EP0185341B2 - Verfahren zur Erhöhung der Festigkeit von Bewehrungsstählen - Google Patents
Verfahren zur Erhöhung der Festigkeit von Bewehrungsstählen Download PDFInfo
- Publication number
- EP0185341B2 EP0185341B2 EP85116005A EP85116005A EP0185341B2 EP 0185341 B2 EP0185341 B2 EP 0185341B2 EP 85116005 A EP85116005 A EP 85116005A EP 85116005 A EP85116005 A EP 85116005A EP 0185341 B2 EP0185341 B2 EP 0185341B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- temperature
- steel
- cooled
- rolling
- strength
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
- C21D8/08—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires for concrete reinforcement
Definitions
- the invention relates to a method for increasing strength, especially the yield strength of ribbed reinforcing steel with good weldability and cold formability, the as wire rod in the form of coils on continuous High-performance wire lines are manufactured, in which the emerging from the last roll stand at high speed Wire through a rotating laying tube in non-concentric Windings fanned out on a winding conveyor becomes.
- These steels achieve the required strength properties due to their alloy content and are in the rolled state used. They are therefore also called naturally hard steels designated.
- Form the alloy basis of the naturally hard steels the elements C, Si and Mn.
- the content of these elements does not increase arbitrarily be, so that depending on the requirements for weldability high yield strength values of e.g. B. 400 to 500 MPa or above only by adding precipitation hardening alloy elements how V, Ti or Nb can be realized.
- This So-called micro alloying elements are, however, very expensive and subject to change a constant price increase, so that when adding Microalloying elements the cost of steel making increase significantly.
- microalloying elements to increase the Strength can be combined with a High temperature thermomechanical treatment (HTMB) with transformation in the pearlite stage or one controlled cooling, in which the wire rod with a predetermined speed up into and through the Temperature range of the pearlite stage transformation is cooled.
- HTMB High temperature thermomechanical treatment
- a partial remuneration from the rolling heat is achieved in that the steel passes through a water cooling section arranged in the technological line of the rolling mill immediately after the last rolling pass, the areas near the surface being quenched by intensive pressurized water cooling to below the martensite point and then in the course of the subsequent temperature compensation the heat remaining in the core is tempered to a certain compensation temperature.
- the steel treated in this way has a concentric edge zone made from tempering structure (high-tempered martensite and / or bainite) and a ferritic-pearlitic core.
- a transition zone consisting of a mixture of the two microstructures can be arranged between the edge and the core.
- the yield strength or tensile strength of the partially tempered steels depends on the area share of the different structures in the total cross-section of the rolling stock. So z. B. To ensure a minimum yield strength of 500 MPa, the area share of the tempered strip zone in the total cross-section is at least 30 - 40%.
- Partially tempered rebars are produced from 8 mm nominal diameter on fine steel mills as bar steel at rolling speeds up to a maximum of about 20 m / s. Maximum rolling speeds of 50 - 100 m / s, sometimes even higher, are achieved on continuous high-performance wire mills. If at such rolling speeds the cooling in a pressurized water cooling section is to take place to such an extent that a martensitic edge zone with a cross-sectional proportion of 30-40% is formed, the braking forces are also so great in DC cooling tubes that the rolling core breaks out between the last stand and the cooling section. In addition, trouble-free winding of the wire that has cooled down is no longer possible.
- the aim of the invention is to use a method to be developed for the alloying effort to reduce the production of high-strength reinforcing steels with good weldability and cold formability and thus significantly reducing the manufacturing costs compared to the solutions known for continuous high-performance wire mills.
- the invention has for its object a method for Increase in strength, in particular the yield strength, of ribbed reinforcing bars with good weldability and cold formability, which as a wire rod in a coil form on continuous High-performance wire lines are manufactured where the one emerging from the last roll stand at high speed Wire through a rotating laying tube in non-concentric Windings fanned out on a winding conveyor will develop where the desired mechanical Properties of the ribbed reinforcing steel without the addition of special ones Alloy additives in a continuous process can be achieved.
- the object is achieved using the Measures mentioned in claim 1 solved in that the Steel, e.g. B. wire rod, in the final phase of the hot rolling process in a given period of time that is not significantly exceeded with a certain change in shape (Decrease in cross section) is formed and immediately after the Forming very quickly to a temperature between 850 and 600 ° C is quenched so that at the beginning the ⁇ - ⁇ conversion is a very fine or incompletely recrystallized Austenite structure is present.
- This will make a very fine-grained secondary structure, which gives the steel high strength values with very good plastic properties confers without the need for special alloy additives are.
- the forming in the final phase of the hot rolling process carried out in one or more rolling passes can be at least 60% and less take less than 1 second and the final roll temperature is about 1050 ° C and the wire rod in less immediately after the forming than 2 seconds into the temperature range cooled between 850 and 600 ° C and in be left in this temperature range until the ⁇ - ⁇ conversion is largely completed.
- the cooling down to the temperature range between the recrystallization temperature of the austenite and the Ar 1 transformation temperature can also take place so abruptly that a concentric edge zone of hardening structure (martensite and / or bainite) forms and the predetermined temperature only occurs in the course of the subsequent temperature compensation between Edge and core sets, leaving the hardened edge zone high.
- a concentric edge zone of hardening structure martensite and / or bainite
- the predetermined temperature only occurs in the course of the subsequent temperature compensation between Edge and core sets, leaving the hardened edge zone high.
- it is useful if the cooling takes place in less than 2 seconds to a compensation temperature between 720 and 600 ° C and it is ensured that the area portion of the hardened and tempered edge zone max. 20 - 30% of the total cross section.
- the cooling down to the temperature range between the recrystallization temperature of the austenite and the Ar 1 transformation temperature can also take place in such a way that a complete transformation in the pearlite stage is ensured.
- An advantageous embodiment of the solution according to the invention is that the steel is in the final stage of the hot rolling process with a cross section change of 82% in eight Roll passes and a total time of 0.4 seconds and the rolling temperature is 1050 ° C.
- Variant 1 (conventional treatment):
- Variant 2 (method according to the invention):
- Variant 3 (method according to the invention):
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Description
- Legierungsverfestigung
Sowohl bei Anwendung der HTMB als auch bei der gesteuerten Abkühlung mit Perlitstufenumwandlung sind sehr hohe Streckgrenzenwerte von z. B. 500 MPa und darüber bei gleichzeitiger Gewährleistung guter Schweißeignung und Kaltumformbarkeit ohne Zusatz von Mikrolegierungselementen nicht zu erreichen. Außerdem kann eine HTMB auf kontinuierlichen Hochleistungsdrahtstraßen der üblichen Bauart aus folgenden Gründen nicht angewendet werden:
- Die Walzblöcke sind mechanisch nicht für das Walzen im Temperaturbereich der Fertigwalzphase ausgelegt.
- Die bei der Umformung entstehende Wärme kann infolge der hohen Walzgeschwindigkeiten nicht abgeführt werden und führt zu einer Wiedererwärmung des Walzgutes bis auf Walzendtemperaturen von etwa 1000° C.
Die Streckgrenze bzw. Zugfestigkeit der partiell vergüteten Stähle hängt ab vom Flächenanteil der verschiedenen Gefüge am Gesamtquerschnitt des Walzgutes. So muß z. B. zur Sicherung einer Mindeststreckgrenze von 500 MPa der Flächenanteil der vergüteten Bandzone am Gesamtquerschnitt mindestens 30 - 40 % betragen.
Auf kontinuierlichen Hochleistungsdrahtstraßen werden maximale Walzgeschwindigkeiten von 50 - 100 m/s, teilweise auch darüber erreicht. Wenn bei derartigen Walzgeschwindigkeiten die Abkühlung in einer druckwasserbeaufschlagten Kühlstrecke soweit erfolgen soll, daß eine martensitische Randzone mit einem Querschnittsanteil von 30 - 40 % entsteht, werden auch bei Gleichstromkühlrohren die Bremskräfte so groß, daß die Walzader zwischen dem letzten Gerüst und der Kühlstrecke ausbricht. Außerdem ist ein störungsfreies Windungslegen des soweit abgekühlten Drahtes nicht mehr möglich.
Aus diesem Grunde werden gegenwärtig naturharte Betonstähle mit Streckgrenzen über 400 oder 500 MPa auf kontinuierlichen Hochleistungsdrahtstraßen entweder mit nicht gewährleisteter bzw. eingeschränkter Schweißeignung oder als mikrolegierte Stähle gegebenenfalls in Verbindung mit einer gesteuerten Abkühlung bis in den Bereich der Perlitstufenumwandlung hergestellt.
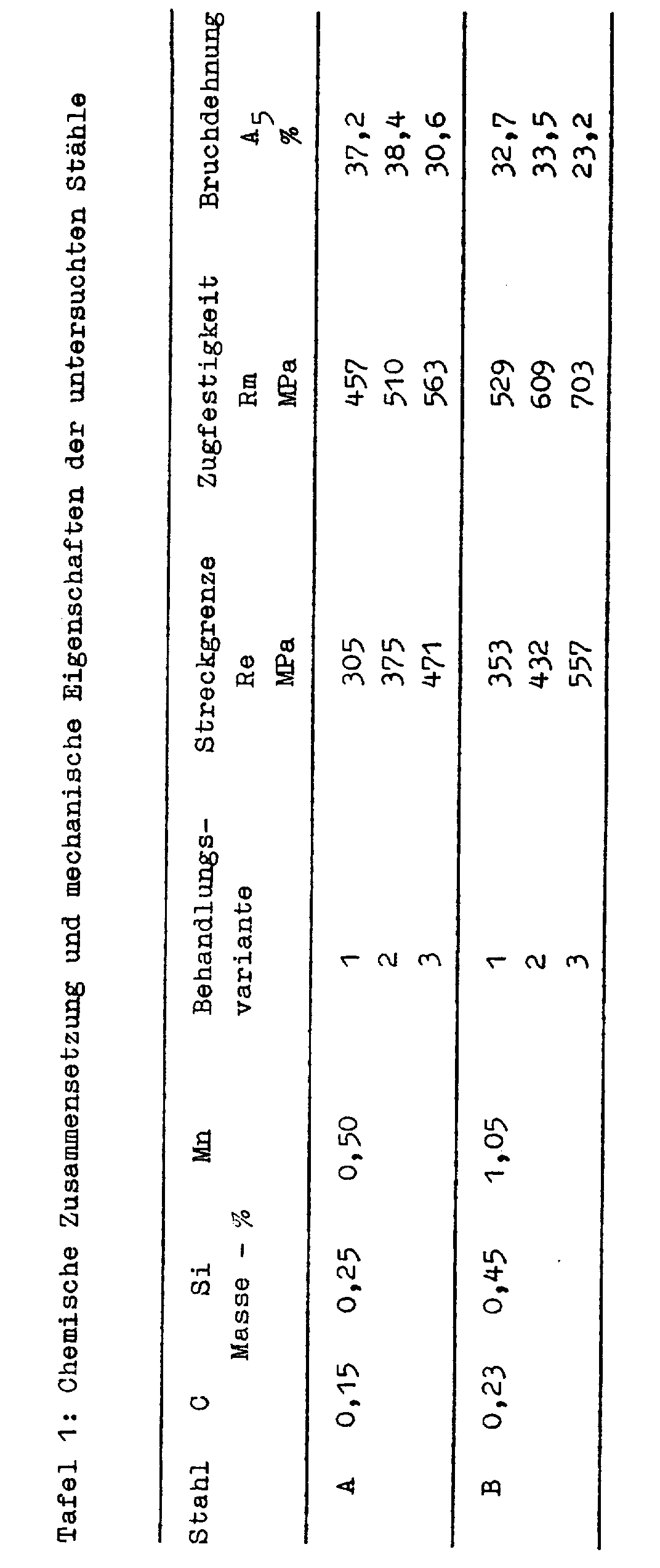
Die mit den unterschiedlichen Behandlungsvarianten bei den beiden Versuchsstählen erzielten mechanischen Eigenschaften sind in der Tafel 1 mit aufgeführt. Daraus geht hervor, daß der Stahl A, der mit 0,15 % C und 0,50 % Mn eine ausgezeichnete Schweißeignung aufweist, bei einer Umformung und Abkühlung nach der erfindungsgemäßen Variante 3 die Anforderungen an einen Betonstahl der Festigkeitsklasse III (Re ≧ 400 bzw. 420 MPa) bei sehr hohen Werten für die Bruchdehnung erfüllt. Stahl B, der mit 0,23 % C und 1,05 % Mn noch eine gute Schweißeignung besitzt, erfüllt bereits bei einer Behandlung nach der erfindungsgemäßen Variante 2 die Forderungen der Festigkeitsklasse III und erreicht bei einer Behandlung nach der erfindungsgemäßen Variante 3 in den Festigkeitswerten das Niveau der Festigkeitsklasse IV (Re ≧ 500 MPa), wobei die Bruchdehnung mit 23,2 % wesentlich über den für die Festigkeitsklasse IV typischen Werten liegt.
Claims (5)
- Verfahren zur Erhöhung der Festigkeit, insbesondere der Streckgrenze, von gerippten Betonstählen mit guter Schweißeignung und Kaltumformbarkeit, die als Walzdraht in Ringbunden auf kontinuierlichen Hochleistungsdrahtstraßen hergestellt werden, bei denen der mit hoher Geschwindigkeit aus dem letzten Walzgerüst austretende Draht durch ein rotierendes Legerohr in nicht konzentrischen Windungen auf einen Windungstransporteur ausgefächert wird, wobei der Stahl in der Endphase des Warmwalzprozesses mit einer Querschnittsänderung von mindestens 60 %, die in einem oder mehreren Walzstichen durchgeführt wird und in weniger als 1 Sekunde erfolgen muß, umgeformt wird und die Walzendtemperatur etwa 1050°C beträgt und unmittelbar nach der Umformung in weniger als 2 Sekunden bis in das Temperaturgebiet zwischen 850 und 600 °C abgekühlt wird und in diesem Temperaturbereich so lange belassen wird, bis die γ - α -Umwandlung weitestgehend abgeschlossen ist.
- Verfahren nach Anspruch 1 gekennzeichnet dadurch, daß der Stahl unmittelbar nach der Umformung in weniger als 2 Sekunden bis in das Temperaturgebiet zwischen 720 und 600 °C so abgekühlt wird, daß eine konzentrische Randzone aus angelassenem Härtungsgefüge (Martensit und/oder Bainit) entsteht und die Temperatur zwischen 720 und 600 °C durch den Temperaturausgleich zwischen Rand und Kern eingestellt wird.
- Verfahren nach Anspruch 1 gekennzeichnet dadurch, daß der Stahl unmittelbar nach der Umformung in weniger als 2 Sekunden auf eine Temperatur zwischen 850 und 700 °C abgekühlt wird und daß der Stahl bis zu einer Temperatur von etwa 600 °C mit einer auf die chemische Zusammensetzung des Stahls abgestimmten Geschwindigkeit so abgekühlt wird, daß praktische eine vollständige Umwandlung in der Perlitstufe erreicht wird.
- Verfahren nach Anspruch 2 gekennzeichnet dadurch. daß der Stahl von der Ausgleichstemperatur bis etwa 600 °C mit einer auf die chemische Zusammensetzung des Stahls abgestimmten Geschwindigkeit so abgekühlt wird, daß praktisch eine vollständige Umwandlung der Kernzone in der Perlitstufe erreicht wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß der Stahl in der Endphase des Warmwalzprozesses mit einer Querschnittsänderung von 82 % in acht Walzstichen und einer Gesamtzeit von 0,4 Sekunden umgeformt wird und die Walzendtemperatur 1050 °C beträgt.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT85116005T ATE67793T1 (de) | 1984-12-17 | 1985-12-16 | Verfahren zur erhoehung der festigkeit von bewehrungsstaehlen. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DD84270878A DD231577B1 (de) | 1984-12-17 | 1984-12-17 | Verfahren zur erhoehung der festigkeit von bewehrungsstaehlen |
| DD270878 | 1984-12-17 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP0185341A2 EP0185341A2 (de) | 1986-06-25 |
| EP0185341A3 EP0185341A3 (en) | 1988-10-05 |
| EP0185341B1 EP0185341B1 (de) | 1991-09-25 |
| EP0185341B2 true EP0185341B2 (de) | 1999-02-10 |
Family
ID=5563382
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85116005A Expired - Lifetime EP0185341B2 (de) | 1984-12-17 | 1985-12-16 | Verfahren zur Erhöhung der Festigkeit von Bewehrungsstählen |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0185341B2 (de) |
| AT (1) | ATE67793T1 (de) |
| DD (1) | DD231577B1 (de) |
| DE (1) | DE3584235D1 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT501551B1 (de) * | 2005-03-07 | 2008-03-15 | Evg Entwicklung Verwert Ges | Verfahren und anlage zum herstellen von hochduktilem stahldraht aus warmgewalztem walzdraht |
| RU2389804C1 (ru) * | 2009-06-08 | 2010-05-20 | Открытое акционерное общество "Западно-Сибирский металлургический комбинат", ОАО "ЗСМК" | Способ производства арматурного проката периодического профиля для армирования железобетонных конструкций |
| RU2394923C1 (ru) * | 2009-06-08 | 2010-07-20 | Открытое акционерное общество "Западно-Сибирский металлургический комбинат" ( ОАО "ЗСМК") | Способ производства горячекатаной катанки для изготовления арматурного проката периодического профиля для армирования железобетонных конструкций |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1001233A (en) * | 1961-01-23 | 1965-08-11 | Bernhard Matuschka | Improvements in or relating to steel |
| DE2900271C2 (de) * | 1979-01-05 | 1984-01-26 | Stahlwerke Peine-Salzgitter Ag, 3150 Peine | Schweißbarer Betonstahl und Verfahren zu seiner Herstellung |
| DD149943C4 (de) * | 1980-03-31 | 1993-01-28 | Brandenburg Stahl Walzwerk | Verfahren zur herstellung von hochfesten schweissbaren betonstaehlen |
-
1984
- 1984-12-17 DD DD84270878A patent/DD231577B1/de not_active IP Right Cessation
-
1985
- 1985-12-16 EP EP85116005A patent/EP0185341B2/de not_active Expired - Lifetime
- 1985-12-16 AT AT85116005T patent/ATE67793T1/de active
- 1985-12-16 DE DE8585116005T patent/DE3584235D1/de not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| ATE67793T1 (de) | 1991-10-15 |
| EP0185341A3 (en) | 1988-10-05 |
| EP0185341B1 (de) | 1991-09-25 |
| EP0185341A2 (de) | 1986-06-25 |
| DD231577A1 (de) | 1986-01-02 |
| DE3584235D1 (de) | 1991-10-31 |
| DD231577B1 (de) | 1987-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2690183B1 (de) | Warmgewalztes Stahlflachprodukt und Verfahren zu seiner Herstellung | |
| DE60301588T2 (de) | Hochfestes Stahlblech und hochfestes Stahlrohr mit sehr guter Verformbarkeit und Verfahren zu dessen Herstellung | |
| DE69429810T2 (de) | Hochfestes stahldrahtmaterial mithervorragendem ermuedungsverhalten und hochfester stahldraht | |
| DE102005051052A1 (de) | Verfahren zur Herstellung von Warmband mit Mehrphasengefüge | |
| EP1305122A1 (de) | Produktionsverfahren und -anlage zur erzeugung von dünnen flachprodukten | |
| EP2690184B1 (de) | Kaltgewalztes Stahlflachprodukt und Verfahren zu seiner Herstellung | |
| DE3825634A1 (de) | Verfahren zur erzeugung von warmbad oder grobblechen | |
| DE2426920A1 (de) | Verfahren zum herstellen von betonarmierungsstabstahl | |
| DE1433760C3 (de) | Verfahren zum kontinuierlichen Patentieren von Walzdraht aus der Walzhitze | |
| EP1918406B1 (de) | Verfahren zum Herstellen von Stahl-Flachprodukten aus einem mit Bor mikrolegierten Mehrphasenstahl | |
| EP0301228B1 (de) | Verfahren zur Herstellung von Warmband | |
| EP1319725B1 (de) | Verfahren zum Herstellen von Warmband | |
| EP1918402B1 (de) | Verfahren zum Herstellen von Stahl-Flachprodukten aus einem ein Komplexphasen-Gefüge bildenden Stahl | |
| DE102018132908A1 (de) | Verfahren zur Herstellung von thermo-mechanisch hergestellten Warmbanderzeugnissen | |
| DE3440752A1 (de) | Verfahren zur herstellung von warmband mit zweiphasen-gefuege | |
| EP1398390B1 (de) | Ferritisch/martensitischer Stahl mit hoher Festigkeit und sehr feinem Gefüge | |
| DE2900271A1 (de) | Schweissbarer betonstahl und verfahren zu seiner herstellung | |
| EP0185341B2 (de) | Verfahren zur Erhöhung der Festigkeit von Bewehrungsstählen | |
| EP1453984B1 (de) | Verfahren zum herstellen von warmband oder -blech aus einem mikrolegierten stahl | |
| EP1396549A1 (de) | Verfahren zum Herstellen eines perlitfreien warmgewalzten Stahlbands und nach diesem Verfahren hergestelltes Warmband | |
| DE19950502C1 (de) | Verfahren zum Herstellen eines Warmbandes | |
| EP1038978B1 (de) | Verfahren zum Herstellen eines Warmbandes | |
| EP1918404B1 (de) | Verfahren zum Herstellen von Stahl-Flachprodukten aus einem mit Aluminium legierten Mehrphasenstahl | |
| DE2435927A1 (de) | Verfahren zum herstellen eines kaltgewalzten hochzugfesten stahles mit ausgezeichneten schnellalterungseigenschaften | |
| DE69302950T2 (de) | Verfahren zur Herstellung von Stahlblechen und Stahlbleche, nach diesem Verfahren hergestellt |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE DE FR GB IT LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE DE FR GB IT LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19890313 |
|
| 17Q | First examination report despatched |
Effective date: 19900808 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: STAHL- UND WALZWERK BRANDENBURG GMBH |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE DE FR GB IT LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 67793 Country of ref document: AT Date of ref document: 19911015 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3584235 Country of ref document: DE Date of ref document: 19911031 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: SMS SCHLOEMANN-SIEMAG AG Effective date: 19920625 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: SMS SCHLOEMANN-SIEMAG AG. |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19931214 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19931216 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19931228 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19931231 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19940104 Year of fee payment: 9 |
|
| EPTA | Lu: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19941216 Ref country code: AT Effective date: 19941216 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: SKET SCHWERMASCHINENBAU MAGDEBURG GMBH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19941231 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 85116005.1 |
|
| ITPR | It: changes in ownership of a european patent |
Owner name: CESSIONE;SKET SCHWERMASCHINENBAU MAGDEBURG GMBH |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: SKET SCHWERMASCHINENBAU MAGDEBURG GMBH TE MAGDEBUR |
|
| BERE | Be: lapsed |
Owner name: STAHL- UND WALZWERK BRANDENBURG G.M.B.H. Effective date: 19941231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19950701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19950831 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19950701 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: SKET WALZWERKSTECHNIK GMBH |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19981127 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19981215 Year of fee payment: 14 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19990210 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE DE FR GB IT LU NL SE |
|
| GBTA | Gb: translation of amended ep patent filed (gb section 77(6)(b)/1977) | ||
| ITF | It: translation for a ep patent filed | ||
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991217 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20000525 Year of fee payment: 15 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19991216 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 85116005.1 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011002 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |