EP0225316A1 - Procédé et dispositif de bobinage de segments cunéiformes pour un enroulement électrique d'un transformateur électrique - Google Patents
Procédé et dispositif de bobinage de segments cunéiformes pour un enroulement électrique d'un transformateur électrique Download PDFInfo
- Publication number
- EP0225316A1 EP0225316A1 EP87200039A EP87200039A EP0225316A1 EP 0225316 A1 EP0225316 A1 EP 0225316A1 EP 87200039 A EP87200039 A EP 87200039A EP 87200039 A EP87200039 A EP 87200039A EP 0225316 A1 EP0225316 A1 EP 0225316A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- winding
- wire
- wedge
- coil
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images











Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0206—Manufacturing of magnetic cores by mechanical means
- H01F41/0213—Manufacturing of magnetic circuits made from strip(s) or ribbon(s)
- H01F41/022—Manufacturing of magnetic circuits made from strip(s) or ribbon(s) by winding the strips or ribbons around a coil
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/32—Insulating of coils, windings, or parts thereof
- H01F27/322—Insulating of coils, windings, or parts thereof the insulation forming channels for circulation of the fluid
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F30/00—Fixed transformers not covered by group H01F19/00
- H01F30/06—Fixed transformers not covered by group H01F19/00 characterised by the structure
- H01F30/16—Toroidal transformers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/077—Deforming the cross section or shape of the winding material while winding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/082—Devices for guiding or positioning the winding material on the former
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/098—Mandrels; Formers
Definitions
- the invention concerns a method and apparatus for winding wedge-shaped coil-segments of an electrical transformer particularly in respect of toroidal transformers in which the coil is wound in substantial part from a continuous conductor.
- an electrical toroidal transformer having a continuously- wound, annular or toroidal core and continuous toroidal low voltage and high voltage windings would provide a transformer of nearly optimum operating efficiency.
- the continuously wound annular or toroidal core would minimize the effective magnetic path length and the parasitic core losses.
- the continuous toroidal electrical windings would optimize the use of an annular or toroidal core by providing the smallest effective electrical coil path length.
- Previously known transformer constructions have not, however, accomplished all of these objectives.
- At least one winding is formed from a pre-insulated continuous wire by:
- each wedge-shaped segment is wound and formed from a continuous wire or conductor.
- the present invention also provides apparatus for forming said winding having a number of wedge-shaped segments on a mandrel, which apparatus is characterised in that a pair of winding forms are spaced apart on the mandrel so as to define a wedge-shaped space therebetween, and in that it further comprises means for winding said wire around said winding mandrel, guide means for feeding said wire onto said winding mandrel between said winding forms as the wire is being wound around said winding mandrel, and bonding means for bonding said wire as wound into said wedge-shaped space between said winding forms, whereby said wire maintains said wedge-shape of said wedge-shaped space after removal from said winding forms.
- FIGS 1 through 41 of the drawings depict various preferred and alternate embodiments of the present invention for purposes of illustration only.
- One skilled in the art will readily recognize from the following discussion that still other alternate embodiments of the structures and methods illustrated herein may be employed without departing from the principles of the invention described herein.
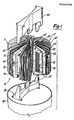
- Figures 1 through 3 illustrate a preferred toroidal electrical transformer 10 including a continuously wound, toroidal or annular core 20 disposed within a core insulation tube 30.
- a low voltage coil or winding 40 surrounds the core insulation tube 30 and is encased by a high/low insulation barrier 50, which. is in turn surrounded by a high voltage coil or winding 60.
- the high voltage winding 60 is preferably made up of two sections 61 and 62, each including a plurality of winding bundles or segments continuously wound from a common wire and connected by loops of said common wire, e.g., twenty 2-1 ⁇ 2% voltage segments in each of said sections. At least the segments of the high voltage winding 60 near the ends of the sections 61 and 62 are preferably separated by inserts 70, around which said loops extend, for purposes of minimizing impulse stresses resulting from any non-linear voltage distribution to which the high voltage winding may be subjected, such as those encountered during high voltage impulses caused, for example, by lightning. Such inserts 70 may in some cases be required between all high voltage winding segments as shown in the drawings, or more than one insert may be required between each segment.
- the inserts 70 are preferably composed of a synthetic material, such as "MYLAR” or “KAPTON” for example, and are retained in place by thermo-formed cuffs 71 which extend circumferentially under the high voltage winding segments as shown in Figure 2.
- the preferred low voltage winding 40 is also made up of two sections 41 and 42, corresponding to the high voltage winding sections 61 and 62.
- Such preferred low voltage coil sections 41 and 42 may each include either a singular winding conductor, bifilar or multifilar parallel conductors in an interleaved configuration, one of such parallel conductors for each voltage winding, as is explained in detail below.
- the high voltage winding sections 61 and 62 and the low voltage winding sections 41 and 42 each extend circumferentially through an arc of approximately 165 degrees on each side of the transformer 10.
- the core insulation tube 30 and the high/low insulation barrier 50 are each formed in two-section pairs 31, 32 and 51, 52, respectively, with each of the sections extending circumferentially through an arc of approximately 165 degrees on each of the two sides of the preferred transformer 10.
- the low voltage coil 40 is preferably disposed within the high voltage coil 60, and the two coils preferably encompass approximately 165 degrees of the circumferential length of the toroidal or annular core 20.
- continuous as used herein in connection with the high voltage winding or coil 60, and the sections 61 and 62 thereof, includes a preferred configuration wherein the wedge-shaped segments and the connecting loops are wound and formed from a single wire or conductor that is continuous over the length of each of the high voltage coil sections 61 or 62, or in other words, over substantially one-half of the toroidal transformer 10.
- continuous also refers to various alternate configurations of the high voltage coil 60, wherein at least each wedge-shaped segment is wound from such a continuous wire or conductor.
- the term “continuous” includes the above-mentioned preferred singular, bifilar or multifilar arrangements, wherein the conductor is continuous over the length of each of the low voltage coil sections 41 or 42, or over the length of each of the interleaved windings for each section, as is described in detail below in connection with Figure 14.
- the low voltage coil is continuous over substantially one-half of the toroidal transformer 10.
- the term “continuous” also includes any of several alternate low voltage coil structures wherein at a minimum the low voltage conductor, whether singular, multifilar, or otherwise, and whether interleaved or not, is continuous over at least three turns thereof.
- continuous includes such core structures wound from a single or multifilar group of ribbon-like strips of continuous core material as well as a successive, serially-connected group of core material strips, wound-in successively to form increasingly large diametric regions of the core 20.
- statoroidal or “annular” as used herein in connection with the high and low voltage coils 60 and 40, respectively, and in connection with the magnetic core 20, refer to the configuration of a torus generated by the revolutions of any of a number of regular or irregular shapes about an external axis.
- the various preferred and alternative structures and configurations of the high and low voltage windings or coils 60 and 40, respectively, and of the magnetic core 20 are described in detail below.
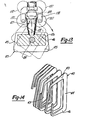
- Figures 4 and 4A represent detail views of the section 31 of a preferred core insulation tube 30. Although the section 31 is shown in Figures 4 and 4A for purposes of illustration, one skilled in the art will appreciate that the section 32 is identical to the section 31.
- the core insulation tube section 31 includes a pair of upper and lower half-sections 33 which are preferably molded from a synthetic material and are identical in configuration but inverted with respect to each other. Thus the four identical half-sections required to form the core insulation tube 30 may all be molded from a single mold.
- the half-sections 33 are preferably molded from a high-strength, glass-filled synthetic material, such as polyester, nylon, or epoxy, for example.
- the half-sections 33 of the core insulation tube 30 each include inner and outer walls 34 and 35, respectively, extending in an axial direction from a base portion 36.
- One or more interlocking protrusions preferably in the form of teeth or tabs 37 protrude axially from the inner wall 34, with a corresponding number of circumferential spaces 38 between adjacent teeth 37.
- the teeth or protrusions 37 and the spaces 38 are oriented such that when the identical upper and lower half-sections 33 are joined together to form the section 31, as shown in Figure 4A, the teeth 37 intermesh to prevent relative circumferential displacement of the inner walls 34 of the upper and lower half-sections 33.
- the teeth 37 have vertical edges oriented along radius lines passing through the center of the transformer 10, thereby providing for a flush, interference-free engagement of the upper and lower teeth 37.
- each inner wall 34 and the teeth 37 is preferably greater than that of the outer leg 35, thereby forming an axial gap 39 around the periphery of the core insulation tube 30 as is illustrated in Figure 4A.
- the purpose of the axial gap 39 will be described in detail below in connection with the core wind-in process illustrated in Figures 29 through 31.
- the teeth 37 are preferably of an axial length or height such that the sections 31 and 32 may be axially collapsed to a height allowing easy insertion into the toroidal opening or arcuate elongated passage formed by the low-voltage coil sections 41 and 42, as will be described below.
- the half-sections 33 may be spread by means of a suitable spreading device such as the wedge-shaped spreader tool 92 shown in Figure 4A, for example.
- a suitable spreading device such as the wedge-shaped spreader tool 92 shown in Figure 4A, for example.
- the spreading of the half-sections 33 after insertion into the low voltage coil section 41 allows the core insulation section 31 to substantially conform to the inside of the low voltage coil section 41 thus providing sufficient space in the arcuate elongated passage for winding in the core 20, as will be described later in this discussion.
- Such spread position may be maintained by providing detents formed on the teeth 37, or by other means known to those skilled in the art.
- FIG. 5 shows the preferred section 51 of the high/low insulation barrier 50, for purposes of illustration.
- section 52 is identical to section 51.
- the section 51 of the high/low insulation barrier 50 includes a pair of upper and lower half-sections 53 and 54, respectively, which like the half-sections 33 of the core insulation tube section 31, may be molded from a suitable reinforced synthetic material.
- the half-sections 53 and 54 must then be compressed axially, thereby allowing for assembly of the high voltage coil segments over the low voltage windings and the core insulation barrier subassembly.
- the particular cross-sectional shapes of the generally toroidal or annular shaped core insulation tube 30 and high/low insulation barrier 50 correspond to the the desired cross-sectional shapes of the toroidal or annular magnetic core 20 and high and low voltage coils 60 and 40, respectively.
- Figure 6 illustrates a broken-away portion of the high/low insulation barrier 50 including a preferred but not necessary internal wall structure of the present invention.
- the wall structure shown in Figure 6 and the related discussion herein are equally applicable to the core insulation tube 30.
- the high/low insulation barrier 50 in Figure 6 includes a number of ridges 95 molded into the internal side of the outer wall 56.
- the ridges 95 may be inclined, spiral, involute, or the like, and form a plurality of cooling fluid branch channels 96 therebetween.
- the ridges 95 are interrupted short of the base portions 57 and thereby form common header channels 97 at the upper and lower peripheries of the outer wall 56.
- the branch channels 96 and the header channels 97 act as conduits for the convective flow of the cooling liquid.
- the configuration of the ridges 95 being inclined or spiral, etc., imparts a convectively induced circulating motion to the cooling fluid flow throughout the inside of the high/low insulation barrier 50, as illustrated by the flow arrows in Figure 6.
- Such circulating motion promotes both cooling of the components and uniform temperature distribution throughout the transformer.
- the corresponding sections of the above-described components are assembled into two preferred transformer half-portions or sections 11 and 12, each extending circumferentially through an arc of approximately 165 degrees as described above.
- the preferred transformer portions 11 and 12 when combined, thus form a substantial portion of a torus made up of two symmetrical halves with a circumferential space of approximately 15 degrees therebetween on each side.
- One of the primary purposes for the above-described construction is to form an arcuate elongated passage for allowing the core 20 to be continuously wound in place in a toroidal or annular configuration as is illustrated in Figures 1 through 3 and described in detail below.
- the transformer assembly is retained in its proper configuration by means of supporting blocks 80 (see Figure 1), which maintain an equal spacing between the half-portions 11 and 12 on both sides of the transformer 10.
- the transformer assembly is then installed in a suitable containment structure such as the tank or housing 85 shown in Figure 1.
- Figure 8 illustrates, in block diagram form, an overview of the major operations involved in the preferred method of manufacturing the toroidal electrical transformer 10. Although for purposes of illustration, the reference numerals in Figure 8 and in the following discussion relate to the transformer half-portion 11, the structure and production methods of the transformer half-portion 12 are preferably identical to those of the transformer half-portion 11.
- the low voltage coil section 41 is preferably wound from continuous conductor stock with each turn being formed into a wedge shape to provide the toroidal or annular configuration. Preferably, each turn is formed with a generally constant cross-sectional area throughout. The formed coil is then coated with insulation, and the insulation is cured to finish the coil section 41.
- the above low voltage coil producing steps are described in detail below in connection with Figures 9 through 16 of the drawings.
- the low voltage coil 41 is then positioned onto the exterior of the pre-assembled core insulation barrier 31 and encased within the upper and lower halves of the high/low insulation barrier section 51 as is shown schematically in Figure 7.
- the sub-assembly is then ready for addition of the high voltage coil section 61.
- the high voltage coil section 61 is preferably wound from a continuous wire and formed into a number of wedge-shaped bundles or segments. The segments are then compressed, and the individual turns of wire in each segment are bonded together to form a tightly wound continuous coil with a greater number of turns of the wire per unit cross-sectional area of the coil than existed before the segments were compressed. Such increase in the number of turns per unit cross-sectional area of the coil maximizes the use of the volume of the toroidal or annular space and thereby increases the efficiency of the transformer.
- the inserts 70 are located at each end of the high voltage coil section 61 and between adjacent segments with the cuffs 71 extending into the toroidal openings in the segments.
- the high voltage coil section 61 and the inserts 70 are then positioned onto the exterior of the high/low insulation barrier section 51 to complete the operation of forming the half-portion 11 prior to the winding in of the core 20.
- the core material which is of a relatively thin, ribbon-like configuration, is preferably pre-wound into a tight coil and automatically severed at a prescribed length determined by the size of the transformer being produced.
- the coil is then restrained and annealed to relieve its internal stresses, as is illustrated in Figures 25 and 26.
- the resultant structure is a pre-wound, coil-shaped core 20 which is ready for winding into the above-described transformer half-portions 11 and 12.
- the remaining steps in the production process include forming and installing a core sleeve from a blank of core material, if deemed to be necessary for the particular core material being used ( Figures 27 and 28); the winding of the pre-formed, pre-annealed core 20 i---to the arcuate elongated passage through the interdisposed high and low voltage coils 60 and 40, respectively, ( Figures 29 through 31); and the finished assembly steps of installing the supporting blocks, electrically connecting the respective sections of the low voltage coil 40 and the high voltage coil 60, and mounting the assembly in a suitable housing structure (see Figure 1).
- Figures 9 through 13 illustrate a preferred winding and forming apparatus 120 for fabricating the low voltage coil sections 41 and 42, which may be composed of suitable conductor material such as aluminum or copper.
- the preferred aluminum coil may be fabricated from preshaped EC grade conductor stock of the redraw type or from other suitable conductor stock known to those skilled in the art.
- the coil feedstock 121 which may be round, square, or other desirable cross-section, is fed from a reel 122 onto a forming mandrel 123 having a cross-sectional shape corresponding to the desired cross-sectional shape of the toroidal low voltage coil 40.
- the forming mandrel 123 which is secured to a rotating shaft 124, includes a forming die plate 125 and an axially-projecting shoulder portion 126 for receiving the feedstock 121.
- the feedstock 121 is engaged and pressed into the desired cross-sectional . shape by means of a conical pressure roller 127 and a vertically reciprocating cylindrical pressure roller 128, which cooperate with the forming mandrel 123 to forcibly deform the feedstock 121 into the desired shape as the shaft 124 rotates.
- a conical backing roller 129 provides a counteracting force against the opposite side of the forming mandrel 123 to balance the force exerted by the conical pressure roller 127, thereby providing the lateral stability required for the forming operation.
- a guide 131 directs the formed coil onto a storage mandrel 132 that rotates in unison with the forming mandrel 123, thereby producing a continuously wourd coil configuration which is wound around the storage mandrel 132 as the process continues.
- the cylindrical roller 128 is free-floating between the conical pressure roller 127 and the conical backing roller 129 in the preferred embodiment and is supported vertically by a pair of cylindrical back-up rollers 137.
- the cylindrical back-up rollers 137 are rotatably attached to the yoke member 138.
- a pressure piston which may be a pneumatic or hydraulic device, urges the cylindrical back-up rollers 137 against the cylindrical roller 128, which in turn forcibly engages the conductor feedstock 121 during the forming operation.
- the use of the two spaced-apart cylindrical back-up rollers 137 provides clearance for the conical rollers 127 and 129 as the cylindrical roller 128 oscillates in engagement with the forming mandrel 123 and the conductor feedstock 1 21.
- the sides of the cylindrical roller 128 are slightly concave, thereby limiting the contact with the conical rollers to only the rim portion of the cylindrical roller 128 in order to minimize scuffing and wear resulting from differences in the surface speed of the rollers.
- a single cylindrical roller (not shown) may be rotatably supported by a yoke member and may be sized large enough to avoid interference between its axis and the conical rollers 127 .and 129. Such a single cylindrical roller would also have concave sides to minimize scuffing and friction therebetween. In such an arrangement, however,- the cylindrical roller would have to be reciprocable laterally so as to maintain its pressure point between the lines of contact of the conical rollers.
- Figures 11, 12, and 13 illustrate schematically the relationship of the forming components during various stages of rotation cf the forming mandrel 123
- Figure 14 shows a number of wedge-shaped interleaved turns of the formed low voltage coil 40 as discussed in detail below.
- an inner leg 44 of the low voltage coil 40 is being formed.
- the inner leg 44 is wide in the radial direction and thin in the circumferential direction, said directions being relative to the toroidal or electrical transformer 10.
- the cylindrical roller 128 is in following engagement with the edge 130 of the forming die plate 125 of the forming mandrel 123.
- the axial thickness of the forming die plate 125 is large compared to the overall thickness of the forming mandrel 123 thereby forming a thin cavity in which the conductor feedstock 121 is forced.
- the feedstock 121 is forcibly compressed and deformed into a generally quadrilateral space having a high height-to-width aspect ratio, thereby forming the inner leg 44 of the low voltage coil 40.
- the forming mandrel 123 has rotated 180 degrees from the position shown in Figure 11 in order to form an outer leg 43 of the low voltage coil 40.
- the preferred outer leg 43 is generally quadrilateral in cross-section, with a low height-to-width aspect ratio. Accordingly, in Figure 12, the thickness of the forming die plate 125 is thin compared to the overall thickness of the forming mandrel 123, thereby forming a thicker cavity into which the conductor feedstock 121 is forced.
- the cylindrical roller 128 raises and lowers in following engagement with the corners of the forming mandrel 124. Also, the radial excursion of the die forming plate 125 increases to form the wedge-shaped upper portion 45 and, subsequent to forming the inner portion 44, decreases to form the wedge-shaped lower portion 46.
- the preferred low voltage coil 40 two lengths of coil formed as described above are intertwined or interleaved into a generally double-spiral, or double-helix, configuration as is illustrated in Figure 14 to form one of the coil sections 41 or 42.
- Each of such coil lengths in the low voltage coil section 41 is connected in series to a corresponding coil length in the low voltage coil section 42 upon final assembly of the toroidal transformer 10.
- Each of such lengths is designed for.one-fourth of the total low voltage.
- each of the resultant sections 41 and 42 of low voltage coil 40 when connected as described above, comprises two parallel toroidal coil lengths, interleaved in a double-helix configuration, each of said sections 41 and 42 being designed to carry one-half of the total low voltage value of the transformer.
- One end of each of such parallel coil lengths is connected to one of two low voltage transformer terminals, and the opposite end of each coil length is connected together to the common neutral terminal of the transformer. This connection facilitates a low voltage electrical output (or input), with one half of such voltage being above neutral and one-half below neutral for ease of single-phase multivoltage wiring.
- the low voltage coil 40 were to be fabricated in a non-interleaved configuration, with only a single half-voltage coil length in each coil section 41 or 42, and with all of the high voltage coil segments of the entire high voltage coil 60 being connected in series, an application of a half-voltage load (e.g., 120 volts) to one of such low voltage coil sections 41 or 42 would result in an excessively high circuit impedance. This is because one-half of the series-connected high voltage coil 60 would be dimensionally far removed from the low voltage coil section being used.
- a half-voltage load e.g. 120 volts
- a balanced ampere-turn relationship may be obtained by winding the high voltage coil 60 into two full voltage (e.g., 7200 volts per each coil section 61 or 62) and then simply connecting the coil sections 61 and 62 in parallel, thus obtaining good inductive coupling between each high voltage coil section 61 or 62 and its associated non-interleaved low voltage coil section 41 or 42.
- one of the transformer sections 11 or 12 would provide transformation of one-half the output voltage (e.g. 120 volts) one side of neutral, with the other transformer section providing equal transformation on the opposite side of neutral.
- FIGs 15 and 16 illustrate alternative or optional methods of applying insulation to the formed low voltage coil windings either before or after interleaving.
- a tank 140 contains a liquid insulation coating material 142, into which the coils are dipped and passed by means of a conveyer wire 144 with a series of hanger-type clamps 146 for retaining the formed coils. After the formed coils are dipped in the coating material 142, they are conveyed through a drying and curing apparatus 148 for solidifying the insulation.
- An insulation material recovery system, indicated generally by reference numeral 150 may be employed, if desired, to recycle insulation material vapors from the curing apparatus 148 to the tank 140.
- an alternate powdered insulation material is electrostatically applied to the formed coils in an electrostatic spray bath 152. After application of the powdered insulation, the formed coils are cured in a curing oven 154.
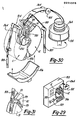
- Figures 17 through 24 illustrate a preferred apparatus and method for winding the high voltage coil 60 with a number of wedge-shaped segments preferably being formed and wound from a continuous wire.
- Figure 17 shows an overall view of a preferred winding apparatus 170, which includes a winding and pressing assembly 172, a rotatable storage mandrel 174, and a wire guide assembly 176 adapted for feeding and guiding a continuous wire 178 into the winding apparatus 170.
- the preferred wire 178 is coated with an insulation material composed of a combination of a fully cured dielectric coating overcoated with a so-called "B" stage semi-cured thermosetting adhesive coating that is dry to the touch.
- the adhesive coating serves to bond the turns together and to enhance the insulating qualities of the insulation,combination.
- Such insulation material as well as other similar materials are known to those skilled in the art.
- the winding and pressing assembly 172 includes an integral winding form 180 and upper and lower portions 182 and 184, respectively of a split winding form 186.
- the integral and split winding forms 180 and 186, respectively, are operatively connected to a winding mandrel 188, which rotates in unison with the rotatable storage mandrel 174.
- the upper and lower portions 182 and 184, respectively, of the split winding form 186 are movable into and out of interlocking engagement with a pair of cavities 190, formed by the winding mandrel 188 and the storage mandrel 174, by means of upper and lower carriers 192 and 194, respectively.
- the upper.and. lower carriers 192 and 194 are operated by a pair of hydraulic or pneumatic cylinders 196, or alternatively by any other suitable mechanical or electrical motion imparting operator known in the art.
- Each of the carriers 192 and 194 includes at least a pair of retaining devices 198 for selectively retaining or releasing the upper and lower portions 182 and 184 of the split winding form 186.
- the preferred retaining devices 198 each include a slidable armature 200 which extends to engage, or retracts to release, one of the retaining apertures 202 on each of the upper and lower form portions 182 and 184.
- the armatures 200 may be actuated by any suitable means such as an electric solenoid device, or by a hydraulic or pneumatic cylinder, for example.
- the preferred upper and lower form portions 182 and 184 also include a pair of locking apertures 204 adapted to receive a pair of locking pins 206 which are extendible from the storage mandrel 174 to retain the upper and lower forms portions 182 and 184 in position in the cavities 190.
- the above-described upper and lower carriers 192 and 194 thus operate to move the upper and lower form portions 182 and 184 into position in the cavities 190 under the force of the cylinders 196, where they are retained by the locking pins 206 and released by the armatures 200, at which point the upper and lower carriers 192 and 194 are retracted as shown in Figure 19.
- the wire guide assembly 176 which may be best seen in Figures 18 through 21, includes vertical feed rollers 212, horizontal feed rollers 214, and a set of guide rollers 216 rotatably mounted on a guide arm 218 which is pivotally secured to a shaft 220.
- the guide rollers 216 automatically oscillate in a lateral direction to direct the wire 178 onto the winding mandrel 188 in a generally uniform pattern, as shown in Figure 20, thereby minimizing the gaps between wire turns and efficiently using the allotted space for each coil segment.
- an insulation piercer 226 located near the feed rollers 212 makes a small cut in the insulation, thereby exposing the bare conductor. The winding then continues until the exposed portion of the wire is indexed in a position where it can be contacted by an electrode 227 after the wire segment 222 is compressed as is described below.
- the electrode 227 is located on the winding mandrel 188 (see Figures 18 and 23), and its purpose is explained below.
- the guide arm 218 and the guide rollers 216 pivot to the position shown in Figure 21 to form the continuous loop portion 221 (see Figure 18), with the above-described exposed portion therein, between each of the coil segments 222 and to allow for the compressing and bonding of the wire in the segments 222.
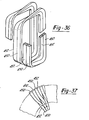
- Figures 21 through 23 illustrate the preferred apparatus and method for the pressing and bonding of the wire turns of each coil segment 222.
- a pair of rams 230 extend to forcibly decrease the spacing between the.integral winding form 180 and the split winding form 186 from a distance d l , to a distance d 21 as indicated in Figure 21, thereby forcibly compressing the turns of the coil segment 222.
- Such compression of the coil segment 222 further minimizes the space or gaps between the individual turns of wire and thereby maximizes the use of the space around the toroidal transformer 10.
- the integral winding form 180 and the split winding form 186 are preferably hinged, as indicated by reference numeral 187, so as to overcompress the wider outboard leg of the coil segment 222.
- Such hinged arrangement on the winding forms 180 and 186 thereby form sides on the coil winding segment 227 that are parallel both to each other and to a radial center-line through said segment.
- the facing surfaces of the winding forms 180 and 186 may be biplanar with the portions adjacent the outer leg of the coil segment 222 being parallel, thus eliminating the need for the hinges 187 while accomplishing nearly the same result.
- the exposed portion of the wire 178 is engaged by the electrode 227 located on the winding mandrel 188, as is shown in Figure 23.
- Another electrode 229 makes contact with the previously pierced and exposed portion of the wire 178 in the loop portion 221 on the other side of the coil segment 222.
- the winding apparatus 170 then briefly applies a high frequency voltage through the coil segment 222 which quickly heats the periphery of the wire 178 to a temperature of approximately 175°C and causes the thermo-setting adhesive insulation to bond to itself.
- the interior of the wire acts as a heat sink after the voltage is removed.
- the coil segment 222 cools quickly and as a result is wound, compressed and bonded into its final wedge-shaped configuration.
- a high current (D.C. or low frequency A.C.) may be imposed across the coil segment 222, causing an essentially uniform temperature elevation of conductor which in turn causes the surface adhesive coating to flow and bond.
- D.C. or low frequency A.C. may be imposed across the coil segment 222, causing an essentially uniform temperature elevation of conductor which in turn causes the surface adhesive coating to flow and bond.
- the upper and lower carriers 192 and 194 then engage the upper and lower form portions 182 and 184, the locking pins 206 retract, and the armatures 200 extend, as shown in Figure 22, thereby allowing the form portions 182 and 184 to be moved away from the winding mandrel 188.
- the rams 230 extend even further to push the winding form 180 and the coil segment 222 onto the storage mandrel 174.
- the winding form 180 is retracted and the winding of the coil segments from the continuous wire 178 continues as described above until the required number of segments have been formed to make up a complete high voltage coil section 61 or 62, at which time the continuous wire 178 is automatically severed.
- the previously pierced portions of the loop portions 221 are covered with pieces of insulation, if necessary, upon final assembly.
- Figures 25 and 26 illustrate the fabrication and annealing of the core 20, which may be performed independently of the above-described operations.
- the ribbon-shaped stock core material 260 is fed into a core forming apparatus 262, including tension rollers 263 which tightly wind the core material 260 onto a spindle 266, thereby forming a core coil 264, preferably in the size and shape of the finally wound-in core 20 in Figure 1.
- a stack gauge or sensing mechanism 268 causes the winding mechanism to stop and a cutting blade (not shown) to automatically sever the core material 260.
- the core coil 264 is then secured by a steel bonding strap or by spot welding the finished end to the remainder of the coil to maintain its shape and annealed in an annealing oven 270, as shown schematically in Figure 26, to relieve the internal stresses resulting from the winding operation.
- the core winding step may not be necessary.
- the amorphous steel may be wound in place directly into the core insulation tube 30 and annealed in place while a magnetic field is simultaneously being applied by the energized windings, thereby obtaining the optimum magnetic performance due to the core being annealed to its operating position.
- the annealing temperature of amorphous steel is relatively low (approximately 350°C), the insulation on the electrical coils would have to be selected so that it would be capable of withstanding such temperatures for a short time.
- the major components are each fabricated as described above and then assembled into two transformer sections 11 and 12 (see Figure 1), which are joined by means of a core sleeve 280 as is illustrated in Figures 27 and 2Q,
- the use of a core sleeve 280 will generally be required for magnetic cores fabricated from the typically thin amorphous metals, but may not be required for the thicker conventional silicon steel core material (typically 9 mils to 12 mils in thickness) as described below.
- the core sleeve 280 is formed from a strip of core material with one or more protrusions or tabs 282 cut or lanced and bent outwardly from one end thereof.
- the core sleeve 280 may be slightly thicker than that used for winding the core 20 in order to provide added stability during the wind-in process.
- the core sleeve 280 is inserted into the arcuate elongated passage or tunnel in the core insulation tube 30, as shown in Figure 27.
- the ends 284 and 286 are then fixed to each other, with the tabs 282 left in their outwardly-protruding positions, preferably by resistance spot welding as shown in Figure 28.
- the end 286 preferably overlaps the end 284, as shown in Figure 28, so as to form a backward- facing step 292 relative to the direction of rotation of the core sleeve 280 during core wind-in, as indicated by direction arrow 288.
- the provision of the backward- facing step 292 helps to minimize the friction and hang-up between the core sleeve 280 and the core insulation tube sections 31 and 32.
- the core sleeve 280 acts as a bushing or bearing which is freely rotatable about the inner walls of the core insulation tube sections 31 and 32.
- the use of a core sleeve 280 is preferred, at least for amorphous metal core materials, in order to allow the core material to be seated against the tabs 282, and to minimize the possibility of the core material snagging or becoming hung-up on the core insulation tube 30, during the core wind-in operation described below.
- the core sleeve 280 helps to keep the transformer sections axially aligned prior to and during the wind-in operation.
- a suitable carrier (not shown) may also by used when transporting the core-less sub-assembly to be sure that the sections 11 and 12 are maintained in their proper relative positions.
- a pair of transformer section handling clamp-type structures such as those indicated by reference numeral 290 in Figure 27, may also be used for ease in handling the sub-assembly both before, during and after installation of the core sleeve 280.
- a core sleeve 280 may not be necessary for cores fabricated from the thicker conventional silicon steel.
- a tang 281 is formed on the initial end of the core material.
- the tang 281 is adapted to be received in a slot 283 formed in the core material at a distance from the initial end substantially equal to the circumference of the inner wall of the core insulation tube 30.
- the tang 281 is secured in the slot 283 to form an integral core "sleeve", and the wind-in process continues essentially as described below.
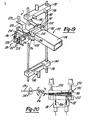
- FIGS. 29 through 31 illustrate the preferred apparatus and method for winding the previously annealed core material 264 into the window or tunnel of the core insulation tube 30.
- a preferred wind-in apparatus 310 generally includes a core material support assembly 312 having a rotating table 314 for rotating the core material 264 during wind-in, a support roller or pulley 315 for supporting the core material 264, a coil support fixture 316 for aligning and supporting the transformer sections 11 and 12, a driven endless drive belt 318 (with a disconnectable joint 320) for supporting and winding in the core material 264, and a belt-tensioning mechanism 322 for automatically maintaining proper tension on the endless drive belt 318 during the wind-in operation.
- the belt-tensioning mechanism 322 may comprise a pneumatic or hydraulic cylinder, for example, with an idler roller or sheave on the outer end of its piston rod for engaging the endless drive belt 318 as shown in Figure 29.
- the pre-assembled coreless transformer sections 11 and 12., with the core sleeve 280 in place, are positioned on the preferred wind-in apparatus 310 with their axis oriented horizontally. Such horizontal axis orientation is preferred so that the endless drive belt 318 may support the weight of the core 20 as it is being wound, thereby aiding in the maintaining of tension on the endless drive belt 318 and in the centering of the core 20 with the transformer sections 11 and 12.
- the weight of the transformer sections 11 and 12 is preferably supported by the coil support fixture 316.
- Various automatic controls known to those skilled in the art are also provided for the various functions described herein.
- the.transformer sections 11 and 12 each extend circumferentially through an arc preferably of approximately 165 degrees, thereby forming a circumferential gap of approximately 15 degrees on each side of the completed toroidal transformer 10.
- the transformer sections 11 and 12, with the core sleeve 280 in place are positioned on the coil support fixture 316, they may be rotated slightly such that the upper gap 324 forms an angle of approximately 25 degrees and the lower gap 326 forms an angle of approximately 5 degrees, thereby allowing sufficient clearance to feed the core material 264 through the upper gap 324 and wind it in place within the core insulation tube 30, thereby forming the annular magnetic core 20.
- the end of the core material 264 is inserted through the upper gap 324 and restrained by the tabs 282 of the core sleeve 280 (see Figures 27 and 28).
- the core material 264 is pre-wound and pre-annealed into a configuration substantially identical to that of the finished core 20. Accordingly, the core material 264 is fed into and wound in place within the core insulation tube 30 from the inside, or inner diameter, of the pre-wound, pre-annealed core coil.
- the finished preferred core 20 is a continuous, tightly wound, substantially stress-free structure, with virtually no air gaps, thereby maximizing the magnetic flux flow of the core 20 and the efficiency of the toroidal electrical transformer 10.
- the endless belt 318 is fed through the upper gap 324 such that it partially surrounds and engages both the core sleeve 280 and the end portion of the core material 264 as is shown in Figure 30.
- the endless drive belt 318 may then be reconnected at the joint 320, and the belt-tensioning mechanism 322 may be activated, thereby tensioning the endless drive belt 318 and preparing the apparatus for the wind-in operation.
- the rotating table 314 beings to rotate at a speed that is automatically synchronized with the movement of the endless drive belt 318, which drivingly feeds and winds the core material 264 through the upper gap 324 and around the core sleeve 280.
- a pair of spring loaded conical rollers 330 are preferably provided on opposite sides of the upper gap 324 and apply a light force on the edges of the core material 264 to keep the layers properly aligned during winding.
- the conical rollers 330 may be driven, if desired, in order to assist the endless drive belt 318 in winding the core material 264.
- a conical shape for such rollers is preferred for purposes of matching their surface speed along the line of contact with the core material 264 with the increasing speed of the core material 264 as the core is rotated during winding.
- the belt-tensioning mechanism 322 automatically adjusts to allow for the increased core diameter and to maintain the proper level of belt tension. The process continues until the core 20 is complete, at which time the endless belt 318 leaves the core insulation tube 30 through the gap 39 between the outer wall portions thereof, as shown in Figure 31.
- the provision of the gap 39 thus allows the core insulation tube 30 to be completely filled with the core material 264 without leaving an unusable annular space for the endless drive belt 318 around the periphery of the core 20.
- the gap 39 may be filled with an insulative transformer cooling fluid, thus achieving dielectric insulation sufficient to withstand voltage stresses between the core and the low voltage windings.
- the transformer sections or half-portions 11 and 12 are rotated back to their original positions with equal circumferential gaps of approximately 15 degrees on each side.
- the corresponding ends of both the low voltage coil sections 41 and 42 and the high voltage sections 61 and 62 are connected together or fitted with external connector devices as required for the desired application of the transformer.
- the upper and lower portions of the supporting blocks 80, shown in Figure 1 are inserted into the 15 degree circumference gaps and are secured together by suitable fastening means known to those skilled in the art.
- the assembly is then ready for mounting in a housing or containment structure, such as that indicated by reference numeral 85 in Figure 1, and for evacuating and charging with transformer cooling fluid, which is typically an electrical grade insulation oil.
- the present invention provides for an electrical transformer, which is suitable for either step-down or step-up applications, and which employs continuously wound high and low voltage coils as well-as a continuous magnetic-core, all of which are arranged in a toroidal or annular configuration.
- the toroidal electrical transformer according to the present invention provides for maximum efficiency and optimum use of space, thereby representing a great stride in the advancement of transformer technology.
- the disclosed method and structure for the continuously wound-in core of the present invention allows the greatest use of the efficiency gains to be derived from the use of the thin-gauge amorphous metal core materials rather than the traditional grain-oriented material.
- Figures 32 through 35 illustrate an alternate method and apparatus for forming the low voltage coil sections 41 and 42.
- the conductor feedstock 121 is fed from the reel 122 by means of a pair of tension rollers 410 onto a rotating mandrel 412, driven by a motor 414.
- a cut-off mechanism 416 automatically severs the feedstock 121.
- the length of coiled feedstock is then conveyed to the forming press 420 shown in Figures 33 and 34.
- the coil length is slipped onto a support mandrel 422 and retained by a bearing plate 423.
- the support mandrel 422 is then moved into a position such that each of the turns 424 of the coil length is between a pair of tapered press forms 424.
- An upper press plate 426 is then forcibly urged downward, as viewed in Figure 34, to compress the turns 424 of the coil length into the same wedge-shaped configuration as is discussed above in connection with the preferred low voltage coil forming apparatus.
- the winding apparatus 430 includes a rotatable head 432 which is movable upwardly and downwardly on a support post 434.
- the upper coil length 436 is attached to the rotatable head 432 and is turned as it is moved downwardly to interleave the upper coil length 436 with the lower coil length 438 which is fixed to a stationary base plate 440.
- Figures 36 and 37 illustrate still another alternate low voltage coil structure and a method of forming such a coil.
- the structures and method shown in Figures 36 and 37 are especially well-suited for winding the low voltage coil from pre-insulated conductor because of the limited forming required by such method.
- a pair of parallel bifilar conductors 450 and 452 are wound together.
- Each of the conductors 450 and 452 has a generally rectangular, or possibly square, cross-section and are preferably copper thereby reducing electrical losses and more efficiently using the available space because of the smaller cross-section. It should be noted, however, that it may be desirable for each of the conductors 450 and 452 to be of a different cross-section, one of a square and one of a non-square rectangular cross-section, or each of different rectangular dimensions, for example.
- the bifilar conductors 450 and 452 are wound in a manner so as to lie one inboard of the other in a radial direction, relative to the toroidal transformer, on the inner legs of the low voltage coil. As they are wound, however, the conductors 450 and 452 are turned or rotated 90 degrees in the upper radial portion so as to lie side-by-side in the circumferential direction, relative to the toroidal transformer, on the outer legs. On the lower radial portion, the conductors 450 and 452 are then turned or rotated 90 degrees in the opposite direction, thus returning to their original orientation (one inboard of the other) on the inner legs of the coil.
- Such a construction as shown in Figures 36 and 37, thereby approximates the wedge-shaped configuration of each turn of the above-discussed preferred low voltage coil 40, without the necessity of the substantial forming operations which would tend to damage the pre-insulated conductor.
- a construction may be desirable in applications where such efficient space utilization is not critical. However, through modest forming in conjunction with the turning described above, efficient use of space may be improved.
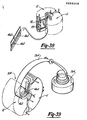
- Figures 38 and 39 illustrate an alternative core wind-in method, employing an alternate core sleeve 460 which includes a plurality of gear teeth 462, preferably stamped or forged therein such that the overall thickness of the core sleeve 460 is not substantially increased over that of its parent material.
- the thickness of core sleeve 460 is preferably greater than that of the core material 264 in order to provide stability during the core wind-in process.
- the alternate core sleeve 460 preferably remains in place in the core insulation tube 30 after completion of the core 20.
- an end of the core material 264 is attached to the core sleeve 460.
- Such attachment may be made in any of a number of ways, such as by spot welding the end of the core material 20 to the outer surface of the core sleeve 460 or by way of lanced tabs thereon similar to the protrusions or tabs 282 shown in Figures 27 and 2e.
- a pinion gear 464 is positioned in the circumferential space or gap 324 between the transformer sections 11 and 12 and drivingly rotated so as to rotate the core sleeve 460 and wind-in the core material 264 in lieu of the endless drive belt 318 of the preferred apparatus shown in Figures.29 and 31 and discussed above.
- Figures 40 and 41 illustrate still another alternate method and apparatus for winding in the core 20, which is perhaps less desirable for use with the thin-gauge amorphous metal core materials than it is for use with the heavier and thicker, grain-ori- ⁇ ented metal materials.
- the inner end of the previously wound and annealed core material 264 is fed through a pair of tensioning rollers 480 and pulled by a drive roller.482 and a spring-loaded back-up roller 483 until a complete loop is formed around the inner walls of the core insulation tube sections 31 and 32.
- a tack weld is made to secure such inner loop to the remainder of the incoming core material 264, and the wind-in process continues until the entire core 20 is formed.
- the inner end of the core material 264 may be secured to a core sleeve 280 as is described above in connection with the preferred wind-in method.
- the core material 264 is supported and rotated on a rotating table 314, similar to that described above, and a pair of conical support rollers 490 are disposed in the gaps between the transformer sections 11 and 12 for vertically supporting the core material 264 during the wind-in process.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Coils Of Transformers For General Uses (AREA)
- Coils Or Transformers For Communication (AREA)
- Insulating Of Coils (AREA)
- Transformers For Measuring Instruments (AREA)
- Organic Insulating Materials (AREA)
- Liquid Crystal Substances (AREA)
- Apparatus For Making Beverages (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US33735682A | 1982-01-06 | 1982-01-06 | |
| US337356 | 1982-01-06 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83300004.5 Division | 1983-01-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0225316A1 true EP0225316A1 (fr) | 1987-06-10 |
Family
ID=23320236
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83300004A Expired EP0083567B1 (fr) | 1982-01-06 | 1983-01-04 | Transformateur électrique torique et procédé de fabrication de celui-ci |
| EP87200039A Withdrawn EP0225316A1 (fr) | 1982-01-06 | 1983-01-04 | Procédé et dispositif de bobinage de segments cunéiformes pour un enroulement électrique d'un transformateur électrique |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83300004A Expired EP0083567B1 (fr) | 1982-01-06 | 1983-01-04 | Transformateur électrique torique et procédé de fabrication de celui-ci |
Country Status (10)
| Country | Link |
|---|---|
| EP (2) | EP0083567B1 (fr) |
| JP (1) | JPS58123708A (fr) |
| AT (1) | ATE35192T1 (fr) |
| AU (1) | AU561815B2 (fr) |
| BR (1) | BR8300033A (fr) |
| CA (1) | CA1192281A (fr) |
| DE (1) | DE3377094D1 (fr) |
| DK (1) | DK1583A (fr) |
| IT (1) | IT8347518A0 (fr) |
| MX (1) | MX152825A (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1992010844A1 (fr) * | 1990-12-14 | 1992-06-25 | Siemens Aktiengesellschaft | Solenoide hermetique resistant aux pressions elevees, et procede |
| EP0540958A1 (fr) * | 1991-11-02 | 1993-05-12 | Asea Brown Boveri Ag | Inductance toroidale |
| EP3385965A1 (fr) * | 2017-04-06 | 2018-10-10 | Schneider Electric Industries SAS | Tête de bobinage pour une machine de bobinage toroïdal, machine de bobinage toroïdal comprenant une telle tête de bobinage et procédé |
| CN108847331A (zh) * | 2018-07-02 | 2018-11-20 | 河南森源电气股份有限公司 | 一种变压器及线圈组件 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1211169A (fr) * | 1984-04-03 | 1986-09-09 | Nicolai Alexandrov | Transformateur de distribution a circuit magnetique enroule |
| FR2566170A1 (fr) * | 1984-06-15 | 1985-12-20 | Interaction Sa | Transformateur |
| GB2165706B (en) * | 1984-10-12 | 1987-09-09 | Dayle Rigby Smith | Alternating current sensor assembly and method of making same |
| CN1009231B (zh) * | 1984-10-17 | 1990-08-15 | 库曼公司 | 改进的环形变压器及其制造设备和方法 |
| US4665952A (en) * | 1984-10-17 | 1987-05-19 | Kuhlman Corporation | Apparatus and method for fabricating a low voltage winding for a toroidal transformer |
| KR860006852A (ko) * | 1985-02-06 | 1986-09-15 | 둘루데 도날드 오 | 토로이달 트랜스포머용 과도전압 보호장치 및 방법 |
| MX161871A (es) * | 1985-02-06 | 1991-02-07 | Kuhlman Corp | Mejoras a maquina electromecanica para fabricar el embobinado de bajo voltaje para un transformador toroidal |
| US4875277A (en) * | 1986-09-12 | 1989-10-24 | Kuhlman Corporation | Formed metal core blocking method |
| US4833436A (en) * | 1986-09-12 | 1989-05-23 | Kuhlman Corporation | Formed metal core blocking |
| GB2197544A (en) * | 1986-11-18 | 1988-05-18 | Frank Charles Mose | Toroidal transformers |
| US5036580A (en) * | 1990-03-14 | 1991-08-06 | E. I. Du Pont De Nemours And Company | Process for manufacturing a polymeric encapsulated transformer |
| NL9002753A (nl) * | 1990-12-14 | 1992-07-01 | Philips Nv | Inductieve inrichting met een ringvormige kern. |
| DE19636073C1 (de) * | 1996-09-05 | 1998-02-05 | Vacuumschmelze Gmbh | Verfahren und Vorrichtung zur Herstellung eines induktiven Bauelementes |
| US6256865B1 (en) * | 1999-06-07 | 2001-07-10 | General Electric Company | Continuous winding process and apparatus for electrical transformers |
| GB2380615A (en) * | 2001-07-31 | 2003-04-09 | Flight Refueling Ltd | Installing toroidal magnetic couplings |
| US7154368B2 (en) * | 2003-10-15 | 2006-12-26 | Actown Electricoil, Inc. | Magnetic core winding method, apparatus, and product produced therefrom |
| US10286190B2 (en) | 2013-12-11 | 2019-05-14 | Cook Medical Technologies Llc | Balloon catheter with dynamic vessel engaging member |
| CN115132461A (zh) * | 2022-07-29 | 2022-09-30 | 广州中车骏发电气有限公司 | 一种线圈及装配方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE221001C (fr) * | ||||
| GB191119116A (en) * | 1911-04-11 | 1912-04-11 | William Edward Lake | Improvements in and relating to the Manufacture of Electrical Coils. |
| DE479292C (de) * | 1925-12-03 | 1929-07-15 | Aeg | Verfahren zur Herstellung von Induktionsspulen, vorwiegend fuer Fernsprechzwecke |
| GB989544A (en) * | 1962-02-08 | 1965-04-22 | Reyrolle A & Co Ltd | Improvements relating to the manufacture of toroidal electrical windings |
| GB1079815A (en) * | 1964-02-03 | 1967-08-16 | Gen Electric | Improvements in electrical coils and methods for producing same |
| US3786353A (en) * | 1972-03-30 | 1974-01-15 | J Pun | Coil forming apparatus method and galvo-motor product |
| FR2309109A1 (fr) * | 1975-04-25 | 1976-11-19 | Orega Electro Mecanique | Inducteur de courants tourbillonnaires haute frequence pour chauffage d'objets metalliques et sa fabrication |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE488284C (de) * | 1928-04-08 | 1930-01-03 | Koch & Sterzel Akt Ges | Verfahren zum Anbringen eines Transformatorenkernes, der zwischen zwei Vorspruenge eines vom Primaerleiter durchzogenen Isolierkoerpers gebracht und um den Isolierkoerper herumgelegt werden soll |
| US2191393A (en) * | 1937-11-23 | 1940-02-20 | Marien W Humphreys | Transformer |
| US2811699A (en) * | 1954-12-08 | 1957-10-29 | Foxboro Co | Transformer |
| US3060353A (en) * | 1958-05-01 | 1962-10-23 | Honeywell Regulator Co | Protected magnetic core element |
| JPS5513569A (en) * | 1978-07-14 | 1980-01-30 | Nec Corp | Channel system in remote control time division electronic exchange system |
-
1982
- 1982-12-21 CA CA000418171A patent/CA1192281A/fr not_active Expired
- 1982-12-22 AU AU91778/82A patent/AU561815B2/en not_active Ceased
-
1983
- 1983-01-04 EP EP83300004A patent/EP0083567B1/fr not_active Expired
- 1983-01-04 DE DE8383300004T patent/DE3377094D1/de not_active Expired
- 1983-01-04 EP EP87200039A patent/EP0225316A1/fr not_active Withdrawn
- 1983-01-04 AT AT83300004T patent/ATE35192T1/de active
- 1983-01-05 MX MX195820A patent/MX152825A/es unknown
- 1983-01-05 BR BR8300033A patent/BR8300033A/pt unknown
- 1983-01-05 DK DK1583A patent/DK1583A/da not_active Application Discontinuation
- 1983-01-06 JP JP58000732A patent/JPS58123708A/ja active Pending
- 1983-01-06 IT IT8347518A patent/IT8347518A0/it unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE221001C (fr) * | ||||
| GB191119116A (en) * | 1911-04-11 | 1912-04-11 | William Edward Lake | Improvements in and relating to the Manufacture of Electrical Coils. |
| DE479292C (de) * | 1925-12-03 | 1929-07-15 | Aeg | Verfahren zur Herstellung von Induktionsspulen, vorwiegend fuer Fernsprechzwecke |
| GB989544A (en) * | 1962-02-08 | 1965-04-22 | Reyrolle A & Co Ltd | Improvements relating to the manufacture of toroidal electrical windings |
| GB1079815A (en) * | 1964-02-03 | 1967-08-16 | Gen Electric | Improvements in electrical coils and methods for producing same |
| US3786353A (en) * | 1972-03-30 | 1974-01-15 | J Pun | Coil forming apparatus method and galvo-motor product |
| FR2309109A1 (fr) * | 1975-04-25 | 1976-11-19 | Orega Electro Mecanique | Inducteur de courants tourbillonnaires haute frequence pour chauffage d'objets metalliques et sa fabrication |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1992010844A1 (fr) * | 1990-12-14 | 1992-06-25 | Siemens Aktiengesellschaft | Solenoide hermetique resistant aux pressions elevees, et procede |
| EP0540958A1 (fr) * | 1991-11-02 | 1993-05-12 | Asea Brown Boveri Ag | Inductance toroidale |
| EP3385965A1 (fr) * | 2017-04-06 | 2018-10-10 | Schneider Electric Industries SAS | Tête de bobinage pour une machine de bobinage toroïdal, machine de bobinage toroïdal comprenant une telle tête de bobinage et procédé |
| FR3064991A1 (fr) * | 2017-04-06 | 2018-10-12 | Schneider Electric Industries Sas | Tete de bobinage pour une machine de bobinage toroidal, machine de bobinage toroidal comprenant une telle tete de bobinage et procede |
| CN108695057A (zh) * | 2017-04-06 | 2018-10-23 | 施耐德电器工业公司 | 用于环形绕线机的绕线头部,环形绕线机和方法 |
| US10882714B2 (en) | 2017-04-06 | 2021-01-05 | Schneider Electric Industries Sas | Winding head for a torroidal winding machine, torroidal winding machine comprising such a winding head and method |
| CN108847331A (zh) * | 2018-07-02 | 2018-11-20 | 河南森源电气股份有限公司 | 一种变压器及线圈组件 |
| CN108847331B (zh) * | 2018-07-02 | 2024-01-19 | 河南森源电气股份有限公司 | 一种变压器及线圈组件 |
Also Published As
| Publication number | Publication date |
|---|---|
| DK1583D0 (da) | 1983-01-05 |
| IT8347518A0 (it) | 1983-01-06 |
| EP0083567A1 (fr) | 1983-07-13 |
| AU561815B2 (en) | 1987-05-21 |
| DK1583A (da) | 1983-07-07 |
| DE3377094D1 (en) | 1988-07-21 |
| JPS58123708A (ja) | 1983-07-23 |
| EP0083567B1 (fr) | 1988-06-15 |
| CA1192281A (fr) | 1985-08-20 |
| BR8300033A (pt) | 1983-09-13 |
| AU9177882A (en) | 1983-07-14 |
| MX152825A (es) | 1986-06-17 |
| ATE35192T1 (de) | 1988-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4779812A (en) | Toroidal electrical transformer and method of producing same | |
| EP0083567B1 (fr) | Transformateur électrique torique et procédé de fabrication de celui-ci | |
| US4131988A (en) | Method of manufacturing a dynamoelectric field member | |
| US4446393A (en) | Dynamoelectric field assembly and winding therefor | |
| US5113573A (en) | Stator manufacturing method | |
| US9071116B2 (en) | Apparatus for installing stator winding conductors | |
| US5566443A (en) | Methods of making power distribution transformers | |
| JP2009524255A (ja) | 誘導装置およびその製造方法 | |
| EP0310813A1 (fr) | Noyau revêtu avec joints de bout décalés les uns par rapport aux autres en forme d'escalier | |
| US7557686B2 (en) | Coils for electrical machines | |
| US4571822A (en) | Apparatus for inserting coils into stator core slots | |
| US4592133A (en) | Method of constructing an electrical transformer | |
| MXPA02004839A (es) | Bobina de pista superconductora de alta temperatura. | |
| US4312387A (en) | Apparatus for making dynamoelectric field member | |
| US4721935A (en) | Bobbins coils with terminal housing | |
| US6836204B2 (en) | Electric motor winding insulation method and apparatus | |
| US4835841A (en) | Method of making a coil assembly | |
| US4730178A (en) | Bobbins coils with terminal housing | |
| US6145774A (en) | Method and apparatus for manufacturing toroidal cores | |
| US6792673B2 (en) | Apparatus for forming a hollow cylindrical dynamo-electric machine stator core | |
| CA1236964A (fr) | Transformation electrique toroidal et methode de fabrication | |
| US4771257A (en) | Ballast transformer with bobbins coils | |
| CA1220827A (fr) | Transformateur torique, et sa fabrication | |
| CA1177870A (fr) | Bobinage inducteur et bloc d'induction pour machine dynamoelectrique et methode de fabrication | |
| JP2012119452A (ja) | リアクトル用コイルの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 83567 Country of ref document: EP |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19871203 |
|
| 17Q | First examination report despatched |
Effective date: 19900125 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19910312 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: AISHTON, THOMAS HOOVLER Inventor name: RAFFERTY, JAMES FRED Inventor name: CURTIS, JOE ELMER, JR. Inventor name: WIEDO, RICHARD WAYNE Inventor name: RICHERSON, JAMES DONALD Inventor name: MACEMON, HERBERT JENNINGS Inventor name: FISHER, JOHN LAVERNE |