EP0180517B2 - Procédé et machine pour recouvrir les faces latérales d'une charge avec une bande de film en matière plastique - Google Patents
Procédé et machine pour recouvrir les faces latérales d'une charge avec une bande de film en matière plastique Download PDFInfo
- Publication number
- EP0180517B2 EP0180517B2 EP85402068A EP85402068A EP0180517B2 EP 0180517 B2 EP0180517 B2 EP 0180517B2 EP 85402068 A EP85402068 A EP 85402068A EP 85402068 A EP85402068 A EP 85402068A EP 0180517 B2 EP0180517 B2 EP 0180517B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- load
- strip
- end portion
- free
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 24
- 239000002985 plastic film Substances 0.000 title description 5
- 229920006255 plastic film Polymers 0.000 title description 5
- 239000004033 plastic Substances 0.000 claims abstract description 6
- 229920003023 plastic Polymers 0.000 claims abstract description 6
- 238000011144 upstream manufacturing Methods 0.000 claims description 9
- 238000004804 winding Methods 0.000 claims 3
- 210000000078 claw Anatomy 0.000 description 5
- 238000012423 maintenance Methods 0.000 description 5
- 238000007789 sealing Methods 0.000 description 2
- 239000002313 adhesive film Substances 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 229920006302 stretch film Polymers 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/04—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material the articles being rotated
- B65B11/045—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material the articles being rotated by rotating platforms supporting the articles
Definitions
- the invention relates to a method and a machine for covering the lateral faces of a load with a strip of plastic film.
- a method and a machine are already known for covering the lateral faces of a load with a strip of plastic film coming from a film reel.
- the load is placed on a support table; the initial free end portion of the film is maintained and associated with the load; a relative movement of the load is carried out on the support table with respect to the film reel in order to place the film on the lateral faces of the load; the film is cut transversely; and the end free end portion of the film is secured to its middle part covering the load and a new initial free end part of the film is maintained.
- a known machine comprises a horizontal load support table; means for supporting a film reel with at least substantially vertical axis; drive means suitable for carrying out a relative movement of the load with respect to the film strip coming from the reel, around a vertical axis; holding jaws of the initial free end part of the film, movable between a closed holding position and an open non-holding position; means for transversely cutting the film; and means for securing the terminal free end part of the film to its middle part covering the load.
- the support table is pivotally mounted about a vertical axis and the film reel has an axis fixed.
- the load support table is fixed and the axis of the coil is moved along a loop surrounding the table, for example circular.
- a first embodiment corresponding to a process and to a semi-automatic machine consists in manually hanging the initial free part film to the load, in particular by tying it to the load support pallet. This first variant does not allow full automation of the process and the machine.
- a second embodiment allowing this automation consists in applying the initial free end part of the film to the lateral face of the load, in the zone to be covered, by means of a retaining finger.
- the finger is covered in the holding position with one or more layers of film, which thus makes it possible to maintain the initial free end portion of the film.
- the finger is then retracted below the support table by sliding it between the two layers of film where it was previously placed
- a third variant as known from document US-A-4077 179 also allowing automatic operation, consists in maintaining the initial free end portion of the film in the immediate vicinity of the lateral face of the load in the area to be covered, by means of a holding clamp.
- This clamp is also covered with one or more layers of film, which makes it possible to maintain the initial free end part. We then retract the clamp by rotating and sliding between the two layers of film where it was previously located.
- a single holding clamp is provided, generally associated with the support table.
- two clamps are provided, associated, on the one hand, with the support table and, on the other hand, with a presser applied to the upper horizontal end face of the load.
- This cutting pliers also includes a brush for applying the extreme free end part of the film to its central end part.
- the initial free end part of the film is associated with the load because it is trapped and maintained by the middle part of the film overlapping and itself clamping the load as a result of the stretching to which it is subject.
- These last two variants allow automatic operation but have, however, a certain number of limits: the finger or the holding clip associated with the support table risks being damaged by the loads when they are brought in or removed; it occupies an appreciable bulk which can lead to raising the table; being placed in the lower position it can see its operation affected by what may fall from the load (for example in the case of a friable load).
- a fourth variant is illustrated by document US-A-4 216 640 which describes a machine according to the preamble of claim 10, in which the holding jaws are associated with the rotary table, this machine however being devoid of presser.
- the initial free end part of the film is kept outside the zone where the charge is covered with the film strip. It follows that the holding jaws do not interfere with the film strip overlapping, which avoids covering the holding jaws with the film strip, therefore retracting these holding jaws by sliding between two layers of successive films. It follows that the film is not likely to be damaged by such sliding, that the stretching of the film may be greater since it does not risk preventing the retraction of the holding jaws.
- a claw carried by a first arm pivotally mounted on a second vertically sliding arm with which a presser is associated.
- This claw pulls the film from the reel to pass it under the presser away from the upper face of the stack, through a passage.
- the presser ensures the association of the film with the stack.
- the claw is not carried directly by the presser and is therefore not slaved to its movement. The claw remains fixed during the wrapping while the presser pivots.
- the claw is associated with a separate and complementary holding device.
- the invention therefore aims to remedy these drawbacks and, to this end, it provides a method and a machine for covering the lateral faces of a load with a strip of plastic film coming from a film reel, of the type previously mentioned.
- the inventive method is characterized in that in order to associate the initial free end portion of the film to be loaded, the middle region of the initial free end portion of the film strip is applied astride a first corner of the load partly on its end face and partly on its lateral faces to locally locally plastic deform the film, the latter being pressed between the first corner and unable to be released therefrom; and the maintenance of the initial free end portion of the film strip is stopped after at least a relative half-turn and before a relative turn of the load relative to the film reel.
- a machine according to the invention of the type mentioned above and for implementing the method is characterized in that in combination the holding jaws are carried on a pressure plate leaving at least one corner of the load projecting above the above the upper end face of the load, said presser being carried by an axis mounted on an arm and pivotally movable about an axis, the jaws holding in the holding position for hooking the free end part initial film on the protruding corner of the charter extending in a direction inclined orthogonally to the axis of the film reel and being vertically offset from the film reel placed opposite the load.
- the holding jaws being preferably placed in the high position, associated in a presser, they are not likely to be damaged by the load or to interfere with it during its movement. Similarly, it is possible to provide a support table whose level is lowered. The high position of the retaining jaws allows the initial free end portion of the film to be attached to a first corner of the load.
- the invention therefore relates to a method and a machine for covering the lateral faces 1a, 1b, 1c, 1 of a load 2 with a strip of plastic film 3 coming from a reel 4.
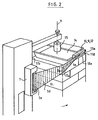
- a machine for implementing the method comprises a frame 5 comprising a sole 5a and a column 5b; a horizontal table 6 load support 2, support means 7 of the film reel 4 whose axis 8 is at least substantially vertical; drive means (not shown) capable of carrying out a relative movement of the load with respect to the film strip 3 coming from the reel 4 around a vertical axis 9; a holding clamp 10 of the initial free end portion 3a of the film strip 3, consisting of two jaws 10b, 10c movable about an axis 10a between a closed holding position ( Figures 1 to 4 and 8) and a position non-holding open ( Figures 5 to 7); means for cross-cutting 11 of the film strip 3; means 12 for securing the terminal free end part 3c of the film strip 3 to its middle part 3b covering the lateral faces of the load 2.
- the drive means are such that the table 6 is pivotally movable about the axis 9 and that the axis 8 of the coil remains fixed, near the column 5b.
- the invention also applies to the case of a fixed table 6 and a film reel 4 whose axis 8 rotates around table 6.
- a helical wrapping is produced.
- the invention also applies to the case of the removal of a strip.
- the film used is preferably a stretch film and the machine may include a pre-stretching device, not shown.
- the different parts of the film strip 3 are designated as follows: the initial free end portion 3a divided into an upstream section 3a-b on the side of the free end 3a-a and into a downstream section 3a-c; a middle part 3b adjoining the initial free end part 3a and a terminal free end part 3c; the middle part 3b being itself divided into an initial middle part 3b-a, a central middle part 3b-b, a terminal middle part 3b-c; a waiting part 3d, placed between the load 2 or the holding jaws 10 and the coil 4; a part wound 3rd on the reel 4.
- the load 2 is a load carried by a pallet 2a and it comprises, in addition to its lateral faces 1a, 1b, 1c, 1d, two end faces, respectively upper 13a and lower 13b, the latter resting on the pallet 2a.
- the machine comprises a presser 14 carried by a pin 15 mounted on an arm 16 supported by the column 5b at its upper part.
- the presser 14 is applied to the upper end face 13a of the load 2. It is pivotally mounted to pivot about the axis 9.
- the load 2 is placed on the support table 6; the initial extreme free part 3a of the film is maintained and it is associated with the load 2; a relative movement of the load 2 is carried out on the support table 6 relative to the film reel 4 in order to place the film on the lateral faces of the load 2; the film strip 3 is coated transversely; the end free end portion 3c of the film strip is secured to its middle part 3b covering the load 2 and a new initial free end part of the film is maintained.
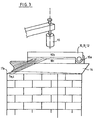
- the latter is applied astride a first corner 17a of the load 2 (FIG. 2).
- the middle zone of the initial free end portion 3a is applied to the first corner 17a.
- This application is such that a local plastic deformation of the film is obtained. Indeed, it is applied to the first corner 17a which is projecting and more or less pointed at its end.
- the initial free end portion 3a is applied to the load 2, in particular the first corner 17a, while the film strip 3 is kept under pre-stretched tension.
- the initial middle part 3b-a of the film strip is applied to an additional corner 17b of the load.
- the initial middle part 3b-a is applied to the three other successive corners 17b, 17c, 17d of the load 2.
- downstream section 3a-c of the initial free end portion 3a is applied to the first corner 17a.
- the initial free end part 3a is twisted, in particular the upstream section 3a-b before applying it to the load 2, in particular by approximately 90 °.
- the initial free end portion 3a of the film strip 3 is therefore applied in part to the end face 13a of the load, in part to its lateral faces 1a, 1b.
- the upstream section 3a-b is left free. Subsequently, it is covered with the middle part 3b. To this end, the retaining clamp 10 is partially opened and the film section 3a-b is folded down by the internal jaw 10c onto the first layer of film trapping the corners 17d and 17a. The maintenance of the initial free end portion 3a is stopped after at least half a turn and before one turn of the support table 6.
- the initial free end 3a-a is kept axially offset with respect to the film reel 4. Also, at least initially, the free end 3a-a is kept inclined - in particular at least substantially orthogonally - with respect to to the axis 8 of the film reel 4.
- the initial free end 3a-a is kept offset from the zone to be covered by the reference lateral face 1a of the load, that is to say the face from which the holding is carried out. of the film.
- the initial free end 3a-a is maintained at least substantially parallel to or slightly inclined relative to the edge 18a defined by the lateral face la and the end face 13a.
- the initial free end 3a-a is maintained above the upper end face 13a.
- the first corner 17a is preferably an upper corner of the load 2.
- a double helical wrapping is applied. This comprises a first descending interior helical wrapping, then a second exterior ascending helical wrapping.
- the initial free end part 3a of the film strip 3 is associated with the load 2 because the first projecting corner 17a sufficiently deforms the film which is stretched and twisted so that the film is pressed against the first corner 17a and cannot be released from it.
- the holding jaws 10 are, 'at least in the closed holding position, offset axially relative to the film reel 4. In this position, the holding jaws 10 extend in an inclined direction - at least substantially orthogonally - relative to the axis 8 of the coil 4.
- the holding jaws 10 are at least partially offset axially with respect to the film reel 4.
- the holding jaws 10 are released from the film so that the film strip 3 does not do not come to substantially cover the jaws 10.
- the jaws 10 are offset vertically with respect to the area to be covered with the reference lateral face 1a so as not to be located facing it.
- the jaws 10 extend in a direction at least substantially parallel to or slightly inclined relative to the edge 18a. Consequently, the holding jaws 10 in the closed position extend in a direction at least substantially parallel or slightly inclined relative to the longitudinal direction of the film strip 3 covering the load.
- the holding jaws 10, in the closed position, on the one hand, are offset with respect to the reference lateral face la and, on the other hand, extend at least substantially parallel and close to an end face 13a.
- the jaws 10, in the closed position extend in an at least substantially horizontal direction and above the upper end face 13a. This is why the holding jaws 10 are preferably carried by the presser 14.
- the articulation axis 10a of the holding jaws 10 is located on the side which deviates from the coil 4.
- the holding jaws 10 are associated, on the one hand, with first drive means allowing the jaws to be opened and closed, and, on the other hand, with second drive means, separate or not from the first means of drive, allowing the jaws to pivot together around their articulation axis 10a.
- the drive means are housed in a casing placed on the upper face of the presser 14.
- the first and second drive means are constituted by electric, pneumatic or other motors.
- the cross-cutting means 11, on the one hand, and the means for securing the film 12, on the other hand, are preferably carried by the holding jaws 10. This is made possible even with a larger size of the holding jaws 10, since these do not have to be housed between two successive layers of the film strip 3.
- the cross-cutting means consist of teeth carried by one of the jaws, cooperating with an opposite recess carried by the other jaw.
- the means for securing the film 12 comprise means for applying the film to itself (variant shown) such as a flap, fringes, a roller or heat sealing means with electric or magnetic control.
- the support means 7 of the film reel 4 remaining fixed, the table 6 is rotated about the axis 9, thanks to the drive means, the jaws 10 remaining closed and the pre-stretching device used.
- the upstream section 3a-b of the film strip 3 extends between the jaws 10 and the first corner 17a with which the strip 3 interferes. This interference necessarily occurs, due to the offset existing between the jaws 10 and the coil 4.
- the upstream section 3a-b is twisted, which promotes the maintenance of the film on the load 2.
- the upstream section 3a-b is a sufficient length so that the first corner 17a is sufficiently spaced from the free end 3a-a. This is why, the axis 10a is preferably placed in the vicinity of an anal of the presser 14.
- the first corner 17a interfering with the film strip 3 comes to deform it locally, the film being firmly applied to the load 2 around the corner 17a ( Figure 2).
- the downstream section 3a-c and the initial middle part 3b-a are covered.
- the holding jaws 10 are then opened to release the free end 3a-a, therefore the initial free end part 3a.
- the upstream section 3a-b not yet covered by the strip of film trapping the corners 17d-17a is folded over the first layer, and this by means of the inner jaw 10c, the clamp 10 being partially open.
- the outer jaw 10b is held vertically and downward, while the inner jaw 10c is pivoted upward, horizontally.
- the overall movement of the jaw 10 down makes it possible to bring down an upstream section 3a-b (FIG. 5).
- the clamp 10 is immediately closed in a horizontal position.
- the film reel 4 is again in its original position and the jaws 10b-c placed on either side of the film strip 3. They are then closed. They are placed vertically (FIG. 7) ensuring the cutting of the film on the load side and the maintenance on the reel side.
- the end free end portion 3c of the film can be applied to the middle part 3b for a view. to secure the connection (self-adhesive film for example). This is optionally carried out by additional heat-sealing members 19- or other means of securing (non-sticky film).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Packaging Of Machine Parts And Wound Products (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Laminated Bodies (AREA)
Description
- L'invention concerne un procédé et une machine pour recouvrir les faces latérales d'une charge avec une bande de film en matière plastique.
- On connaît déjà un procédé et une machine pour recouvrir les faces latérales d'une charge avec une bande de film en matière plastique provenant d'une bobine de film.
- Dans ce procédé connu, on place la charge sur une table support; on maintient la partie extrême libre initiale du film et on l'associe à la charge; on effectue un déplacement relatif de la charge sur la table support par rapport à la bobine de film afin de poser le film sur les faces latérales de la charge; on coupe transversalement le film; et on solidarise la partie extrême libre terminale du film à sa partie médiane recouvrant la charge et on maintient une nouvelle partie extrême libre initiale de film.
- Une machine connue comprend une table horizontale support de charge; des moyens support d'une bobine de film à axe au moins sensiblement vertical; des moyens d'entraînement propres à réaliser un mouvement relatif de la charge par rapport à la bande de film provenant de la bobine, autour d'un axe vertical; des mors de maintien de la partie extrême libre initiale du film, mobiles entre une position fermée de maintien et une position ouverte de non maintien; des moyens de coupe transversale du film; et des moyens pour solidariser la partie extrême libre terminale du film à sa partie médiane recouvrant la charge.
- On connaît deux variantes principales de réalisation du déplacement relatif de la charge sur la table support par rapport à la bobine de film : dans une première variante, la table support est montée pivotante autour d'un axe vertical et la bobine de film a un axe fixe. Dans une seconde variante, la table support de charge est fixe et l'axe de la bobine est déplacé le long d'une boucle entourant la table, par exemple circulaire.
- On connaît également plusieurs variantes en ce qui concerne le recouvrement des faces latérales de la charge : pose d'un simple bandeau, banderolage droit (la largeur de la bande de film correspondant à la hauteur de la charge), banderolage hélicoïdal.
- On connaît enfin plusieurs variantes de réalisation de l'association de la partie extrême libre initiale du film à la charge : une première variante de réalisation correspondant à un procédé et à une machine se- mi-automatique consiste à accrocher manuellement la partie extrême libre initiale du film à la charge, en particulier en nouant celle-ci à la palette support de charge. Cette première variante ne permet pas l'automatisation intégrale du procédé et de la machine.
- Une deuxième variante de réalisation permettant cette automation consiste à appliquer la partie extrême libre initiale du film sur la face latérale de la charge, dans la zone à recouvrir, grâce à un doigt de maintien. On recouvre le doigt en position de maintien avec une ou plusieurs couches de film, ce qui permet ainsi de maintenir la partie extrême libre initiale du film. On escamote alors le doigt au-dessous de la table support en le faisant coulisser entre les deux couches de film où il se trouvait précédemment placée
- Une troisième variante, telle que connue du document US-A-4077 179 permettant également un fonctionnement automatique, consiste à maintenir la partie extrême libre initiale du film à proximité immédiate de la face latérale de la charge dans la zone à recouvrir, grâce à une pince de maintien. On recouvre également cette pince avec une ou plusieurs couches de film ce qui permet de maintenir la partie extrême libre initiale. On escamote alors la pince en la faisant pivoter et glisser entre les deux couches de film où elle était précédemment située. Dans le cas d'un banderolage hélicoïdal, il est prévu une pince de maintien unique, généralement associée à la table support. Dans le cas d'un banderolage droit, il est prévu deux pinces de maintien associées, d'une part, à la table support et, d'autre part, à un presseur appliqué sur la face d'extrémité horizontale supérieure de la charge. Dans cette troisième variante, il est également prévu une seconde pince distincte de la pince de maintien, pour la coupe transversle du film. Cette pince de coupe comporte également une brosse d'application de la partie extrême libre terminal du film sur sa partie médiane terminale.
- Ainsi, dans les deuxième et troisième variantes, la partie extrême libre initiale du film est associée à la charge parce que emprisonnée et maintenue par la partie médiane du film venant en recouvrement et elle-même serrant la charge par suite de l'étirage auquel elle est soumise. Ces deux dernières variantes permettent un fonctionnement automatique mais présentent, cependant, un certain nombre de limites : le doigt ou la pince de maintien associe à la table support risque d'être endommage par les charges au moment de leur amenée ou de leur évacuation ; il occupe un encombrement appréciable pouvant conduire à surelever la table ; étant place en position inférieure il peut voir son fonctionnement affecté par ce qui peut tomber de la charge (par exemple dans le cas d'une charge friable). L'escamotage nécessaire du doigt ou de la pince par coulissement peut endommager le film et n'est possible que si le degré de serrage de celui-ci n'est pas trop important alors même que ce degré de serrage est précisement recherché, d'une part, pour le maintien efficace de la partie extrême libre du film et, d'autre part, pour la cohésion de la charge.
- Une quatrième variante est illustrée par le document US-A-4 216 640 qui décrit une machine suivant le préambule de la revendication 10, dans laquelle les mors de maintien sont associés à la table tournante, cette machine étant cependant dépourvue de presseur.
- Dans cette variante, la partie extrême libre initiale du film est maintenue en dehors de la zone où est effectué le recouvrement de la charge avec la bande de film. Il s'ensuit que les mors de maintien n'interfèrent pas avec la bande de film venant en recouvrement, ce qui évite de recouvrir les mors de maintien avec la bande de film, donc à escamoter ces mors de maintien par glissement entre deux couches de film successives. Il s'ensuit que le film ne risque pas d'être endommagé par un tel coulissement, que l'étirage du film peut être plus important puisqu'il ne risque pas d'empêcher l'escamotage des mors de maintien.
- Dans une cinquième variante (document DE-A- 3 232 029), il est prévu une griffe portée par un premier bras monté pivotant sur un second bras coulissant verticalement auquel est associé un presseur. Cette griffe tire le film depuis la bobine pour le faire passer sous le presseur écarté de la face supérieure de la pile, à travers un passage. Le presseur assure l'association du film à la pile. Selon ce document, la griffe néest pas portée directement par le presseur et n'est donc pas asservie à son mouvement La griffe reste fixe pendant le banderolage alors que le presseur pivote. A la griffe est associé un dispositif distinct et complémentaire de maintien.
- L'invention vise donc à remédier à ces inconvénients et, à cet effet, elle propose un procédé et une machine pour recouvrir les faces latérales d'une charge avec une bande de film en matière plastique provenant d'une bobine de film, du type mentionné précédemment.
- Le procédé selon l'inventon est caractérisé par le fait que pour associer la partie extrême libre initiale du film à a charge, on applique la zone médiane de la partie extrême libre initiale de la bande de film à cheval sur un premier coin de la charge pour partie sur sa face d'extrémité et pour partie sur ses faces latérales jusqu'à déformer localement plastiquement le film, celui-ci étant plaqué entre le premier coin et ne pouvant s'en dégager ; et on cesse le maintien de la partie extrême libre initiale de la bande de film après au moins un demi-tour relatif et avant un tour relatif de la charge par rapport à la bobine de film.
- Une machine selon l'invention, du type précédemment mentionné et pour la mise en oeuvre du procédé est caractérisée par le fait qu'en combinaison les mors de maintien sont portés sur un plateau presseur laissant au moins un coin de la charge en saillie au-dessus de la face d'extrémité supérieure de la charge, ledit presseur étant porté par un axe monté sur un bras et mobile à pivotement autour d'un axe, les mors de maintien en position de maintien pour l'accrochage de la partie extrême libre initiale du film sur le coin en saillie de la charte s'étendant dans une direction inclinée orthogonalement par rapport à l'axe de la bobine de film et étant décalés verticalement par rapport à la bobine de film placée en regard de la charge.
- Selon l'invention les mors de maintien étant placés préférentiellement en position haute, associés en presseur, ils ne risquent pas d'être endommagés par la charge ni d'interférer avec celle-ci lors de son déplacement De la même manière, il est possible de prévoir une table support dont le niveau est abaissé. La position haute des mors de maintine permet d'accrochage de la partie extrême libre initiale du film sur un premier coin de la charge.
- Ces avantages sont obtenus tout en permettant une grande polyvalence d'emploi.
- Les autres caractéristiques de l'invention seront bien comprises grâce à la description qui suivra en référence aux dessins annexés dans lesquels:
- La figure 1 est une vue schématique, en perspective, d'une machine selon l'invention en position initiale de départ.
- Les figures 2, 3, 4, 5, 6, 7, 8 sont huit vues schématiques, en perspective, partielles, illustrant huit étapes ultérieures du procédé selon l'invention.
- L'invention concerne donc un procédé et une machine pour recouvrir les faces latérales 1a, 1 b, 1 c, 1 d'une charge 2 avec une bande de film 3 en matière plastique provenant d'une bobine 4.
- Une machine pour la mise en oeuvre du procédé comporte un bâti 5 comprenant une semelle 5a et une colonne 5b; une table horizontale 6 support de charge 2, des moyens support 7 de la bobine de film 4 dont l'axe 8 est au moins sensiblement vertical; des moyens d'entraînement non représentés propres à réaliser un mouvement relatif de la charge par rapport à la bande de film 3 provenant de la bobine 4 autour d'un axe vertical 9; une pince de maintien 10 de la partie extrême libre initiale 3a de la bande de film 3, constituée de deux mors 10b, 10c mobile autour d'un axe 10a entre une position fermée de maintien (figures 1 à 4 et 8) et une position ouverte de non maintien (figures 5 à 7); des moyens de coupe transversale 11 de la bande de film 3; des moyens 12 pour solidariser la partie extrême libre terminale 3c de la bande de film 3 à sa partie médiane 3b recouvrant les faces latérales de la charge 2.
- Dans la forme d'exécution représentée, les moyens d'entraînement sont tels que la table 6 soit mobile à pivotement autour de l'axe 9 et que l'axe 8 de la bobine reste fixe, à proximité de la colonne 5b. Toutefois, l'invention s'applique également au cas d'une table 6 fixe et d'une bobine de film 4 dont l'axe 8 tourne autour de la table 6.
- Dans la forme de réalisation représentée, il est réalisé un banderolage hélicoïdal. Cependant, l'invention s'applique également au cas de la dépose d'un bandeau.
- Le film utilisé est préférentiellement un film étirable et la machine peut comporter un dispositif de préétirage non représenté.
- Par convention, on désigne de la manière suivante les différentes parties de la bande de film 3 : la partie extrême libre initiale 3a partagée en un tronçon amont 3a-b du côté de l'extrémité libre 3a-a et en un tronçon aval 3a-c; une partie médiane 3b attenante à la partie extrême libre initiale 3a et à une partie extrême libre terminale 3c; la partie médiane 3b étant elle-méme partagée en une partie médiane initiale 3b-a, une partie médiane centrale 3b-b, une partie médiane terminale 3b-c; une partie en attente 3d, pla- cèe entre la charge 2 ou les mors de maintien 10 et la bobine 4; une partie enroulée 3e sur la bobine 4.
- Préférentiellement, la charge 2 est une charge portée par une palette 2a et elle comporte, outre ses faces latérales 1a, 1b, 1c, 1d, deux faces d'extrémité, respectivement supérieure 13a et inférieure 13b, cette dernière reposant sur la palette 2a.
- Enfin, préférentiellement, la machine comporte un presseur 14 porté par un axe 15 monté sur un bras 16 supporté par la colonne 5b à sa partie supérieure. Le presseur 14 est appliqué sur la face d'extrémité supérieure 13a de la charge 2. Il est monté mobile à pivotement autour de l'axe 9.
- Dans le procédé, on place la charge 2 sur la table support 6; on maintient la partie extreme libre initiale 3a du film et on l'associe à la charge 2; on effectue un déplacement relatif de la charge 2 sur la table support 6 par rapport à la bobine de film 4 afin de poser le film sur les faces latérales de la charge 2; on couque transversalement la bande de film 3; on solidarise la partie extrême libre terminale 3c de la bande de film à sa partie médiane 3b recouvrant la charge 2 et on maintient une nouvelle partie extrême libre initiale de film.
- Selon l'invention, pour associer la partie extrême libre initiale 3a de la bande de film 3 à la charge 2, on applique celle-ci à cheval sur un premier coin 17a de la charge 2 (figure 2).
- Plus précisément, on applique la zone médiane de la partie extrême libre initiale 3a sur le premier coin 17a. Cette application est telle que l'on obtient une déformation plastique locale du film. En effet, celui-ci est appliqué sur le premier coin 17a qui est en saillie et plus ou moins pointu à son extrémité.
- Préférentiellement, on applique la partie extrême libre initiale 3a sur la charge 2, notamment le premier coin 17a, alors que la bande de film 3 est maintenue sous tension préétirée.
- Egalement, on applique la partie médiane initiale 3b-a de la bande de film sur un coin supplémentaire 17b de la charge. Dans la forme de réalisation représentée, on applique la partie médiane initiale 3b-a sur les trois autres coins successifs 17b, 17c, 17d de la charge 2.
- Plus précisément, on applique surle premier coin 17a le tronçon aval 3a-c de la partie extrême libre initiale 3a.
- Et, on vrille la partie extrême libre initiale 3a, notamment le tronçon amont 3a-b avant que de l'appliquer sur la charge 2, notamment de 90° environ.
- On applique donc la partie extrême libre initiale 3a de la bande de film 3 pour partie sur la face d'extrémité 13a de la charge, pour partie sur ses faces latérales 1 a, 1 b.
- Une fois la bande de film 3 associée à la charge 2, on laisse libre le tronçon amont 3a-b. Ultérieurement, on le recouvre avec la partie médiane 3b. A cet effet, on ouvre la pince de maintien 10 partiellement et ainsi on rabat par le mors intérieur 10c le tronçon de film 3a-b sur la première couche de film emprisonnant les coins 17d et 17a. On cesse le maintien de la partie extrême libre initiale 3a après au moins un demi-tour et avant un tour de la table support 6.
- Au moins initialement, on maintient l'extrémité libre initiale 3a-a décalée axialement par rapport à la bobine de film 4. Egalement, au moins initialement, on maintient l'extrémité libre 3a-a inclinée - notamment au moins sensiblement orthogonalement - par rapport à l'axe 8 de la bobine de film 4.
- Au moins initialement, on maintient l'extrémité libre initiale 3a-a décalée par rapport à la zone à recouvrir de la face latérale de référence 1a de la charge, c'est-à-dire la face à partir de laquelle on réalise le maintien du film.
- Au moins initialement, on maintient l'extrémité libre initlale 3a-a au moins sensiblement parallèle à ou faiblement inclinée par rapport à l'aréte 18a définie par la face latérale la et la face d'extrémité 13a.
- Au moins initialement, on maintient l'extrémité libre initiale 3a-a au-dessus de la face d'extrémité supérieure 13a.
- Par conséquent, le premier coin 17aestpréféren- tiellement un coin supérieur de la charge 2.
- Dans une première variante, on réalise la pose d'un bandeau de film comprenant une spire à une ou plusieurs couches. Dans une seconde variante, on réalise la pose d'un double banderolage hélicoïdal. Celui-ci comporte un premier banderolage hélicoïdal intérieur descendant, puis un second banderolage hélicoïdal extérieur ascendant.
- Ainsi que cela résulte de la description qui précède, la partie extrême libre initiale 3a de la bande de film 3 est associée à la charge 2 parce que le premier coin 17a en saillie déforme suffisamment le film qui est étiré et vrillé de sorte que le film est plaqué contre le premier coin 17a et ne peut s'en dégager.
- Selon une caractéristique de la machine, les mors de maintien 10 sont, 'au moins en position fermée de maintien, décalés axialement par rapport à la bobine de film 4. Dans cette position, les mors de maintien 10 s'étendent dans une direction inclinée - au moins sensiblement orthogonalement - par rapport à l'axe 8 de la bobine 4.
- Pendant leur phase d'ouverture, les mors de maintien 10 sont au moins partiellement décalés axialement par rapport à la bobine de film 4.
- En permanence, les mors de maintien 10 sont dégagés du film de sorte que la bande de film 3 ne vienne pas recouvrir substantiellement les mors 10.
- En position fermée de maintien, les mors 10 sont décalés verticalement par rapport à la zone à recouvrir de la face latérale de référence la afin de ne pas se trouver situés au regard de celle-ci. Dans cette position fermée de maintien, les mors 10 s'étendent dans une direction au moins sensiblement parallèle à ou faiblement inclinée par rapport à l'aréte 18a. Par conséquent, les mors de maintien 10 en position fermée s'étendent dans une direction au moins sensiblement parallèle ou faiblement inclinée par rapport à la direction longitudinale de la bande de film 3 recouvrant la charge.
- Les mors de maintien 10, en position fermée, d'une part, sont décalés par rapport à la face latérale de référence la et, d'autre part, s'étendent au moins sensiblement parallèlement et à proximité d'une face d'extrémité 13a.
- En pratique, les mors 10, en position fermée, s'étendent dans une direction au moins sensiblement horizontale et au-dessus de la face d'extrémité supérieure 13a. C'est pourquoi les mors de maintien 10 sont préférentiellement portés par le presseur 14. L'axe d'articulation 10a des mors de maintien 10 est situé du côté s'écartant de la bobine 4.
- Aux mors de maintien 10 sont associés, d'une part, des premiers moyens d'entraînement permettant l'ouverture et la fermeture des mors et, d'autre part, des seconds moyens d'entraînement, distincts ou non des premiers moyens d'entraînement, permettant un pivotement d'ensemble des mors autour de leur axe d'articulation 10a.
- Ces moyens d'entraînement sont logés dans un carter placé sur la face supérieure du presseur 14. Les premiers et seconds moyens d'entraînement, non représentés, sont constitués par des moteurs électriques, pneumatiques ou autres.
- Les moyens de coupe transversale 11, d'une part, et les moyens pour solidariser le film 12, d'autre part, sont préférentiellement portés par les mors de maintien 10. Ceci est rendu possible même avec un plus grand encombrement des mors de maintien 10, étant donné que ceux-ci n'ont pas à venir se loger entre deux couches successives de la bande de film 3.
- Les moyens de coupe transversale sont constitués de dents portées par l'un des mors, coopérant avec un creux en regard porté par l'autre mors.
- Les moyens pour solidariser le film 12 comprennent des moyens pour appliquer le film sur lui-même (variante représentée) telle qu'une bavette, des franges, un rouleau ou des moyens de thermosoudage à commande électrique ou magnétique.
- On se réfère maintenant aux figures qui illustrent une séquence opératoire : Initialement, l'extrémité libre 3a-a, dont la partie extrême libre initiale 3a-a est maintenue parallèlement à l'aréte 18a, écartée mais sensiblement dans le plan de la face latérale de référence la et au-dessus et au voisinage de la face d'extrémité supérieure 13a, et ceci grâce aux mors de maintien 10 fermés. La bobine de film 4 est placée en regard de la face latérale de référence la, à son extrémité supérieure. Du fait de la position des mors 10 et de la bobine 4, la bande de film est vrillée (figure 1).
- Les moyens support 7 de la bobine de film 4 restant fixes, la table 6 est mise en rotation autour de l'axe 9, grâce aux moyens d'entraînement, les mors 10 restant fermés et le dispositif de préétirage mis en oeuvre. Le tronçon amont 3a-b de la bande de film 3 s'étend entre les mors 10 et le premier coin 17a avec lequel la bande 3 interfère. Cette interférence se produit nécessairement, du fait du décalage existant entre les mors 10 et la bobine 4. Le tronçon amont 3a-b est vrillé, ce qui favorise le maintien du film sur la charge 2. Le tronçon amont 3a-b est d'une longueur suffisante pour que le premier coin 17a se trouve suffisamment écarté de l'extrémité libre 3a-a. C'est pourquoi, l'axe 10a est préférentiellement placé au voisinage d'un anale du presseur 14. Le premier coin 17a interférant avec la bande de film 3 vient la déformer localement, le film étant fermement appliqué sur la charge 2 autour du coin 17a (figure 2).
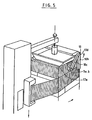
- Le mouvement est poursuivi et la partie médiane initiale 3b-a de la bande de film 3 vient également se poser à cheval sur les coins successifs 17b, 17c, 17d. Progressivement, la part de film se trouvant sur les faces latérales 1a, 1b, 1c, 1d d devient de plus en plus importante (figures 3 et 4).
- Après au moins un tour, on vient recouvrir le tronçon aval 3a-c et la partie médiane initiale 3b-a. Les mors de maintien 10 sont alors ouverts pour libérer l'extrémité libre 3a-a, donc la partie extrême libre initiale 3a. Le tronçon amont 3a-b non encore recouvert par la bande de film emprisonnant les coins 17d-17a est rabattu sur la première couche, et ce au moyen du mors intérieur 10c, la pince 10 étant ouverte partiellement. Tant que la charge est en mouvement, le mors extérieur 10b est maintenu verticalement et vers le bas, tandis que le mors intérieur 10c est pivoté vers le haut, à l'horizontale. Auparavant, le mouvement d'ensemble du mors 10 vers le bas permet de ramener vers le bas un tronçon amont 3a-b (figure 5). On referme aussitôt la pince 10 en position horizontale.
- Le banderolage se poursuit, les moyens support 7 de la bobine 4 étant déplacés à coulissement axial le long de la colonne 5b.
- Un quart de tour précédant l'arrêt de la rotation de la table les mors sont ramenés en position ouverte (figure 6).
- La bobine de film 4 se trouve de nouveau dans sa position originelle et les mors 10b-c placés de part et d'autre de la bande de film 3. Ils sont alors refermés. Ils viennent se placer verticalement (figure 7) assurant la coupe du film coté charge et le maintien coté bobine 4. La partie extrême libre terminale 3c du film peut être appliqué sur la partie médiane 3b en vue d'assurer la solidarisation ( film autocollant par exemple). Celle-ci est éventuellement réalisée par des organes de thermosoudage complémentaires 19- ou autres moyens de solidarisation (film non collant).
- Enfin, l'ensemble des mors 10 est pivoté autour de l'axe 10a pour être ramené à l'horizontale (figures 8 et 1).
Claims (15)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT85402068T ATE34714T1 (de) | 1984-10-25 | 1985-10-25 | Verfahren und maschine zum umhuellen der seiten einer last mit einer bahn aus kunststoffolie. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8416341 | 1984-10-25 | ||
| FR8416341A FR2572359B1 (fr) | 1984-10-25 | 1984-10-25 | Procede et machine pour recouvrir les faces laterales d'une charge avec une bande de film en matiere plastique |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0180517A1 EP0180517A1 (fr) | 1986-05-07 |
| EP0180517B1 EP0180517B1 (fr) | 1988-06-01 |
| EP0180517B2 true EP0180517B2 (fr) | 1991-12-11 |
Family
ID=9308996
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85402068A Expired - Lifetime EP0180517B2 (fr) | 1984-10-25 | 1985-10-25 | Procédé et machine pour recouvrir les faces latérales d'une charge avec une bande de film en matière plastique |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0180517B2 (fr) |
| AT (1) | ATE34714T1 (fr) |
| DE (1) | DE3563021D1 (fr) |
| FR (1) | FR2572359B1 (fr) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0279871A1 (fr) * | 1987-02-21 | 1988-08-31 | Cyklop International Ag | Machine pour envelopper des marchandises avec une bande extensible |
| ES2008368A6 (es) * | 1987-11-05 | 1989-07-16 | Agfer S A | Maquina enfardadora automatica. |
| WO1989009727A1 (fr) * | 1988-04-06 | 1989-10-19 | Ryozo Matsumoto | Appareil d'emballage pour enroulement d'un film tendu au prealable |
| FR2639906B1 (fr) * | 1988-12-05 | 1991-02-08 | Lin Pac France Sa | Procede et dispositif pour fixer le debut du film sur le plateau rotatif d'une machine pour l'emballage automatique de palettes |
| FI83193C (fi) * | 1989-04-14 | 1991-06-10 | Newtec Int | Foerfarande och anordning foer fogning och avskaerning av vecklingsfilm. |
| FR2650556B1 (fr) * | 1989-08-02 | 1991-12-13 | Newtec Int | Procede et machine de banderolage d'une charge palettisee |
| FR2650555B1 (fr) * | 1989-08-02 | 1991-12-13 | Newtec Int | Procede et machine pour deposer une bande de film de facon helicoidale sur les faces verticales d'une charge palettisee |
| US5203136A (en) * | 1989-09-06 | 1993-04-20 | Newtec International (Societe Anonyme) | Film unwinding carriage for a packaging machine |
| FR2664565B1 (fr) * | 1990-07-16 | 1994-05-13 | Newtec International | Procede et machine d'emballage de la face laterale et d'une face d'extremite d'une charge. |
| FR2669002B1 (fr) * | 1990-11-09 | 1994-10-28 | Newtec Int | Procede, machine et installation d'emballage d'une charge pourvue au moins une corniere de protection d'arete; dispositif de saisie, deplacement, depot et maintien d'une telle corniere. |
| FI93711C (fi) * | 1993-11-29 | 1995-05-26 | Vesme Systems Oy | Menetelmä kulmikkaan esineen käärimiseksi |
| FR2847554B1 (fr) * | 2002-11-25 | 2006-02-10 | Thimon | Machine d'emballage par banderolage d'une charge au moyen d'un film en matiere plastique |
| US7775016B2 (en) | 2004-11-03 | 2010-08-17 | Cousins Neil G | Stretch wrap machine with top corner film transfer |
| MX2007005258A (es) * | 2004-11-03 | 2008-01-16 | Cousins Packaging Inc | Maquina de envoltura elastica con transferencia de pelicula de esquina superior. |
| CN106927075A (zh) * | 2017-02-20 | 2017-07-07 | 滁州昭阳电信通讯设备科技有限公司 | 一种外壳带刺水果的自动包裹设备 |
| CN111762363A (zh) * | 2020-07-08 | 2020-10-13 | 海宁先锋印刷有限公司 | 一种基于机械手的薄膜包装装置 |
| DE102021100440A1 (de) | 2021-01-12 | 2022-07-14 | Sina Voss | Verfahren und Vorrichtung zur Ausgabe einer Folienbahn für Packgut |
| CN112977916B (zh) * | 2021-05-06 | 2022-04-19 | 郑州轻工业大学 | 自行走式缠绕包装机器人及物品绕包方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4152879A (en) * | 1977-06-21 | 1979-05-08 | Shulman Michael H | Spiral-wrap apparatus |
| US4206846A (en) * | 1977-10-11 | 1980-06-10 | Bemis Company, Inc. | Pallet load wrapping with stretchable plastic netting |
| US4216640A (en) * | 1978-06-12 | 1980-08-12 | Kaufman Charles R | Unit load wrapping machine |
| FR2470055A1 (fr) * | 1979-11-21 | 1981-05-29 | Raffinage Cie Francaise | Procede d'emballage d'un groupement d'articles et charge emballee par ledit procede |
| US4468915A (en) * | 1981-11-30 | 1984-09-04 | Parry John C | Satellite packaging system |
| DE3236029C1 (de) * | 1982-09-29 | 1983-12-29 | C. Keller GmbH u. Co KG, 4530 Ibbenbüren | Vorrichtung zum Einwickeln eines von einer Palette getragenen Stapels in eine Bahn aus Kunststoffolie |
-
1984
- 1984-10-25 FR FR8416341A patent/FR2572359B1/fr not_active Expired
-
1985
- 1985-10-25 AT AT85402068T patent/ATE34714T1/de not_active IP Right Cessation
- 1985-10-25 DE DE8585402068T patent/DE3563021D1/de not_active Expired
- 1985-10-25 EP EP85402068A patent/EP0180517B2/fr not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP0180517A1 (fr) | 1986-05-07 |
| FR2572359B1 (fr) | 1987-09-25 |
| EP0180517B1 (fr) | 1988-06-01 |
| FR2572359A1 (fr) | 1986-05-02 |
| DE3563021D1 (en) | 1988-07-07 |
| ATE34714T1 (de) | 1988-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0180517B2 (fr) | Procédé et machine pour recouvrir les faces latérales d'une charge avec une bande de film en matière plastique | |
| EP0467729B1 (fr) | Procédé et machine d'emballage de la face latérale et d'une face d'extrémité d'une charge | |
| EP0419299B1 (fr) | Chariot de dévidement de film pour machine d'emballage | |
| EP0522928B1 (fr) | Procédé et machine d'emballage des faces latérales et d'extrémité superieure d'une charge palettisée | |
| EP0392933A1 (fr) | Procédé et dispositif pour couper et souder un film d'emballage | |
| EP0340102B1 (fr) | Dispositif pour appliquer un enroulement filamentaire sur un support de forme quelconque et machine à bobiner universelle en comportant application | |
| FR2617123A1 (fr) | Bande avec renfort longitudinal, procede d'emballage et emballage comportant une telle bande, installation et machine pour la mise en oeuvre du procede d'emballage, et dispositif pour la realisation d'une telle bande | |
| EP0630813A1 (fr) | Dispositif de manutention et de maintien de l'extrémité libre d'un film d'une machine à banderoler | |
| EP0875476A1 (fr) | Bobineuse à deux mandrins pour l'enroulement d'une bande | |
| FR3012428A1 (fr) | Procede et dispositif de fixation pour fixer une extremite d'une bande de film d'emballage dans une machine d'emballage, et machine d'emballage | |
| EP1763471B1 (fr) | Dispositif de banderolage d"une charge palettisee permettant la fermeture a la face superieure de ladite charge, et procede de banderolage correspondant | |
| EP0015223A1 (fr) | Machine pour lier des bobines de fil métallique | |
| FR2511649A1 (fr) | Procede et appareil permettant d'envelopper la circonference exterieure d'une bobine de tole metallique mince | |
| EP0500433B1 (fr) | Procédé et dispositif pour fixer l'extrémité du fil d'une bobine | |
| FR2878241A1 (fr) | Machine automatique pour la formation d'un noeud a l'aide d'une ficelle en extremite d'une gaine tubulaire en vue de l'obturer par constriction sous l'effet du serrage du noeud | |
| FR2639611A1 (fr) | Dispositif de pose de coiffe sur une charge emballee par banderolage | |
| FR2697797A1 (fr) | Machine à cercle au ruban adhésif de toute nature. | |
| FR2573059A1 (fr) | Appareil de devidage de film d'emballage | |
| EP1419966B1 (fr) | Procédé et dispositif de mise en place d'une housse d'emballage de film plastique étirable sur une charge palettisée | |
| FR2639625A1 (fr) | Dispositif pour l'enrubannage de bobines ou de barres par un ruban isolant ou non | |
| FR2673817A3 (fr) | Feuille pour masquer des cheveux a permanenter. | |
| FR2497781A1 (fr) | Procede pour changer les bobines et les mandrins des machines d'enroulement sans axe | |
| FR2858295A1 (fr) | Banderoleuse et procede de banderolage mis en oeuvre par la banderoleuse | |
| FR2847554A1 (fr) | Machine d'emballage par banderolage d'une charge au moyen d'un film en matiere plastique | |
| EP1464216A1 (fr) | Procédé d'enrubannage de balles d'ensillage |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19860430 |
|
| 17Q | First examination report despatched |
Effective date: 19861023 |
|
| D17Q | First examination report despatched (deleted) | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE GB IT LI NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19880601 Ref country code: AT Effective date: 19880601 |
|
| REF | Corresponds to: |
Ref document number: 34714 Country of ref document: AT Date of ref document: 19880615 Kind code of ref document: T |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19880630 |
|
| REF | Corresponds to: |
Ref document number: 3563021 Country of ref document: DE Date of ref document: 19880707 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19881031 Ref country code: CH Effective date: 19881031 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: AGFER S.A. Effective date: 19890227 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| ITTA | It: last paid annual fee | ||
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19911211 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT CH DE GB IT LI NL SE |
|
| GBTA | Gb: translation of amended ep patent filed (gb section 77(6)(b)/1977) | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20001003 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20001004 Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011025 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20011025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020702 |