EP0100290A2 - Procédé de coulée de métaux dans lequel on fait agir des champs magnétiques - Google Patents
Procédé de coulée de métaux dans lequel on fait agir des champs magnétiques Download PDFInfo
- Publication number
- EP0100290A2 EP0100290A2 EP83420125A EP83420125A EP0100290A2 EP 0100290 A2 EP0100290 A2 EP 0100290A2 EP 83420125 A EP83420125 A EP 83420125A EP 83420125 A EP83420125 A EP 83420125A EP 0100290 A2 EP0100290 A2 EP 0100290A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- field
- metal
- mold
- stationary
- frequency
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
- B22D11/114—Treating the molten metal by using agitating or vibrating means
- B22D11/115—Treating the molten metal by using agitating or vibrating means by using magnetic fields
Definitions
- the present invention relates to a metal casting process in which magnetic fields are made to act in order to improve the structure and the surface condition of the products obtained.
- the mold is filled with a known quantity of liquid metal and solidification takes place inside the mold by heat exchange with the wall of the latter.
- the molten metal is poured into a mold generally having a vertical axis of symmetry, open at its two ends and whose side walls are cooled by a fluid.
- the metal solidifies to form a crust which gradually thickens as the ingot progresses through the mold so that at the lower end of the mold its thickness is sufficient to retain the central part which is still liquid. .
- the wall of the ingot is cooled directly by a spray of water and a complete solidification of the metallic mass is thus obtained fairly quickly.
- the ingot obtained is very heterogeneous because it has both a cortical zone which has formed by rapid solidification on contact with the mold, and a central zone resulting from slower cooling by exchange with the wall of the mold or with water through the cortical area. These zones having crystallized at different speeds, do not have at all the same structure nor the same composition.
- the skin of the ingot which has formed in contact with the mold is generally irregular. Also, it is most often required to subject these ingots to additional scalping or peeling operations in order to eliminate the disturbed areas and thus avoid the appearance of defects which could result therefrom during the subsequent stages of transformation of the ingot.
- the invention relates to an apparatus for improving the structure and the physical and chemical homogeneity of the cast metal by controlling the solidification phenomenon.
- This device comprises, in combination, a plurality of external agitators operating independently, among which there are electromagnets and electromechanical vibration transducers arranged outside the mass of metal, regularly spaced and placed near the area of cooling of the metal, said stirrers producing a plurality of fields of stirring forces concentrated inside the metal.
- Such an apparatus including several types of apparatus of a rather complex design, although it reduces the phenomena of segregation inside the metal, does not solve the problems of surface condition.
- the method according to the invention consists in simultaneously applying a stationary magnetic field and a collinear variable magnetic field near the metal being solidified in order to create in this metal radial vibrations.
- the uniform magnetic field is created by at least one coil supplied with direct current.
- This coil is constituted by an electric wire wound on a frame whose section by a horizontal plane has a contour similar to that of the upper section of the mold and it is placed above the mold.
- this coil creates a uniform field of general direction parallel to the axis of symmetry of the mold, that is to say substantially vertical and oriented either downwards or upwards.
- the lines of this field can be modified by incorporating inside the coil an iron core which follows its outline while leaving in its center sufficient space for the supply of liquid metal to the mold.
- variable magnetic field is created by an annular inductor of similar geometry, but supplied with periodic current of frequency N.
- This inductor is placed above the mold, either above the coil supplied with direct current, or between the latter and the mold. It can still be leveled with the mold. In the latter case, when there are two coils supplied with direct current, it is located between them. Under the action of the periodic current, the inductor creates a collinear variable field with the stationary field which produces in the metal an induced current.
- the density vector is located in a generally horizontal plane and directed perpendicular to a straight line of this plane passing through the axis of the mold. All of these vectors therefore form concentric circles.
- the periodic current which supplies the variable field inductor can have a purely sinusoidal shape, but any other shape is also suitable for carrying out the invention.
- the frequency it can cover a whole range of values going from 5 to 100,000 hertz. However, a distinction should be made between the so-called low frequencies between 5 and 100 Hertz and the higher, so-called medium frequencies.
- the so-called “skin" effect of the variable field is reduced, that is to say that the induced current exerts its action on a thickness of metal such that there is sufficient interaction of this current with the stationary field to develop vibrations throughout the mass of metal.
- we we are working in forced vibrations.
- the skin effect becomes significant and the interaction of the induced current with the stationary field becomes increasingly weak.
- the vibrations emitted can come into resonance with the proper vibrations of the liquid metal, of the dendrites being formed or of the solid mass.
- these natural vibrations depend on the format of the cast product, the casting speed, the nature of the metal, and the cooling conditions. It will therefore be necessary to choose the frequency of the current as a function of the operating conditions, which can be deduced from the calculation or from measurements made using suitable sensors.
- variable field has a frequency of less than 100 hertz
- inductors with a decreasing frequency as the solidification progresses.
- the skin effect is thus attenuated and the vibrations inside the ingot are developed.
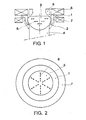
- FIG. 1 represents a vertical section passing through the axis of a continuous casting mold to which a variable field and a uniform field according to the invention are applied.
- Figure 2 is a top view of the metal in the mold.
- FIG. 1 there is a mold (1) cooled by a circulation of water (2) by means of which an ingot (4) is formed from a liquid metal (3).
- the mold was fitted on top of a coil (5) which creates a stationary field whose lines of force can be modified by the core (6).
- an inductor (7) At the level of the mold is placed an inductor (7) which creates a variable field. Under the combined action of the fields, vibrations develop in the liquid, the direction of propagation of which is represented by the arrows (8).
- Figure 2 we see the drawing of the vibrating liquid metal in the directions (8).
- the invention can be illustrated by means of the following non-limiting example.
- An aluminum alloy of the 2024 type, previously refined, was continuously cast by adding 0.1% by weight of AT5B in the form of a plate with a section of 300 x 800 mm.
- the first part was carried out in a conventional ingot mold, then the casting was continued under the same conditions of speed and cooling, but by applying near the free surface of the metal, on the one hand, a stationary magnetic field of 0 , 04 tesla, created by means of an annular coil supplied by a direct current of 17 500 ampere-turns, under a voltage of 24 volts, on the other hand, a variable magnetic field of frequency 50 hertz, created by an annular coil placed below the previous one, and at the level of the mold and supplied with an alternating current of 3800 ampere-turns under a voltage of 75 volts.
- the invention finds its application in all cases where it is sought to improve the structure and the surface condition of the molded or continuously cast products, and in particular in the aluminum industry.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Manufacturing Of Magnetic Record Carriers (AREA)
- Soft Magnetic Materials (AREA)
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
Abstract
Description
- La présente invention concerne un procédé de coulée de métaux dans lequel on fait agir des champs magnétiques en vue d'améliorer la structure et l'état de surface des produits obtenus.
- Il est connu de couler des métaux tels que l'acier, l'aluminium et ses alliages, sous forme de billettes, de plaques ou de lingots, soit par moulage, soit par coulée continue verticale.
- Dans le premier cas, on remplit le moule d'une quantité connue de métal liquide et assure la solidification à l'intérieur du moule par échange thermique avec la paroi de ce dernier.
- Dans le deuxième cas, on verse le métal en fusion dans un moule ayant généralement un axe de symétrie vertical, ouvert à ses deux extrémités et dont les parois latérales sont refroidies par un fluide. Au contact du moule, le métal se solidifie pour former une croûte qui s'épaissit graduellement à mesure que le lingot progresse à travers le moule de sorte qu'à l'extrémité inférieure du moule son épaisseur est suffisante pour retenir la partie centrale encore liquide. Après avoir quitté le moule, la paroi du lingot est refroidie directement par une projection d'eau et on obtient ainsi assez rapidement une solidification complète de la masse métallique.
- Dans les deux procédés, le lingot obtenu est très hétérogène car il présente à la fois une zone corticale qui s'est formée par solidification rapide au contact du moule, et une zone centrale résultant d'un refroidissement plus lent par échange avec la paroi du moule ou avec l'eau au travers de la zone corticale. Ces zones ayant cristallisé à des vitesses différentes, n'ont pas du tout la même structure ni la même composition. De plus, la peau du lingot qui s'est formée au contact du moule est généralement irrégulière. Aussi, est on obligé le plus souvent de soumettre ces lingots à des opérations supplémentaires de scalpage ou d'écroûtage pour éliminer les zones perturbées et éviter ainsi l'apparition de défauts nui en résulteraient au cours des stades de transformation ultérieurs du lingot.
- C'est pourquoi l'homme de l'art, dans le but notamment d'améliorer la qualité des produits fabriqués par coulée, a cherché des solutions pour résoudre ces problèmes d'hétérogénéité de surface et de structure. Il s'est tourné le plus souvent vers l'utilisation de champs magnétiques destinés à agiter la partie liquide du lingot en cours de formation, et, plus particulièrement, vers des champs tournants.
- C'est ainsi que, dans le brevet US 2.963.758, on revendique un procédé pour diminuer le développement de grains basaltiques, et qui consiste à soumettre le métal en fusion à un champ magnétique dans la direction du gradient thermique de refroidissement du lingot et à déplacer ledit champ en continu dans une direction sensiblement perpendiculaire à la direction dudit gradient. L'obtention de ce champ nécessite la mise en place d'un stator à six pôles, relié à une source de courant électrique multiphase. D'où une installation assez compliquée et dont l'efficacité se limite à la taille des grains.
- Dans le brevet US 3.153.820, l'invention concerne un appareil pour améliorer la structure et l'homogénéité physique et chimique du métal coulé en contrôlant le phénomène de solidification. Cet appareil comprend, en combinaison, une pluralité d'agitateurs externes fonctionnant de façon indépendante, parmi lesquels on trouve des électroaimants et des transducteurs électromécaniques de vibration disposés à l'extérieur de la masse de métal, régulièrement espacés et placés près de la zone de refroidissement du métal, lesdits agitateurs produisant une pluralité de champs de forces d'agitation concentrés à l'intérieur du métal. Un tel appareil incluant plusieurs types d'appareils d'une conception assez complexe, bien qu'il réduise les phénomènes de ségrégation à l'intérieur du métal, ne résoud pas les problèmes d'état de surface.
- C'est pourquoi, la demanderesse, soucieuse d'améliorer la technique de coulée en vue d'obtenir à la fois des structures plus homogènes, et des états de surface s'accommodant directement aux opérations ultérieures de transformation dimensionnelle sans passer par une phase d'écroûtage, a cherché et mis au point un procédé mettant en oeuvre un matériel simple mais utilisé dans des conditions telles que l'efficacité en est exacerbée'.
- Le procédé selon l'invention, consiste à appliquer simultanément un champ magnétique stationnaire et un champ magnétique variable colinéaires à proximité du métal en cours de solidification afin de créer dans ce métal des vibrations radiales.
- Le champ magnétique uniforme est créé par au moins une bobine alimentée en courant continu. Cette bobine est constituée par un fil électrique enroulé sur un cadre dont la section par un plan horizontal a un contour semblable à celui de la section-supiàrieure du moule et elle est placée au-dessus du moule.
- Sous l'action du courant continu, cette bobine crée un champ uniforme de direction générale parallèle à l'axe de symétrie du moule, c'est-à-dire sensiblement verticale et orientée indifféremment vers le bas ou vers le haut. Les lignes de ce champ peuvent être modifiées en incorporant à l'intérieur de la bobine un noyau de fer qui épouse son contour tout en laissant en son centre un espace suffisant pour l'alimentation en métal liquide du moule.
- Le champ magnétique variable est créé par un inducteur annulaire de géométrie voisine, mais alimenté en courant périodique de fréquence N. Cet inducteur est placé au-dessus du moule, soit au-dessus de la bobine alimentée en courant continu, soit entre cette dernière et le moule. Il peut encore être mis au niveau du moule. Dans ce dernier cas, lorsqu'il y a deux bobines alimentées en courant continu, il est situé entre elles. Sous l'action du courant périodique, l'inducteur crée un champ variable colinéaire avec le champ stationnaire qui produit dans le métal un courant induit. Le vecteur densité est situé dans un plan généralement horizontal et dirigé perpendiculairement a une droite de ce plan passant par l'axe du moule. L'ensemble de ces vecteurs forme donc des cercles concentriques.
- L'action combinée de ces champs colinéaires génère dans le métal des vibrations qui ont une origine double. D'une part, le champ stationnaire et le courant induit développent une force perpendiculaire au plan constitué par le vecteur densité de courant et le vecteur direction du champ stationnaire. Cette force est donc contenue dans un plan horizontal et dirigée vers l'axe du moule. Cette force a une intensité qui varie périodiquement avec la même fréquence N que le champ variable et provoque donc des vibrations dans le métal.
- D'autre part, en raison de l'interaction du champ variable et du courant induit tous deux de fréquence N, se développe une autre force radiale, elle aussi variable, mais dont la fréquence est 2 N. Ainsi, le métal est soumis à ces deux forces radiales de fréquence N et 2 N d'où résulte une mise en vibrations généralisée de la masse de métal liquide.
- Par suite de certains défauts de géométrie du système, on peut avoir des effets de "bord" plus ou moins importants, d'où résultent des vibrations verticales, mais ces dernières ont relativement peu d'importance par rapport aux vibrations radiales.
- Le courant périodique qui alimente l'inducteur à champ variable peut avoir une forme purement sinusoidale, mais tout autre forme convient également à la réalisation de l'invention.
- Quant à la fréquence, elle peut couvrir toute une gamme de valeurs allant de 5 à 100 000 hertz. Toutefois, il y a lieu de faire une distinction entre les fréquences dites basses situées entre 5 et 100 Hertz et les fréquences supérieures, dites moyennes.
- Dans le premier cas, l'effet dit de "peau" du champ variable est réduit, c'est-à-dire que le courant induit exerce son action sur une épaisseur de métal telle qu'il y a interaction suffisante de ce courant avec le champ stationnaire pour développer des vibrations dans toute la masse de métal. On dit alors qu'on travaille en vibrations forcées. Par contre, à mesure que la fréquence du champ variable augmente, l'effet de peau devient important et l'interaction du courant induit avec le champ stationnaire devient de plus en plus faible. Il faut alors que les vibrations émises,pour avoir une efficacité convenable, puissent entrer en résonance avec les vibrations propres du métal liquide, des dendrites en cours de formation ou de la masse solide. Or, ces vibrations propres dépendent du format du produit coulé, de la vitesse de coulée, de la nature du métal, et des conditions de refroidissement. Il faudra donc choisir la fréquence du courant en fonction des conditions opératoires, ce qui peut être déduit du calcul ou de mesures faites à l'aide de capteurs adéquats.
- Il est certain que, dans le cas des basses fréquences, la technologie et le mode'opératoire sont plus simples et que les nuisances résultant du bruit dû aux vibrations sont relativement faibles.
- Dans une variante du procédé appliqué notamment à la coulée continue d'acier, il est intéressant de créer des champs magnétiques stationnaire et variable au moyen d'une série de bobines et d'inducteurs qui se succèdent alternativement tout au long de la partie du métal en cours de solidification. En effet, dans ce cas, cette partie du lingot peut être relativement longue et l'efficacité des champs est alors obtenue en multipliant le nombre de bobines et d'inducteurs.
- Pour accroître encore cette efficacité, il est préférable, lorsque le champ variable a une fréquence inférieure à 100 hertz d'alimenter les inducteurs sous une fréquence décroissante à mesure que la solidification progresse. 'On atténue ainsi d'autant l'effet de peau et permet de développer les vibrations au coeur du lingot. On peut avoir par exemple au niveau du moule un inducteur alimenté en 50 hertz puis en-dessous, et séparés chaque fois par une bobine à courant continu, une série d'inducteurs alimentés successivement en 20, 10, et 5 hertz par exemple.
- La présente invention sera mieux comprise en se référant au dessin annexé sur lequel la figure 1 représente une coupe verticale passant par l'axe d'un moule de coulée continue auquel on applique un champ varia ble et un.champ uniforme suivant l'invention. La figure 2 est une vue de dessus du métal dans le moule.
- Sur la figure 1, on distingue un moule (1) refroidi par une circulation d'eau (2) au moyen duquel on forme, à partir d'un métal liquide (3), un lingot (4). Suivant l'invention, le moule a été équipé sur le dessus d'une bobine (5) qui crée un champ stationnaire dont les lignes de force peuvent être modifiées par le noyau (6). Au niveau du moule est placé un inducteur (7) qui crée un champ variable. Sous l'action combinée des champs, se développe dans le liquide des vibrations dont le sens de propagation est représenté par les flèches (8). Sur la figure 2, on voit le dessin du métal liquide vibrant suivant les directions (8).
- L'invention peut être illustrée à l'aide de l'exemple non limitatif qui suit.
- On a coulé en continu un alliage d'aluminium du type 2024 préalablement affiné par ajout de 0,1% en poids d'AT5B sous forme d'une plaque de section 300 x 800 mm.
- La première partie a été réalisée dans une lingotière classique, puis on a continué la coulée dans les mêmes conditions de vitesse et de refroidissement, mais en appliquant à proximité de la surface libre du métal, d'une part, un champ magnétique stationnaire de 0,04 tesla, créé au moyen d'une bobine annulaire alimentée par un courant continu de 17 500 ampère-tours, sous une tension de 24 volts, d'autre part, un champ magnétique variable de fréquence 50 hertz, créé au moyen d'une bobine annulaire placée en-dessous de la précédente, et au niveau du moule et alimentée par un courant alternatif de 3800 ampère-tours sous une tension de 75 volts.
- A l'examen micrographique de surfaces d'échantillons prélevés dans les deux parties de la plaque, on a constaté que le nombre de grains était huit fois plus grand quand on appliquait le procédé selon l'invention.
- De plus, les défauts de surface tels que arrachement, peau d'oxyde, qui apparaissent sur la première partie avaient pratiquement disparu sur la deuxième.
- L'invention trouve son application dans tous les cas où on cherche à améliorer la structure et l'état de surface des produits moulés ou coulés en continu, et notamment dans l'industrie de l'aluminium.
Claims (9)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT83420125T ATE16901T1 (de) | 1982-07-23 | 1983-07-19 | Verfahren zum giessen von metallen unter der einwirkung magnetischer felder. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8213219 | 1982-07-23 | ||
| FR8213219A FR2530511B1 (fr) | 1982-07-23 | 1982-07-23 | Procede de coulee de metaux dans lequel on fait agir des champs magnetiques |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0100290A2 true EP0100290A2 (fr) | 1984-02-08 |
| EP0100290A3 EP0100290A3 (en) | 1984-04-11 |
| EP0100290B1 EP0100290B1 (fr) | 1985-12-11 |
Family
ID=9276425
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83420125A Expired EP0100290B1 (fr) | 1982-07-23 | 1983-07-19 | Procédé de coulée de métaux dans lequel on fait agir des champs magnétiques |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US4523628A (fr) |
| EP (1) | EP0100290B1 (fr) |
| JP (1) | JPS5935864A (fr) |
| AT (1) | ATE16901T1 (fr) |
| AU (1) | AU561201B2 (fr) |
| CA (1) | CA1203070A (fr) |
| DE (1) | DE3361490D1 (fr) |
| FR (1) | FR2530511B1 (fr) |
| SU (1) | SU1342406A3 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2632549A1 (fr) * | 1988-06-08 | 1989-12-15 | Voest Alpine Ind Anlagen | Lingotiere pour la coulee continue de billettes ou de blooms |
| WO1991002609A1 (fr) * | 1989-08-21 | 1991-03-07 | J. Mulcahy Enterprises Inc. | Regulation magnetique de systemes de metal en fusion |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2570304B1 (fr) * | 1984-09-19 | 1986-11-14 | Cegedur | Procede de reglage du niveau de la ligne de contact de la surface libre du metal avec la lingotiere dans une coulee verticale |
| FR2609656B1 (fr) * | 1987-01-15 | 1989-03-24 | Cegedur | Procede de reglage au niveau de la ligne de contact de la surface libre du metal avec la lingotiere dans une coulee verticale de produits de section quelconque |
| DE3829810A1 (de) * | 1988-09-02 | 1990-03-15 | Leybold Ag | Verfahren und vorrichtung zum senkrechten abgiessen von metallschmelzen |
| US5246060A (en) * | 1991-11-13 | 1993-09-21 | Aluminum Company Of America | Process for ingot casting employing a magnetic field for reducing macrosegregation and associated apparatus and ingot |
| JPH0567683U (ja) * | 1992-02-18 | 1993-09-07 | 株式会社イナックス | 便器の保護構造 |
| FR2718462B1 (fr) * | 1994-04-11 | 1996-05-24 | Pechiney Aluminium | Alliages d'aluminium contenant du bismuth, du cadmium, de l'indium et/ou du plomb à l'état très finement dispersé et procédé d'obtention . |
| AU696830B2 (en) * | 1995-07-19 | 1998-09-17 | Bhp Steel (Jla) Pty Limited | Method and apparatus for giving vibration to molten metal in a continuous casting machine |
| AUPN426095A0 (en) * | 1995-07-19 | 1995-08-10 | Bhp Steel (Jla) Pty Limited | Method and apparatus for giving vibration to molten metal in twin roll continuous casting machine |
| IT1295164B1 (it) * | 1997-07-10 | 1999-04-30 | Danieli Off Mecc | Procedimento di agitazione elettromagnetica per cristallizzatore e relativo cristallizzatore |
| FR2801523B1 (fr) * | 1999-11-25 | 2001-12-28 | Usinor | Procede de coulee continue des metaux du type utilisant des champs electromagnetiques, et lingotiere et installation de coulee pour sa mise en oeuvre |
| US7255828B2 (en) * | 2002-12-06 | 2007-08-14 | Marcin Stanislaw Kasprzak | Electromagnetic method and apparatus for treatment of engineering materials, products, and related processes |
| EP3038771B1 (fr) | 2013-08-29 | 2017-10-04 | European Space Agency | Fabrication d'élément métallique ou d'élément composite de matrice métallique impliquant une induction sans contact de vibrations haute fréquence |
| JP2020521637A (ja) * | 2017-05-24 | 2020-07-27 | パイロテック インコーポレイテッド | 電磁金属鋳造法 |
| US11840028B2 (en) | 2018-12-10 | 2023-12-12 | Boston Materials, Inc. | Systems and methods for carbon fiber alignment and fiber-reinforced composites |
| US11820880B2 (en) | 2019-07-10 | 2023-11-21 | Boston Materials, Inc. | Compositions and methods for carbon fiber-metal and other composites |
| US20260062598A1 (en) | 2024-09-03 | 2026-03-05 | Boston Materials, Inc. | Liquid metal compositions and methods |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2944309A (en) * | 1953-09-04 | 1960-07-12 | Schaaber Otto | Rotary field chill-mold |
| US2861302A (en) * | 1955-09-09 | 1958-11-25 | Ver Leichtmetallwerke Gmbh | Apparatus for continuous casting |
| DE1807435A1 (de) * | 1968-11-07 | 1970-10-01 | Demag Ag | Verfahren und Einrichtung zum Metall-,insbesondere Stahl-Stranggiessen |
| FR2448247A1 (fr) * | 1979-01-30 | 1980-08-29 | Cem Comp Electro Mec | Inducteur electromagnetique destine a produire un champ helicoidal |
| SE436251B (sv) * | 1980-05-19 | 1984-11-26 | Asea Ab | Sett och anordning for omrorning av de icke stelnade partierna av en gjutstreng |
-
1982
- 1982-07-23 FR FR8213219A patent/FR2530511B1/fr not_active Expired
-
1983
- 1983-07-07 US US06/511,398 patent/US4523628A/en not_active Expired - Lifetime
- 1983-07-19 EP EP83420125A patent/EP0100290B1/fr not_active Expired
- 1983-07-19 AT AT83420125T patent/ATE16901T1/de not_active IP Right Cessation
- 1983-07-19 DE DE8383420125T patent/DE3361490D1/de not_active Expired
- 1983-07-20 JP JP58132636A patent/JPS5935864A/ja active Granted
- 1983-07-21 SU SU833624510A patent/SU1342406A3/ru active
- 1983-07-21 AU AU17163/83A patent/AU561201B2/en not_active Ceased
- 1983-07-22 CA CA000432978A patent/CA1203070A/fr not_active Expired
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2632549A1 (fr) * | 1988-06-08 | 1989-12-15 | Voest Alpine Ind Anlagen | Lingotiere pour la coulee continue de billettes ou de blooms |
| WO1991002609A1 (fr) * | 1989-08-21 | 1991-03-07 | J. Mulcahy Enterprises Inc. | Regulation magnetique de systemes de metal en fusion |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE16901T1 (de) | 1985-12-15 |
| FR2530511B1 (fr) | 1985-07-05 |
| CA1203070A (fr) | 1986-04-15 |
| AU1716383A (en) | 1984-01-26 |
| FR2530511A1 (fr) | 1984-01-27 |
| EP0100290A3 (en) | 1984-04-11 |
| AU561201B2 (en) | 1987-04-30 |
| JPS5935864A (ja) | 1984-02-27 |
| JPS645984B2 (fr) | 1989-02-01 |
| EP0100290B1 (fr) | 1985-12-11 |
| SU1342406A3 (ru) | 1987-09-30 |
| DE3361490D1 (en) | 1986-01-23 |
| US4523628A (en) | 1985-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0100290B1 (fr) | Procédé de coulée de métaux dans lequel on fait agir des champs magnétiques | |
| EP0100289B1 (fr) | Procédé de coulée électromagnétique de métaux dans lequel on fait agir au moins un champ magnétique différent du champ de confinement | |
| CA1184381A (fr) | Dispositif rotatif de dispersion de gaz pour le traitement d'un bain de metal liquide | |
| CA2018684C (fr) | Procede et dispositif de mise en vibration d'une lingotiere de coulee continue des metaux | |
| CH621316A5 (fr) | ||
| EP1954427B1 (fr) | Reglage du mode de brassage electromagnetique sur la hauteur d'une lingotiere de coulee continue | |
| FR2495514A1 (fr) | Procede vibratoire pour realiser le serrage du sable de moulage dans un modele avant d'y couler le metal fondu | |
| EP1239981B1 (fr) | Procede de coulee continue verticale des metaux utilisant des champs electromagnetiques et installation de coulee pour sa mise en oeuvre | |
| EP1677928B1 (fr) | Procede de brassage electromagnetique pour la coulee continue de produits metalliques de section allongee | |
| EP0005676A2 (fr) | Procédé de brassage électromagnétique de billettes ou blooms coulés en continu | |
| LU83414A1 (fr) | Agitateur magnetique | |
| LU88034A1 (fr) | Procédé de brassage électromagnétique en coulée continue | |
| FR2632549A1 (fr) | Lingotiere pour la coulee continue de billettes ou de blooms | |
| CA1178780A (fr) | Procede de coulee continue verticale a grande vitesse de l'aluminium et de ses alliages | |
| JPH05154623A (ja) | 鋳型内溶鋼流動制御方法 | |
| FR2528739A1 (fr) | Procede et installation de brassage electromagnetique de brames metalliques, notamment d'acier, coulees en continu | |
| BE886924A (fr) | Moule de coulee continue | |
| JPS60223647A (ja) | 高濃度Al−Zr系合金の鋳造方法 | |
| FR2761624A1 (fr) | Procede magnetomecanique d'affinage par effet de cavitation de la structure cristalline des metaux et alliages coules en charge par la technique "hot-top" | |
| FR2614222A1 (fr) | Perfectionnement au procede de solidification de metal liquide dans une roue de coulee. | |
| FR2758101A1 (fr) | Procede d'affinage par effet de cavitation electromagnetique de la microstructure des metaux et alliages coules en charge par la technique "hot top" | |
| KR870002050B1 (ko) | 연속주조에 있어서 용강의 전자교반방법 | |
| CH629127A5 (en) | Continuous-casting method | |
| FR2529117A1 (fr) | Procede de brassage electromagnetique des metaux, notamment des aciers, coules en continu et dispositif de mise en oeuvre | |
| SU1500435A1 (ru) | Способ получени биметаллического слитка |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): AT CH DE GB IT LI |
|
| AK | Designated contracting states |
Designated state(s): AT CH DE GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19840227 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: CEGEDUR SOCIETE DE TRANSFORMATION DE L'ALUMINIUM P |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT CH DE GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 16901 Country of ref document: AT Date of ref document: 19851215 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3361490 Country of ref document: DE Date of ref document: 19860123 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19990623 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19990719 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000719 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000719 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20000719 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20020618 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20020624 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20030718 Ref country code: CH Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20030718 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |