EP0087515B1 - Profilleiste insbesondere für die Herstellung von Rahmen für Fenster oder Türen - Google Patents
Profilleiste insbesondere für die Herstellung von Rahmen für Fenster oder Türen Download PDFInfo
- Publication number
- EP0087515B1 EP0087515B1 EP19820111776 EP82111776A EP0087515B1 EP 0087515 B1 EP0087515 B1 EP 0087515B1 EP 19820111776 EP19820111776 EP 19820111776 EP 82111776 A EP82111776 A EP 82111776A EP 0087515 B1 EP0087515 B1 EP 0087515B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- weight
- parts
- covering
- core
- profile
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 12
- 239000000203 mixture Substances 0.000 claims abstract description 29
- 239000011521 glass Substances 0.000 claims abstract description 8
- 239000004800 polyvinyl chloride Substances 0.000 claims description 64
- 229920000915 polyvinyl chloride Polymers 0.000 claims description 64
- 239000003365 glass fiber Substances 0.000 claims description 47
- 229920003023 plastic Polymers 0.000 claims description 30
- 239000004033 plastic Substances 0.000 claims description 30
- 238000000465 moulding Methods 0.000 claims description 28
- 239000000463 material Substances 0.000 claims description 20
- 238000001125 extrusion Methods 0.000 claims description 13
- 239000012764 mineral filler Substances 0.000 claims description 13
- 239000000314 lubricant Substances 0.000 claims description 10
- 239000003607 modifier Substances 0.000 claims description 10
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 claims description 6
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 claims description 6
- 239000004709 Chlorinated polyethylene Substances 0.000 claims description 6
- 229920001577 copolymer Polymers 0.000 claims description 6
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 6
- 239000000178 monomer Substances 0.000 claims description 6
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 claims description 6
- 239000000654 additive Substances 0.000 claims description 5
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 claims description 5
- 239000003381 stabilizer Substances 0.000 claims description 5
- -1 working auxiliaries Substances 0.000 claims description 5
- 150000001252 acrylic acid derivatives Chemical class 0.000 claims description 4
- 239000002245 particle Substances 0.000 claims description 4
- 239000004801 Chlorinated PVC Substances 0.000 claims description 3
- 239000002033 PVDF binder Substances 0.000 claims description 3
- 229920001328 Polyvinylidene chloride Polymers 0.000 claims description 3
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 claims description 3
- 239000006096 absorbing agent Substances 0.000 claims description 3
- 229920000578 graft copolymer Polymers 0.000 claims description 3
- 239000000049 pigment Substances 0.000 claims description 3
- 229920000728 polyester Polymers 0.000 claims description 3
- 229920000098 polyolefin Polymers 0.000 claims description 3
- 229920002620 polyvinyl fluoride Polymers 0.000 claims description 3
- 239000005033 polyvinylidene chloride Substances 0.000 claims description 3
- 229920002981 polyvinylidene fluoride Polymers 0.000 claims description 3
- 239000002990 reinforced plastic Substances 0.000 claims description 2
- 229920009204 Methacrylate-butadiene-styrene Polymers 0.000 claims 1
- 229920006235 chlorinated polyethylene elastomer Polymers 0.000 claims 1
- 229920012128 methyl methacrylate acrylonitrile butadiene styrene Polymers 0.000 claims 1
- 239000002344 surface layer Substances 0.000 claims 1
- 229920003002 synthetic resin Polymers 0.000 abstract description 2
- 239000000057 synthetic resin Substances 0.000 abstract description 2
- 239000010410 layer Substances 0.000 description 23
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 9
- 239000000945 filler Substances 0.000 description 9
- 238000012545 processing Methods 0.000 description 9
- 229920001169 thermoplastic Polymers 0.000 description 9
- 239000004416 thermosoftening plastic Substances 0.000 description 8
- 230000002787 reinforcement Effects 0.000 description 6
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 229910000019 calcium carbonate Inorganic materials 0.000 description 4
- 238000013461 design Methods 0.000 description 4
- 239000000344 soap Substances 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 3
- 239000002318 adhesion promoter Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 235000014113 dietary fatty acids Nutrition 0.000 description 3
- 239000000194 fatty acid Substances 0.000 description 3
- 229930195729 fatty acid Natural products 0.000 description 3
- 150000004665 fatty acids Chemical class 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 230000005855 radiation Effects 0.000 description 3
- 239000000725 suspension Substances 0.000 description 3
- 239000011135 tin Substances 0.000 description 3
- 229910052718 tin Inorganic materials 0.000 description 3
- UQKYSOCLDMTEGZ-UHFFFAOYSA-N C=CC1=CC=CC=C1.C(=O)(C(=C)C)C=CC=C Chemical compound C=CC1=CC=CC=C1.C(=O)(C(=C)C)C=CC=C UQKYSOCLDMTEGZ-UHFFFAOYSA-N 0.000 description 2
- 239000004605 External Lubricant Substances 0.000 description 2
- 239000004609 Impact Modifier Substances 0.000 description 2
- 239000006057 Non-nutritive feed additive Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 150000001298 alcohols Chemical class 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229920000457 chlorinated polyvinyl chloride Polymers 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 229920001485 poly(butyl acrylate) polymer Polymers 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 230000001960 triggered effect Effects 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- KLLLJCACIRKBDT-UHFFFAOYSA-N 2-phenyl-1H-indole Chemical compound N1C2=CC=CC=C2C=C1C1=CC=CC=C1 KLLLJCACIRKBDT-UHFFFAOYSA-N 0.000 description 1
- 229930185605 Bisphenol Natural products 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 241001264730 Callistemon salignus Species 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical group Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 1
- 239000004610 Internal Lubricant Substances 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 239000004164 Wax ester Substances 0.000 description 1
- IHBCFWWEZXPPLG-UHFFFAOYSA-N [Ca].[Zn] Chemical compound [Ca].[Zn] IHBCFWWEZXPPLG-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- 150000001343 alkyl silanes Chemical class 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910000323 aluminium silicate Inorganic materials 0.000 description 1
- 125000004103 aminoalkyl group Chemical group 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 125000003710 aryl alkyl group Chemical group 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- DSAJWYNOEDNPEQ-UHFFFAOYSA-N barium atom Chemical compound [Ba] DSAJWYNOEDNPEQ-UHFFFAOYSA-N 0.000 description 1
- MGFRKBRDZIMZGO-UHFFFAOYSA-N barium cadmium Chemical compound [Cd].[Ba] MGFRKBRDZIMZGO-UHFFFAOYSA-N 0.000 description 1
- 229910052728 basic metal Inorganic materials 0.000 description 1
- 150000003818 basic metals Chemical class 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 125000004965 chloroalkyl group Chemical group 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 239000008119 colloidal silica Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 150000005690 diesters Chemical class 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 229920006248 expandable polystyrene Polymers 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 150000002191 fatty alcohols Chemical class 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000003879 lubricant additive Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- AQSJGOWTSHOLKH-UHFFFAOYSA-N phosphite(3-) Chemical class [O-]P([O-])[O-] AQSJGOWTSHOLKH-UHFFFAOYSA-N 0.000 description 1
- 150000003022 phthalic acids Chemical class 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000001603 reducing effect Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 150000004756 silanes Chemical class 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000003017 thermal stabilizer Substances 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 150000005691 triesters Chemical class 0.000 description 1
- 235000019354 vermiculite Nutrition 0.000 description 1
- UKRDPEFKFJNXQM-UHFFFAOYSA-N vinylsilane Chemical compound [SiH3]C=C UKRDPEFKFJNXQM-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 235000019386 wax ester Nutrition 0.000 description 1
- 239000002916 wood waste Substances 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical class [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
Images




Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/30—Coverings, e.g. protecting against weather, for decorative purposes
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/04—Wing frames not characterised by the manner of movement
- E06B3/06—Single frames
- E06B3/08—Constructions depending on the use of specified materials
- E06B3/20—Constructions depending on the use of specified materials of plastics
- E06B3/22—Hollow frames
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/04—Wing frames not characterised by the manner of movement
- E06B3/06—Single frames
- E06B3/08—Constructions depending on the use of specified materials
- E06B3/20—Constructions depending on the use of specified materials of plastics
- E06B3/22—Hollow frames
- E06B3/221—Hollow frames with the frame member having local reinforcements in some parts of its cross-section or with a filled cavity
- E06B3/222—Hollow frames with the frame member having local reinforcements in some parts of its cross-section or with a filled cavity with internal prefabricated reinforcing section members inserted after manufacturing of the hollow frame
- E06B2003/224—Hollow frames with the frame member having local reinforcements in some parts of its cross-section or with a filled cavity with internal prefabricated reinforcing section members inserted after manufacturing of the hollow frame with reinforcing plastic section members
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/04—Wing frames not characterised by the manner of movement
- E06B3/06—Single frames
- E06B3/08—Constructions depending on the use of specified materials
- E06B3/20—Constructions depending on the use of specified materials of plastics
- E06B3/205—Constructions depending on the use of specified materials of plastics moulded or extruded around a core
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23—Sheet including cover or casing
- Y10T428/239—Complete cover or casing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24744—Longitudinal or transverse tubular cavity or cell
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/252—Glass or ceramic [i.e., fired or glazed clay, cement, etc.] [porcelain, quartz, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31909—Next to second addition polymer from unsaturated monomers
Definitions
- the invention relates to a profile strip, in particular for the manufacture of Rahman for windows or doors with a possibly hollow core profile made of reinforced plastic and a sheathing surrounding the core profile made of plastic.
- hollow profiles for producing window or door frames known or the like from a core profile made of steel. exist, which is covered with a plastic layer, in particular made of soft PVC. Furthermore, intrinsically stable hollow profiles made of plastic, in particular hard PVC for producing window or door frames, have been known for a long time, but in the case of very large dimensions of window and door openings they also have to be stiffened in the cavity by inserting reinforcement profiles made of steel or aluminum.
- Mat has also already tried to create mechanically stiffer and firmer plastic hollow profiles for window and door frames, as described, for example, in German patent 10 86 032, in which the hollow profiles assembled to the frame are then filled with a liquid or plastic filler, which after the Harden at the same time the individual frame parts are connected to one another, for example phenolic resins or stone wood being used as the filling compound.
- a liquid or plastic filler which after the Harden at the same time the individual frame parts are connected to one another, for example phenolic resins or stone wood being used as the filling compound.
- hollow profiles made of elastic plastic in particular based on polyvinyl chloride with a hardening filler based on synthetic resin concrete, e.g.
- the construction profile strip according to the German utility model 19 94 127 uses a core made of cheap materials, such as low-quality plastics, foam stones, pressed wood waste or the like, which is provided with a shell made of high-quality plastic that surrounds the core on all sides: attempts have also already been made acc. the German Offenlegungsschrift 23 26 911 to manufacture plastic-coated window frame profiles in which a core made of foamed plastic is surrounded by a compact plastic jacket, wherein reinforcement inserts made of light metal tubes or plastic tubes can contain to increase the rigidity of the core.
- the invention has for its object to provide a profile strip for the production of window or door frames, which meets the requirements for weather resistance, the requirements for mechanical strength and rigidity, which enables the simplest possible connection technology of the profiles to frames, in particular by welding, which enable the economy of a mass product through the use of inexpensive materials and are characterized by being as easy to process as possible.
- the invention solves this problem by a profile strip, in which the core profile made of a glass fiber reinforced polyvinyl chloride composition containing 100 parts by weight of polyvinyl chloride, which has a K value between 55 and 75, 40 to 100 parts by weight of glass fibers with a Diameter between 5 and 25 microns with a length of up to 12 mm and 0 to 25 parts by weight of mineral filler with an average particle diameter of less than 50 microns and has a microporous slightly roughened surface and with a coating made of a compatible with the polyvinyl chloride Impact resistance of the core profile surpassing plastic is connected.
- the core profile made of a glass fiber reinforced polyvinyl chloride composition containing 100 parts by weight of polyvinyl chloride, which has a K value between 55 and 75, 40 to 100 parts by weight of glass fibers with a Diameter between 5 and 25 microns with a length of up to 12 mm and 0 to 25 parts by weight of mineral filler with an average particle diameter of less than 50 microns
- a rigid, solid structure which has a high modulus of elasticity and is very dimensionally stable, i.e.
- the stresses built into the profile strip during processing of the mass are not triggered even at high temperatures up to 100 ° C.
- the core profile is difficult to dye due to the high proportion of glass fibers, i.e. essentially has a gray-yellow color, determined by the glass fiber, the jacket not only takes on the color of the profile but also the formation of a smooth surface.
- the impact strength of the combined profile, the core of which is relatively brittle due to the glass fiber content is increased by an appropriate selection of an impact-resistant material for the jacket.
- the core profile has a light, rough surface with a microporous structure due to the high glass fiber content, as a result of which the plastic sheathing can anchor itself particularly well and particularly good adhesion or high adhesive strength between the core profile and sheathing directly without additional means is achieved.
- the glass fiber-reinforced polyvinyl chloride composition selected according to the invention for the core profile shows, even when relatively small proportions of mineral powdery fillers are used, together with relatively high proportions of glass fibers, a very good processing possibility by means of extrusion and a balanced physical property profile.
- it has an elastic modulus in the extrusion direction of at least 8000 N / mm 2 at 23 ° C. measured in accordance with DIN 53457.
- Polyvinyl chloride is understood to mean bulk PVC, suspension PVC or emulsion PVC with a K value between 55 and 75, as well as polyvinylidene chloride, post-chlorinated polyvinyl chloride and the copolymers obtained from a chlorinated monomer and at least one copolymerizable monomer, e.g. Homopolymer or co- or graft polymers with e.g. Ethylene vinyl acetate, acrylate, vinyl acetate, chlorinated polyethylene, butadiene, polyolefins or similar as co or graft component and mixtures.
- Homopolymer or co- or graft polymers with e.g. Ethylene vinyl acetate, acrylate, vinyl acetate, chlorinated polyethylene, butadiene, polyolefins or similar as co or graft component and mixtures.
- the mineral fillers in addition to the glass fibers hardly serve to make the composition cheaper, but essentially to improve the processing behavior, the mechanical properties of the mass being only slightly influenced. Too high a mineral filler content has a negative effect on the improvements in mechanical properties that are desired due to the use of glass fibers.
- Mineral fillers such as, for example, natural or precipitated chalk, silica chalk, colloidal silica, aluminosilicates, or hydrated alumina with or without a corresponding surface treatment, can be used alone or in mixtures with one another.
- the grain size of the fillers should as far as possible not significantly exceed the fiber diameter of the glass fibers, ie the maximum grain diameter of the filler should be less than 50 ⁇ m, preferably less than 20 ⁇ m.
- the starting material for glass fibers.
- the starting length should be at least 0.5 mm, preferably between 3 and 12 mm.
- the initial length is broken up to a final length of between approx. 0.3 and 1.5 mm by preparation and processing anyway, for example during extrusion.
- all types of glass fibers which are compatible with PVC can be used for the invention.
- fibers which have been pretreated by appropriate surface treatment with the addition of adhesion promoters such as, for example, vinylsilane and substituted alkylsilanes, for example chloroalkyl, aminoalkyl, diaminoalkyl silanes and others.
- adhesion promoters such as, for example, vinylsilane and substituted alkylsilanes, for example chloroalkyl, aminoalkyl, diaminoalkyl silanes and others.
- This pretreatment usually takes place during the manufacturing process of the glass fibers and not during the processing of the PVC masses.
- an elastic modulus of at least 8000 N / mm 2 is achieved in the processed product.
- unmodified polyvinyl chloride only has moderate notched impact strength.
- the addition of glass fibers only slightly influences the notched impact strength, but the impact strength is reduced.
- the composition modifier such as ethylene-vinyl acetate, acrylates, chlorinated polyethylene, acrylic-butadiene-styrene, methacrylic-butadiene-styrene or the like. up to 30 parts by weight added to 100 parts by weight of PVC.
- the compositions according to the invention result in a lubricant additive which is significantly increased compared to known compositions.
- this is preferably between 2.5 to 5.5 parts by weight of lubricant per 100 parts by weight of polyvinyl chloride, the proportion of lubricant increasing with the proportion of glass fiber and filler increasing.
- the lubricants known in the processing of PVC and PVC-containing molding compositions are used, ie as a rule mixtures of so-called inner lubricants, ie products which are well tolerated with PVC and so-called external lubricants, ie products which are less well tolerated with PVC.
- the group of internal lubricants includes, for example, glycerol, mono-, di- and triesters of natural or oxidized carboxylic acids with chain lengths of C, 2 to C 40 , fatty alcohols of the above chain lengths, neutral or basic metal soaps, preferably stearates of the metals Lead, cadmium, barium, calcium, magnesium and tin, wax esters such as C, O to C 40 alcohols esterified with C 12 to C 36 acids, phthalic acid esters of long-chain alcohols, etc.
- the group of external lubricants includes, for example, fatty acids C 12 to C. 40 or substituted (oxidized) fatty acids, paraffin oils and solid paraffins, polyethylenes or oxidized polyethylenes, fatty acid amides, silicone oils and the like.
- the usual other additives in particular thermal stabilizers, are used in the processing of PVC-containing mixtures, e.g. complex barium cadmium soaps, lead salts or lead soaps, complex calcium-zinc soaps, alkyl tin mercapto compounds or alkyl tin carboxylates, furthermore organic stabilizers such as epoxidized oils or esters, diphenylthioureas, phenylindole, aryl or alkyl or aryl-alkyl mixed phosphites individually or in mixtures.
- the modifying or co-or graft components of known antioxidants such as e.g. sterically hindered phenols or bis-phenol or the like. be added. Preferred amounts are between 1 and 5 parts by weight of stabilizers per 100 parts by weight of PVC.
- Other known additives are processing aids, also plasticizing aids and possibly colorants, etc.
- a preferred composition for the core profile according to the invention contains, per 100 parts by weight of PVC, which has a K value between 55 and 75, 40 to 80 parts by weight of glass fibers with a diameter between 5 and 25 ⁇ m and a length of 0 , 5 to 12 mm, 1 to 15 parts by weight of a powdery mineral Filler with an average particle diameter of less than 50 ⁇ m and 2.5 to 5.0 parts by weight of lubricant and up to 30 parts by weight of modifier.
- the core profiles made from the composition have a very fine microporous surface, which significantly improves the adhesion to subsequent coatings, for example based on PVC or another thermoplastic.
- the composition according to the invention can be used to produce core profiles, in particular hollow core profiles with high mechanical rigidity and strength, which are then coated subsequently or simultaneously with an unreinforced thermoplastic on the same or different basis, for example by extrusion, lamination or dipping.
- the sheathing can also be carried out only over part of the surface of the molded body.
- Substances compatible with PVC which may also be particularly weatherproof, are particularly suitable for surface finishing.
- the core profiles according to the invention enable the production of profile strips with mechanical properties that are significantly improved compared to the unreinforced plastic, so that they can be used for load-bearing constructions and, for example in plastic applications, the usual use of metallic reinforcements in profile constructions can be omitted or the wall thicknesses can be reduced, as a result of which Material can be saved.
- the various constituents of the composition according to the invention can be homogenized with one another according to known techniques for producing extrudable mixtures and then extruded.
- a preferred sheathing is based on plastic based on polyvinyl chloride, polyvinylidene chloride, post-chlorinated polyvinyl chloride, copolymers obtained from a chlorinated monomer and at least one polymerizable monomer such as homo- or co- or graft polymers with e.g. Ethylene vinyl acetate, acrylate, vinyl acetate, chlorinated polyethylene, butadiene, polyolefins, etc. and mixtures thereof, which can additionally contain additives such as stabilizers, lubricants, pigments, UV absorbers, processing aids and modifiers.
- thermoplastic plastics are those based on acrylates or polymethyl methacrylates, acrylic butadiene styrene or methacrylbutadiene styrene or polyester or polyvinyl fluoride or polyvinylidene fluoride or mixtures thereof.
- the core profiles are hollow profiles, wall thicknesses between 1.0 to 10 mm, preferably 2.0 to 4 mm being provided.
- the sheathing which essentially has the task of surface finishing and possibly contributes to increasing the impact resistance and increasing the weather resistance, preferably has wall thicknesses of 0.2 to 4 mm, in particular 0.3 to 1.5 mm. It is also possible to partially produce the sheathing from two different materials, for example to provide a visible side of the profile with a sheathing made of fabric A and the other side of the profile with a sheathing made of fabric B or to color it differently in individual areas.
- the covering is preferably provided with a covering layer which partially covers the same and is made of a weather-resistant plastic, which is also easy to color, in particular on an acrylate basis, in a thickness of 0.1 to 1.2 mm.
- This additional cover layer can be applied by coextrusion, but also by lamination with a film or painting.
- the casing in addition to the plastic up to 20 wt .-% impact modifiers such as ethylene vinyl acetate, chlorinated polyethylene, methacrylbutadiene styrene, polybutyl acrylate, acrylates or the like. contains.
- the core profile made of glass fiber reinforced polyvinyl chloride should essentially take on the task of the stiffening corset of the profile strip.
- a preferred embodiment of the invention provides that the casing or the like with profiles of the profile strip such as grooves, protrusions, webs, undercuts. is trained.
- the multilayer profile strip according to the invention is preferably produced by coextrusion, wherein it is calibrated on the outside and has a residual shrinkage of less than 0.5%, in particular less than 0.3%.
- the multilayer product according to the invention has a significantly increased modulus of elasticity and thus greater rigidity and torsional strength, greater strength and thus greater security against breakage and an almost total reduction, against thermal shrinkage that can be triggered.
- profile distortion due to heat radiation is avoided and a substantial reduction in the coefficient of thermal expansion is achieved, which significantly reduces the tolerance problems in the manufacture of the frames and thus the processing problems.
- the core profile based on glass fiber reinforced PVC is only thermal with respect to the PVC needs to be stabilized, while the casing also has to be provided with additional stabilizers with regard to weather resistance, UV absorbers and pigments.
- the product can be made cheaper due to the reduced use of expensive materials and, at the same time, a substantial increase in the mechanical properties in particular.
- the multi-layer profiles according to the invention with glass fiber reinforced polyvinyl chloride core profile have a very low shrinkage, they are also thermally more resilient in weathering, i.e. they can also be heated up by solar radiation without triggering undue stresses that could lead to inadmissible shrinkage of the profile.
- this makes it possible to color the multilayer profiles according to the invention on the outside in the casing or cover layer also in dark colors such as brown, black, dark green, as are often required by architects for aesthetic reasons. Such dark coloring is not possible with hard PVC profiles, for example, since when certain heating temperatures are exceeded, they shrink by releasing voltages so that the frames tear open.
- the profile bar acc. of the invention with a glass fiber reinforced core profile can be welded perfectly and good welding strengths are obtained, as are required in particular when producing frames for windows or doors.
- FIGS 1 to 6 Cross sections of various multi-layer profile strips in the inventive design.
- FIG. 1 shows schematically a hollow core profile 1 made of glass fiber reinforced polyvinyl chloride, which is coated on the outside with a thin sheath 2 made of a thermoplastic, such as hard PVC or ABS.
- a thin sheath 2 made of a thermoplastic, such as hard PVC or ABS.
- part of the circumference of the casing is also directly connected to a cover layer 3 made of a plastic different from the casing 2, for example a weather-resistant plastic such as polymethyl methacrylate.
- a weather-resistant plastic such as polymethyl methacrylate. It is also possible, for example, to laminate on a very thin polyvinylidene fluoride or polyvinyl fluoride film using an adhesion promoter layer.
- FIG. 2 schematically shows a glass-fiber reinforced hollow core profile 1, which is provided on the outside with a sheathing 2, which is partially composed in the areas 2a and 2b of different materials or the same materials in different colors.
- FIG. 3 shows a profile strip which contains two core profiles 1a, 1b made of glass fiber-reinforced polyvinyl chloride as a stiffening inner corset and a stable thermoplastic profile-giving sheath 2, for example made of hard PVC.
- the profiling sheathing 2 gives the profile the outer shape, including projections 21.
- a T-shaped profile bar which has a multi-chamber hollow core profile 1 made of glass fiber reinforced PVC, which gives the profile the necessary rigidity, strength, torsional rigidity and modulus of elasticity.
- This core profile 1 is provided with a casing 2 made of a thermoplastic, the casing containing additional profile-giving configurations in the form of projections 21, etc.
- this profile can also be provided, for example, on the weathering side with a cover layer 3 which is particularly weather-resistant and which can be colored differently than the casing 2.
- a cover layer 3 which is particularly weather-resistant and which can be colored differently than the casing 2.
- Such a profile is preferred according to.
- Fig. 4 created by common extrusion t i , the layers 1, 2, 3 being bonded without an adhesion promoter and the multilayer profile 1, 2, 3 being given a final shape in a single calibration tool, provided that compatible thermoplastic materials are provided.
- a core profile 1 which is designed very simply in a rectangular hollow profile shape, being provided with a casing 2 made of a suitable plastic and which realizes a complicated profile design.
- a profile can also preferably be produced by coextrusion.
- FIG. 6 shows in a further embodiment of the invention that it is also possible to form the core profile 1 from glass fiber reinforced PVC with a complicated profile and several hollow chambers, the casing 2 then following the profile of the core profile 1.
- a further surface finishing layer 3 can additionally be provided, which may extend over part of the circumference, but possibly also over the entire circumference of the profile.
- the supporting profile is the core profile 1 made of glass fiber reinforced polyvinyl chloride.
- the multi-layer profile is preferably extruded, the thicknesses of the individual layers being the same or different, this also depending in particular on the static load with optimal use of the properties of the material layers. Since the core profile made of glass fiber reinforced PVC has very good mechanical properties, it can be produced in a simplified cross-section compared to pure hard PVC profiles.
- the covering layer not only has the task of smoothing and sealing the possibly porous and rough surface of the core profile, but also of increasing the appearance and weather resistance.
- the thermoplastic coating layer when calibrating the multi-layer profile the calibration tool on the walls is less stressed than if you had to calibrate a glass fiber reinforced material directly. In this way, the sheathing also reduces wear during the production of the profiles in metallic tools.
- FIG. 7 schematically shows an extrusion system for producing the multilayer profile according to the invention by coextrusion.
- the main extruder for extruding the glass fiber-reinforced polyvinylchloride compound for the core profile is shown at 10, the extrusion tool 12 for forming the core profile being connected upstream.
- the extrusion tool 13 for shaping the casing 2, the plastic for the casing being fed through the extruder 14.
- the extrusion tool 15 is connected upstream for a third layer, to which the cover layer material is fed via the extruder 16.
- the multilayer profile 11 leaving the extrusion tool is then fed to the calibration tools 17, the final external dimensioning of the profile strip and cooling thereof taking place when these calibration tools pass through. Deduction takes place via the extraction device 18.
- the profile can also be are cooled by water
- the properties of the glass fiber reinforced core profiles used according to the invention are explained with and without modifiers.
- Examples 13 and 14 show compositions without glass fiber reinforcement, once without filler, once with filler as a comparison.
- the parts can be mixed and plasticized in dry powdery form.
- Single-screw extruder extruded plates with a thickness of approx. 4 mm and a width of 500 mm.
- a plasticizing temperature in the cylinder of 160 to 190 ° C at a mold temperature of 195 ° C is required for the extrusion.
- the constituents of the composition according to the examples are expressed in parts by weight, for examples 1 to 7 and 13, 14 a suspension PVC with a K value of 64 and for examples 8 to 12 a suspension PVC with a K value of 57 used.
- the different modifiers used in Examples 4 to 12 are identified by their abbreviations.
- the properties were measured on the extruded sheets, in each case in the longitudinal and transverse directions.
- the modulus of elasticity is determined according to DIN 53457, the notched impact strength according to Izod FT-LOS / IN, the tensile strength according to DIN 53455, the elongation at break according to DIN 53455 and the dimensional stability A in ° C according to ISO R 75.
- Examples 14 and 3 show in a comparative series how the strengthening of the mechanical properties is changed in the case of unreinforced PVC after the addition of glass fibers. Reinforcement with a constant proportion of mineral filler, here calcium carbonate. An increasing addition of mineral fillers to the glass fibers does not bring about any significant improvement in the properties, rather the properties are almost in equilibrium in the relations chosen according to the invention, i.e. with a slightly falling modulus of elasticity and notched impact strength and increasing tensile strength, good properties are also achieved in comparison to the product without mineral fillers, see Example 1.
- Example 4 shows a composition which contains an impact modifier in order to increase the notched impact strength, but this is at the expense of the elastic modulus in particular and the tensile strength. According to Example 5, this can then already be raised again by adding small amounts of mineral filler such as calcium carbonate.
- Examples 6 and 7 show the further addition of modifying agents in higher proportions, which, in spite of the increase in the notched impact strength, in particular do not improve the mechanical properties, but rather have a reducing effect.
- Examples 8 to 12 show the addition of smaller amounts of modifiers to increase the impact strength, with the constant addition of small amounts of calcium carbonate with increasing glass fiber content. These examples show the improvement in the modulus of elasticity with increasing glass fiber content while at the same time maintaining the notched impact strength and tear strength to the desired extent. Notched impact strength also improves the impact strength of these compositions.
- the deflection test was carried out at a span of 100 cm, a force which is more than twice as high being required for the profiles according to the invention. Only the impact resistance of the profiles according to the invention decreases due to the brittle glass fiber reinforced PVC core profile compared to a pure thermoplastic.
- the low shrinkage values of the profile according to the invention which indicate a high dimensional stability and which also prove to be particularly advantageous when the profiles are heated on one side when installed in window and door frames with one-sided solar radiation. Due to the low shrinkage of the profiles according to the invention and the high modulus of elasticity thereof, a concave deflection of the frames or frame profiles is reduced to a minimum value even when heated on one side, which does not impair the functionality of the frames.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Reinforced Plastic Materials (AREA)
- Wing Frames And Configurations (AREA)
- Specific Sealing Or Ventilating Devices For Doors And Windows (AREA)
Description
- Die Erfindung bezieht sich auf eine Profilleiste insbesondere für die Herstellung von Rahman für Fenster oder Türen mit einem ggf. hohlen Kernprofil aus verstärktem Kunststoff und einer das Kernprofil umgebenden Ummantelung aus Kunststoff.
- Es sind Hohlprofile zum Herstellen von Fenster- oder Türrahmen bekannt, die aus einem Kernprofil aus Stahl o.dgl. bestehen, der mit einer Kunststoffschicht, insbesondere aus Weich-PVC überzogen ist. Des weiteren sind eigenstabile Hohlprofile aus Kunststoff, insbesondere Hart-PVC zum Herstellen von Fenster-oder Türrahmen seit langem bekannt, die jedoch bei sehr großen Dimensionen von Fenster- und Türöffnungen zusätzlich im Hohlraum durch Einschieben von Verstärkungsprofilen aus Stahl oder Alu versteift werden müssen.
- Mat hat auch bereits versucht, mechanisch steifere und festere Kunststoffhohlprofile für Fenster- und Türrahmen zu schaffen, wie beispielsweise in der deutschen Patentschrift 10 86 032 beschrieben, bei denen die zum Rahmen zusammengesetzten Hohlprofile anschließend mit einer flüssigen oder plastischen Füllmasse gefüllt werden, wodurch nach dem Erhärten zugleich die einzelnen Rahmenteile miteinander verbunden werden, wobei als Füllmasse beispielsweise Phenolharze oder Steinholz eingesetzt wird. Auch bei den Rahmen für Fenster oder Türen nach der schweizer Patentschrift 411 301 werden Hohlprofile aus elastischem Kunststoff, insbesondere auf Basis von Polyvinylchlorid mit einer erhärtenden Füllmasse auf Basis Kunstharzbeton, z.B. geschäumtem Polystyrol mit Zusatz von Zement oder Epoxydharz mit Zuschlägen aus körnigem Material wie Sand, Aluminiumschrott, Vermiculiten, o.dgl. zur Erhöhung der Festigkeit gefüllt. Die Bauprofilleiste nach dem deutschen Gebrauchsmuster 19 94 127 benutzt einen Kern aus billigen Werkstoffen, wie geringwertigen Kunststoffen, Schaumsteinen, gepreßten Holzabfällen o.dgl., der mit einer den Kern allseits umgebenden Hülle aus einem hochwertigen Kunststoff versehen wird: Man hat auch schon versucht, gem. der deutschen Offenlegungsschrift 23 26 911 kunststoffummantelte Fensterrahmen-Profile herzustellen, bei denen ein Kern aus geschäumtem Kunststoff von einem kompakten Kunststoffmantel umgeben wird, wobei zur Erhöhung der Steifigkeit der Kern Verstärkungseinlagen aus Leichtmetallrohren oder Kunststoffrohren enthalten kann. Ein weiteres Beispiel einer kompakten mehrschichtigen Bauprofilleiste wird in der deutschen Offenlegungsschrift 28 27 851 beschrieben, bei der ein Kunststoffhohlprofil insbesondere aus PVC mit einer Kunststoffüllung aus einer Matrix aus Methylmethacrylat mit hohlen Silikatkügelchen gefüllt wird und zusätzlich zur Erhöhung der Steifigkeit in Längserstreckung der Profilleiste verlaufende Glasfäden eingebettet werden. Bei allen diesen massiven mehrschichtigen Profilleisten ergeben sich jeweils Schwierigkeiten einwandfreie dichte Verbindungen an Ecken und Stoßstellen der Profilleisten herzustellen, die sowohl wasserdicht und winddicht sind und eine genügend hohe Festigkeit aufweisen und leicht mit herkömmlichen Methoden herstellbar sein sollen.
- Darüber hinaus ist gem. der französischen Patentschrift 1 602 375 bereits eine zweischichtig aufgebaute Hohtprofitteiste bekanntgeworden, die aus einem den Kem bildenden Hohlprofil aus glasfaserverstärktem Polyester besteht, das außenseitig mit einer weiteren kunstharzgetränkten Glasfaserlage umhüllt ist. Auch bei diesem Profil, erweist es sich als schwierig, einwandfreie feste Verbindungen an Ecken und Stoßstellen der Profile herzustellen.
- Der Erfindung liegt die Aufgabe zugrunde, eine Profilleiste für die Herstellung von Fenster- oder Türrahmen zu schaffen, die die Anforderungen an die Witterungsbeständigkeit erfüllt, die Anforderungen an mechanische Festigkeit und Steifigkeit, die eine möglichst einfache Verbindungstechnik der Profile zu Rahmen insbesondere durch Schweißen ermöglicht, die durch Einsatz preiswerter Materialien die Wirtschaftlichkeit eines Massenproduktes ermöglichen und sich durch möglichst einfache Verarbeitbarkeit auszeichnet.
- Die Erfindung löst die gestellte Aufgabe durch eine Profilleiste, bei der das Kernprofil aus einer glasfaserverstärkten Polyvinylchlorid-Zusammensetzung enthaltend auf 100 Gew.-Teile Polyvinylchlorid, das einen K-Wert zwischen 55 und 75 aufweist, 40 bis 100 Gew.-Teile Glasfasern mit einem Durchmesser zwischen 5 und 25 um bei einer Länge bis zu 12 mm und 0 bis 25 Gew.-Teile mineralischem Füllstoff mit einem mittleren Teilchendurchmesser unter 50 um aufgebaut ist und eine mikroporöse leicht aufgerauhte Oberfläche aufweist und mit einer Ummantelung aus einem mit dem Polyvinylchlorid verträglichen die Schlagzähigkeit des Kernprofils übertreffenden Kunststoff verbunden ist.
- Durch den erfindungsgemäßen Einsatz eines hohlen Kernprofils auf Basis von glasfaserverstärktem PVC wird ein steifes festes Gebilde erzielt, das einen hohen E-Modul aufweist und sehr dimensionsstabil ist, d.h. die bei einer Verarbeitung der Masse zur Profilleiste eingebauten Spannungen werden auch bei hohen Temperaturen bis zu 100°C nicht ausgelöst. Da das Kernprofil aufgrund des hohen Glasfaseranteiles schlecht färbbar ist, d.h. im wesentlichen eine graugelbe Farbe, bestimmt durch die Glasfaser, aufweist, übernimmt der Mantel nicht nur die Farbgebung des Profiles sondern zugleich auch die Bildung einer glatten Oberfläche. Darüber hinaus ist ein wesentliches Merkmal der Erfindung, daß die Schlagzähigkeit des kombinierten Profiles, dessen Kern aufgrund des Glasfaseranteiles relativ spröde ist, durch eine entsprechende Auswahl eines schlagzähen Materials für den Mantel erhöht wird. Es erweist sich als besonders vorteilhaft, daß das Kernprofil durch den hohen Glasfaseranteil eine leichte rauhe Oberfläche mit mikroporöser Struktur aufweist, wodurch die Ummantelung aus Kunststoff sich besonders gut verankern kann und eine besonders gute Haftung bzw. hohe Haftfestigkeit zwischen Kernprofil und Ummantelung direkt ohne zusätzliche Mittel erreicht wird.
- Die für das Kemprofil erfindungsgemäß ausgewählte glasfaserverstärkte Polyvinylchloridmasse zeigt, selbst bei Einsatz relativ geringer Anteile an mineralischen pulvrigen Füllstoffen noch zusammen mit relativ hohen Anteilen von Glasfasern eine sehr gute Verarbeitungsmöglichkeit durch Strangpressen und ein ausgewogenes physikalisches Eigenschaftsbild. Insbesondere weist sie in Strangpreßrichtung einen Elastizitätsmodul von mindestens 8000 N/mm2 bei 23°C gemessen nach DIN 53457 auf.
- Unter Polyvinylchlorid wird Masse-, Suspensions-, oder Emutsions-PVC mit einem K-Wert zwischen 55 und 75 verstanden, ebenso Polyvinylidenchlorid, nachchloriertes Polyvinylchlorid und die aus einem chlorierten Monomeren und mindestens einem damit copolymerisierbaren Monomeren erhaltenen Copo!ymeren, z.B. Homopolymer oder Co- bzw. Pfropf-Polymere mit z.B. Ethylen-Vinylacetat, Acrylat, Vinylacetat, chloriertem Polyethylen, Butadien, Polyolefinen o.ä. als Co- bzw. Pfropf-Componente und Mischungen.
- Die mineralischen Füllstoffe zusätzlich zu den Glasfasern dienen in diesen geringen Mengen kaum der Verbilligung der Zusammensetzung, sondern im wesentlichen zur Verbesserung des Verarbeitungsverhaltens wobei die mechanischen Eigenschaften der Masse nur geringfügig beeinflußt werden. Ein zu hoher mineralischer Füllstoffgehalt beeinflußt die gerade durch den Einsatz von Glasfasern gewünschten Verbesserungen der mechanischen Eigenschaften negativ. Als Füllstoff sind mineralische Füllstoffe, wie z.B. natürliche oder gefällte Kreide, Kieselkreide, kolloidale Kieselsäure, Aluminosilikate, oder hydratisierte Tonerde ohne oder mit entsprechender Oberflächenbehandlung, allein oder in Abmischungen untereinander verwendbar. Die Korngröße der Füllstoffe soll den Faserdurchmesser der Glasfasern möglichst nicht wesentlich überschreiten, d.h. der maximale Korndurchmesser des Füllstoffes soll kleiner 50 um, bevorzugt kleiner 20 um sein. Als Ausgangsmaterial für Glasfasern dienen je nach Aufbereitungsverfahren entweder endlose oder geschnittene Glasfasern mit einem bevorzugten Filamentdurchmesser zwischen 5 und 25 um. Bei geschnittenen Fasern soll die Ausgangslänge mindestens 0,5 mm betragen, bevorzugt zwischen 3 und 12 mm. Durch Aufbereitung und Verarbeitung wird die Ausgangslänge sowieso auf eine Endlänge zwischen ca. 0,3 bis 1,5 mm gebrochen, beispielsweise beim Strangpressen. Grundsätzlich sind alle Typen von Glasfasern für die Erfindung verwendbar, welche mit PVC verträglich sind. Bevorzugt werden jedoch solche Fasern verwendet, die durch eine entsprechende Oberflächenbehandlung mit Zusatz von Haftvermittlern wie z.B. Vinylsilan und substituierten Alkylsilanen, z.B. Chloralkyl-, Aminoalkyl-, Diaminoalkyl-Silane u.a. vorbehandelt sind. Diese Vorbehandlung findet in der Regel jedoch beim Herstellungsprozeß der Glasfasern statt und nicht bei der Verarbeitung der PVC-Massen. Durch den erfindungsgemäßen Einsatz von 40 bis 100 Gew.-Teilen Glasfasern auf 100 Gew.-Teile PVC wird ein E-Modul von mindestens 8000 N/mm2 im verarbeiteten Produkt erreicht.
- Unmodifiziertes Polyvinylchlorid weist neben einer guten Schlagzähigkeit nur eine mäßige Kerbschlagzähigkeit auf. Durch den Zusatz von Glasfasern wird die Kerbschlagzähigkeit zwar nur gering beeinflußt, die Schlagzähigkeit jedoch herabgesetzt. Aus diesem Grunde wird erfindungsgemäß der Zusammensetzung Modifier wie beispielsweise Ethylen-Vinylacetat, Acrylate, chloriertes Polyethylen, Acryl-Butadien-Styrol, Metacryl-Butadien-Styrol o.dgl. bis zu 30 Gew.-Teilen auf 100 Gew.-Teile PVC zugesetzt.
- Gegenüber den üblichen Mengen an Zusätzen von Gleitmitteln bei der Verarbeitung von PVC ergibt sich für die erfindungsgemäßen Zusammensetzungen ein gegenüber bekannten Zusammensetzungen wesentlich erhöhter Gleitmittelzusatz. Dieser liegt bei der erfindungsgemäßen Zusammensetzung bevorzugt zwischen 2,5 bis 5,5 Gew.-Teilen Gleitmittel auf 100 Gew.-Teile Polyvinylchlorid, wobei der Gleitmittelanteil mit steigendem Glasfaser- und Füllstoff-Anteil steigt. Verwendet werden die bei der Verarbeitung von PVC und PVC-haltigen Formmassen bekannten Gleitmittel, d.h. in der Regel Gemische von sogenannten inneren, d.h. mit PVC gut verträglichen und sogenannten äußeren Gleitmitteln, d.h. mit PVC weniger gut verträglichen Produkten. Zur Gruppe der inneren Gleitmittel gehören z.B. Glycerin, Mono-, -di-, und -triester natürlicher oder oxidierter Carbonsäuren mit Kettenlängen von C,2 bis C40, Fettalkohole der o. gen. Kettenlängen, neutrale oder basische Metallseifen, bevorzugt Stearate der Metalle Blei, Cadmium, Barium, Calzium, Magnesium und Zinn, Wachsester wie z.B. C,o bis C40-Alkohole verestert mit C12 bis C36-Säuren, Phtalsäureester langkettiger Alkohole usw. Zur Gruppe der äußeren Gleitmittel gehören z.B. Fettsäuren C12 bis C40 bzw. substituierte (oxidierte) Fettsäuren, Paraffinöle und feste Paraffine, Polyethylene bzw. oxidierte Polyethylene, Fettsäureamide, Silikonöle und ähnliches.
- Darüber hinaus werden die bei der Verarbeitung von PVC-haltigen Mischungen üblichen sonstigen Zusätze, insbesondere thermische Stabilisatoren eingesetzt, wie z.B. komplexe Bariumcadmiumseifen, Bleisalze bzw. Bleiseifen, komplexe Calzium-Zinkseifen, Alkylzinnmerkaptoverbindungen oder Alkylzinn-Carboxylate, ferner organische Stabilisatoren wie epoxidierte Öle oder Ester, Diphenylthioharnstoffe, Phenylindol, arylische oder alkylische oder arylisch-alkylisch gemischte Phosphite einzeln oder in Abmischungen. Darüber hinaus können der Zusammensetzung zur Stabilisierung auch besonders die Modifizierungs- bzw. Co- oder Pfropf-Componenten bekannter Antioxydantien, wie z.B. sterisch gehinderte Phenole oder Bis-Phenol o.dgl. zugesetzt werden. Bevorzugte Mengen liegen zwischen 1 und 5 Gew.-Teilen Stabilisatoren auf 100 Gew.-Teile PVC. Weitere bekannte Zusätze sind Verarbeitungshilfen, auch Plastifizierhilfen und ggf. Farbmittel u.a.
- Eine bevorzugte Zusammensetzung für das Kernprofil nach der Erfindung enthält auf 100 Gew.-Teile PVC, das ein K-Wert zwischen 55 und 75 aufweist, 40 bis 80 Gew.-Teile Glasfasern mit einem Durchmesser zwischen 5 und 25 pm bei einer Länge von 0,5 bis 12 mm, 1 bis 15 Gew.-Teile eines pulvrigen mineralischen Füllstoffes mit einem mittleren Teilchendurchmesser unter 50 um und 2,5 bis 5,0 Gew.-Teile Gleitmittel und bis zu 30 Gew.-Teilen Modifier.
- Die aus der Zusammensetzung hergesteJlten Kernprofile weisen je nach Glasanteil und Füllstoffanteil eine sehr feine mikroporöse Oberfläche auf, wodurch die Haftung zu nachfolgenden Überzügen, beispielsweise auf Basis PVC oder eines anderen Thermoplasten wesentlich verbessert ist. Die erfindungsgemäße Zusammensetzung kann zum Herstellen von Kernprofilen, insbesondere hohlen Kernprofilen mit hoher mechanischer Steifigkeit und Festigkeit dienen, die dann nachträglich oder gleichzeitig mit einem unverstärkten Thermoplasten auf gleicher oder anderer Basis ummantelt werden, beispielsweise durch Extrusion, Laminierung oder Tauchen. Die Ummantelung kann auch nur über einen Teil der Oberfläche des Formkörpers vorgenommen werden. Für die Oberflächenveredelung kommen insbesondere mit PVC verträgliche Stoffe, die ggf. auch besonders wetterbeständig sind, in Frage.
- Die erfindungsgemäßen Kernprofile ermöglichen die Herstellung von Profilleisten mit wesentlich gegenüber dem unverstärkten Kunststoff verbesserten mechanischen Eigenschaften, so daß sie zu tragenden Konstruktionen herangezogen werden können und beispielsweise im Kunststoffanwendungsbereich vielfach üblicher Einsatz von metallischen Verstärkungen bei Profilkonstruktionen entfallen kann bzw. die Wanddicken verringert werden könne, wodurch Material eingespart werden kann. Die verschiedenen Bestandteile der erfindungsgemäßen Zusammensetzung können untereinander nach bekannten Techniken zur Herstellung von extrudierbaren Gemischen homogenisiert und dann extrudiert werden.
- Eine bevorzugte Ummantelung baut auf Kunststoff auf Basis Polyvinylchlorid, Polyvinylidenchlorid, nachchloriertem Polyvinylchlorid, aus einem chlorierten Monomeren und mindestens einem damit polymerisierbaren Monomeren erhaltenen Copolymeren wie Homo- oder Co- bzw. Pfropfpolymere mit z.B. Ethylenvinylacetat, Acrylat, Vinylacetat, chloriertem Polyethylen, Butadien, Polyolefinen o.a. und Mischungen hiervon auf, die zusätzlich Zusätze wie Stabilisatoren, Gleitmittel, Pigmente, UV-Absorber, Verarbeitungshilfsmittel und Modifier enthalten können. Eine andere Gruppe vorteilhaft für die Ummantelung geeigneter thermoplastischer Kunststoffe sind solche auf Basis von Acrylaten oder Polymethylmethacrylaten, Acrylbutadienstyrol oder Methacrylbutadienstyrol oder Polyester oder Polyvinylfluorid oder Polyvinylidenfluorid bzw. Mischungen hiervon.
- Zur Minimierung des Materialeinsatzes wird erfindungsgemäß vorgeschlagen, die Kernprofile als Hohlprofile auszubilden, wobei Wanddicken zwischen 1,0 bis 10 mm, bevorzugt 2,0 bis 4 mm vorgesehen sind. Die Ummantelung, die im wesentlichen die Aufgabe der Oberflächenveredelung hat und ggf. zur Erhöhung der SchLagzähigkeit beiträgt und die Witterungsbeständigkeit erhöht, weist bevorzugt Wanddicken von 0,2 bis 4 mm, insbesondere 0,3 bis 1,5 mm auf. Es ist auch möglich, die Ummantelung partiell aus zwei voneinander verschiedenen Materialien herzustellen, beispielsweise eine Sichtseite des Profils mit einer Ummantelung aus dem Stoff A und die übrige Seite des Profils mit einer Ummantelung aus dem Stoff B zu versehen bzw. unterschiedlich in sinzelnen Bereichen einzufärben.
- In Weiterbildung der Erfindung kann es darüber hinaus von Vorteil sein, die Ummantelung zumindest teilweise mehrschichtig aus verschiedenen Materialien aufzubauen. Damit ist es möglich, unterschiedliche Eigenschaften der einzelnen Materialien vorteilhaft zu kombinieren und dabei unterschiedlichen Anforderungen des Produktes gerecht zu werden, die mit nur einem einzigen Werkstoff nicht erreichbar sind. Eine bevorzugte Variante der Erfindung sieht vor, daß die Ummantelung mit einer dieselbe teilweise abdeckenden Deckschicht aus einem witterungsbeständigen Kunststoff, der auch gut einfärbbar ist, insbesondere auf Acrylat-Basis, in einer Dicke von 0,1 bis 1,2 mm bevorzugt zu versehen. Hierbei kann diese zusätzliche Deckschicht durch Coextrusion, jedoch auch durch Laminieren mit einer Folie oder Anstreichen aufgebracht werden.
- Da das Kernprofil mit hohem Glasfaseranteil relativ spröde ist, jedoch schrumpfarm mit hoher Steifigkeit und Festigkeit, kann es von Vorteil sein, die Schlagzähigkeit des Mehrschichtprofiles durch eine entsprechende Ausstattung der Ummantelung zu verbessern. Hierzu wird vorgeschlagen, daß die Ummantelung neben dem Kunststoff bis zu 20 Gew.-% Schlagzäh-Modifier wie Ethylenvinylacetat, chloriertes Polyethylen, Methacrylbutadienstyrol, Polybutylacrylat, Acrylate o.dgl. enthält.
- Das Kernprofil aus glasfaserverstärktem Polyvinylchlorid soll im wesentlichen die Aufgabe des versteifenden Korsetts der Profilleiste übernehmen. Eine bevorzugte Ausführung der Erfindung sieht vor, daß die Ummantelung mit Profilierungen der Profilleiste wie Nuten, Vorsprünge, Stege, Hinterschneidungen o.dgl. ausgebildet ist.
- Die erfindungsgemäße mehrschichtige Profilleiste wird bevorzugt durch Coextrusion hergestellt, wobei sie außenseitig kalibriert ist und einen Restschrumpf unter 0,5%, insbesondere unter 0,3% aufweist. Das erfindungsgemäße mehrschichtige Produkt weist gegenüber reinen Kunststoffprofilen aus Hart-PVC einen wesentlich erhöhten Elastizitäts-Modul und damit eine größere Steifigkeit und Torsionsfestigkeit, größere Festigkeit und damit höhere Sicherheit gegen Bruch und eine fast gänzliche Minderung, gegen Ogehende thermische auslösbare Schrumpfung auf. Insbesondere bei Einsatz in Klimazonen mit hohen Temperaturunterschieden wird ein Profilverzug durch Wärmeeinstrahlung vermieden und eine wesentliche Verringerung des Wärmeausdehnungskoeffizienten erreicht, wodurch sich die Toleranzprobleme bei der Herstellung der Rahmen und damit die Verarbeitungsprobleme erheblich verringern.
- Für die Herstellung der mehrschichtigen Profilleisten gemäß der Erfindung ergibt sich darüber hinaus der Vorteil, daß das Kernprofil auf Basis glasfaserverstärktem PVC lediglich bezüglich des PVC thermisch stabilisiert werden braucht, während die Ummantelung auch mit zusätzlichen Stabilisatoren bezüglich der Witterungsbeständigkeit, UV-Absorbern sowie Pigmenten versehen werden muß. Damit ist aber insgesamt eine Verbilligung des Produktes durch den verringerten Einsatz teurer Materialien bei gleichzeitiger wesentlicher Steigerung insbesondere der mechanischen Eigenschaften erzielbar.
- Da die erfindungsgemäß mehrschichtigen Profile mit glasfaserverstärktem Polyvinylchloridkernprofil einen sehr geringen Schrumpf aufweisen, sind sie auch in der Bewitterung thermisch höher belastbar, d.h. sie können auch durch Sonneneinstrahlung höher aufgeheizt werden, ohne daß unzulässige Spannungen, die zu einer unzulässigen Schrumpfung des Profiles führen könnten, ausgelöst werden. Damit ist es aber möglich, die erfindungsgemäßen mehrschichtigen Profile außenseitig in der Ummantelung bzw. Deckschicht auch in dunklen Farben wie braun, schwarz, dunkelgrün einzufärben wie sie aus ästhetischen Gründen von Architekten vielfach gefordert werden. Eine solche dunkle Einfärbung ist beispielsweise mit Hart-PVC-Profilen nicht möglich, da sie bei Überschreiten bestimmter Aufheizungstemperaturen durch Auslösung von Spannungen so schrumpfen, daß die Rahmen aufreißen.
- Überraschend hat sich herausgestellt, daß die Profilleiste gem. der Erfindung mit glasfaserberstärktem Kernprofil trotz des hohen Glasfaseranteiles sich einwandfrei verschweißen läßt und gute Schweißfestigkeiten erhalten werden, wie sie insbesondere auch beim Herstellen von Rahmen für Fenster oder Türen gefordert werden.
- Die Erfindung wird in den Zeichnungen anhand einiger Beispiele erläutert. Es zeigen die
- Figuren 1 bis 6. Querschnitte verschiedener mehrschichtiger Profilleisten in erfindungsgemäßer Ausführung.
- In der Figur 1 ist schematisch ein hohles Kernprofil 1 aus glasfaserverstärktem Polyvinylchlorid dargestellt, das außenseitig mit einer dünnen Ummantelung 2 aus einem thermoplastischem Kunststoff, wie beispielsweise Hart-PVC oder ABS ummantelt ist. Zusätzlich ist ein Teil des Umfanges der Ummantelung noch mit einer Deckschicht 3 aus einem von der Ummantelung 2 verschiedenen Kunststoff, beispielsweise einem witterungsbeständigen Kunststoff wie Polymethylmethacrylat direkt verbunden. Es ist auch möglich, hier beispielsweise eine sehr dünne Polyvinylidenfluorid- oder Polyvinylfluorid-Folie mittels einer Haftvermittler-Schicht aufzulaminieren.
- In der Fig. 2 ist schematisch ein glasfaserverstärktes hohles Kernprofil 1 dargestellt, das außenseitig mit einer Ummantelung 2 versehen ist, die partiell in den Bereichen 2a und 2b aus unterschiedlichen Werkstoffen oder gleichen Werkstoffen in unterschiedlichen Einfärbungen zusammengesetzt ist.
- In der Fig. 3 ist eine Profilleiste dargestellt, die zwei Kernprofile 1a, 1b aus glasfaserverstärktem Polyvinylchlorid als versteifendes inneres Korsett enthält und eine stabile thermoplastische profilgebende Ummantelung 2, beispielsweise aus Hart-PVC. Die profilgebende Ummantelung 2 gibt hier dem Profil die äußere Gestalt einschließlich von Vorsprüngen 21.
- In der Fig. 4 ist eine T-förmige Profilleiste dargestellt, die ein mehrkammriges hohles Kernprofil 1 aus glasfaserverstärktem PVC aufweist, das dem Profil die notwendige Steifigkeit, Festigkeit, Torsionssteifigkeit und Elastizitäts-Modul verleiht. Dieses Kernprofil 1 ist mit einer Ummantelung 2 aus einem thermoplastischen Kunststoff versehen, wobei die Ummantelung zusätzliche profilgebende Ausgestaltungen in Gestalt von Vorsprüngen 21 usw. enthält. Zusätzlich kann dieses Profil noch z.B. auf der Bewitterungsseite mit einer Deckschicht 3, die besonders witterungsbeständig ist, und die anders eingefärbt sein kann als die Ummantelung 2, versehen sein. Bevorzugt wird ein solches Profil gem. Fig. 4 durch gemeinsame Extrusion tiergestellt, wobei der Verbund der Schichten 1, 2, 3 ohne Haftvermittler erfolgt und das mehrschichtige Profil 1, 2, 3 in einem einzigen Kalibrierwerkzeug eine endgültige Gestalt erhält, vorausgesetzt, miteinander kompatible thermoplastische Materialien werden vorgesehen.
- In der Fig. 5 ist eine weitere Möglichkeit der Ausbildung und Anwendung der Erfindung dargestellt, wobei ein sehr einfach in rechteckiger Hohlprofilform gestaltetes Kernprofil 1 mit einer eine komplizierte Profilgestaltung verwirklichenden Ummantelung 2 aus einem geeigneten Kunststoff versehen wird. Auch ein solches Profil ist bevorzugt durch Coextrusion herstellbar.
- In der Fig. 6 ist in weiterer Ausgestaltung der Erfindung dargestellt, daß es auch möglich ist, das Kernprofil 1 aus glasfaserverstärktem PVC mit einer komplizierten Profilierung und mehreren Hohlkammern auszubilden, wobei die Ummantelung 2 dann der Profilierung des Kernprofiles 1 folgt. Auch hier kann noch zusätzlich eine weitere Oberflächenveredelungsschicht 3 vorgesehen werden, die über einen Teil des Umfanges ggf. aber auch über den gesamten Umfang des Profiles reichen kann.
- Aus den vorgenannten Figurenbeschreibungen geht hervor, daß in jedem Fall das tragende Profil das Kernprofil 1 aus glasfaserverstärktem Polyvinylchlorid ist. Die Ummantelung aus unverstärktem glasfaserfreiem thermoplastischem Kunststoff, wie beispielsweise Hart-PVC oder Acrylat und ggf. noch eine weitere Deckschicht aus einem weiteren Material und ggf. auch anders eingefärbt als die Ummantelung, veredeln die Eigenschaften des Kernprofils. Das mehrschichtige Profil wird bevorzugt extrudiert, wobei die Dicken der einzelnen Schichten gleich seinen können oder auch unterschiedlich, wobei sich dies insbesondere auch nach der statischen Beanspruchung unter optimaler Ausnutzung der Eigenschaften der Materialschichten richtet. Da das Kernprofil aus glasfaserverstärktem PVC sehr gute mechanische Eigenschaften aufweist, kann es gegenüber reinen Hart-PVC-Profilen in vereinfachten Querschnitt hergestellt werden.
- Die Ummantelungsschicht hat nicht nur die Aufgabe, die ggf. poröse und rauhe Oberfläche des Kernprofils zu glätten und zu versiegeln, sondern auch das Aussehen und die Witterungsbeständigkeit zu erhöhen. Darüber hinaus wird durch die thermoplastische Ummantelungsschicht beim Kalibrieren des mehrschichtigen Profiles das Kalibrierwerkzeug an den Wandungen weniger beansprucht, als wenn man ein glasfaserverstärktes Material direkt kalibrieren müßte. Auf diese Weise wird durch die Ummantelung auch der Verschleiß bei der Herstellung der Profile in metallischen Werkzeugen verringert.
- In der Fig. 7 ist schematisch eine Extrusionsanlage zum Herstellen des erfindungsgemäßen mehrschichtigen Profiles durch Coextrusion dargestellt. Mit 10 ist der Hauptextruder zum Extrudieren der glasfaserverstärkten Polyvinylchlordmasse für das Kernprofil dargestellt, dem das Extrusionswerkzeug 12 zum Formen des Kernprofils vorgeschaltet ist. Daran schließt sich das Extrusionswerkzeug 13 für die Formgebung der Ummantelung 2 an, wobei der Kunststoff für die Ummantelung durch den Extruder 14 zugeführt wird. Abschließend ist noch für eine dritte Schicht das Extrusionswerkzeug 15 vorgeschaltet, dem über dem Extruder 16 das Deckschichtmaterial zugeführt wird. Das das Extrusionswerkzeug verlassende mehrschichtige Profil 11 wird dann den Kalibrierwerkzeugen 17 zugeführt, wobei beim Durchlaufen dieser Kalibrierwerkzeuge die endgültige äußere Dimensionierung der Profilleiste und Abkühlung derselben erfolgt. Der Abzug erfolgt über die Abzugseinrichtung 18. Zusätzlich können das Profil auch innen z.B. mittels Wasser gekühlt werden In den nachfolgenden Beispielen 1 bis 12 werden die Eigenschaften der erfindungsgemäß eingesetzten glasfaserverstärkten Kernprofile mit und ohne Modifier erläutert. Die Beispiele 13 und 14 zeigen Massen ohne Glasfaserverstärkung einmal ohne Füllstoff, einmal mit Füllstoff als Vergleich.
- Die Beispiele sind in der nachfolgenden Tabelle wiedergegeben. Für die Zusammensetzung können die Teile in trockener pulvriger Form vermischt und plastifiziert werden, hieraus werden mittels eines z.B. Einspindel-Schneckenextruders Platten einer Dicke von ca. 4 mm und Breite von 500 mm extrudiert. Für die Extrusion wird eine Plastifizierungs-Temperatur im Zylinder von 160 bis 190°C bei einer Werkzeugtemperatur von 195°C benötigt.
- Die Bestandteile der Zusammensetzung nach den Beispielen sind in Gewichtsteilen ausgedrückt, für die Beispiele 1 bis 7 und 13,14 wird ein Suspensions-PVC mit einem K-Wert 64 und für die Beispiele 8 bis 12 ein Suspensions-PVC mit einen K-Wert 57 eingesetzt. Die in den Beispielen 4 bis 12 eingesetzten unterschiedlichen Modifier sind mit ihrer Abkürzung gekennzeichnet.
- Die Eigenschaften sind an den extrudierten Platten gemessen worden und zwar jeweils in Längs- und Querrichtung. Der Elastizitätsmodul ist nach DIN 53457 bestimmt, die Kerbschlagzähigkeit nach Izod FT-LOS/IN, die Reißfestigkeit nach DIN 53455, die Reißdehnung nach DIN 53455 und die Formbeständigkeit A in °C nach ISO R 75.
- Im Vergleich der Beispiele 13 und 14 ohne Glasfasern mit den erfindungsgemäßen Beispielen ist ersichtlich, daß durch den Zusatz der Glasfasern derE-Modul ansteigt, während die Reißfestigkeit bereits etwas abnimmt. Durch den Zusatz von geringen Mengen von mineralischem Füllstoff, hier Calziumcarbonat gemäß Beispiel 2 kann jedoch gegenüber dem Beispiel 1 ohne mineralischen Füllstoff sowohl der E-Modul als auch die sonstigen mechanischen Eigenschaften bis auf die Dehnung bereits erheblich verbessert werden.
- Die Beispiele 14 und 3 zeigen in einer Vergleichsreihe, wie bei unverstärktem PVC nach Zugabe von Glasfasern zur.Verstärkung bei konstantem Anteil von mineralischem Füllstoff, hier Calziumcarbonat das Eigenschaftsbild der mechanischen Eigenschaften verändert wird. Ein sich erhöhender Zusatz mineralischer Füllstoffe zu den Glasfasern bringt keine wesentliche Verbesserung der Eigenschaften bielmehr befinden sich die Eigenschaften bei den erfindungsgemäß gewählten Relationen annähernd in einem Gleichgewicht, d.h. bei leichtäbfallendem E-Modul und Kerbschlagzähigkeit und noch ansteigender Reißfestigkeit werden auch im Vergleich zum Produkt ohne mineralische Füllstoffe, siehe Beispiel 1, gute Eigenschaften erzielt.
- Das Beispiel 4 zeigt eine Zusammensetzung, die ein schlagzähes Modifizierungsmittel enthält, um die Kerbschlagzähigkeit zu erhöhen, dies geht jedoch zu Lasten des insbesondere Elastizitätsmoduls und der Reißfestigkeit. Diese kann dann gemäß Beispiel 5 durch geringe Zusätze von mineralischem Füllstoff wie Calziumcarbonat, bereits wieder angehoben werden. Die Beispiele 6 und 7 zeigen den weiteren Zusatz von Modifizierungsmitteln in höheren Anteilen, die sich jedoch trotz der Erhöhung der Kerbschlagzähigkeit insbesondere nicht verbessernd auf die mechanischen Eigenschaften, sondern verringernd auswirken. Die Beispiele 8 bis 12 zeigen den Zusatz geringerer Anteile von Modifizierungsmitteln zur Erhöhung der Kerbschlagzähigkeit, bei konstantem Zusatz von geringen Mengen von Calziumcarbonat bei steigendem Glasfaseranteil. Aus diesen Beispielen ist die Verbesserung des E-Moduls mit steigendem Glasfaseranteil bei gleichzeitigem Erhalt der Kerbschlagzähigkeit und der Reißfestigkeit im gewünschten Umfang zu ersehen. Mit der Kerbschlagzähigkeit wird auch die Schlagzähigkeit dieser Zusammensetzungen verbessert.
- Die mit der erfindungsgemäß aufgebauten Profilleiste erzielbaren wesentlich verbesserten Eigenschaften gegenüber bekannten Profilen aus Kunststoff zum Herstellen von Fenster oder Türen wurden durch Herstellung von Profilen durch Coextrusion gemäß Fig. 6 jedoch ohne Deckschicht 3 nachgeprüft. Hierbei wurde ein Kernprofil aus glasfaserverstärktem PVC gemäß Ansatz gemäß Beispiel 8 benutzt, wobei das Kernprofil eine Wanddicke von 3 mm aufwies. Zusätzlich wurde eine Ummantelung mit Profilierung aus einem Hart-PVC-Ansatz gemäß Beispiel 13 coextrudiert mit einer durchschnittlichen Wanddicke von 0,5 mm. Ausserdem wurde das Profil gemäß Fig. 6 nur aus dem Hart-PVC-Ansatz gemäß Beispiel 13 extrudiert.

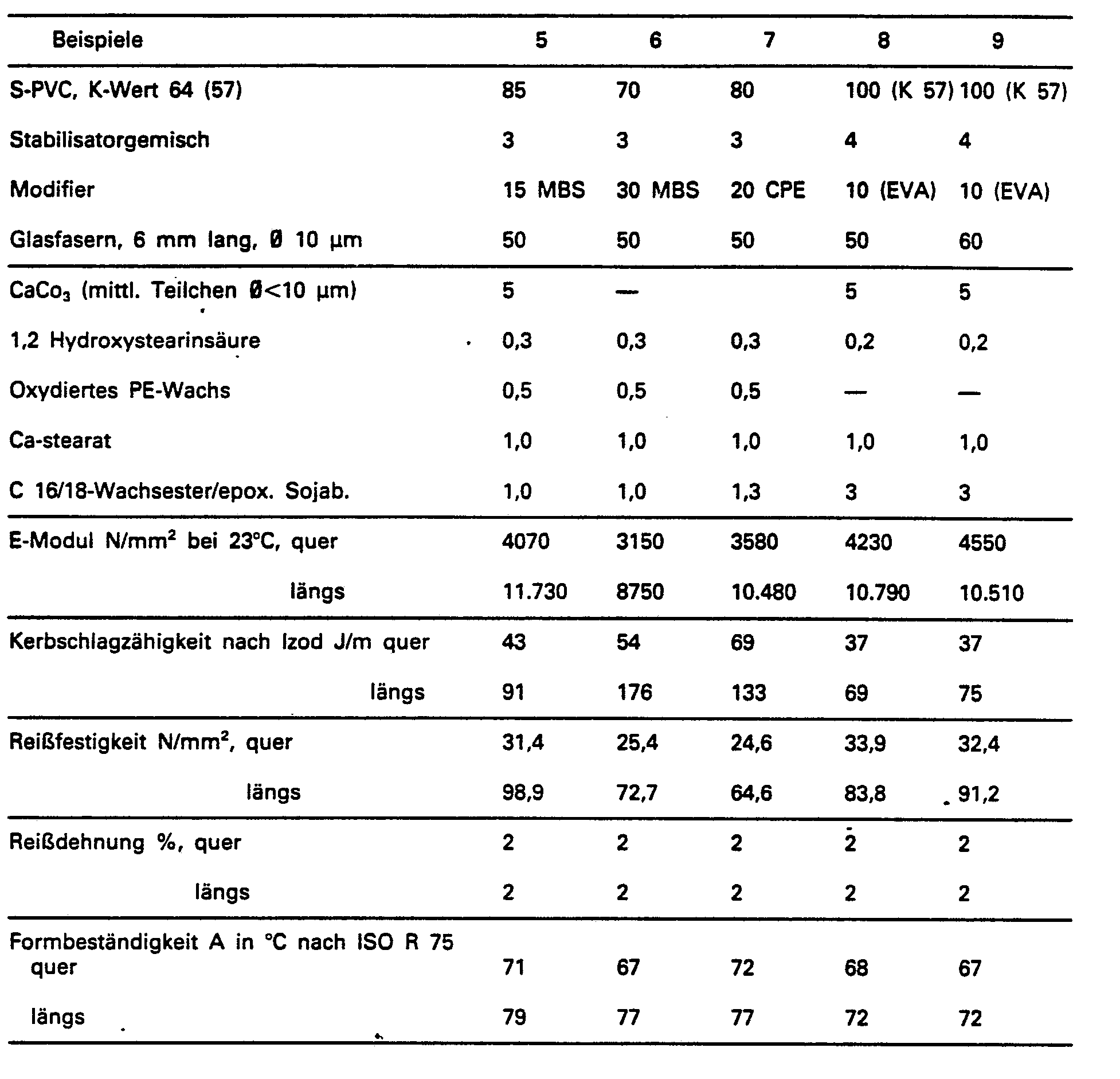

- An den Profilen wurden die wesentlichen Eigenschaften gemessen und in der beigefügen Tabelle A zusammengestellt. Hierbei werden die herausragenden Eigenschaften des erfindungsgemäßen Profils mit glasfaserverstärktem PVC-Kernprofil und Hart-PVC-Ummantelung z.B. gegenüber einem reinen Hart-PVC-Profil sehr deutlich erkennbar. Der für die Biege- und Torsionssteifigkeit der Profile bedeutsame Elastizitäts-Modul erreicht den mehr als dreifachen Wert beim erfindungsgemäßen Profilaufbau gegenüber reinem Hart-PVC-Profil. Auf diese Weise können mit den erfindungsgemäßen Profilleisten biegesteifere Fenster- und Türrahmen hergestellt werden, die höheren Belastungen gewachsen sind und keine zusätzliche Metallverstärkungen benötigen. Dieses gute Verhalten wird auch beim Vergleich der Zugfestigkeiten und auch beim Durchbiegungsversuch deutlich. Der Durchbiegungsversuch wurde bei einer Stützweite von 100 cm durchgeführt, wobei eine mehr als doppelt so hohe Kraft für die erfindungsgemäßen Profile erforderlich ist. Lediglich die Schlagzähigkeit der erfindungsgemäßen Profile nimmt aufgrund des spröden glasfaserverstärkten PVC-Kernprofiles gegenüber einem reinen Thermoplasten ab. Von besonderem Vorteil sind die geringen Schrumpfwerte des erfindungsgemäßen Profils, die auf eine hohe Dimensionsstabilität hinweisen und die sich auch besonders vorteilhaft bei einseitiger Erwärmung der Profile bei Einbau in Fenster- und Türrahmen bei einseitiger Sonneneinstrahlung erweisen. Durch den geringen Schrumpf der erfindungsgemäßen Profile und den hohen Elastizitätsmodul derselben wird auch bei einseitiger Erwärmung eine konkave Durchbiegung der Rahmen bzw. Rahmenprofile auf einen minimalen Wert verringert, der die Funktionstüchtigkeit der Rahmen nicht beeinträchtigt.
- Überraschend ist jedoch auch die beim Verschweißen der erfindungsgemäßen Profile unter gleichen Bedingungen wie normale Hart-PVC-Profile erzielbaren Schweißfestigkeiten, d.h. sogenannten Eckfestigkeitswerte. Diese liegen praktisch in unveränderter Höhe.
-

Claims (16)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT82111776T ATE18281T1 (de) | 1982-01-29 | 1982-12-18 | Profilleiste insbesondere fuer die herstellung von rahmen fuer fenster oder tueren. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3202918A DE3202918C2 (de) | 1982-01-29 | 1982-01-29 | Profilleiste |
| DE3202918 | 1982-01-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0087515A1 EP0087515A1 (de) | 1983-09-07 |
| EP0087515B1 true EP0087515B1 (de) | 1986-02-26 |
Family
ID=6154249
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19820111776 Expired EP0087515B1 (de) | 1982-01-29 | 1982-12-18 | Profilleiste insbesondere für die Herstellung von Rahmen für Fenster oder Türen |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US4514449A (de) |
| EP (1) | EP0087515B1 (de) |
| JP (1) | JPS58138885A (de) |
| AT (1) | ATE18281T1 (de) |
| DE (2) | DE3202918C2 (de) |
| IE (1) | IE54089B1 (de) |
| ZA (1) | ZA83549B (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102023125828A1 (de) * | 2023-09-22 | 2025-03-27 | Profine Gmbh | Mehrteiliges Rahmenprofil aus Kunststoff mit Verklipsung |
Families Citing this family (61)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8333216D0 (en) * | 1983-12-13 | 1984-01-18 | Lb Plastics Ltd | Bay window construction |
| AT391514B (de) * | 1986-01-30 | 1990-10-25 | Interprofil Gfk Gmbh | Fensterrahmenprofil und verfahren zur herstellung eines solchen fensterrahmenprofils |
| US4714290A (en) * | 1986-03-10 | 1987-12-22 | E&G Classics, Inc. | Simulated padded car roof cover |
| US4775436A (en) * | 1986-03-10 | 1988-10-04 | E & G Classics, Inc. | Method of making a simulated padded car roof cover |
| US4863211A (en) * | 1986-03-10 | 1989-09-05 | E & G Classics, Inc. | Simulated padded car roof cover |
| DE3616444A1 (de) * | 1986-05-15 | 1987-11-19 | Dynamit Nobel Ag | Fenster- und/oder tuerprofile aus kunststoffmaterial und verfahren zur herstellung dieser profile im extrusionsverfahren unter verwertung von kunststoffmaterial geringerer stabilitaet |
| US5052160A (en) * | 1986-09-11 | 1991-10-01 | Trayco, Inc. | Tile board |
| DE3644704A1 (de) * | 1986-12-30 | 1988-07-14 | Fukubi Kagaku Kogyo Kk | Aus extrudierten formteilen zusammengefuegter fensterrahmen |
| CA1323743C (en) * | 1989-01-27 | 1993-11-02 | Franz Purstinger | Dimensionally stable plastics sections |
| US5030676A (en) * | 1989-07-14 | 1991-07-09 | Certainteed Corporation | UV light stabilized polyvinyl chloride composition |
| CA2021717A1 (en) * | 1989-07-31 | 1991-02-01 | James William Summers | Articles from reinforced plasticized polyvinyl halide resin |
| WO1997015744A1 (de) * | 1995-10-24 | 1997-05-01 | Peter Meier | Formkörper sowie herstellung und verwendung derselben |
| FR2743389B1 (fr) * | 1996-01-05 | 1998-02-13 | Pavageau Francois | Cadre d'ouvrant ou de dormant |
| US5948505A (en) | 1997-03-28 | 1999-09-07 | Andersen Corporation | Thermoplastic resin and fiberglass fabric composite and method |
| DE19736393A1 (de) | 1997-08-21 | 1999-02-25 | Huels Troisdorf | Profilsystem und Verfahren zur Herstellung von Fenstern oder Türen |
| FR2769649B1 (fr) * | 1997-10-09 | 1999-12-10 | Opifex | Panneau modulable pour cloisons modulaires et son utilisation |
| US6293311B1 (en) * | 1998-05-22 | 2001-09-25 | Pmd Holdings Corp. | Multilayer composite pipe fluid conduit system using multilayer composite pipe and method of making the composite |
| DE19852082C5 (de) * | 1998-11-11 | 2006-01-19 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verbundprofil, insbesondere für Fensterrahmen |
| SE518553C2 (sv) * | 1999-06-09 | 2002-10-22 | Borealis As | Profil för fönster och dörrar av propensegmentsampolymer med kärnbildande medel och fyllmedel |
| US6453638B2 (en) * | 1999-09-07 | 2002-09-24 | Nan Ya Plastics Corporation | Press molded door with improved reinforcement material and stile structure |
| JP3395763B2 (ja) * | 2000-06-14 | 2003-04-14 | 東海興業株式会社 | 断熱サッシ用のジョイント部材,その組付方法及びその製造方法並びに断熱サッシ |
| USD472326S1 (en) | 2001-01-16 | 2003-03-25 | Extrutech International, Inc. | Fence rail |
| USD471992S1 (en) | 2001-01-16 | 2003-03-18 | Extrutech International, Inc. | Fence post |
| US6827995B2 (en) | 2001-01-16 | 2004-12-07 | Extrutech International, Inc. | Composites useful as fence and decking components and methods for producing same |
| USD461914S1 (en) | 2001-01-16 | 2002-08-20 | Roderick E. Hughes | Top fence rail |
| USD462458S1 (en) | 2001-01-16 | 2002-09-03 | Roderick E. Hughes | Decking plank |
| US7421830B1 (en) | 2002-09-24 | 2008-09-09 | Extrutech International, Inc. | Layered composites |
| USD482140S1 (en) | 2002-09-24 | 2003-11-11 | Extrutech International, Inc. | Paneling/trim board/decking element |
| USD484252S1 (en) | 2002-09-24 | 2003-12-23 | Extrutech International, Inc. | Picket fence/post element |
| USD482462S1 (en) | 2002-09-24 | 2003-11-18 | Extrutech International, Inc. | Siding element |
| US6844040B2 (en) * | 2002-10-01 | 2005-01-18 | Arunas Antanas Pabedinskas | Reinforced composite structural members |
| US7160601B2 (en) * | 2002-10-17 | 2007-01-09 | Reese Enterprises, Inc. | Entryway with dimensionally stable plastic components |
| US7198840B2 (en) * | 2003-02-25 | 2007-04-03 | Polyone Corporation | Profile-extruded poly(vinyl chloride) articles and method of making same |
| US7141201B2 (en) * | 2003-12-16 | 2006-11-28 | Certainteed Corporation | Process of simultaneously molding a plurality of composite shingles |
| EP1600594A1 (de) * | 2004-05-28 | 2005-11-30 | Primo Sverige AB | Profil für Gebäudeöffnungen |
| US20060013994A1 (en) * | 2004-07-19 | 2006-01-19 | Aubrey Burke | Composite materials for siding, window and door surrounds and other cladding for buildings |
| US8065848B2 (en) * | 2007-09-18 | 2011-11-29 | Tac Technologies, Llc | Structural member |
| DE102005010565C5 (de) * | 2005-03-04 | 2015-03-12 | Rehau Ag + Co. | Leichtbauplatte und Verfahren zu ihrer Herstellung |
| DE202006005098U1 (de) | 2006-03-30 | 2007-08-09 | Rehau Ag + Co. | Rahmenbaugruppe |
| GB2437786B (en) * | 2006-05-02 | 2011-01-26 | Epwin Group Ltd | Reinforcement for window and door structures |
| US20080148679A1 (en) * | 2006-08-30 | 2008-06-26 | Gilbert Ray E | Synthetic-fiber reinforced window component |
| DE102007039009A1 (de) * | 2007-08-17 | 2009-02-19 | Rehau Ag + Co | Rahmen-Baugruppe sowie Kunststoff-Profilrahmen hierfür |
| WO2009098280A2 (de) * | 2008-02-08 | 2009-08-13 | Basf Se | System, umfassend mindestens ein extrudiertes oder spritzgegossenes formteil, verfahren zu seiner herstellung und verwendung |
| ITUD20090091A1 (it) * | 2009-05-07 | 2010-11-08 | Friul Filiere S P A | Elemento in materiale composito, attrezzatura e procedimento per la sua realizzazione |
| JP5785408B2 (ja) * | 2011-03-23 | 2015-09-30 | Ykk株式会社 | 樹脂枠材、建具、及び樹脂枠材の製造方法 |
| MX346832B (es) | 2011-04-11 | 2017-04-03 | Solvay | Fabricacion y uso de un material compuesto que comprende fibras y al menos un polimero de cloruro de vinilo. |
| DE102012107560A1 (de) * | 2012-08-17 | 2014-02-20 | Rehau Ag + Co | Integrierter Fensterflügel sowie Fenster, das einen derartigen Flügel umfasst |
| CN102817529B (zh) * | 2012-08-30 | 2014-07-30 | 大连实德科技发展有限公司 | 自增强型塑料异型材及其生产方法 |
| US8865261B2 (en) | 2012-12-06 | 2014-10-21 | Eastman Chemical Company | Extrusion coating of elongated substrates |
| US9920526B2 (en) | 2013-10-18 | 2018-03-20 | Eastman Chemical Company | Coated structural members having improved resistance to cracking |
| US9744707B2 (en) * | 2013-10-18 | 2017-08-29 | Eastman Chemical Company | Extrusion-coated structural members having extruded profile members |
| EP2982498A1 (de) * | 2014-08-05 | 2016-02-10 | profine GmbH | Verfahren zur Herstellung von Hohlkammerprofilen und deren Verwendung |
| US9382398B1 (en) | 2015-05-20 | 2016-07-05 | Roderick E. Hughes | Composite members and methods for producing same |
| US9394432B1 (en) | 2015-05-20 | 2016-07-19 | Roderick E. Hughes | Composite members and methods for producing same |
| US10550257B2 (en) | 2016-02-23 | 2020-02-04 | Andersen Corporation | Composite extrusion with non-aligned fiber orientation |
| US11813818B2 (en) | 2016-02-23 | 2023-11-14 | Andersen Corporation | Fiber-reinforced composite extrusion with enhanced properties |
| US11680439B2 (en) | 2017-08-17 | 2023-06-20 | Andersen Corporation | Selective placement of advanced composites in extruded articles and building components |
| CN111372991B (zh) | 2017-09-15 | 2023-11-17 | 吉昂功能材料(东莞)有限公司 | 阻燃聚(氯乙烯)复合物 |
| DE202017107428U1 (de) * | 2017-12-06 | 2019-03-07 | Rehau Ag + Co | Hohlkammerprofil, insbesondere Fenster- oder Türprofil |
| DE202017107427U1 (de) * | 2017-12-06 | 2019-03-07 | Rehau Ag + Co | Hohlkammerprofil, insbesondere Fenster- oder Türprofil |
| CN116181975A (zh) * | 2023-02-04 | 2023-05-30 | 江苏诺贝尔塑业股份有限公司 | 一种力学性能优异的防腐蚀的多层pvc-u管材 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| LU36947A1 (de) * | ||||
| DE1806726U (de) * | 1959-12-31 | 1960-02-25 | Heinrich Hebgen | Fenster oder tuer aus kunststoff. |
| LU39678A1 (de) * | 1960-01-21 | 1961-05-19 | ||
| DE1683143B1 (de) * | 1967-08-17 | 1972-02-03 | Kirsch Fa Bernhard | Mehrteiliger formkern der aus einzelnen geraden rechtwinke lig aufeinander stehenden abschnitten zusammengesetzt ist |
| US3627410A (en) * | 1968-02-08 | 1971-12-14 | Xerox Corp | Reproduction appratus with liquid developer |
| FR1602375A (en) * | 1968-09-23 | 1970-11-16 | Reinforced polyester window frames | |
| CA1013114A (en) * | 1970-03-25 | 1977-07-05 | Anthony M. Fazzari | Glass reinforced composites with improved surface and process |
| FR2286165A1 (fr) * | 1974-09-13 | 1976-04-23 | Plastimer | Composition pour extrusion a buse de resine vinylique armee de fibres de verre |
| JPS5654989Y2 (de) * | 1978-02-08 | 1981-12-22 | ||
| DE2827851A1 (de) * | 1978-06-24 | 1980-03-27 | Schock & Co Gmbh | Bauprofilleiste, insbesondere profilleiste fuer die herstellung von fensterrahmen |
| DE2908348A1 (de) * | 1979-03-03 | 1980-09-04 | Vits Maschinenbau Gmbh | Schwebetrockner |
| JPS56501053A (de) * | 1979-08-29 | 1981-07-30 | ||
| ATE3458T1 (de) * | 1979-10-09 | 1983-06-15 | Schock & Co. Gmbh | Bauprofilleiste, insbesondere profilleiste fuer die herstellung von fensterrahmen, sowie verfahren zu ihrer herstellung. |
| DE2945664C2 (de) * | 1979-11-12 | 1984-04-05 | Gebrüder Kömmerling Kunststoffwerke GmbH, 6780 Pirmasens | Profilstab für Blend- und/oder Flügelrahmen für Außenfenster oder -türen |
| JPS5715744U (de) * | 1980-07-01 | 1982-01-27 | ||
| DE8202221U1 (de) * | 1982-01-29 | 1982-11-25 | Dynamit Nobel Ag, 5210 Troisdorf | Profilleiste insbesondere fuer die herstellung von rahmen fuer fenster oder tueren |
-
1982
- 1982-01-29 DE DE3202918A patent/DE3202918C2/de not_active Expired
- 1982-12-18 DE DE8282111776T patent/DE3269522D1/de not_active Expired
- 1982-12-18 AT AT82111776T patent/ATE18281T1/de not_active IP Right Cessation
- 1982-12-18 EP EP19820111776 patent/EP0087515B1/de not_active Expired
-
1983
- 1983-01-26 JP JP58010028A patent/JPS58138885A/ja active Granted
- 1983-01-27 ZA ZA83549A patent/ZA83549B/xx unknown
- 1983-01-28 IE IE167/83A patent/IE54089B1/en unknown
- 1983-01-28 US US06/461,871 patent/US4514449A/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102023125828A1 (de) * | 2023-09-22 | 2025-03-27 | Profine Gmbh | Mehrteiliges Rahmenprofil aus Kunststoff mit Verklipsung |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3269522D1 (en) | 1986-04-03 |
| EP0087515A1 (de) | 1983-09-07 |
| DE3202918A1 (de) | 1983-08-18 |
| JPS58138885A (ja) | 1983-08-17 |
| ATE18281T1 (de) | 1986-03-15 |
| IE54089B1 (en) | 1989-06-07 |
| US4514449A (en) | 1985-04-30 |
| ZA83549B (en) | 1984-03-28 |
| IE830167L (en) | 1983-07-29 |
| DE3202918C2 (de) | 1986-03-13 |
| JPH0378476B2 (de) | 1991-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0087515B1 (de) | Profilleiste insbesondere für die Herstellung von Rahmen für Fenster oder Türen | |
| DE69426124T2 (de) | Profile, düse und verfahren zu ihrer herstellung | |
| EP0007431B1 (de) | Bauprofilleiste, insbesondere Profilleiste für die Herstellung von Fensterrahmen und Verfahren zur Herstellung dieser Leiste | |
| EP3529062B1 (de) | Verfahren zur herstellung eines thermoplastischen fenster- oder tür-hohlkammerprofils | |
| DE8202221U1 (de) | Profilleiste insbesondere fuer die herstellung von rahmen fuer fenster oder tueren | |
| DE3202919A1 (de) | Glasfaserverstaerkte polyvinyl-zusammensetzung | |
| EP2031169A2 (de) | Hohlkammerprofil | |
| EP0302987B1 (de) | Massen zur Herstellung intumeszierender Formkörper und Halbzeuge und deren Verwendung im baulichen Brandschutz | |
| DE3401438A1 (de) | Integralschaumkoerper | |
| EP2783850B1 (de) | Holzfaser-aluminium-kunststoff-verbundprofil und herstellungsverfahren dafür | |
| DE3616444A1 (de) | Fenster- und/oder tuerprofile aus kunststoffmaterial und verfahren zur herstellung dieser profile im extrusionsverfahren unter verwertung von kunststoffmaterial geringerer stabilitaet | |
| DE102021122153A1 (de) | Verfahren zur Herstellung eines polymeren, insbesondere thermoplastischen Fenster- oder Tür-Hohlkammerprofils | |
| EP0026795A1 (de) | Bauprofilleiste, insbesondere Profilleiste für die Herstellung von Fensterrahmen, sowie Verfahren zu ihrer Herstellung | |
| EP0162937A2 (de) | Kunststoff-Profilleiste | |
| WO2025195903A1 (de) | Verbundprofil sowie dieses umfassender fenster- oder türrahmen | |
| EP3888878A1 (de) | Extrusionsprofil für ein tür- und/oder fensterteil sowie herstellungsverfahren | |
| DE1569547C3 (de) | Verfahren zur Herstellung eines Schutzüberzugs auf der Basis von Kunstkautschuk auf einem verstärkten Gieflharz-Formkörper | |
| WO2005025858A1 (de) | Mehrschichtiges verkleidungsteil für ein fahrzeug | |
| FI75178C (fi) | Profillist, vilken omfattar en kaernprofil av foerstaerkt plast och ett omhoeljet av plast som omger kaernprofilen. | |
| DE1604693C3 (de) | Verfahren zum Herstellen eines zwei- oder mehrschichtigen Formkörpers aus Kunststoff | |
| EP4575165A1 (de) | Fenster- oder türhohlkammerprofil sowie verfahren zu seiner herstellung | |
| DE102024107662A1 (de) | Fenster- oder Türhohlkammerprofils sowie Verfahren zu seiner Herstellung | |
| DE102024107624A1 (de) | Fenster- oder Türhohlkammerprofils sowie dieses umfassende Eck- verbindung | |
| WO2019179916A1 (de) | Verfahren zur herstellung eines hohlkammerprofils für ein fenster oder eine tür sowie nach diesem verfahren hergestelltes hohlkammerprofil | |
| EP4575164A1 (de) | Fenster- oder türhohlkammerprofil sowie dieses umfassende eckverbindung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19840217 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 18281 Country of ref document: AT Date of ref document: 19860315 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 3269522 Country of ref document: DE Date of ref document: 19860403 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: LIMBURGSE VINYL MAATSCHAPPIJ N.V. Effective date: 19860916 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: LIMBURGSE VINYL MAATSCHAPPIJ N.V. |
|
| BECN | Be: change of holder's name |
Effective date: 19860226 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: HUELS TROISDORF AKTIENGESELLSCHAFT |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: HUELS TROISDORF AKTIENGESELLSCHAFT TE TROISDORF, B |
|
| 27O | Opposition rejected |
Effective date: 19871224 |
|
| NLR2 | Nl: decision of opposition | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19931201 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19931207 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19931217 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19931224 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19931231 Year of fee payment: 12 |
|
| EPTA | Lu: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19941218 Ref country code: GB Effective date: 19941218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19941219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19941231 Ref country code: CH Effective date: 19941231 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 82111776.9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19950701 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19941218 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19950701 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82111776.9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010220 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20011203 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20011211 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20011220 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20021218 |
|
| BE20 | Be: patent expired |
Owner name: *HT TROPLAST A.G. Effective date: 20021218 |