de bandes de jonction distinctes du carton ondulé.
- Un autre objet de l'invention est donc constitué par un tel emballage issu d'un flan unique ou de plusieurs flans de carton ondulé et dont des parois ou parties d'une même paroi correspondant aux panneaux d'extrémité de chacun des flancs sont solidaires l'une de l'autre par deux bandes constituées par une portion de la couverture externe de chacun desdits panneaux, débordant en dehors du panneau auquel elle est attenante et collée contre le panneau adjacent, l'une à l'extérieur de l'emballage et l'autre à l'intérieur de celui-ci.
- Un tel emballage est particulièrement approprié au conditionnement de produits lourds, du fait de la double sécurité apportée par les pattes collées recto-verso.
- Ce mode d'assemblage diminue en outre les risques d'arrachement ou de décollage des bandes et l'on peut donc réaliser des bandes de jonction d'une largeur moindre que celle des pattes de jonction uniques de la technique connue. Les deux bandes pourront d'ailleurs couvrir éventuellement une largeur différente.
- L'absence de surépaisseur au niveau de la jonction permet de stocker à plat les emballages préassemblés, en formant des piles parfaitement stables, sans que les pattes externes d'un emballage viennent poinçonner, en l'affaiblissant, la face externe d'un autre emballage avec lequel il est en contact dans la pile.
- Les emballages ainsi disposés à plat et non déformés se prêtent parfaitement à une mise en volume mécanisée. Dans le cas où les panneaux ainsi assemblés du ou des flans constituent deux parois contiguës de l'emballage, l'absence de cannelure au niveau de l'arête où sont pliées les bandes de jonction favorise en outre grandement la mise en forme.
- En outre, les essais effectués en France auprès du Laboratoire National d'Essais sur des caisses dites américaines (essai de résistance à la compression dynamique des caisses selon la norme NF H 13001 ; essais de chocs au tambour culbuteur selon la norme NF H 00057) ont montré, de façon inattendue, que les emballages conformes à l'invention ont des performances supérieures à celles des emballages assemblés de façon usuelle.
- Enfin, l'introduction mécanique dans l'emballage des objets à conditionner est notablement facilitée par l'absence de surépaisseur sur les parois internes.
- L'invention apporte donc un nouveau procédé d'assemblage et un nouvel emballage qui présentent des avantages appréciables par rapport à la technique antérieure.
- Les dessins schématiques annexés illustrent la mise en oeuvre du procédé selon l'invention, dans le cas d'un flan de carton ondulé utilisé pour constituer une caisse à rabats. Sur ces dessins :
- La figure 1 illustre le pliage à plat du flan, après élimination, suivant le bord libre des deux panneaux d'extrémité, d'une partie de l'une des couvertures et de la cannelure sous-jacente ;
- Les figures 2 et 3 sont des coupes transversales, à plus grande échelle, des bords des deux panneaux d'extrémité du flan, respectivement avant et après collage sur le panneau contigu ;
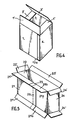
- La figure 4 est une vue en perspective de l'emballage monté dans lequel les bords libres des panneaux assemblés recto-verso forment une arête de l'emballage ;
- La figure 5 est une vue en perspective d'un autre emballage selon l'invention, dans lequel les bords libres des panneaux assemblés recto-verso sont, après montage, disposés dans la partie centrale d'une face de l'emballage ;
- Les figures 6 et 7 sont des vues en coupe transversale des bords de deux panneaux d'extrémité du flan en carton ondulé à double cannelure, respectivement avant et après collage.
- Comme on le voit sur les figures 1 à 3, le flan de carton ondulé double face et à une couche cannelée, dont est issue la caisse américaine représentée, comprend quatre panneaux rectangulaires 1, 2, 3 et 4, attenants deux à deux par une ligne de pliage et munis à leurs extrémités latérales de volets 1ʹ, 2ʹ, 3ʹ et 4ʹ, permettant de fermer la caisse à sa partie inférieure et à sa partie supérieure.
- Les panneaux d'extrémité 1 et 4 du flan ont un bord libre et ce sont ces panneaux que l'on désire assembler avant mise en volume de la caisse.
- Dans ce but, conformément à l'invention, on commence par éliminer, à l'aide d'un outil tranchant, d'un faisceau laser ou d'un moyen analogue, suivant le bord libre des panneaux 1 et 4, une partie de l'une des couvertures du carton ondulé et de la cannelure sous-jacente, à savoir une partie de la couverture 11, destinée à être à l'extérieur de la caisse, pour le panneau 1, et une partie de la couverture 12, destinée à être à l'intérieur de la caisse pour le panneau 4, et la partie de la cannelure 13 située au-dessous des parties de cannelure éliminées. Il ne subsiste ainsi, au niveau du bord libre de chacun des panneaux, qu'une bande de la couverture qui n'a pas été éliminée, à savoir une bande 12ª prolongeant la couverture 12 pour le panneau 4, et une bande 11ª prolongeant la couverture 11 pour le panneau 1.
- Après avoir encollé la face interne de ces bandes et/ou les parties du panneau contigu contre lesquelles elles sont destinées à être collées, il suffit de plier à plat les panneaux 1 et 4 contre les panneaux 3 et 2 auxquels ils sont attenants, pour les amener bord à bord et pour les assembler recto-verso par collage des bandes 11ª et 12ª contre les panneaux contigus.
- On obtient ainsi, comme on le voit sur la figure 3, des panneaux assemblés qui ne présentent pratiquement aucune surépaisseur ni à l'intérieur, ni à l'extérieur de la caisse, que l'on met ensuite en volume de façon usuelle, pour obtenir l'emballage représenté sur la figure 4, dans lequel les bords libres des panneaux 1 et 4 assemblés recto-verso par les bandes 5 et 6 sont disposés, après montage, suivant une arête verticale.
- Ceci n'est toutefois nullement impératif, comme on le voit sur la figure 5.
- La caisse représentée sur cette figure comprend une paroi longitudinale formée d'un unique panneau rectangulaire 23, deux parois transversales 22 et 24, attenantes par une ligne de pliage au panneau 13 et munies de volets respectivement 22ʹ et 24ʹ, et une seconde paroi longitudinale résultant de l'assemblage recto-verso, à l'aide de bandes de couverture 25 et 26, conformément à l'invention, d'un panneau 21, attenant à la paroi 22 par une ligne de pliage, et d'un panneau 21ª attenant à la paroi 24. Bien entendu, les bandes de couvertures 25 et 26 réunissent également dans ce cas les volets 21ʹ et 21ʹª attenants à leur partie supérieure et à la partie inférieure aux panneaux 11 et 11ª.
- Avec référence aux figures 6 et 7, le flan utilisé pour réaliser la caisse est un carton ondulé à double cannelure. Pour assembler les panneaux d'extrémité 30, 32, on commence par éliminer, suivant le bord libre du panneau 30, une bande de la couverture externe 34 et de la couche cannelée sous-jacente 36 destinées à être du côté intérieur de la caisse, puis une bande de couverture médiane 38 et de l'autre couche cannelée sous-jacente 40 de largeur sensiblement moitié de celle de la première bande susmentionnée. Le bord libre du panneau 30 est donc taillé en escalier, le palier 42ª de la couverture 42 étant de même largeur que le palier 38ª de la couverture médiane.
- De même, suivant le bord libre du panneau 32, on élimine une bande de la couverture interne 42 et de la couche cannelée sous-jacente 40, puis une bande de la couverture médiane 38 et de la couche cannelée sous-jacente 36 de largeur sensiblement moitié de celle de la bande précédente enlevée. On forme donc ainsi sur le bord libre du panneau 32 un escalier dont le palier 34ª de la couverture 34 et le palier 38ª sont de même largeur.
- Les bords libres des panneaux sont ensuite imbriqués et collés comme le montre la figure 7. Sur les panneaux assemblés n'apparaît pratiquement aucune surépaisseur. De plus, l'assemblage est beaucoup plus renforcé puisque les panneaux sont collés par les trois couvertures.
- Il va de soi que le même procédé d'assemblage peut être utilisé avec des cartons ondulés ayant plus de deux couches cannelées.
- Ainsi qu'il a été mentionné ci-dessus, les caisses ainsi réalisées se prêtent à un stockage à plat et à une mise en volume mécanisée. Bien entendu, l'invention n'est pas limitée aux seules caisses américaines, mais elle peut s'appliquer à tout type d'emballage dans lequel des parois d'extrémité doivent être jointes l'une à l'autre, et ayant les formes les plus variables telles que parallélépipédique, hexagonale, circulaire, etc.
Claims (7)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8515195 | 1985-10-14 | ||
| FR8515195A FR2588505A1 (fr) | 1985-10-14 | 1985-10-14 | Procede d'assemblage recto-verso, sans surepaisseur, de deux parois ou parties de parois d'un emballage realise a partir d'un flan unique ou de plusieurs flans de carton ondule et emballage realise par ledit procede |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0226481A1 true EP0226481A1 (fr) | 1987-06-24 |
| EP0226481B1 EP0226481B1 (fr) | 1990-02-07 |
Family
ID=9323797
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19860402266 Expired - Lifetime EP0226481B1 (fr) | 1985-10-14 | 1986-10-13 | Procédé d'assemblage recto-verso, sans surépaisseur, de deux parois d'un emballage réalisé à partir de carton ondulé et emballage réalisé |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0226481B1 (fr) |
| DE (1) | DE3668865D1 (fr) |
| ES (1) | ES2013254B3 (fr) |
| FR (1) | FR2588505A1 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1988002306A1 (fr) * | 1986-10-04 | 1988-04-07 | The Langston Machine Company | Appareil a fabriquer des boites en carton |
| GB2240766A (en) * | 1989-01-13 | 1991-08-14 | Pbw Srl | Corrugated-cardboard packaging box and manufacturing method thereof |
| US5215516A (en) * | 1989-04-04 | 1993-06-01 | The Langston Machine Company Limited | Box making apparatus |
| EP0761143A2 (fr) * | 1995-09-08 | 1997-03-12 | Gustav Stabernack GmbH | Support formé à partir d'une pièce découpé en carton |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4793727A (en) * | 1987-05-21 | 1988-12-27 | United Technologies Corporation | Two-step composite joint |
| FR2627129A1 (fr) * | 1988-02-11 | 1989-08-18 | Allard Sarl | Procede d'assemblage de deux panneaux en carton ondule de meme epaisseur |
| US10195836B2 (en) | 2017-01-18 | 2019-02-05 | The Boeing Company | Splices comprising honeycomb cores supported by tie clips and methods of forming thereof |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE99747C (fr) * | 1900-01-01 | |||
| US1430287A (en) * | 1919-12-24 | 1922-09-26 | Charles H Crowell | Container |
| US1845891A (en) * | 1931-02-24 | 1932-02-16 | Cons Paper Company | Carton and method of making same |
| GB384794A (en) * | 1931-07-16 | 1932-12-15 | Diagonal Corrugated Patent Cor | Improvements in cartons and method of making the same |
| GB469866A (en) * | 1935-12-09 | 1937-08-04 | David Weber & Co | Improvements in containers made from corrugated fibre board or the like and in methods of making the same |
| US3145131A (en) * | 1960-05-05 | 1964-08-18 | Dow Chemical Co | Joint for corrugated board |
| US3254827A (en) * | 1963-12-20 | 1966-06-07 | Corning Glass Works | Manufacturer's joint |
| FR2409918A1 (fr) * | 1977-11-25 | 1979-06-22 | Henkel Kgaa | Decoupe d'emballage |
-
1985
- 1985-10-14 FR FR8515195A patent/FR2588505A1/fr active Granted
-
1986
- 1986-10-13 ES ES86402266T patent/ES2013254B3/es not_active Expired - Lifetime
- 1986-10-13 DE DE8686402266T patent/DE3668865D1/de not_active Expired - Fee Related
- 1986-10-13 EP EP19860402266 patent/EP0226481B1/fr not_active Expired - Lifetime
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE99747C (fr) * | 1900-01-01 | |||
| US1430287A (en) * | 1919-12-24 | 1922-09-26 | Charles H Crowell | Container |
| US1845891A (en) * | 1931-02-24 | 1932-02-16 | Cons Paper Company | Carton and method of making same |
| GB384794A (en) * | 1931-07-16 | 1932-12-15 | Diagonal Corrugated Patent Cor | Improvements in cartons and method of making the same |
| GB469866A (en) * | 1935-12-09 | 1937-08-04 | David Weber & Co | Improvements in containers made from corrugated fibre board or the like and in methods of making the same |
| US3145131A (en) * | 1960-05-05 | 1964-08-18 | Dow Chemical Co | Joint for corrugated board |
| US3254827A (en) * | 1963-12-20 | 1966-06-07 | Corning Glass Works | Manufacturer's joint |
| FR2409918A1 (fr) * | 1977-11-25 | 1979-06-22 | Henkel Kgaa | Decoupe d'emballage |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1988002306A1 (fr) * | 1986-10-04 | 1988-04-07 | The Langston Machine Company | Appareil a fabriquer des boites en carton |
| GB2240766A (en) * | 1989-01-13 | 1991-08-14 | Pbw Srl | Corrugated-cardboard packaging box and manufacturing method thereof |
| US5215516A (en) * | 1989-04-04 | 1993-06-01 | The Langston Machine Company Limited | Box making apparatus |
| EP0761143A2 (fr) * | 1995-09-08 | 1997-03-12 | Gustav Stabernack GmbH | Support formé à partir d'une pièce découpé en carton |
| EP0761143A3 (fr) * | 1995-09-08 | 1999-07-07 | Gustav Stabernack GmbH | Support formé à partir d'une pièce découpé en carton |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2588505B1 (fr) | 1994-07-13 |
| EP0226481B1 (fr) | 1990-02-07 |
| FR2588505A1 (fr) | 1987-04-17 |
| ES2013254B3 (es) | 1990-05-01 |
| DE3668865D1 (de) | 1990-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2225162B1 (fr) | Boite d'emballage avec languette de centrage, ensemble de decoupes et procede pour la realisation d'une telle boite | |
| FR2743780A1 (fr) | Ensemble de decoupes, boite, procede et machine pour la fabrication de boite a partir d'un tel ensemble de decoupes | |
| FR2921638A1 (fr) | Ensemble de decoupes,boite et procede pour la fabrication de boite a partir d'un tel ensemble de decoupes | |
| EP0226481B1 (fr) | Procédé d'assemblage recto-verso, sans surépaisseur, de deux parois d'un emballage réalisé à partir de carton ondulé et emballage réalisé | |
| FR2787861A1 (fr) | Profile en u pliable, son procede de fabrication et installation pour la mise en oeuvre du procede | |
| EP0567413A1 (fr) | Emballage à section polygonale en une matière en feuille et flan pour la réalisation d'un tel emballage | |
| EP0904235B1 (fr) | Procede pour la realisation d'un emballage a couvercle emboitable a partir d'un flan | |
| FR2481231A1 (fr) | Emballage a poignee, en carton, carton ondule ou autre materiau en feuille, et flan et ebauche propres a la constitution d'un tel emballage | |
| FR2609965A1 (fr) | Emballage du genre caisse, en particulier caisse a legumes en carton, carton ondule ou autre materiau en feuille | |
| EP3046846A1 (fr) | Flan de matiere en feuille avec languettes de centrage, boite et procede mettant en oeuvre un tel flan | |
| FR2731382A1 (fr) | Procede de fabrication d'un conditionnement en carton ondule comportant des renforts suivant ses aretes verticales, et flan predecoupe et refoule adapte a ce procede | |
| EP2072408B1 (fr) | Flan prédécoupé pour la réalisation d'un élément d'emballage à fond renforcé | |
| WO1979000170A1 (fr) | Procede de fabrication d'un emballage en carton plie et revetu d'une feuille impermeable et emballage obtenu a partir de ce procede | |
| EP0978371B1 (fr) | Procédé de renforcement de parois porteuses d'un conditionnement en carton ondulé et conditionnement obtenu par ce procédé | |
| EP3144236B1 (fr) | Précurseur à plat pour un emballage, procédé et emballage | |
| FR2634456A1 (fr) | Emballage a poignee et flan propre a la constitution d'un tel emballage | |
| EP0668218A1 (fr) | Conteneurs pour le conditionnement d'objets de diverses dimensions | |
| FR2652062A1 (fr) | Emballage a soufflets en carton, carton ondule ou autre materiau en feuille et flan correspondant. | |
| FR2780703A1 (fr) | Contenant en un materiau semi-rigide pour le conditionnement d'objets divers et flan pour sa realisation | |
| FR2773780A1 (fr) | Perfectionnements aux conditionnements en carton ondule dont au moins un element constitutif est double par un rabat | |
| FR2641257A1 (fr) | Boite en carton ou similaire de forme polygonale presentant un rebord de butee pour le couvercle | |
| FR3120857A1 (fr) | Réhausse en carton ondulé | |
| FR2992295A1 (fr) | Flan en carton ondule double face pour emballage cartonne a collage ameliore | |
| WO1993025443A1 (fr) | Boite de section polygonale en une matiere en feuille de carton ondule, a renfort interne, et procede de fabrication d'une telle boite | |
| FR2513968A1 (fr) | Emballage en carton ou similaire pour fruits et legumes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE CH DE ES GB IT LI NL |
|
| 17P | Request for examination filed |
Effective date: 19870615 |
|
| 17Q | First examination report despatched |
Effective date: 19880217 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE ES GB IT LI NL |
|
| REF | Corresponds to: |
Ref document number: 3668865 Country of ref document: DE Date of ref document: 19900315 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19921001 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19921006 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19921015 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19921021 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19921031 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19931013 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF THE APPLICANT RENOUNCES Effective date: 19931014 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19931025 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19931031 Ref country code: CH Effective date: 19931031 Ref country code: BE Effective date: 19931031 |
|
| BERE | Be: lapsed |
Owner name: ALLARD S.A.R.L. Effective date: 19931031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19940501 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19931013 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19950701 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19991007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051013 |