EP0184719B1 - Verfahren und Vorrichtung zur Verbesserung der dynamischen Festigkeit von Radscheiben von Fahrzeugrädern aus aushärtbaren Aluminiumlegierungen - Google Patents
Verfahren und Vorrichtung zur Verbesserung der dynamischen Festigkeit von Radscheiben von Fahrzeugrädern aus aushärtbaren Aluminiumlegierungen Download PDFInfo
- Publication number
- EP0184719B1 EP0184719B1 EP85115054A EP85115054A EP0184719B1 EP 0184719 B1 EP0184719 B1 EP 0184719B1 EP 85115054 A EP85115054 A EP 85115054A EP 85115054 A EP85115054 A EP 85115054A EP 0184719 B1 EP0184719 B1 EP 0184719B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- wheel
- improving
- cooling
- aluminium alloys
- dynamic strength
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000000034 method Methods 0.000 title claims description 12
- 229910000838 Al alloy Inorganic materials 0.000 title claims description 5
- 238000001816 cooling Methods 0.000 claims description 9
- 230000002093 peripheral effect Effects 0.000 claims description 2
- 238000005507 spraying Methods 0.000 claims 2
- 239000002826 coolant Substances 0.000 claims 1
- 238000010438 heat treatment Methods 0.000 claims 1
- 238000000137 annealing Methods 0.000 description 7
- 229910052782 aluminium Inorganic materials 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 239000000498 cooling water Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 230000035755 proliferation Effects 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/34—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tyres; for rims
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
Definitions
- the invention relates to a method for improving the dynamic strength of wheel disks of vehicle wheels made of hardenable aluminum alloys as well as a device for carrying out the method.
- Aluminum wheels for vehicles have a number of positive properties compared to conventional steel wheels. So they have a lower weight, better dissipate the heat that arises when braking, are better balanced and have an appealing appearance. As a result, the proliferation of aluminum wheels is increasing, both for people and for commercial vehicles, the latter especially in the United States.
- the fatigue strength of aluminum therefore largely determines the dimensions and thus the weight of the wheel. To a certain extent, the fatigue strength can be increased by using suitable alloys; however, the profit is often low.
- the wheel disc is made from a material that is about twice as strong as that of the rim.
- the thickness of the wheel disc is within a range of 7 - 14 mm.
- the object of the present invention is to reduce the wall thickness of wheel disks for vehicles made of hardenable aluminum alloys and thus their weight without accepting a reduction in the dynamic strength.
- the method according to the invention is characterized in that, after solution annealing, the wheel disc is cooled faster in a central area than in the peripheral areas. This ensures that there is a temperature gradient between the central region and the rim, so that static compressive stresses arise in the part of the wheel in which the above-mentioned fatigue stresses occur.
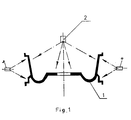
- 1 denotes a wheel which is to be cooled in a controlled manner.
- the wheel 1 is cooled from approximately 550 ° C. to room temperature after the shaping and after the solution annealing with the help of the nozzles 2, 3 and 4, from which cooling water is sprayed.
- Other devices such as devices for holding the wheel and the nozzle and for supplying cooling water are not shown.
- the cooling water emerging from the nozzle 2 is guided such that it first strikes the central region of the wheel. Subsequently, a larger part of the wheel is then gradually seized by the cooling water, until finally the rim is sprayed with the help of the nozzles 3 and 4.
- the inner area of the wheel is sprayed from the nozzle 2. After five seconds, another area of the wheel is caught by the deterrent. After another five seconds, the rim is finally sprayed from nozzles 3 and 4.
- the entire wheel has cooled to room temperature, that is to say has been completely quenched, and can be removed from the device.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Articles (AREA)
- Laminated Bodies (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Verbesserung der dynamischen Festigkeit von Radscheiben von Fahrzeugrädern aus aushärtbaren Aluminiumlegierungen sowie eine Vorrichtung zur Durchführung des Verfahrens.
- Aluminiumräder für Fahrzeuge haben eine Anzahl von positiven Eigenschaften gegenüber herkömmlichen Stahlrädern. So haben sie ein niedrigeres Gewicht, leiten die Wärme besser ab, welche beim Bremsen entsteht, sind besser ausgewuchtet und haben ein ansprechendes Äußeres. Deshalb steigt die Verbreitung von Aluminiumrädern ständig, sowohl für Personen als auch für Nutzkraftwagen, bei letzteren insbesondere in den Vereinigten Staaten von Amerika.
- Das Ausmaß, bis zu welchem das Gewicht eines Rades vermindert werden kann, beispielsweise durch Verwendung von dünnerem Aluminiumwerkstoff, ist begrenzt durch die dynamische Festigkeit von Aluminium, welche erheblich niedriger sein kann, als die unter statischen Bedingungen gemessene Festigkeit. Es gibt daher deutliche Grenzen für die Stärke des für die Räder verwendeten Werkstoffes. Dies gilt insbesondere für die Radscheibe, welche Gegenstand von unter Umständen recht erheblichen rotierenden Ablenkkräften ist. Die Dauerfestigkeit von Aluminium bestimmt daher im großen Ausmaß die Abmessungen und damit das Gewicht des Rades. Bis zu einem gewissen Ausmaß kann die Dauerfestigkeit durch die Verwendung passender Legierungen erhöht werden; der Gewinn ist jedoch häufig nur gering.
- Zur Verbesserung der Werkstoffeigenschaften verschiedener Legierungen, u.a. Aluminiumlegierungen ist Lösungsglühen bekannt, wie es beispielsweise in "Robert B. Ross: Handbook of Metal Treatments and Testing, London", Seite 206 bis 208 beschrieben ist.
- Auch die Anwendung des Lösungsglühens an Radfelgen wurde bereits in US-PS-3172 787 beschrieben. Dort werden Radfelgen aus stranggegossenem Aluminiumprofil durch entsprechendes Rundbiegen und Schweißen hergestellt. Nach Fertigstellung der Schweißnaht werden die Felgen lösungsgeglüht und danach wiederum auf einem Formgeber ausgerichtet. Dieses bekannte Verfahren beinhaltet jedoch keinen Hinweis auf die Behandlung von Radscheiben bezüglich ihrer Dauerfestigkeit.
- Auf der Grundlage der Belastungen, denen ein Rad ausgesetzt ist, wird die Radscheibe aus einem Werkstoff hergestellt, welcher etwa doppelt so stark wie der der Felge ist. Für die gebräuchlichsten Autoräder liegt die Stärke der Radscheibe innerhalb eines Bereiches von 7 - 14 mm. Während des Kühlens beziehungsweise Abschreckens nach dem Lösungsglühen wird die Felge wegen der geringen Wandstärke schneller abgekühlt als die Scheibe. Die Abkühlung nach dem Lösungsglühen von etwa 550° C zu Raumtemperatur bewirkt einen relativ großen Wärmeschwund während der Abkühlung. Wenn diese Abkühlung in einer unkontrollierten Weise durchgeführt wird, können erhebliche Spannungen als Ergebnis einer ungleichförmigen Abkühlungsgeschwindigkeit auftreten. Diese Spannungen addieren sich zu den dynamischen Belastungen, welchen das Rad normalerweise ausgesetzt ist.
- Aufgabe der vorliegenden Erfindung ist es, die Wandstärke von Radscheiben für Fahrzeuge aus aushärtbaren Aluminiumlegierungen und damit deren Gewicht zu verringern, ohne eine Verringerung der dynamischen Festigkeit in Kauf zu nehmen.
- Das erfindungsgemäße Verfahren ist dadurch gekennzeichnet daß die Radscheibe nach dem Lösungsglühen in einem mittleren Bereich schneller abgekühlt wird als in den Randbereichen. Dadurch wird erreicht, daß sich ein Temperaturgradient zwischen dem mittleren Bereich und dem Rand ergibt, so daß statische Druckspannungen in dem Teil des Rades entstehen, in welchem die oben erwähnten Ermüdungsbeanspruchungen auftreten.
- Durch die in den Unteransprüchen aufgeführten Maßnahmen sind vorteilhafte Weiterbildungen des im Hauptanspruch angegebenen Verfahrens möglich.
- Im folgendem wird an Hand der Figur ein Ausführungsbeispiel der Erfindung erläutert. In der Figur ist mit 1 ein Rad bezeichnet, welches in kontrollierter Art und Weise gekühlt werden soll. Dazu wird das Rad 1 nach dem Formen und nach dem Lösungsglühen mit Hilfe der Düsen 2, 3 und 4, aus welchen Kühlwasser versprüht wird, von ungefähr 550° C auf Raumtemperatur abgekühlt. Weitere Einrichtungen wie beispielsweise Vorrichtungen zur Halterung des Rades und der Düse sowie zur Kühlwasserzuführung sind nicht dargestellt.
- Das aus der Düse 2 austretende Kühlwasser wird derart geführt, daß es zunächst auf den mittleren Bereich des Rades auftrifft. In der Folge wird dann nach und nach ein größerer Teil des Rades vom Kühlwasser erfaßt., bis schließlich auch die Felge mit Hilfe der Düsen 3 und 4 besprüht wird.
- In der Praxis hat sich folgendes Vorgehen bewährt: Ein Rad der Größe 5 1/2 "J X 15" wird nach dem Lösungsglühen bei einer Temperatur von 550°C mit kaltem Wasser abgeschreckt.
- Sofort nach dem Einlegen des heißen Rades in die nicht dargestellte Vorrichtung zur Halterung des Rades wird aus der Düse 2 der innere Bereich des Rades besprüht. Nach fünf Sekunden wird ein weiterer Bereich des Rades von der Abschreckung erfaßt. Nach weiteren fünf Sekunden wird schließlich auch die Felge aus den Düsen 3 und 4 besprüht.
- Nach etwa 20 Sekunden ist das gesamte Rad auf Raumtemperatur gekühlt, also fertig abgeschreckt und kann der Vorrichtung entnommen werden.
- Das besondere Merkmal einer zufriedenstellenden Kühlung ist, daß während des Kühlungsprozesses ein Temperaturgradient zwischen dem mittleren Teil der Scheibe und der Felge, welche die höchste Temperatur aufweist, besteht. Auf diese Art und Weise entstehen Druckspannungen in der Scheibe sowohl in tangentialer als auch radialer Richtung. In besonderen Fällen kann dieses Verfahren Druckspannungen in einer Größe, welche der Formfestigkeit entspricht, hervorrufen.
Claims (3)
dadurch gekennzeichnet, daß die Räder nach dem Lösungsglühen in einem mittleren Bereich schneller als in den Randbereichen abgekühlt werden.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3443226 | 1984-11-27 | ||
| DE3443226A DE3443226C1 (de) | 1984-11-27 | 1984-11-27 | Verfahren und Vorrichtung zur Verbesserung der dynamischen Festigkeit von Radscheiben von Fahrzeugraedern aus aushaertbaren Aluminiumlegierungen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0184719A1 EP0184719A1 (de) | 1986-06-18 |
| EP0184719B1 true EP0184719B1 (de) | 1988-10-12 |
Family
ID=6251285
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85115054A Expired EP0184719B1 (de) | 1984-11-27 | 1985-11-27 | Verfahren und Vorrichtung zur Verbesserung der dynamischen Festigkeit von Radscheiben von Fahrzeugrädern aus aushärtbaren Aluminiumlegierungen |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4767473A (de) |
| EP (1) | EP0184719B1 (de) |
| JP (1) | JPS61147858A (de) |
| DE (2) | DE3443226C1 (de) |
| ES (1) | ES8700700A1 (de) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5419792A (en) * | 1994-07-25 | 1995-05-30 | General Electric Company | Method and apparatus for cooling a workpiece |
| DE10016187C2 (de) * | 2000-03-31 | 2002-05-08 | Daimler Chrysler Ag | Verfahren und Vorrichtung zur Wärmebehandlung von Gußteilen aus Aluminium,insbesondere von Zylinderköpfen |
| US6394793B1 (en) | 2001-01-13 | 2002-05-28 | Ladish Company, Incorporated | Method and apparatus of cooling heat-treated work pieces |
| DE10141510A1 (de) * | 2001-08-24 | 2003-03-13 | Audi Ag | Verfahren zum Herstellen von Leichtmetall-Felgen |
| US20030098106A1 (en) * | 2001-11-29 | 2003-05-29 | United Technologies Corporation | Method and apparatus for heat treating material |
| DE10222098B4 (de) * | 2002-05-17 | 2011-01-13 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Wärmebehandlung von einem Bauteil aus einer härtbaren Leichtmetalllegierung |
| DE10312394A1 (de) * | 2003-03-20 | 2004-09-30 | Bayerische Motoren Werke Ag | Verfahren und Vorrichtung zur Wärmebehandlung eines Bauteils aus einer Metalllegierung |
| DE20320840U1 (de) * | 2003-07-04 | 2005-03-31 | Alutec Belte Ag | Vorrichtung zum Abschrecken und Wärmebehandeln eines Gussteils |
| JP4969073B2 (ja) * | 2005-01-20 | 2012-07-04 | 有限会社藤野技術コンサルタント | アルミホイール製造装置 |
| DE202005015907U1 (de) * | 2005-10-07 | 2007-02-15 | Heess Gmbh & Co.Kg | Vorrichtung zur gezielten Wärmebehandlung von Eisenbahnschienenrädern |
| US9840747B2 (en) | 2013-02-20 | 2017-12-12 | Rolls-Royce Corporation | Wall member useful in quenching |
| DE102016007450B4 (de) * | 2016-06-17 | 2021-07-01 | Audi Ag | Verfahren zur Temperierung eines Gussteils |
| EP3725900A1 (de) * | 2019-04-17 | 2020-10-21 | Mubea Performance Wheels GmbH | Bauteil und verfahren und vorrichtung zum abschrecken eines bauteils |
| CN115055593A (zh) * | 2022-06-20 | 2022-09-16 | 华中科技大学 | 一种双性能涡轮盘的热旋转挤压成形装置及方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3172787A (en) * | 1965-03-09 | Method of manufacturing detachable wheel rims | ||
| US1497295A (en) * | 1920-06-21 | 1924-06-10 | Baush Machine Tool Company | Demountable rim for vehicle wheels |
| US2596345A (en) * | 1944-12-27 | 1952-05-13 | Bethlehem Steel Corp | Wheel quenching device |
| US3154441A (en) * | 1962-04-20 | 1964-10-27 | United States Steel Corp | Method of heat-treating railroad wheels |
-
1984
- 1984-11-27 DE DE3443226A patent/DE3443226C1/de not_active Expired
-
1985
- 1985-11-26 US US06/802,219 patent/US4767473A/en not_active Expired - Fee Related
- 1985-11-26 ES ES549281A patent/ES8700700A1/es not_active Expired
- 1985-11-26 JP JP60265976A patent/JPS61147858A/ja active Granted
- 1985-11-27 EP EP85115054A patent/EP0184719B1/de not_active Expired
- 1985-11-27 DE DE8585115054T patent/DE3565556D1/de not_active Expired
Also Published As
| Publication number | Publication date |
|---|---|
| DE3443226C1 (de) | 1986-03-13 |
| JPS6363621B2 (de) | 1988-12-08 |
| JPS61147858A (ja) | 1986-07-05 |
| DE3565556D1 (en) | 1988-11-17 |
| ES8700700A1 (es) | 1986-10-16 |
| US4767473A (en) | 1988-08-30 |
| ES549281A0 (es) | 1986-10-16 |
| EP0184719A1 (de) | 1986-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0184719B1 (de) | Verfahren und Vorrichtung zur Verbesserung der dynamischen Festigkeit von Radscheiben von Fahrzeugrädern aus aushärtbaren Aluminiumlegierungen | |
| DE69712191T2 (de) | Leichtmetallfelgenring und verfahren zu seiner herstellung | |
| DE2909418C3 (de) | Verfahren zur Herstellung von mit Aluminium oder Aluminiumlegierungen plattiertem Stahlblech | |
| DE68912683T2 (de) | Verbundmaterial und Verfahren zur Herstellung. | |
| DE102018215254A1 (de) | Aluminiumlegierung, Halbzeug, Dose, Verfahren zur Herstellung eines Butzen, Verfahren zur Herstellung einer Dose sowie Verwendung einer Aluminiumlegierung | |
| DE102018215243A1 (de) | Aluminiumlegierung, Halbzeug, Dose, Verfahren zur Herstellung eines Butzen, Verfahren zur Herstellung einer Dose sowie Verwendung einer Aluminiumlegierung | |
| DE2822153C2 (de) | Verfahren zum Herstellen von Formstücken | |
| DE1239893B (de) | Verfahren zum Herstellen einer duennen Tellerfeder | |
| EP0183243B1 (de) | Verfahren zum Ausrichten von Felgen | |
| DE3224686C2 (de) | Verfahren zur Herstellung von Kapselrohren aus einer Zirkoniumlegierung für Brennstäbe von Kernreaktoren | |
| EP3601837B1 (de) | Federblatt und verfahren zur herstellung eines federblattes | |
| DE69223435T2 (de) | Aluminiumblech und Verfahren zu seiner Herstellung | |
| EP0282822A1 (de) | Verfahren zur Herstellung von Turbinenradscheiben mit örtlich hohen Druckeigenspannungen in der Nabenbohrung | |
| DE2737116C2 (de) | Verfahren zum Herstellen von Blechen und Bändern aus ferritischen, stabilisierten, rostfreien Chrom-Molybdän-Nickel-Stählen | |
| EP0184131B1 (de) | Verfahren zum Herstellen und Ausrichten eines Fahrzeugrades | |
| EP0035718B1 (de) | Verfahren zur Herstellung eines tiefziehfähigen Bleches, Bandes oder dgl. aus Aluminium oder- legierungen | |
| DE3215029A1 (de) | Aluminiumrad, insbesondere fahrzeugrad, sowie verfahren und vorrichtung zu seiner herstellung | |
| DE2810186A1 (de) | Walzwerk und walze zum warmwalzen von nichteisenmetallen sowie verfahren zur herstellung der walze | |
| DE69515010T2 (de) | Verfahren zum Herstellen von Stahlband zum Tiefziehen von Stahldosen | |
| DE69418340T2 (de) | Einstückige spinndüse aus einem einzigen metall und verfahren zu ihrer herstellung | |
| DE69722996T2 (de) | Nabe aus dehnbarem Eisen für ein Fahrzeug und Herstellungsverfahren | |
| DE1109561B (de) | Verfahren zur Erhoehung der Dauerfestigkeit von Metallen | |
| DE69815758T2 (de) | Verfahren zur Herstellung eines Eisenbahnrades und so hergestelltes Eisenbahnrad | |
| EP0947605B1 (de) | Verfahren zum Erhöhen der Korrisionsbeständigkeit eines metallischen Werkstücks sowie Werkstück | |
| DE2425187B2 (de) | Verwendung eines stahles mit einem niedrigen kohlenstoffgehalt als werkstoff fuer schienenraeder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE FR GB IT SE |
|
| 17P | Request for examination filed |
Effective date: 19861216 |
|
| 17Q | First examination report despatched |
Effective date: 19880126 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: NORSK HYDRO A.S. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE FR GB IT SE |
|
| REF | Corresponds to: |
Ref document number: 3565556 Country of ref document: DE Date of ref document: 19881117 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 85115054.0 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19981105 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19981110 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19981127 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19981207 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19990119 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991130 |
|
| BERE | Be: lapsed |
Owner name: NORSK HYDRO A.S. Effective date: 19991130 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 85115054.0 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19991127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000901 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |