EP0175833A2 - Niederdruckgiessvorrichtung für Nichteisenmetalle, insbesondere Messing - Google Patents
Niederdruckgiessvorrichtung für Nichteisenmetalle, insbesondere Messing Download PDFInfo
- Publication number
- EP0175833A2 EP0175833A2 EP84830303A EP84830303A EP0175833A2 EP 0175833 A2 EP0175833 A2 EP 0175833A2 EP 84830303 A EP84830303 A EP 84830303A EP 84830303 A EP84830303 A EP 84830303A EP 0175833 A2 EP0175833 A2 EP 0175833A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- die
- casting
- fact
- casting apparatus
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D18/00—Pressure casting; Vacuum casting
- B22D18/04—Low pressure casting, i.e. making use of pressures up to a few bars to fill the mould
Definitions
- the present invention relates to a two-station die-casting apparatus having a single furnace, for the automatic die-casting of brass, with a low pressure process.
- die-casting is a particular type of casting, in which the castings are formed in permanent metal moulds, sometimes called “shells” but more usually “dies”.
- the object of the present invention is to eliminate the previously discussed disadvantages and to provide apparatus for the automatic die-casting of brass, which allows a better and fuller exploitation of the operating capacity of a furnace to be obtained.
- An advantage of apparatus according to the invention is that it allows the production of small, medium and large pieces to be obtained with an automatic brass die-casting process.
- Another advantage of the present invention is that it provides a system of automatic die-casting of brass which is made in such a way that it does not require the pro ⁇ vision of a foundation to put it in operation.
- apparatus for the automatic die-casting of brass characterised by the fact that it includes two pairs of die-carrier heads which can be turned through 180° about a central vertical axis in such a way as to be positioned either in front of a furnace or in front of an operator, each die-carrier head being controllable independently of the other and being capable of turning movement about three mutually orthogonal axes.
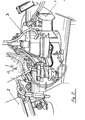
- the apparatus shown includes two die-carrier heads 1 and 2, which are mounted on a common support capable of rotation through 180° about a central vertical axis 3, in such a way that the heads 1 and 2 can be carried either to a position in front of a furnace or to a position in front of an operator 5.
- each die-carrier 6 is mounted rotatably on a support structure 7 and each support structure 7 is slidably mounted on a bed 8.
- Two fluid pressure actuators 9 are provided for displacing the support structures 7 slidably on the bed 8 in a direction transverse the length of a line joining the two sets of die-carriers heads 1, 2 and passing through the common central vertical axis 3.
- Each bed 8, in turn, can be inclined by the action of an appropriate actuator 10.
- a graphiting vessel 11 is arranged at the operator's position and is provided with an automatically controlled heating and cooling system.
- Each bed is mounted by means of bracket elements 13 so as to be turnable about an axis 12 and can be turned about this axis by the action of a double acting fluid pressure actuator 14 (see Figure 3).
- each die-carrier head is controllable in an independent manner and is able to perform the following operations:
- the pressurisation system for the casting chamber is supplied from a compressed air network and is constituted, essentially, by:
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Casting Devices For Molds (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT22927/84A IT1178524B (it) | 1984-09-28 | 1984-09-28 | Impianto a due stazioni, con forno singolo, per la colata automatica in conchiglia dell'ottone, con procedimento a bassa pressione |
| IT2292784 | 1984-09-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0175833A2 true EP0175833A2 (de) | 1986-04-02 |
| EP0175833A3 EP0175833A3 (de) | 1986-10-22 |
Family
ID=11201979
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84830303A Withdrawn EP0175833A3 (de) | 1984-09-28 | 1984-11-13 | Niederdruckgiessvorrichtung für Nichteisenmetalle, insbesondere Messing |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0175833A3 (de) |
| IT (1) | IT1178524B (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5205341A (en) * | 1990-02-27 | 1993-04-27 | Starline Manufacturing Company, Inc. | Low pressure double arm casting apparatus |
| EP0811447A1 (de) * | 1996-06-04 | 1997-12-10 | IMR S.r.l. | Niederdruck-Kokillengiessanlage |
| US5937931A (en) * | 1996-08-23 | 1999-08-17 | Kwc Ag | Low-pressure die casting plant |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2009196A1 (de) * | 1970-02-27 | 1971-09-09 | Schubert & Salzer Maschinen | Kokillengießmaschine fur die Her stellung von Armaturen aus Schwermetall |
| FR2179159A1 (de) * | 1972-04-07 | 1973-11-16 | Gravicast Patent Gmbh | |
| AT320887B (de) * | 1972-04-07 | 1975-03-10 | Gravicast Patent Gmbh | Verfahren zum mechanischen Transport von insbesondere mehrmals verwendbaren Gußformen an einer Gießvorlage |
-
1984
- 1984-09-28 IT IT22927/84A patent/IT1178524B/it active
- 1984-11-13 EP EP84830303A patent/EP0175833A3/de not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2009196A1 (de) * | 1970-02-27 | 1971-09-09 | Schubert & Salzer Maschinen | Kokillengießmaschine fur die Her stellung von Armaturen aus Schwermetall |
| FR2179159A1 (de) * | 1972-04-07 | 1973-11-16 | Gravicast Patent Gmbh | |
| AT320887B (de) * | 1972-04-07 | 1975-03-10 | Gravicast Patent Gmbh | Verfahren zum mechanischen Transport von insbesondere mehrmals verwendbaren Gußformen an einer Gießvorlage |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5205341A (en) * | 1990-02-27 | 1993-04-27 | Starline Manufacturing Company, Inc. | Low pressure double arm casting apparatus |
| EP0811447A1 (de) * | 1996-06-04 | 1997-12-10 | IMR S.r.l. | Niederdruck-Kokillengiessanlage |
| US6059011A (en) * | 1996-06-04 | 2000-05-09 | Imr S.P.A. | Low pressure die-casting plant with improved production capacity |
| US5937931A (en) * | 1996-08-23 | 1999-08-17 | Kwc Ag | Low-pressure die casting plant |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0175833A3 (de) | 1986-10-22 |
| IT1178524B (it) | 1987-09-09 |
| IT8422927A0 (it) | 1984-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0165531B1 (de) | Kern- und Maskenschiessmaschine | |
| GB2045659A (en) | Charging die casting machines | |
| US4431046A (en) | Automated low-pressure casting mechanism and method | |
| EP0090490B1 (de) | Anlage zur Herstellung von Gussstücken in einer stufenweise vorgeschobenen Giesform die aus identischen kastenlosen Formteilen besteht | |
| US4240497A (en) | Vacuum metal die-casting apparatus | |
| US3907022A (en) | Method of handling and replacing pouring tubes of a continuous casting apparatus | |
| EP0175833A2 (de) | Niederdruckgiessvorrichtung für Nichteisenmetalle, insbesondere Messing | |
| EP0055210A1 (de) | Niederdruck-Giessvorrichtung und Niederdruck-Giessverfahren | |
| US3842900A (en) | Device for automatically casting of molten material | |
| EP0040756A1 (de) | Vorrichtung zur Herstellung von Hohlglasartikeln | |
| DE102004014100B3 (de) | Verfahren und Vorrichtungsanordnung zum 5-achsigen Kippgießen von Kokillen | |
| WO1998023401A1 (de) | Verfahren und vorrichtung zum herstellen von gussstücken | |
| DE3123651A1 (de) | Verfahren und maschine fuer das abtrennen des giesssystems von gussstuecken | |
| JPH0631384A (ja) | ストレ−ナ取付装置 | |
| EP0095513B1 (de) | Vertikal-Druckgussverfahren | |
| CN107159860A (zh) | 连铸机 | |
| CH637856A5 (de) | Niederdruck-kokillen-giessmaschine fuer nichteisenmetalle. | |
| DE19901705A1 (de) | Verfahren und Vorrichtung zum Gießen von Kolbenrohlingen aus Leichtmetall insbesondere für Verbrennungskraftmaschinen | |
| JPH01224156A (ja) | 竪型鋳込装置 | |
| US5787962A (en) | Cold chamber die casting casting machine and method | |
| US20050121165A1 (en) | Method and apparatus for casting | |
| SU753532A1 (ru) | Лини дл изготовлени отливок | |
| US3815663A (en) | Die casting apparatus | |
| DE10255233B4 (de) | Schwerkraftgießsystem | |
| DE19963216A1 (de) | Verfahren und Vorrichtung zum Gießen von Rohlingen aus Leichtmetall |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE FR GB LI NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR GB LI NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19870423 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: REDAELLI, ROBERTO |