EP0100271A1 - Construction simplifiée des outillages, permettant d'étendre l'utilisation des outils à la bande, dans la fabrication en petite et moyenne série des articles métalliques - Google Patents
Construction simplifiée des outillages, permettant d'étendre l'utilisation des outils à la bande, dans la fabrication en petite et moyenne série des articles métalliques Download PDFInfo
- Publication number
- EP0100271A1 EP0100271A1 EP19830401470 EP83401470A EP0100271A1 EP 0100271 A1 EP0100271 A1 EP 0100271A1 EP 19830401470 EP19830401470 EP 19830401470 EP 83401470 A EP83401470 A EP 83401470A EP 0100271 A1 EP0100271 A1 EP 0100271A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- punch
- sole
- tools
- dies
- holders
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title abstract description 26
- 238000010276 construction Methods 0.000 title 1
- 239000011159 matrix material Substances 0.000 claims abstract description 10
- 238000005452 bending Methods 0.000 claims description 14
- 230000000903 blocking effect Effects 0.000 claims description 6
- 238000011084 recovery Methods 0.000 claims description 3
- 241000028631 Microstomus pacificus Species 0.000 claims description 2
- 239000000463 material Substances 0.000 claims description 2
- 230000035515 penetration Effects 0.000 claims description 2
- 238000009434 installation Methods 0.000 claims 1
- 238000000034 method Methods 0.000 abstract description 5
- 239000002184 metal Substances 0.000 abstract 1
- 238000000926 separation method Methods 0.000 description 4
- 230000009466 transformation Effects 0.000 description 4
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 239000000470 constituent Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 229940082150 encore Drugs 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 210000002105 tongue Anatomy 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/02—Die constructions enabling assembly of the die parts in different ways
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/08—Dies with different parts for several steps in a process
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/869—Means to drive or to guide tool
- Y10T83/8745—Tool and anvil relatively positionable
Definitions
- the present invention relates to an assembly for the implementation of operations, such as cutting, bending, etc. a strip of sheet material, for example a strip of metallic sheet, advancing in successive steps of a particular length to the workpiece, said assembly comprising as many punches as operations to be performed, each punch being mounted in a punch holder opposite a die to form a work station and the various punch holders and dies being mountable respectively in the same sole which can be secured to the upper jaw of a press and in the same frame secured to the lower jaw of said press.
- each tool comprising, in addition to the punch, the punch holder and the die specific to the operation, a specific carcass mounting on the press and at least one pair of guide columns.
- the object of the present invention is to reduce the price of the tooling used for strip manufacturing by not making it more specific to the part manufactured but adaptable to the production of different parts, and thus to allow, on the one hand, substantial savings during the production of large series of parts and, on the other hand, strip production of small and medium series.
- the point of attack of the worked blank may vary to the left or to the right relative to the center of the work station, or there may be several punches per work station.
- the punch holders can be immobilized in the common sole by penetration into suitable openings provided in said sole and blocking by means of punch covers, while the dies are immobilizable in suitable cutouts provided in the common frame, the punch holders, the openings, the punch covers, the dies and the cutouts are all of standard dimensions.
- the assembly according to the invention comprises two categories of constituent elements, namely invariable standardization elements comprising the upper sole, the punch covers, the die holders and the frame, and interchangeable standardized elements comprising the door - punches and dies.
- the invention is also applicable to take-back tools, for example, for bending parts prepared elsewhere.
- the tool comprises a standardized opening sole for the establishment and blocking of a particular punch and a frame with standardized cutout for the establishment and blocking of a particular corresponding matrix.
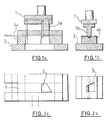
- Figures 3a, 3b, 4a and 4b show the embodiment, also according to the prior art, of a substantially rectangular part extended by two tongues and arched. Again, there is provided a blank cutting tool. (Figure 3a) and a bending tool ( Figure 4b) completely separate from each other and each comprising their own punch cover 1, their own frame 2 and their own ball columns (not shown).
- the tool of FIG. 3a cuts the substantially rectangular part 7 from a blank 6 and the tool of FIG. 3b gives it the desired camber.
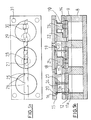
- Figures 5 and 6 which illustrate the invention show that, unlike the prior art, a series of complete and isolated tools is not used for the manufacture of small and medium series, but, as in the conventional tape manufacturing technique, a succession of workstations comprising, in a common structure, only the parts of tools ensuring the expected function.
- the common structure is not specific to a given workpiece but can be used for any parts requiring different advancement steps.
- the assembly according to the invention comprises a lower frame 8, on which is mounted a die holder 9 having several circular cutouts 10 of the same diameter. These cutouts 10 each receive a circular matrix 11 in two parts 11a and 11b. Part 11a of matrix comes to rest on a shoulder 12 defined by the cutout 10 in the die holder 9 and the part llb of matrix, which fits into a cutout 13 provided in an elastic blank press 14, rests on part 11a of matrix , with interposition of the blank 6 to be worked.
- the assembly further comprises an upper sole 15 having as many circular openings 16 of the same diameter as the die holder 9 has cutouts 10, which openings are adapted to receive punch holders 17 facing each other. dies 11. Each punch holder 17 is mounted on a punch cover 18 which is blocked in the upper sole 15 at a shoulder 19 provided in the opening 16.
- the frame 8, the elastic blank presser 14, the upper sole 15 and the punch covers 18 are invariable elements of the structure while the punch holders 17 and the dies 11 are interchangeable .
- the dimensions of the interchangeable elements and the invariable elements are standardized so that it is possible to mount the interchangeable elements at any position in the assembly.
- three work stations are provided which are, from left to right, a drilling station, a pre-diverting station and a bending and separation station.
- the first station comprises two cylindrical punches, the second station a pre-diverting punch 21 and the third posted a bending punch 22 and a separation punch 23.
- 24 pilots to adjust the blank advance 6.
- the method of fixing the punches in the punch holders has not been shown. It can be produced in any suitable manner, in particular by screws and pins.
- FIG. 6 shows, at this 3rd station, the method of fixing the blank press 14 and the matrix 11. It is clear from the comparison between FIGS. 5d and 6d that, in the 2nd work station, the punch 21 does not occupy the same position as the punch 23, this, to adapt the point of attack to the pitch of advancement of the blank and, therefore, to the particular piece.
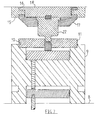
- Figure 7 shows a recovery tool which can be used for the bending of the part 7 as coming from the assembly of Figure 5b.
- the tool is designed according to the same principle as the assemblies in FIGS. 5b and 6b and, here again, the similar parts are designated by the same references.
- the comparison with the isolated bending tool in FIG. 3b clearly shows the difference in design between the known tool and the new tool.
- the invention makes it possible to considerably reduce the cost of the tooling used for the manufacture of large series of parts at the tape and that it allows this band work technique to be used for small and medium series, the price of the tools no longer having to be justified by the large number of parts to be manufactured. Finally, it reduces the risk of work accidents since it replaces, for the modification of the functions of a production line, the displacement of heavy tools by that of small interchangeable parts.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Press Drives And Press Lines (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
Abstract
Description
- La présente invention a pour objet un ensemble pour la mise en oeuvre d'opérations, telles que découpage, cambrage, etc. d'une bande de matériau en feuille, par exemple d'une bande de feuille métallique, avançant par pas successifs d'une longueur particulière à la pièce fabriquée, ledit ensemble comprenant autant de poinçons que d'opérations à effectuer, chaque poinçon étant monté dans un porte-poinçon en vis-à-vis d'une matrice pour former un poste de travail et les différents porte-poinçons et matrices étant montables respectivement dans une même semelle solidarisable de la mâchoire supérieure d'une presse et dans un même bâti solidarisable de la mâchoire inférieure de ladite-presse.
- Jusqu'à présent, lorsque l'on désire fabriquer des séries répétitives de pièces à la bande, on fabrique un ensemble spécifique à la pièce en question dans lequel l'écartement entre les postes de travail correspond au pas particulier à cette pièce. Ces ensembles sont coûteux et leur réalisation n'est envisageable que si la série de pièces à fabriquer est suffisamment importante pour permettre l'amortissement du prix des outils.
- Par conséquent, il n'est pas possible de fabriquer à la bande des séries moyennes (de l'ordre de 6000 pièces par mois) ou petites (de l'ordre de 500 pièces par mois).
- Dans le cas de telles séries, on utilise autant d'outils qu'il y a d'opérations à faire, chaque outil comprenant, en plus du poinçon, du porte-poinçon et de la matrice particuliers à l'opération, une carcasse spécifique de montage sur la presse et au moins une paire de colonnes de guidage.
- Outre que la fabrication de ces outils individuels est d'un prix de revient élevé, leur utilisation demande du temps et de la main d'oeuvre, la pièce en cours de réalisation devant être présentée successivement à chacun des outils.
- La présente invention a pour but de réduire le prix de l'outillage utilisé pour la fabrication à la bande en ne le rendant plus spécifique à la pièce fabriquée mais adaptable à la réalisation de pièces différentes, et de permettre ainsi, d'une part, une économie substantielle lors de la fabrication de grandes séries de pièces et, d'autre part, une fabrication à la bande de petites et moyennes séries.
- Pour ce faire, elle.propose un ensemble qui comporte une série de postes de travail dont les dimensions sont telles qu'elles permettent d'adapter l'écartement des poinçons au pas d'avancement particulier à la pièce fabriquée.
- Autrement dit, selon la pièce fabriquée, le point d'attaque du flan travaillé pourra varier vers la gauche ou vers la droite par rapport au centre du poste de travail, ou il pourra y avoir plusieurs poinçons par poste de travail.
- On réduit ainsi considérablement le coût de l'investissement, en particulier du fait que, pour une pièce donnée, on n'a à fabriquer que les éléments d'outils venant directement en contact avec la pièce à réaliser, c'est-à-dire les porte-poinçons, les poinçons et les matrices, le reste de la structure étant construit une fois pour toute en fonction de la presse à équiper.
- Par suite de l'abaissement du coût. de l'outillage, il devient économiquement possible de travailler à la bande sur de petites ou moyennes séries.
- Dans une forme d'exécution préférée de.l'invention, les porte-poinçons sont immobilisables dans la semelle commune par pénétration dans des ouvertures appropriées prévues dans ladite semelle et blocage au moyen de couvre-poinçons, tandis que les matrices sont immobilisables dans des découpes appropriées prévues dans le bâti commun, les porte-poinçons, les ouvertures, les couvre-poinçons, les matrices et les découpes étant tous de dimensions standard.
- Grâce à cette standardisation, il est possible de remplacer un porte-poinçon par un autre et une matrice par une autre pour modifier la succession d'opérations effectuées selon. l'invention, en conservant inchangés les autres éléments de l'ensemble.
- Ainsi, l'ensemble selon l'invention comporte deux catégories d'éléments constitutifs, à savoir des éléments de standardisation invariables comprenant la semelle supérieure, les couvre-poinçons, les porte-matrices et le bâti, et des éléments standardisés interchangeables comprenant les porte-poinçons et les matrices.
- L'invention est également applicable aux outils de reprise, par exemple, à des fins de cambrage de pièces préparées par ailleurs.
- Dans ce cas, l'outil comprend une semelle à ouverture standardisée pour la mise en place et le blocage d'un poinçon particulier et un bâti à découpe standardisée pour la mise en place et le blocage d'une matrice particulière correspondante.
- Le seul remplacement, dans la structure standard, du poinçon et de la matrice permet de modifier à faible coût l'opération mise en oeuvre.
- L'invention sera mieux comprise à la lecture de la description suivante faite en référence aux.dessins annexés dans lesquels :
- - les figures la et lb sont des vues en coupe respectivement d'un outil de flan et d'un outil de cambrage, tels qu'utilisés selon l'art antérieur pour la fabrication d'une première pièce en petite pu moyenne série,
- - les figures 2a et 2b sont des vues de dessus du flan tel que travaillé par les outils des figures la et 1b,
- - les figures 3a et 3b sont des vues en coupe respectivement d'un outil de flan et d'un outil de cambrage tels qu'utilisés selon l'art antérieur pour la fabrication d'une deuxième pièce en petite ou moyenne série,
- - les figures 4a et 4b sont des vues de dessus du flan tel que travaillé par les outils des figures 3a et 3b,
- - la figure Sa montre, en vue de dessus, la transformation d'un flan pour la fabrication, selon l'invention, de la première pièce des figures la et lb,
- - la figure 5b montre, en coupe, l'ensemble selon l'invention permettant d'effectuer la succession d'opérations illustrées à la figure 5a,
- - la figure 6a montre, en vue de dessus, la transformation d'un flan pour la fabrication, selon l'invention, de la deuxième pièce des figures 3a et 3b, cette fabrication ayant encore à être achevée par un cambrage,
- - la figure 6b montre, en coupe, l'ensemble selon l'invention permettant d'effectuer la succession d'opéra- tionsillustrées à la figure 6a, et
- - la figure 7 montre, en coupe, un outil standardisé pour opération de reprise.
- Si l'on se reporte aux figures 1a, 1b, 2a et 2b, on voit la réalisation, selon l'art antérieur, d'une pièce trapézoïdale cambrée par découpage dans un flan (figures la et 2a) et cambrage (figures lb et 2b). Il est prévu deux outils indépendants pour la mise en oeuvre de la fabrication, chacun desdits outils comprenant son propre couvre-poinçon 1 et son propre bâti 2. L'alignement relatif entre les poinçons 3a et 3b et les matrices 4a et 4b est assuré, dans chaque outil, par des colonnes à billes non représentées. L'outil de la figure la découpe la pièce trapézoïdale dans un flan 6 et l'outil de la figure 1b lui donne la cambrure voulue.
- Les figures 3a, 3b, 4a et 4b montrent la réalisation, également selon l'art antérieur, d'une pièce sensiblement rectangulaire prolongée par deux languettes et cambrée. Là encore, il est prévu un outil de découpage de flan. (figure 3a) et un outil de cambrage (figure 4b) totalement distincts l'un de l'autre et comprenant chacun leur propre couvre-poinçon 1, leur propre bâti 2 et leurs propres colonnes à billes (non représentées).
- L'outil de la figure 3a découpe la pièce sensiblement rectangulaire 7 dans un flan 6 et l'outil de la figure 3b lui donne la cambrure voulue.
- Les figures 5 et 6 qui illustrent l'invention montrent qu'à la différence de l'art antérieur, on n'utilise pas, pour la fabrication de petites et moyennes séries, une succession d'outils complets et isolés, mais, comme dans la technique classique de fabrication à la bande, une succession de postes de travail ne comportant, dans une structure commune, que les parties d'outils assurant la fonction attendue.
- Contrairement à la technique classique, cependant, la structure commune n'est pas spécifique à une pièce à fabriquer donnée mais utilisable pour des pièces quelconques demandant des pas d'avancement différents.
- Si l'on se reporte en particulier aux figures 5b et 6b, on voit que l'ensemble selon l'invention comprend un bâti inférieur 8, sur lequel est monté un porte-matrice 9 présentant plusieurs découpes 10 circulaires de même diamètre. Ces découpes 10 reçoivent chacune une matrice 11 circulaire en deux parties lla et 11b. La partie 11a de matrice vient prendre appui sur un épaulement 12 défini par la découpe 10 dans le porte-matrice 9 et la partie llb de matrice, qui s'encastre dans une découpe 13 prévue dans un presse-flan élastique 14, repose sur la partie 11a de matrice, avec interposition du flan 6 à travailler. L'ensemble comprend, en outre, une semelle supérieure 15 présentant autant d'ouvertures circulaires 16 de même diamètre que le porte-matrice 9 comporte de découpes 10, lesquelles ouvertures sont adaptées à recevoir des porte-poinçons 17 en vis-à-vis des matrices 11. Chaque porte-poinçon 17 est monté sur un couvre-poinçon 18 qui vient se bloquer dans la semelle supérieure 15 au niveau d'un épaulement 19 prévu dans l'ouverture 16.
- Comme il ressort clairement de la figure Sb, le bâti 8, le presse-flan élastique 14, la semelle supérieure 15 et les couvre-poinçons 18 sont des éléments invariables de la structure tandis que les porte-poinçons 17 et les matrices 11 sont interchangeables. Les dimensions des éléments interchangeables et des éléments invariables sont standardisées de sorte qu'il est possible de monter les éléments interchangeables en n'importe quel poste de l'ensemble.
- Dans le cas particulier de la figure Sb, il est prévu trois postes de travail qui sont, de gauche à droite, un poste de perçage, un poste de pré-détournage et un poste de cambrage et de séparation.
- Plus précisément, le premier poste comporte deux poinçons cylindriques, le deuxième poste un poinçon de pré-détournage 21 et le troisième posté un poinçon de cambrage 22 et un poinçon de séparation 23. Il est prévu, d'une manière connue en soi, des pilotes 24 pour ajuster l'avance du flan 6.
- Il y a en fait un couple de poinçons de chaque type précité par poste de travail pour que chaque opération prépare deux pièces 5 tête bêche, comme cela ressort clairement de la figure Sb. On ne décrira toutefois que la fabrication des pièces 5 dont la grande base est dirigée vers le b_as de la figure. Au premier pas du flan 6, les poinçons 20 percent les trous 25 et au pas suivant les trous 26. Après un certain nombre de pas, le flan 6 atteint le poste de pré-détournage où le poinçon 21 taille les découpes 27 et 28. Après un nouveau nombre de pas, le flan 6 atteint le poste de cambrage et de séparation où le poinçon 22 cambre la pièce 5 selon la ligne 29, après quoi le poinçon de séparation 23 termine le découpage de la pièce en 30. Il est donné aux pièces standardisées interchangeables, et en particulier aux porte-poinçons 17 et aux matrices 11, des dimensions suffisantes pour que l'on puisse faire varier l'écartement entre les poinçons 20,21,22,23 des postes de travail successifs et adapter cet écartement au pas d'avancement du flan.
- Le mode de fixation des poinçons dans les porte-poinçons n'a pas été représenté. Il peut être réalisé de toute manière appropriée, notamment par vis et goupilles.
- Comme il ressort de la figure Sa, il n'est besoin que de quatre colonnes de guidage à billes 30 pour tout l'ensemble.
- L'ensemble représenté aux figures 6a et 6b comporte la même structure de base que celle représentée aux figures Sa et Sb, et les pièces analogues sont désignées par les mêmes références. On prépare cette fois une pièce 7 par perçage (1er poste) et découpage (2ème poste), le 3ème poste étant laissé vacant. La figure 6 montre, au niveau de ce 3ème poste, le mode de fixation du presse-flan 14 et de la matrice 11. Il ressort clairement de la comparaison entre les figures 5d et 6d que, dans le 2ème poste de travail, le poinçon 21 n'occupe pas la même position que le poinçon 23, ce, pour adapter le point d'attaque au pas d'avancement du flan et, donc, à la pièce particulière.
- La figure 7 montre un outil de reprise qui peut être utilisé pour le cambrage de la pièce 7 telle qu'issue de l'ensemble de la figure 5b. L'outil est conçu selon le même principe que les ensembles des figures 5b et 6b et, là encore, les pièces analogues sont désignées par les mêmes références. La comparaison avec l'outil de cambrage isolé de la figure 3b montre clairement la différence de conception entre l'outil connu et le nouvel outil.
- Il ressort de la présente description que l'invention permet de réduire considérablement le coût de l'outillage utilisé pour la fabrication des grandes séries de pièces à la bande et qu'elle permet d'utiliser cette technique de travail à la bande pour de petites et moyennes séries, le prix de l'outillage n'ayant plus besoin d'être justifié par le nombre important de pièces à fabriquer. Enfin, elle réduit les risques d'accidents de travail puisqu'elle remplace, pour la modification des fonctions d'une chaîne de fabrication, le déplacement d'outils pesants par celui de petites pièces interchangeables.
Claims (5)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8212701 | 1982-07-21 | ||
| FR8212701A FR2530507A1 (fr) | 1982-07-21 | 1982-07-21 | Construction simplifiee des outillages, permettant d'etendre l'utilisation des outils a la bande, dans la fabrication en petite et moyenne series des articles metalliques |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0100271A1 true EP0100271A1 (fr) | 1984-02-08 |
| EP0100271B1 EP0100271B1 (fr) | 1986-10-08 |
Family
ID=9276151
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19830401470 Expired EP0100271B1 (fr) | 1982-07-21 | 1983-07-18 | Construction simplifiée des outillages, permettant d'étendre l'utilisation des outils à la bande, dans la fabrication en petite et moyenne série des articles métalliques |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4733552A (fr) |
| EP (1) | EP0100271B1 (fr) |
| DE (1) | DE3366670D1 (fr) |
| FR (1) | FR2530507A1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2596700A1 (fr) * | 1986-04-08 | 1987-10-09 | Esswein Sa | Outil de presse a modules |
| FR2630939A1 (fr) * | 1988-05-09 | 1989-11-10 | Lefils Michel | Module d'outil travaillant a la bande, adapte a travailler a l'etat unitaire ou en ensemble multimodulaire |
| EP0776711A1 (fr) * | 1995-11-30 | 1997-06-04 | Denso Corporation | Méthode de pressage des tÔles et appareil utilisant cette méthode |
| CN106984692A (zh) * | 2016-01-20 | 2017-07-28 | 苏州达翔新材料有限公司 | 一种套位冲切模具 |
| FR3061864A1 (fr) * | 2017-01-19 | 2018-07-20 | Peugeot Citroen Automobiles Sa | Outil d’emboutissage modulable pour la fabrication d’un renfort de gache d’ouvrant |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3703649A1 (de) * | 1987-02-06 | 1988-08-18 | Heraeus Gmbh W C | Werkzeug zum stanzen von komplexen stanzbildern aus einem metallband |
| DE3807075A1 (de) * | 1988-03-04 | 1989-09-14 | Peddinghaus Rolf | Werkzeugtraeger fuer eine stanzmaschine |
| DE3838198A1 (de) * | 1988-11-08 | 1990-05-10 | Muhr & Bender | Werkzeugmaschine |
| US5007282A (en) * | 1990-01-18 | 1991-04-16 | Amp Incorporated | Stamping and forming machine having interchangeable punch sub-assembly |
| US6061909A (en) * | 1993-07-06 | 2000-05-16 | Ready Metal Manufacturing Co. | Metal panel with flanged holes and process of fabrication |
| US6254542B1 (en) | 1995-07-17 | 2001-07-03 | Intravascular Research Limited | Ultrasonic visualization method and apparatus |
| US6000273A (en) * | 1998-10-21 | 1999-12-14 | Stover; Carl | Press brake punch holder |
| US7314417B2 (en) * | 2000-03-31 | 2008-01-01 | Profil Verbindungstechnik Gmbh & Co. Kg | Method for the manufacture of hollow body elements, hollow body element and also progressive tool for carrying out the method |
| US6645104B2 (en) * | 2000-05-26 | 2003-11-11 | Honda Giken Kogyo Kabushiki Kaisha | Element for belt for continuously variable transmission |
| US6691547B2 (en) * | 2001-12-21 | 2004-02-17 | E & E Manufacturing Company, Inc. | Method of doing business and manufacturing in a stamping and extrusion facility |
| FR2853854B1 (fr) * | 2003-04-17 | 2005-06-10 | Gravo Marque Trophees Coupes G | Caractere d'estampage, de decoupe et/ou de sertissage et son procede de fabrication |
| CA2466688A1 (fr) * | 2004-04-30 | 2005-10-30 | Dana Canada Corporation | Dispositif et methode de formation d'articles profiles |
| DE102004035797B9 (de) * | 2004-07-23 | 2006-07-13 | Langenstein & Schemann Gmbh | Verfahren und Vorrichtung zum Überführen eines Werkstücks |
| US7055353B2 (en) * | 2004-07-28 | 2006-06-06 | Ralph Cowie | Progressive stamping die |
| US20080148802A1 (en) * | 2006-12-21 | 2008-06-26 | Nieschulz Daniel F | Free Part Retrieval System and Method |
| DE102009009169B4 (de) * | 2009-02-16 | 2011-12-01 | Federal-Mogul Sealing Systems Gmbh | Flachdichtung mit wellenförmigem Stopper |
| JP6859214B2 (ja) * | 2017-06-30 | 2021-04-14 | 日清紡メカトロニクス株式会社 | 角パイプの穴開加工装置。 |
| CN108817231A (zh) * | 2018-08-15 | 2018-11-16 | 天津恒鸿鑫德机械有限公司 | 一种具有快速拆卸功能的加工模具 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1402284A (en) * | 1918-05-29 | 1922-01-03 | George H Daniels | Sectional die |
| US1462733A (en) * | 1921-06-20 | 1923-07-24 | Empire Stamping Tool & Mfg Com | Compound progressive punch and dies |
| US1768294A (en) * | 1930-06-24 | of cleveland | ||
| US2989936A (en) * | 1957-06-28 | 1961-06-27 | Torrington Mfg Co | Method for forming end plates and end rings |
| US3060845A (en) * | 1960-05-26 | 1962-10-30 | Western Electric Co | Adjustable embossing punch and die |
| FR2263836A1 (fr) * | 1974-03-12 | 1975-10-10 | Gregorovic Dragutin | |
| GB2063137A (en) * | 1979-08-14 | 1981-06-03 | Toyo Seikan Kaisha Ltd | Method and apparatus of feeding material for progressive punching |
| GB2064402A (en) * | 1979-12-10 | 1981-06-17 | Baxendale & Sons Ltd | A Machine Tool |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2232071A (en) * | 1940-11-13 | 1941-02-18 | Quality Hardware And Machine C | Method of manufacturing metallic cartridge belt links |
| DE2016458A1 (en) * | 1969-04-16 | 1970-10-29 | Punch and Die Retainers Ltd., London | Compression plate for cutting dies |
| US3983739A (en) * | 1975-06-09 | 1976-10-05 | Dayton Progress Corporation | Work performing member with removable head |
| US4327618A (en) * | 1977-01-31 | 1982-05-04 | Harvey Menard | Apparatus for cutting a strip of material |
| US4160372A (en) * | 1977-11-28 | 1979-07-10 | The Minster Machine Company | Transfer press having quick change die sets |
| US4151736A (en) * | 1978-04-03 | 1979-05-01 | Buhrke Industries, Inc. | Quick-change apparatus for heavy die sets |
| JPS57193243A (en) * | 1981-05-25 | 1982-11-27 | Fujisash Co | Press machine |
| JPS6023050Y2 (ja) * | 1981-12-16 | 1985-07-09 | 株式会社小松製作所 | 折り曲げ機 |
-
1982
- 1982-07-21 FR FR8212701A patent/FR2530507A1/fr active Granted
-
1983
- 1983-07-18 DE DE8383401470T patent/DE3366670D1/de not_active Expired
- 1983-07-18 EP EP19830401470 patent/EP0100271B1/fr not_active Expired
-
1986
- 1986-03-18 US US06/840,789 patent/US4733552A/en not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1768294A (en) * | 1930-06-24 | of cleveland | ||
| US1402284A (en) * | 1918-05-29 | 1922-01-03 | George H Daniels | Sectional die |
| US1462733A (en) * | 1921-06-20 | 1923-07-24 | Empire Stamping Tool & Mfg Com | Compound progressive punch and dies |
| US2989936A (en) * | 1957-06-28 | 1961-06-27 | Torrington Mfg Co | Method for forming end plates and end rings |
| US3060845A (en) * | 1960-05-26 | 1962-10-30 | Western Electric Co | Adjustable embossing punch and die |
| FR2263836A1 (fr) * | 1974-03-12 | 1975-10-10 | Gregorovic Dragutin | |
| GB2063137A (en) * | 1979-08-14 | 1981-06-03 | Toyo Seikan Kaisha Ltd | Method and apparatus of feeding material for progressive punching |
| GB2064402A (en) * | 1979-12-10 | 1981-06-17 | Baxendale & Sons Ltd | A Machine Tool |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2596700A1 (fr) * | 1986-04-08 | 1987-10-09 | Esswein Sa | Outil de presse a modules |
| FR2630939A1 (fr) * | 1988-05-09 | 1989-11-10 | Lefils Michel | Module d'outil travaillant a la bande, adapte a travailler a l'etat unitaire ou en ensemble multimodulaire |
| EP0342103A1 (fr) * | 1988-05-09 | 1989-11-15 | Lefils, Reine | Module d'outil travaillant à la bande, adapté à travailler à l'état unitaire ou en ensemble multimodulaire |
| EP0776711A1 (fr) * | 1995-11-30 | 1997-06-04 | Denso Corporation | Méthode de pressage des tÔles et appareil utilisant cette méthode |
| US5791186A (en) * | 1995-11-30 | 1998-08-11 | Denso Corporation | Press working method for plate material and press working apparatus using the same |
| CN106984692A (zh) * | 2016-01-20 | 2017-07-28 | 苏州达翔新材料有限公司 | 一种套位冲切模具 |
| CN106984692B (zh) * | 2016-01-20 | 2019-01-25 | 达翔技术(恩施)有限公司 | 一种套位冲切模具 |
| FR3061864A1 (fr) * | 2017-01-19 | 2018-07-20 | Peugeot Citroen Automobiles Sa | Outil d’emboutissage modulable pour la fabrication d’un renfort de gache d’ouvrant |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0100271B1 (fr) | 1986-10-08 |
| FR2530507A1 (fr) | 1984-01-27 |
| FR2530507B1 (fr) | 1985-02-08 |
| DE3366670D1 (en) | 1986-11-13 |
| US4733552A (en) | 1988-03-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0100271B1 (fr) | Construction simplifiée des outillages, permettant d'étendre l'utilisation des outils à la bande, dans la fabrication en petite et moyenne série des articles métalliques | |
| EP0136190B1 (fr) | Installation de soudage à points multiples, notamment pour carrosserie de véhicule | |
| CA2369598C (fr) | Procede de maintien en position d'une piece dans un poste d'assemblage | |
| CA2120583C (fr) | Objet portatif et procede de fabrication | |
| EP0200622B1 (fr) | Outil de presse muni d'un système de guidage et de dégagement de bande de métal | |
| FR2763872A1 (fr) | Procede, appareil et memoire pour la formation de pieces par cintrage d'une feuille metallique | |
| EP1225658B1 (fr) | Outil et dispositif de sertissage pour circuit souple et station de sertissage munie d'un tel dispositif | |
| FR2982513A1 (fr) | Dispositif de detourage et de calibrage d'une tole pour une presse au cours | |
| CH627108A5 (fr) | ||
| CA1275012A (fr) | Construction simplifiee des outillages, permettant d'etendre l'utilisation des outils a la bande, dans la fabrication en petite et moyenne series des articles metalliques | |
| FR2550110A1 (fr) | Procede de realisation d'un collet double embouti et piece a collet double ainsi obtenue | |
| FR2712833A1 (fr) | Ligne organisée de postes d'assemblage pour sous-ensembles de carrosserie automobile. | |
| EP0672479B1 (fr) | Outil de poinçonnage pour profilés métalliques | |
| FR2596700A1 (fr) | Outil de presse a modules | |
| EP0912265B1 (fr) | Dispositif permettant d'adapter la taille d'un serre-flan de machine-outil | |
| EP2335318B1 (fr) | Assemblage electrique et mecanique obtenu par rivetage autogene | |
| WO2007077325A1 (fr) | Procede et dispositif de fabrication par emboutissage progressif d’une piece comportant une bague sertie | |
| FR3102944A1 (fr) | procédé et dispositif de découpe d’un composant électronique radial | |
| WO1997048154A1 (fr) | Dispositif de sertissage en series de cosses metalliques et cassette d'outils | |
| FR2745221A1 (fr) | Dispositif de decoupe sequentiel et procede pour sa mise en oeuvre | |
| CN111885845B (zh) | 一种u型槽焊盘去毛刺成型方法以及其加工毛刺改善工艺 | |
| FR3065659A1 (fr) | Appareil de reglage et procede de reglage de la position d’un porte-poincon sur un outil d’emboutissage. | |
| FR2702685A1 (fr) | Dispositif de découpe, de détourage et de tombage de bords de tôles pour presses et procédé pour sa fabrication. | |
| FR2590072A1 (fr) | Procede de fixation de pastilles de contact electrique sur un support conducteur et appareil pour sa mise en oeuvre | |
| BE741086A (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19840725 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 3366670 Country of ref document: DE Date of ref document: 19861113 |
|
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19920624 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19920630 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19920703 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19920714 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19920728 Year of fee payment: 10 |
|
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19920731 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19920828 Year of fee payment: 10 |
|
| EPTA | Lu: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19930718 Ref country code: GB Effective date: 19930718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19930719 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19930731 Ref country code: CH Effective date: 19930731 Ref country code: BE Effective date: 19930731 |
|
| BERE | Be: lapsed |
Owner name: LEFILS MICHEL Effective date: 19930731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19940201 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19930718 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19940401 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 83401470.6 Effective date: 19940210 |