EP0136391A1 - Sewing of panty hose on a transfer machine with a plurality of cooperating turrets - Google Patents
Sewing of panty hose on a transfer machine with a plurality of cooperating turrets Download PDFInfo
- Publication number
- EP0136391A1 EP0136391A1 EP83830182A EP83830182A EP0136391A1 EP 0136391 A1 EP0136391 A1 EP 0136391A1 EP 83830182 A EP83830182 A EP 83830182A EP 83830182 A EP83830182 A EP 83830182A EP 0136391 A1 EP0136391 A1 EP 0136391A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- machine
- garment
- carousel
- rods
- sewing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000012546 transfer Methods 0.000 title claims abstract description 22
- 238000009958 sewing Methods 0.000 title claims description 38
- 239000013256 coordination polymer Substances 0.000 claims description 18
- 238000000034 method Methods 0.000 claims description 13
- 238000005520 cutting process Methods 0.000 claims description 7
- 230000015572 biosynthetic process Effects 0.000 claims description 3
- 238000000926 separation method Methods 0.000 claims description 2
- 239000004744 fabric Substances 0.000 claims 2
- 150000001875 compounds Chemical class 0.000 claims 1
- 238000009966 trimming Methods 0.000 abstract 1
- 208000031968 Cadaver Diseases 0.000 description 11
- 244000245420 ail Species 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229940082150 encore Drugs 0.000 description 1
- 238000012840 feeding operation Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
Images






Classifications
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B23/00—Sewing apparatus or machines not otherwise provided for
- D05B23/007—Sewing units for assembling parts of knitted panties or closing the stocking toe part
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05D—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES D05B AND D05C, RELATING TO SEWING, EMBROIDERING AND TUFTING
- D05D2207/00—Use of special elements
- D05D2207/02—Pneumatic or hydraulic devices
- D05D2207/04—Suction or blowing devices
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05D—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES D05B AND D05C, RELATING TO SEWING, EMBROIDERING AND TUFTING
- D05D2303/00—Applied objects or articles
- D05D2303/20—Small textile objects e.g., labels, beltloops
Definitions
- the invention relates to a method and a machine for sewing the ends of the pantyhose which comprises a direct and automated feeding from a first machine which sews the two stockings to form the body of the pantyhose intended to receive a bellows and which further comprises a automatic unloading suitable for a successive automated transfer of the garment, such as for example a bellows sewing machine.
- the main object of the present invention is also to automate the feeding operation of a machine for sewing the ends of the stockings and to allow the successive sewing of the bellows, with a process com fully automated.
- the advantages of the present invention essentially consist in that the seam concerns the end of the two stockings which make up a pantyhose; that the sewing of the ends is possible either for tights with seams, with or without gusset, or for those without seams, that is to say in one piece, without or with the gusset; that the feeding of tights with seams is automated and same time as the production of the same; whether the sewing of two ends is simultaneous or not, depending on whether two or one machine is used for cutting and sewing; that unloading is automated.
- the operation is as follows.
- the cycle begins with the product manufactured in the position illustrated in FIGG. 4 and 5 e by the first conveyor device B1 in the position illustrated in FIG. 6 of the appended drawings.
- the carrier B1 comes into action to release and remove the body 12 of the garment from the machine T by introducing the forks 6 through the open area of the belt 11 and starting by lifting and widening the upper edge and successively lowering and widening the lower edge and thereby obtaining a rectangle development as illustrated in FIGG. from 9A to 9F and from 10A to 10F attached drawings.
- second conveyor B2 provides, with inverted operations with respect to those carried out in the first station, to transfer the body 12 of the garment onto the canes 31 of an arm of the second carousel A2; after which said body 12 is stiffened and oriented so that, in a successive station, its removal is made possible by a known device G through the opening 13 of the garment intended for the bellows.
- a known device G through the opening 13 of the garment intended for the bellows.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Sewing Machines And Sewing (AREA)
- Socks And Pantyhose (AREA)
Abstract
Description
L'invention concerne un procédé et une machine à coudre les bouts des collants qui comprend une alimentation directe et automatisée provenant d'une première machine qui coud les deux bas pour former le corps des collants destinés à recevoir un soufflet et qui en outre comprend un déchargement automatique apte à un successif transfer automatisé du vêtement, comme par exemple à une machine à coudre les soufflets.The invention relates to a method and a machine for sewing the ends of the pantyhose which comprises a direct and automated feeding from a first machine which sews the two stockings to form the body of the pantyhose intended to receive a bellows and which further comprises a automatic unloading suitable for a successive automated transfer of the garment, such as for example a bellows sewing machine.
D'après le brevets espagnol n° 504.417 on connait déjà un dispositif automatique qui prélève le vête--ment d'une machine qui coud les deux bas pour former le corps des collants destinés à recevoir un soufflet et le transfère à une machine qui coud les soufflets.According to Spanish patent no. 504.417, an automatic device is already known which takes the clothing from a machine which sews the two stockings to form the body of tights intended to receive a bellows and transfers it to a machine which sews the bellows.
On sait aussi qu'avant la formation du collant ou après la couture du soufflet on doit effectuer la couture au bout des bas au moyen d'une ultérieure machine qui jusqu'à présent a été alimentée manuellement.It is also known that before the formation of the pantyhose or after the seam of the gusset, the end of the stockings must be sewn by means of a subsequent machine which until now has been fed manually.
Le but principal de la présent invention est d'auto matiser aussi l'opération d'alimentation d'une machine à coudre les bouts des bas et de permettre la couture successive du soufflet, avec un procédé com plètement automatisé.The main object of the present invention is also to automate the feeding operation of a machine for sewing the ends of the stockings and to allow the successive sewing of the bellows, with a process com fully automated.
On est parvenu à ce résultat en conformité de la présente invention en adoptant l'idée qui consiste dans la couture des bouts d'un collant en le prélevant de la machine qui forme le collant et ainsi avant la couture du soufflet et en outre dans la préparation d'un déchargement du collant avec les bouts cousus de façon à utiliser un dispositif connu qui transfère le vêtement à une machine à coudre les soufflets.This has been achieved in accordance with the present invention by adopting the idea which consists in sewing the ends of a pantyhose by removing it from the machine which forms the pantyhose and thus before sewing the bellows and also in the preparation of unloading the pantyhose with the ends sewn so as to use a known device which transfers the garment to a machine for sewing the bellows.
En conformité de l'invention le procédé comprend:
- (A) le transfer et positionnement du vêtement de la machine T pour former le corps au premier caroussel de la machine CP à coudre les bouts au moyens des opération suivant:
- (a1) d'introduction et aspiration continuée des jambes, séparément, en deux cannes de renversement correspondantes de la machine à coudre les bouts;
- (a2) de prise et élargissemment de la ceinture du corps et enlèvement du même de la machine T et son transfer sur les dites cannes de la machine CP;
- (B) le renversement des jambes et le positionnement des bouts des jambes du collant à l'égard des dites cannes pour en permettre la correcte couture succès sive; et après la couture des deux bouts:
- (C) le transfer et positionnement du vêtement du premier au deuxième carrousel de la machine CP au moyens des opérations suivant: (c1)d'aspiration des bouts du collant dans les can nes respectives;
- (c2) de prise et élargissement de la ceinture du corps et enlèvement et son transfert et orientation vers un dispositif connu G qui transfère le vêtement à une machine S à coudre les soufflets.
- (A) the transfer and positioning of the garment of the machine T to form the body with the first carousel of the machine CP to sew the ends by means of the following operation:
- (a1) introduction and continuous aspiration of the legs, separately, in two corresponding reversing rods of the end sewing machine;
- (a2) taking and widening of the body belt and removal of the same from the machine T and its transfer to the said rods of the machine CP;
- (B) the overturning of the legs and the positioning of the ends of the legs of the pantyhose with respect to said canes to allow the correct sive success sive; and after sewing the two ends:
- (C) the transfer and positioning of the garment from the first to the second carousel of the CP machine by means of the following operations: (c1) suction of the ends of the tights into the can nes respective;
- (c2) gripping and widening of the belt of the body and removal and its transfer and orientation towards a known device G which transfers the garment to a machine S for sewing the bellows.
Et la machine pour réaliser le dit procédé suivant l'invention comprend:
- - moyens pour aspirer les jambes du vêtement qui se trouve sur la machine T en deux cannes de renversement de la machine CP;
- - moyens pour prélever de la machine T le corps du vêtement par sa ceinture au moyen d'une pince à fourchons parallèles écartables;
- moyens pour transférer le dit corps sur les dites cannes de renversement de la machine CP;
- - moyens pour renverser les jambes et positionner les bouts dans la position de couture des bouts;
- - moyens pour coudre les dits bouts;
- - moyens pour prélever le corps des dites cannes de renversement et l'orienter par rapport à un dispositif connu G qui transfère le vétement à une machi ne à coudre les soufflets.
- - Means for sucking the legs of the garment which is on the machine T in two reversing rods of the machine CP;
- - Means for removing from the machine T the body of the garment by its belt by means of a pliers with spreadable parallel forks;
- means for transferring the said body onto the said reversing rods of the machine CP;
- - Means for inverting the legs and positioning the ends in the position for sewing the ends;
- - means for sewing said ends;
- - Means for removing the body of said tilting rods and orienting it relative to a known device G which transfers the garment to a machine for sewing the bellows.
Les avantages de la présente invention consistent essentiellement en ce que la couture concerne le bout des deux bas qui composent un collant; que la couture des bouts est possible soit pour les collants avec coutures, avec ou sans soufflet,, soit pour ceux sans coutures, c'est à dire en un seule pièce, sans ou avec le soufflet; que l'alimentation des collants avec coutures est automatisée et en même temps que la production des mêmes; que la couture de deux bouts est simultanée ou non, selon qu'on utilise deux ou une machine pour couper et coudre; que le déchargement est automatisé.The advantages of the present invention essentially consist in that the seam concerns the end of the two stockings which make up a pantyhose; that the sewing of the ends is possible either for tights with seams, with or without gusset, or for those without seams, that is to say in one piece, without or with the gusset; that the feeding of tights with seams is automated and same time as the production of the same; whether the sewing of two ends is simultaneous or not, depending on whether two or one machine is used for cutting and sewing; that unloading is automated.
Ceux-ci et d'ultérieurs avantages et caracteristi- ques de l'invention seron compris mieux et davantage par tout technicien de cette branche gràce à la description qui suit et à l'aide des dessins explicatifs joints; où:
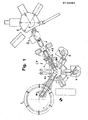
- dans le TAB.1 la FIG.1 représente la vue en plan de la combinaison d'une machine connue T qui produit les collant avec coutures avec les deux sections A1 A2 d'une machine CP à coudre les bouts suivant l'invention, alimentée par la dite machine T, avec un dispositif connu G qui tranfère les collants de la machine CP à coudre les bouts à une machine connu S a coudre les soufflets et avec une machine S à coudre les soufflets;
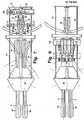
- dans le TAB.2 la FIG.2 représente, en plan, le détail du carrousel de la section A1 d'une machine à coudre les bouts suivant l'invention; la FIG.3 représente, en vue en face, le détail de FIG.2; dans le TAB.3 la FIG.4 représente, en vue de face, le détail d'une machine T qui produit les collant avec coutures avec le vêtement fini; la FIG.5 représente, en vue de côté, le détail de la FIG.4; dans le TAB.4 la FIG.6 représente, en vue de côté, le détail d'un dispositif transporteur du vêtement d'une machine T qui produit les collants avec coutures à une machine à coudre les bouts suivant l'invention dans la position de départ;
- dans le TAB.5 la FIG.7 représente, en plan et grandi, le détail de FIG.6; la FIG.8 représente, en plan et grandi, le détail de FIG.6 dans la position d'arrivée;
- dans le TAB.6 les FIGG.de 9A à 9F et de 10A à 10F représentent, en vue en face et en vue de côté, la succession des positions du dit dispositif transpor teur pendant l'enlèvement du vétemet d'une machine T qui produit les collant;
- dans le TAB.7 les FIGG.de 11A à 11E et de 12A à 12E représentent, en vue de face et en vue de coté, la succession des positions du dit dispositif transporteur pendant la pose du vêtement sur une machine a coudre les bouts suivant l'invention;
- .dans le TAB.8 la FIG.13 représente, en plan, le détail d'un dispositif ds déchargement du vétement pour une machine à coudre les bouts suivant l'inven tion; la FIG.14 représente, en vue de face, le détail de FIG.13; la FIG.15 représente, grandi, le détail de tensionnage du vêtement pour le dispositif de déchargement de FIG.13; la FIG.16 représente le détail du produit avec l'ouverture pour le soufflé pratiquée par moyens de coupe.
- in TAB.1 FIG. 1 represents the plan view of the combination of a known machine T which produces the tights with seams with the two sections A1 A2 of a machine CP for sewing the ends according to the invention, supplied by said machine T, with a known device G which transfers the tights of the machine CP for sewing the ends to a known machine S for sewing the bellows and with a machine S for sewing the bellows;
- in TAB.2 FIG.2 represents, in plan, the detail of the carousel of section A1 of a machine for sewing the ends according to the invention; FIG.3 shows, in front view, the detail of FIG.2; in TAB.3 FIG.4 represents, in front view, the detail of a machine T which produces the tights with seams with the finished garment; FIG.5 shows, in side view, the detail of FIG.4; in TAB.4 FIG. 6 represents, in side view, the detail of a device for transporting the clothing of a machine T which produces the tights with seams to a machine for sewing the ends according to the invention in the position of departure;
- in TAB.5 FIG.7 represents, in plan and enlarged, the detail of FIG.6; FIG.8 shows, in plan and enlarged, the detail of FIG.6 in the arrival position;
- in TAB.6 the FIGG. from 9A to 9F and from 10A to 10F represent, in front view and in side view, the succession of the positions of said conveyor device during the removal of the garment from a machine T which produces tights;
- in TAB.7 FIGG. 11A to 11E and 12A to 12E represent, in front view and in side view, the succession of positions of said conveyor device during the laying of the garment on a sewing machine with the following ends the invention;
- .in TAB.8 FIG.13 shows, in plan, the detail of a device for unloading clothing for a machine for sewing the ends according to the invention; FIG.14 shows, in front view, the detail of FIG.13; FIG.15 shows, enlarged, the tensioning detail of the garment for the unloading device of FIG.13; FIG.16 shows the detail of the product with the opening for the soufflé made by cutting means.
Réduit à l'essentiel et avec référence aux dessins joints, le procédé concernant la présente invention comprend:
- - une première phase pendant laquelle les deux
bas 1 du vêtement sont disposés écartés sur deuxensellures 2 correspondantes de la machine T de formation du vêtement, dans le but de favoriser le commencement correct des phases successives complètement automatiques et qui concernent: - - l'approchè des
bas 1 à deuxcorrespondantes cannes 3 de renversement au moyen de deuxfourches 23 actionnées pneumatiquement, dans le but d'en facili ter l'introduction successive; - - l'aspiration des
bas 1 dans les ditescannes 3 de renversement; - - le raidissage et élargissement à rectangle de la
ceinture 11 du vétement encore retenu par la machine T au moyen de deuxpinces 5 à excursion hori- zontale et avecfourchons 6 horizontaux à excursion verticale pour obtenirø la séparation ducorps 12, de la dite machine T; - - l'enlèvement du
corps 12 de la machine T et positionnement simultané avec renversement sur les ditescannes 3 de la machine à coudre les bouts au moyen des mêmes ditespinces 5; - - le renversement des jambes du vêtement sur les dites cannes avec un positionnement exact des bouts au moyen de rouleaux d'entrainement 7 dans le but de permettre une correcte couture des bouts;
- - l'approche séparée des bouts à coudre, à deux machines correspondantes 8 pour couper et coudre;
- - la couture séparée des deux bouts;
- - l'enlèvement du
corps 12 descannes 3 d'un bras du premier carrousel A1 et positionnement simultané avec redressement sur lescannes 31 d'un bras du deuxième carrousel A2 au moyen de deux pinces 51 à excursion horizontale et avec fourchons 61 horizontaux à excursion verticale; - - le tensionnage du
corps 12 moyennat rotation des ditescannes 31 et orientation du vêtement pour permettre la prise de la part d'un dispositif transporteur G à travres l'ouverture 13 du vêtement destinée au soufflet; - - la coupe éventuelle dans la zone de l'enfourchure du corps pour former une
ouverture 13, si manquante dans le vêtement, destinée au soufflet.
- - a first phase during which the two
stockings 1 of the garment are placed apart on twocorresponding saddles 2 of the machine T for forming the garment, with the aim of promoting the correct start of the successive phases complete automatic and which concern: - - Approaching the
bottom 1 to twocorresponding reversing rods 3 by means of two pneumatically actuatedforks 23, with the aim of facilitating the successive introduction thereof; - - the suction of the
stockings 1 in the said reversingrods 3; - - the stiffening and enlargement rectangle of the
belt 11 of the garment still retained by the machine T by means of twoclamps 5 excursion hori - zontal and tines 6 horizontal to vertical excursion obtenirø separation of thebody 12 of said machine T; - - Removal of the
body 12 from the machine T and simultaneous positioning with overturning on the saidrods 3 of the machine for sewing the ends by means of the same saidpliers 5; - - the reversal of the legs of the garment on said rods with an exact positioning of the ends by means of drive rollers 7 in order to allow a correct sewing of the ends;
- - the separate approach of the sewing tips, to two
corresponding machines 8 for cutting and sewing; - - separate sewing of the two ends;
- - Removal of the
body 12 of therods 3 from an arm of the first carousel A1 and simultaneous positioning with straightening on therods 31 of an arm of the second carousel A2 by means of two pliers 51 with horizontal excursion and with horizontal prongs 61 with vertical excursion; - - the tensioning of the
body 12 averaging rotation of saidrods 31 and orientation of the garment for allow the grip on the part of a conveyor device G through theopening 13 of the garment intended for the bellows; - - the possible cut in the area of the fork of the body to form an
opening 13, if missing in the garment, intended for the bellows.
En ce qui concerne la machine suivant l'invention pour réaliser le dit procédé et avec référence aux dessins joints, elle comprend, essentiellement:
- - un premier carrousel A1 avec tourelle à base hé- xagonale, tournant horizontalement, avec arrêt dans autant de stations, de chaque face de laquelle tourelle saillissent deux
cannes 3 horizontales,parallèles, pourvues d'aspiration pneumatique et en outre pourvues de deuxailes 30 latérales, horizontales et transférant en direction longitudinal vers l'extérieur du carrousel; - - un premier dispositif B1 transporteur du vêtement opérant en correspondance de la station de charge- mente de la machine CP et composé d'une
structure portante 20 fixe, horizontale, supérieure et avec développement radial et saillante vers l'extérieur à l'égard du dit carrousel A1; à la ditestructure 20 est fixée parallèlement une voie 21 de course pourun chariot 22 portant deux pinces 5 à excursion horizontale discordante, transversalement à la dite voie 2.1, chacune desquelles pinces est pourvue de deux fourchons 6 horizontaux superposés, à excur sion verticale, au moyen de cylindres pneumatiques correspondantes: le dit chariot 22 étant pourvu de moyens connus pour son transport et pour celui des dites pinces 5; - - deux fourches 23 au-dessous du dit dispositif transporteur, asservies à correspondants cylindres pneumatiques 24 avec excursion active vers la bouche des dites
cannes 3 avec fonction de recueillir les jambes 1 du vêtement pendantes de la machine T et les approcher aux dites bouches; - - moyens connus pour approcher les
ailes 30 des can nes 3 avec les jambes situées en haut du vêtement aux correspendantesmachines 8 pour couper et coudre; - -
moyens connus 8 pour coudre le but des jambes; - - un deuxième dispositif B2 transporteur du vétement opérant en correspondance de la station de déchargement du dit premier carrousel A1 et en tout pareil au précédenat B1;
- - un deuxième carrousel A2 à quatre bras, tournant horizontalement, avec arrêt dans autant de stations une desquelles est en face de la cinquième station du premier carrousel A1: chaque bras est composé de deux
cannes 31 horizontales et parallèles, pivotant autour de son propre axe longitudinal et avec l' extrémité libre pourvue d'un barreau 32 transversal tourné vers la canne 31 opposée; à chacune des ditescannes 31 est en outrefixé un levier 33 dont l'extrémité, pour le contact avec le profil d'une came 34 fixée concentriquement au carrousel A2 cause, pendant la rotation du carrousel et avant d'arriver à la station de déchargement, la rotation de la canne 31 et en même temps l'écartement du barreau 32. La deuxième station du dit deuxième carrousel A2 comprend des moyens decoupe 35 pour opérer éventuellement un'ouverture 13, si manquante, dans le vêtement.
- - a first carousel A1 with turret with hexagonal base, rotating horizontally, with stopping in as many stations, from each face of which turret project two
rods 3 horizontal, parallel, provided with pneumatic suction and also provided with twowings 30 lateral, horizontal and transferring in a longitudinal direction towards the outside of the carousel; - a first device B1 for transporting the garment, operating in correspondence with the loading station of the machine CP and composed of a supporting
structure 20 which is fixed, horizontal, superior and with radial development and projecting outwards with respect to the says carousel A1; to saidstructure 20 is fixed in parallel arace track 21 for acarriage 22 carrying twoclamps 5 with discordant horizontal excursion, transverse to said track 2.1, each of which clamps is provided with two superimposedhorizontal forks 6, with vertical excur sion, by means of corresponding pneumatic cylinders: saidcarriage 22 being provided with means known for its transport and for that of say clamps 5; - - Two
forks 23 below said conveyor device, slaved to corresponding pneumatic cylinders 24 with active excursion towards the mouth of saidrods 3 with the function of collecting thelegs 1 of the garment hanging from the machine T and approaching them at said mouths; - - known means for approaching the
wings 30 of thecanes 3 with the legs located at the top of the garment to thecorresponding machines 8 for cutting and sewing; - - known
means 8 for sewing the goal of the legs; - - A second B2 clothing carrier device operating in correspondence with the unloading station of said first carousel A1 and in all similar to the previous B1;
- - a second carousel A2 with four arms, rotating horizontally, with stop in as many stations, one of which is opposite the fifth station of the first carousel A1: each arm is made up of two horizontal and
parallel rods 31, pivoting around its own axis longitudinal and with the free end provided with atransverse bar 32 turned towards theopposite rod 31; to each of saidrods 31 is further fixed alever 33 whose end, for contact with the profile of acam 34 fixed concentrically to the carousel A2 cause, during the rotation of the carousel and before arriving at the station unloading, the rotation of therod 31 and at the same time the spacing of thebar 32. The second station of said second carousel A2 comprises cutting means 35 for possibly operating anopening 13, if missing, in the garment.
Le fonctionnement est le suivant. Le cycle commence par le produit fabriqué dans la position illustrée dans les FIGG. 4 et 5 e par le premier dispositif transporteur B1 dans la position illustrée dans la FIG.6 des dessins annéxés. Après que les jambes 1 du vêtement ont été approchées à la bouche des cannes 3 du premier carrousel A1 et içi continuellement aspirées, entre en action le transporteur B1 pour libérer et prélever de la machine T le corps 12 du vétement en y introduisant les fourchons 6 à travers la zone ouverte de la ceinture 11 et partant en soulevant et élargissant le bord supérieur et successivement en abbassant et élargissant le bord inférieur et en obtenant ainsi un développement à rectangle comme illustré dans les FIGG.de 9A à 9F et de 10A à 10F des dessins annéxés. Après quoi le chariot 22 se déplace vers et au-dessus des cannes 3 d'un bras du carrousel A1, qui résulte aligné avec celui de la machine T qui tient le vêtement, en les couvrant avec le dit corps au fur et à mesure que celui-ci se renverse ainsi comme illustré dans les FIGG. de 11A à 11E et de 12A à 12E des dessins annéxés.The operation is as follows. The cycle begins with the product manufactured in the position illustrated in FIGG. 4 and 5 e by the first conveyor device B1 in the position illustrated in FIG. 6 of the appended drawings. After the
A ce point le chariot 22 recule jusqu'à la position de départ et le carrousel A1, en tournant en sens contraire '(de celui des aiguilles d'une montre), porte les cannes 3 avec le corps 12 dans la station successive où les jambes 1 du vêtement, au moyen des rouleaux 7, sont renversées et les bouts positionnés sur les dites cannes 3 pour résulter avec l'extrémité libre dans la position juste pour recevoir la couture successive; la couture, qui a lieu dans la troisième station pour une jambe et dans la quatrième pour l'autre jambe, suit le transfert vers l'extérieur des ailes30 et le bloquage du bout de chaque bas dans une correnspondante pince 80. Dans la cinquième station de deuxième transporteur B2 pourvoit, avec opérations inverties à l'égard de celles effectuées dans la première station, à trans férer le corps 12 du vêtement sur les cannes 31 d' un bras du deuxième carrousel A2; après quoi le dit corps 12 est raidi et orienté de sorte que, dans une station successive, son enlèvement est rendu possible par un dispositif connu G à travers l'ouverture 13 du vêtement destinée au soufflet. Dans le cas où le vêtement n'ait pas la dite ouverture 13 parce qu'il est en une seule pièce, sans coutures, on pourvoit à l'effectuer avec moyens de coup 35 prévus dans la deuxième station du dit deuxième carrousel A2.At this point the
Claims (12)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8383830182T DE3371099D1 (en) | 1983-09-22 | 1983-09-22 | Sewing of panty hose on a transfer machine with a plurality of cooperating turrets |
| EP83830182A EP0136391B1 (en) | 1983-09-22 | 1983-09-22 | Sewing of panty hose on a transfer machine with a plurality of cooperating turrets |
| US06/535,856 US4649838A (en) | 1983-09-22 | 1983-09-26 | Process and machine for sewing the toes of pantyhoses with feed from a machine for forming pantyhoses and with ejection suitable for a subsequent automated transfer of the product |
| JP58187155A JPS6080484A (en) | 1983-09-22 | 1983-10-07 | Method and apparatus for supplying and continuously automatically transferring product from tights forming apparatus and sewing leading end part of tights |
| CA000438666A CA1200800A (en) | 1983-09-22 | 1983-10-07 | Procedure and machine for sewing the extremities of panty hose with feeding by a machine to shape the panty hose and with appropriate discharge for a succeeding automatic transfer of the manufactured product |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP83830182A EP0136391B1 (en) | 1983-09-22 | 1983-09-22 | Sewing of panty hose on a transfer machine with a plurality of cooperating turrets |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0136391A1 true EP0136391A1 (en) | 1985-04-10 |
| EP0136391B1 EP0136391B1 (en) | 1987-04-22 |
Family
ID=8191611
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83830182A Expired EP0136391B1 (en) | 1983-09-22 | 1983-09-22 | Sewing of panty hose on a transfer machine with a plurality of cooperating turrets |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4649838A (en) |
| EP (1) | EP0136391B1 (en) |
| JP (1) | JPS6080484A (en) |
| CA (1) | CA1200800A (en) |
| DE (1) | DE3371099D1 (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0306460A1 (en) * | 1987-07-14 | 1989-03-08 | SOLIS S.r.l. | Process and machine for automatically transferring pantihose and similar produce from a toe closing sewing machine to an ironing machine |
| US4953687A (en) * | 1987-09-22 | 1990-09-04 | Solis S.R.L. | Method and apparatus for automatically transferring and accumulating groups of flaccid articles |
| EP0533637A1 (en) * | 1991-09-18 | 1993-03-24 | SOLIS S.r.l. | Machine for automatical sewing of toes of two stockings, especially of panty hose |
| FR2793815A1 (en) * | 1999-05-20 | 2000-11-24 | Innothera Topic Int | Assembly for finishing stocking blanks, has automatic transfer of stockings on formers through workstations to sew the points and deliver finished inverted stockings |
| CN110512367A (en) * | 2019-09-25 | 2019-11-29 | 深圳市织能胜巍自动化科技有限公司 | A kind of fixed machine of automatic multiple stackings of care label |
| CN110512358A (en) * | 2019-06-10 | 2019-11-29 | 浙江叶晓机械科技有限公司 | A kind of footwear machine margin to seam device |
| CN110904578A (en) * | 2019-11-18 | 2020-03-24 | 诸暨市盛淼针织机械科技有限公司 | Lower part subassembly and hosiery sewing machine of hosiery sewing machine |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4784070A (en) * | 1985-09-10 | 1988-11-15 | Detexomat Machinery Limited | Pantihose manufacture |
| EP0230724B1 (en) * | 1985-11-26 | 1992-04-15 | Detexomat Machinery Limited | Garment, e.g. hosiery transport apparatus, and method |
| US4768451A (en) * | 1987-04-23 | 1988-09-06 | Blue Bell, Inc. | Apparatus for turning pocket-like fabric work pieces |
| IT1213838B (en) * | 1987-10-16 | 1990-01-05 | Solis Srl | DEVICE FOR THE AUTOMATIC TRANSFER OF TIGHTS FROM A SINGLE MACHINE FOR SEWING TIGHTS TO A CONVEYOR OF PACKED TIGHTS |
| GB8730199D0 (en) * | 1987-12-24 | 1988-02-03 | Detexomat Machinery Ltd | Hosiery toe closing method & apparatus |
| GB8823266D0 (en) * | 1988-10-04 | 1988-11-09 | Courtaulds Plc | Processing flexible sheet workpieces |
| US5040475A (en) * | 1989-01-28 | 1991-08-20 | Sara Lee Corporation | Material handling system |
| US5165355A (en) * | 1991-03-26 | 1992-11-24 | Sara Lee Corporation | Method and apparatus for handling hosiery blanks |
| GB9402684D0 (en) * | 1994-02-11 | 1994-04-06 | Detexomat Machinery Ltd | A hosiery line closer and loader assembly |
| GB9507510D0 (en) * | 1995-04-11 | 1995-05-31 | Detexomat Machinery Ltd | Method & apparatus for manipulating a length of flexible material |
| US6334547B1 (en) | 1997-07-19 | 2002-01-01 | Detexomat Machinery Limited | Method and apparatus for manipulating a length of flexible material |
| US7044071B2 (en) * | 2003-01-24 | 2006-05-16 | B.B. & S Knitting Consultants | Apparatus and method for automatically orienting hosiery articles for closing toe ends thereof |
| ITMI20042084A1 (en) * | 2004-11-02 | 2005-02-02 | Cesare Colosio S P A | AUTOMATIC SEWING DEVICE PARTICULARLY FOR SOCKS FOR SOCKS |
| CN108642724A (en) * | 2018-06-06 | 2018-10-12 | 苏州澳拓美盛自动化设备有限公司 | The full-automatic keyhole work station of four stations |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3520262A (en) * | 1967-08-23 | 1970-07-14 | Chadbourn Gotham Inc | Method and apparatus for closing stocking toes and putting stockings on boarding forms for processing |
| FR2415684A1 (en) * | 1978-01-27 | 1979-08-24 | Chietti Giovanni | EQUIPMENT FOR LOADING TUBULAR ELEMENTS OF TEXTILE MATERIAL ON SEWING MACHINE ASSEMBLY TUBES |
| GB2081316A (en) * | 1980-07-31 | 1982-02-17 | Mori Sukeo | Automatic loading of seamless tubular stocking blanks onto a stocking blank holder |
| FR2508506A1 (en) * | 1981-06-26 | 1982-12-31 | Solis Srl | INSPECTION AND STRETCHING MACHINE WITH ATTACHING ARTICLES SUCH AS TIGHTS AND THE LIKE |
| EP0070813A1 (en) * | 1981-07-17 | 1983-01-26 | SOLIS S.r.l. | Method and device for transferring pantyhose from a sewing station to a crotch-sewing unit |
| GB2103257A (en) * | 1981-08-05 | 1983-02-16 | Savio & C Spa | A device for transferring tubular fabrics from support hangers to a rigid body by overturning thereof onto the latter |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1583500A (en) * | 1967-10-02 | 1969-10-31 | ||
| GB1575756A (en) * | 1976-02-20 | 1980-09-24 | Mabi Srl | Machine for sewing the toes of stockings |
| US4364320A (en) * | 1981-02-23 | 1982-12-21 | Consolidated Foods Corporation | Garment toe closing system |
-
1983
- 1983-09-22 DE DE8383830182T patent/DE3371099D1/en not_active Expired
- 1983-09-22 EP EP83830182A patent/EP0136391B1/en not_active Expired
- 1983-09-26 US US06/535,856 patent/US4649838A/en not_active Expired - Fee Related
- 1983-10-07 CA CA000438666A patent/CA1200800A/en not_active Expired
- 1983-10-07 JP JP58187155A patent/JPS6080484A/en active Granted
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3520262A (en) * | 1967-08-23 | 1970-07-14 | Chadbourn Gotham Inc | Method and apparatus for closing stocking toes and putting stockings on boarding forms for processing |
| FR2415684A1 (en) * | 1978-01-27 | 1979-08-24 | Chietti Giovanni | EQUIPMENT FOR LOADING TUBULAR ELEMENTS OF TEXTILE MATERIAL ON SEWING MACHINE ASSEMBLY TUBES |
| GB2081316A (en) * | 1980-07-31 | 1982-02-17 | Mori Sukeo | Automatic loading of seamless tubular stocking blanks onto a stocking blank holder |
| FR2508506A1 (en) * | 1981-06-26 | 1982-12-31 | Solis Srl | INSPECTION AND STRETCHING MACHINE WITH ATTACHING ARTICLES SUCH AS TIGHTS AND THE LIKE |
| EP0070813A1 (en) * | 1981-07-17 | 1983-01-26 | SOLIS S.r.l. | Method and device for transferring pantyhose from a sewing station to a crotch-sewing unit |
| GB2103257A (en) * | 1981-08-05 | 1983-02-16 | Savio & C Spa | A device for transferring tubular fabrics from support hangers to a rigid body by overturning thereof onto the latter |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0306460A1 (en) * | 1987-07-14 | 1989-03-08 | SOLIS S.r.l. | Process and machine for automatically transferring pantihose and similar produce from a toe closing sewing machine to an ironing machine |
| US4953687A (en) * | 1987-09-22 | 1990-09-04 | Solis S.R.L. | Method and apparatus for automatically transferring and accumulating groups of flaccid articles |
| EP0533637A1 (en) * | 1991-09-18 | 1993-03-24 | SOLIS S.r.l. | Machine for automatical sewing of toes of two stockings, especially of panty hose |
| US5272993A (en) * | 1991-09-18 | 1993-12-28 | Solis, S.R.L. | Machine for feeding and sewing the toes of pantyhose, simultaneously |
| FR2793815A1 (en) * | 1999-05-20 | 2000-11-24 | Innothera Topic Int | Assembly for finishing stocking blanks, has automatic transfer of stockings on formers through workstations to sew the points and deliver finished inverted stockings |
| WO2000071799A1 (en) * | 1999-05-20 | 2000-11-30 | Innothera Topic International, Societe Anonyme | Stitching machine for the tip of knitted tubular articles such as stockings and the like, in particular retention articles |
| CN110512358A (en) * | 2019-06-10 | 2019-11-29 | 浙江叶晓机械科技有限公司 | A kind of footwear machine margin to seam device |
| CN110512358B (en) * | 2019-06-10 | 2021-08-13 | 浙江叶晓机械科技有限公司 | Toe sewing device of hosiery machine |
| CN110512367A (en) * | 2019-09-25 | 2019-11-29 | 深圳市织能胜巍自动化科技有限公司 | A kind of fixed machine of automatic multiple stackings of care label |
| CN110512367B (en) * | 2019-09-25 | 2024-06-07 | 佛山市织能铭杰自动化科技有限公司 | Automatic multiple stacking fixing machine for washing water marks |
| CN110904578A (en) * | 2019-11-18 | 2020-03-24 | 诸暨市盛淼针织机械科技有限公司 | Lower part subassembly and hosiery sewing machine of hosiery sewing machine |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH0243517B2 (en) | 1990-09-28 |
| JPS6080484A (en) | 1985-05-08 |
| CA1200800A (en) | 1986-02-18 |
| DE3371099D1 (en) | 1987-05-27 |
| EP0136391B1 (en) | 1987-04-22 |
| US4649838A (en) | 1987-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0136391B1 (en) | Sewing of panty hose on a transfer machine with a plurality of cooperating turrets | |
| CA2045796C (en) | Material handling system | |
| US4550868A (en) | Method and apparatus for transferring hosiery between hosiery manufacturing machines | |
| US4784070A (en) | Pantihose manufacture | |
| US4444140A (en) | Method of making panty hose and apparatus to make same | |
| EP0135644B1 (en) | Device for putting panty hose on turning appliances | |
| US4622909A (en) | Method and apparatus for applying a gusset to manufactured articles | |
| JP2000511855A (en) | Apparatus and method for providing a sock blank or pantyhose in a suitable orientation for further processing | |
| EP0309419A1 (en) | Conveyor | |
| FR2546380A1 (en) | INSTALLATION FOR THE MANUFACTURE OF SHIRT CUFFS | |
| US4602710A (en) | Loading system for a toe closing assembly | |
| EP0306460B1 (en) | Process and machine for automatically transferring pantihose and similar produce from a toe closing sewing machine to an ironing machine | |
| EP1118700A1 (en) | Method and device for producing tubular knitted articles and for closing their toes | |
| EP0584050B1 (en) | Method and apparatus for transfering a panty from a panty sewing machine to a toe closing sewing machine | |
| EP0119370B1 (en) | Panty-hose transferring device | |
| US4485753A (en) | Process and apparatus for automatically transferring hosiery garments such as tights from a machine | |
| EP0203243B1 (en) | Process and apparatus for automatically positioning the toe end of a stocking at the open end of an everting tube for sewing purposes | |
| EP0320459A1 (en) | Device for automatically transferring pantyhose from a sewing machine to a packaged pantyhose transporting unit | |
| US3434438A (en) | Apparatus for automatically closing the ends of tubular fabric articles | |
| EP0134876B1 (en) | Upturning of panty hose | |
| JPS5899990A (en) | Method for connecting and transferring crotch weaving machine of panty stocking and gore fabric weaving machine | |
| FR2533598A1 (en) | METHOD AND APPARATUS FOR SEWING SIMULTANEOUSLY THE OPPOSITE EDGES OF A CLOTHING | |
| GB2240993A (en) | Improvements relating to the handling of hosiery | |
| EP0136390B1 (en) | Apparatus for presenting the gore opening of panty hose without wrinkles to a gores sewing machine | |
| JPS6233322B2 (en) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19841211 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB |
|
| 17Q | First examination report despatched |
Effective date: 19860418 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB |
|
| REF | Corresponds to: |
Ref document number: 3371099 Country of ref document: DE Date of ref document: 19870527 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| GBDL | Gb: delete "european patent ceased" from journal |
Free format text: 5230, PAGE 1727 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19940726 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19940801 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19941129 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19950922 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19950922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19960531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19960601 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |