EP0070232B1 - Procédé et dispositif de chauffage homogène par induction électromagnétique à flux transversal de produits plats, conducteurs et amagnétiques - Google Patents
Procédé et dispositif de chauffage homogène par induction électromagnétique à flux transversal de produits plats, conducteurs et amagnétiques Download PDFInfo
- Publication number
- EP0070232B1 EP0070232B1 EP82401267A EP82401267A EP0070232B1 EP 0070232 B1 EP0070232 B1 EP 0070232B1 EP 82401267 A EP82401267 A EP 82401267A EP 82401267 A EP82401267 A EP 82401267A EP 0070232 B1 EP0070232 B1 EP 0070232B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- product
- current
- loops
- heated
- poles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000010438 heat treatment Methods 0.000 title claims description 27
- 238000000034 method Methods 0.000 title claims description 9
- 230000004907 flux Effects 0.000 title claims description 6
- 230000005674 electromagnetic induction Effects 0.000 title claims 2
- 230000005284 excitation Effects 0.000 claims description 10
- 238000004804 winding Methods 0.000 claims description 7
- 230000008569 process Effects 0.000 claims description 3
- 239000004020 conductor Substances 0.000 claims description 2
- 230000001105 regulatory effect Effects 0.000 claims 4
- 230000033228 biological regulation Effects 0.000 claims 3
- 230000001939 inductive effect Effects 0.000 claims 2
- 238000009529 body temperature measurement Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000006978 adaptation Effects 0.000 description 2
- 230000008033 biological extinction Effects 0.000 description 2
- 210000000078 claw Anatomy 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 230000010354 integration Effects 0.000 description 2
- 238000013178 mathematical model Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000005339 levitation Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 235000014594 pastries Nutrition 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/06—Control, e.g. of temperature, of power
- H05B6/062—Control, e.g. of temperature, of power for cooking plates or the like
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/10—Induction heating apparatus, other than furnaces, for specific applications
- H05B6/101—Induction heating apparatus, other than furnaces, for specific applications for local heating of metal pieces
- H05B6/103—Induction heating apparatus, other than furnaces, for specific applications for local heating of metal pieces multiple metal pieces successively being moved close to the inductor
- H05B6/104—Induction heating apparatus, other than furnaces, for specific applications for local heating of metal pieces multiple metal pieces successively being moved close to the inductor metal pieces being elongated like wires or bands
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2213/00—Aspects relating both to resistive heating and to induction heating, covered by H05B3/00 and H05B6/00
- H05B2213/03—Heating plates made out of a matrix of heating elements that can define heating areas adapted to cookware randomly placed on the heating plate
Definitions
- the present invention relates to a method and a device for homogeneously heating, by transverse electromagnetic flux, thin non-magnetic conductive products of variable dimensions.
- Document US-A-4 122 321 discloses a device for heating flat products using elongated magnetic poles.
- the products to be heated being thick and long sheets, it is difficult or even impossible to ensure uniformity of heating with this device, especially along the edges of the product and when the dimensions of the product change.
- Document FR-A-2 334 755 also discloses a method of heating a strip of infinite length during its running. The installation allowing the implementation of this process uses a linear motor.
- the main object of the invention is to homogeneously heat a flat product when stopped, having two finite dimensions whatever these dimensions, for example in the context of a range of sheet metal manufacturing.
- the process according to the invention consists in the generation, in the product, of currents (m) closing inside the meshes, the dimensions and the shapes of these current meshes resulting from spatial variations of the alternating magnetic field at which the product is subjected, the intensities of the currents in each mesh being such that the average value of the power density dissipated in each mesh is the same throughout the product.
- the borders are, in general, not compatible with a given spatial distribution of the magnetic field, the dimensions of the treated products being variable or the expansion due to heating causing a significant variation of the latter.
- the elementary meshes generated are not always those which exist in the case of an infinite product.
- the average power density dissipated in one of these border meshes is different from that which would be dissipated for an infinite product. Certain meshes close to the border meshes can be disturbed.
- a mesh of local border heterogeneity constituted by one or more juxtaposed elementary meshes is defined.
- the dissipated power is adjusted by adjusting the intensity of the current loops (b) facing this mesh of local heterogeneity then defined.
- each mesh of local heterogeneity of heating is identified with an elementary mesh.
- Inductor current loops not facing the product are turned off.
- the heating device consists of two identical horizontal inductors (A1 and A2) facing each other, arranged on either side of the product (F) to be heated (FIG. 1).
- Each of the inductors is made up of identical square conductive windings (1), regularly arranged in an identical polar pitch in two orthogonal directions. In each of these directions, at each instant, the current loops (b) thus formed constitute a succession of alternating North and South magnetic poles ( Figures 2 and 3).
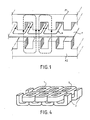
- the magnetic fluxes are closed, allowing the effectiveness of the device to be reinforced, is ensured by a magnetic circuit (2), possibly ment in puff pastry. This closure can be carried out in one or both of the directions mentioned above, as the case may be. Closure in one - direction allows a simpler adjustment of the variation of the field profile in the orthogonal direction, the interactions between poles of two lines parallel to the direction of closure being weaker (figure 4).
- the size of the pole is determined as a function of the maximum power density of the heating to be obtained, of the thermal conductivity of the product and of the maximum admissible temperature difference in the product during heating.
- the temperature differences in the product can however be reduced, at the end of heating, by a reduction in the power density to which they are, at first order, proportional.
- the variation in the magnetic field described above also achieves stable maintenance of the product between the inductors.
- the position of the product relative to the inductors is known, for example from its entry position and from the movements made.
- a computer From the position of the product (B figure 5), in particular that of its border compared to the poles of the inductor, and the characteristics of the product (F), a computer (E) elaborates the values of the intensities having to travel poles to obtain homogeneous heating. These intensities are substantially equal over most of the product; they are only different for the poles close to the product border. In the case of products much longer than wide, the production can be simplified by adjusting the intensities only by rows of poles parallel to the large width, the relative variations in intensity concerning only two or three rows on each side of the product. .
- a device (G) regulates, from a source (S) whose frequency can be variable, the intensities in each pole or group of poles.
- the desired rise in temperature can be obtained from a temperature setpoint (C) and a temperature measurement (D) of the product which is compared and which constitutes an input to the computer (E).
- a function generator works out the average temperature function of the product with respect to time, the computer (E) then compares this temperature setpoint (C) to the calculated temperature, by integrating the heating already carried out to deliver the intensity setpoints allowing to respect the desired function.
- a complement consists in comparing the calculated temperature to a real temperature measurement of the product and therefore to carry out a control, therefore to avoid slow drifts, or to carry out a self-adaptation of the mathematical model employed by the calculator.
- the processed products are rectangular.
- the length and width of the product are inputs to the main computer.
- the main axis of the product being parallel to the heating device, the knowledge of the position of one of the points of the product, for example the center, relative to the heating device makes it possible to completely determine the position of the product (in particularly that of its borders) with respect to the inductor.
- the product on arrival, the product is arranged symmetrically with respect to two known perpendicular axes.
- the product is displaced by successively extinguishing rows of adjacent poles, therefore step by step, by a distance equal to one pole step.
- a counter is incremented at each extinction and therefore gives the position of the center at all times.
- the rise in temperature of the product is, for example, known by integration as a function of time, of the density power quotient (determined by the computer) mass heat at the considered temperature. It can be checked by measuring the temperature of the product using a claw thermometer.
- a computer From the position of the product (B figure 5), in particular that of its border compared to the poles of the inductor, and the characteristics of the product (F), a computer (E) elaborates the values of the intensities having to travel poles to get. homogeneity of heating. These intensities are substantially equal over most of the product; they are only different for the poles close to the product border. In the case of products much longer than wide, the production can be simplified by adjusting the intensities only by rows of poles parallel to the large width, the relative variations in intensity concerning only two or three rows on each side of the product. .
- a device (G) regulates, from a source (S) whose frequency can be variable, the intensities in each pole or group of poles.
- the desired rise in temperature can be obtained from a temperature setpoint (C) and a temperature measurement (D) of the product which is compared and which constitutes an input to the computer (E).
- a function generator works out the average temperature function of the product with respect to time, the computer (E) then compares this temperature setpoint (C) to the calculated temperature, by integrating the heating already carried out to deliver the setpoints intensity to meet the desired function.
- a complement consists in comparing the calculated temperature to a real temperature measurement of the product and therefore to carry out a control, therefore to avoid slow drifts, or to carry out a self-adaptation of the mathematical model employed by the calculator.
- the processed products are rectangular.
- the length and width of the product are inputs to the main computer.
- the main axis of the product being parallel to the heating device, the knowledge of the position of one of the points of the product, for example the center, relative to the heating device makes it possible to completely determine the position of the product (in particularly that of its borders) with respect to the inductor.
- the product on arrival, the product is arranged symmetrically with respect to two known perpendicular axes.
- the product is displaced by successively extinguishing rows of adjacent poles, therefore step by step, by a distance equal to one pole step.
- a counter is incremented at each extinction and therefore gives the position of the center at all times.
- the rise in temperature of the product is, for example, known by integration as a function of time, of the density power quotient (determined by the computer) mass heat at the considered temperature. It can be checked by measuring the temperature of the product using a claw thermometer.
Landscapes
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- General Induction Heating (AREA)
Description
- La présente invention se rapporte à un procédé et un dispositif de chauffage homogène, par flux électromagnétique transversal, de produits minces conducteurs amagnétiques de dimensions variables.
- On connaît par le document US-A-4 122 321 un dispositif de chauffage de produits plats à l'aide de pôles magnétiques allongés. Les produits à chauffer étant des tôles épaisses et longues, il est difficile voire impossible d'assurer une homogénéité de chauffage avec ce dispositif surtout le long des bordures du produit et lorsque les dimensions du produit changent.
- On connaît en outre par le document FR-A-2 334 755 un procédé de chauffage de bande de longueur infinie au cours de son défilement. L'installation permettant la mise en oeuvre de ce procédé fait appel à un moteur linéaire.
- Le but principal de l'invention consiste à chauffer de façon homogène, un produit plat à l'arrêt, ayant deux dimensions finies quelles que soient ces dimensions, par exemple dans le cadre d'une gamme de fabrication de tôles.
- Ce but est atteint par le procédé et le dispositif tels qu'ils sont définis par les deux revendications.
- L'invention sera décrite ci-après plus en détail à l'aide d'un exemple de réalisation et en regard des dessins annexés, sur lesquels :
- la figure 1 est une vue en perspective partielle d'une forme de réalisation de l'invention d'un dispositif de chauffage constitué par deux inducteurs disposés de part et d'autre du produit à chauffer ;
- les figures 2 et 3 sont des vues en plan des bobinages de l'un de ces inducteurs, respectivement sans le produit et avec le produit ;
- la figure 4 est une vue en perspective de ces bobinages associés à un circuit magnétique de fermeture de flux magnétique ;
- les figures 5 et 5A sont des organigrammes de fonctionnement de dispositifs selon l'invention.
- Le procédé conforme à l'invention consiste en la génération, dans le produit, de courants (m) se refermant à l'intérieur de mailles, les dimensions et les formes de ces mailles de courant résultant de variations spatiales du champ magnétique alternatif auquel le produit est soumis, les intensités des courants dans chaque maille étant telles que la valeur moyenne de la puissance volumique dissipée dans chaque maille est la même dans tout le produit.
- L'homogénéité locale, au niveau de chaque maille, est assurée par la conduction et dépend directement de la taille de la maille.
- Les frontières (bouts et rives) ne sont, en général, pas compatibles avec une répartition spatiale donnée du champ magnétique, les dimensions des produits traités étant variables ou la dilatation due au chauffage entraînant une variation sensible de ces dernières. Sur les frontières les mailles élémentaires engendrées ne sont pas toujours celles qui existent dans le cas d'un produit infini.
- Pour un même courant d'excitation (b) la puissance volumique moyenne dissipée dans une de ces mailles de frontière est différente de celle qui serait dissipée pour un produit infini. Certaines mailles proches des mailles de frontière peuvent être perturbées.
- Selon le procédé, pour obtenir la même valeur moyenne de la puissance volumique de chauffage dans les mailles élémentaires de frontière que dans le reste du produit, on définit une maille d'hétérogénéité locale de frontière constituée par une ou plusieurs mailles élémentaires juxtaposées. Le réglage de la puissance dissipée s'effectue par le réglage de l'intensité des boucles de courant (b) faisant face à cette maille d'hétérogénéité locale alors définie.
- Suivant un cas particulier, chaque maille d'hétérogénéité locale de chauffage s'identifie à une maille élémentaire.
- Les boucles de courant de l'inducteur ne faisant pas face au produit sont éteintes.
- Le dispositif de mise en oeuvre du procédé selon l'invention comprend :
- des moyens (A) permettant de créer un champ magnétique alternatif, appelés inducteurs, composés de conducteurs formant des boucles de courant parcourus par des intensités réglables, et de circuits magnétiques renforçant l'efficacité du dispositif ; et,
- des moyens (B) permettant de connaître la position du produit par rapport à l'inducteur et, en particulier, celle de ses frontières ;
- des moyens (C) permettant de définir la montée en température à effectuer ;
- des moyens (D) permettant de connaître la température du produit ;
- des moyens (E) reliés aux précédents permettant de déterminer les intensités à faire circuler dans les différentes « boucles des inducteurs en fonction des caractéristiques du produit (F) et du chauffage désiré ;
- des moyens (G) reliés éventuellement à ces derniers et aux inducteurs aptes à créer les intensités ainsi déterminées.
- Le dispositif de chauffage selon l'invention est constitué par deux inducteurs identiques horizontaux (A1 et A2) se faisant face, disposés de part et d'autre du produit (F) à chauffer (figure 1). Chacun des inducteurs est constitué de bobinages conducteurs (1) de forme carrée, identiques, disposés régulièrement suivant un pas polaire identique dans deux directions orthogonales. Dans chacune de ces directions, à chaque instant, les boucles de courant (b) ainsi formées constituent une succession de pôles magnétiques Nord et Sud alternés (figures 2 et 3). La fermeture des flux magnétiques, permettant le renforcement de l'efficacité du dispositif, est assurée par un circuit magnétique (2), éventuellement en feuilleté. Cette fermeture peut s'effectuer suivant l'une des directions précédemment citées ou les deux, selon les cas. La fermeture dans une - seule direction permet un réglage plus simple de la variation du profil du champ dans la direction orthogonale, les interactions entre pôles de deux lignes parallèles à la direction de fermeture étant plus faibles (figure 4).
- La taille du pôle est déterminée en fonction de la puissance volumique maximale du chauffage à obtenir, de la conductivité thermique du produit et de la différence de température maximale admissible dans le produit en cours de chauffage. Les différences de température dans le produit peuvent cependant être réduites, en fin de chauffage, par une diminution de la puissance volumique à laquelle elles sont, au premier ordre, proportionnelles.
- La fréquence d'alimentation du dispositif répond à deux objectifs :
- amélioration sensible du rendement dans le cas où la fréquence industrielle n'est pas adoptée ;
- sustentation électromagnétique des produits traités, pouvant être d'épaisseur, de résistivité et de masse volumique différentes. Une adaptation de la fréquence peut alors être nécessaire pour tenir compte des variations de ces différents paramètres.
- La variation du champ magnétique décrite précédemment réalise, de surcroît, un maintien stable du produit entre les inducteurs.
- La position du produit par rapport aux inducteurs est connue, par exemple à partir de sa position d'entrée et des déplacements effectués.
- A partir de la position du produit (B figure 5), en particulier celle de sa frontière par rapport aux pôles de l'inducteur, et des caractéristiques du produit (F), un calculateur (E) élabore les valeurs des intensités devant parcourir les pôles pour obtenir une homogénéité de chauffage. Ces intensités sont sensiblement égales sur la majeure partie du produit ; elles ne sont différentes que pour les pôles proches de la frontière du produit. Dans le cas de produits beaucoup plus longs que larges, la réalisation peut être simplifiée en ne réglant les intensités que par rangées de pôles parallèles à la grande largeur, les variations relatives d'intensité ne concernant que deux ou trois rangées de chaque côté du produit.
- A partir des valeurs des intensités calculées, un dispositif (G) régule, à partir d'une source (S) dont la fréquence peut être variable, les intensités dans chaque pôle ou groupe de pôles.
- La montée en température souhaitée peut être obtenue à partir d'une consigne de température (C) et d'une mesure de température (D) du produit que l'on compare et qui constitue une entrée du calculateur (E).
- Dans une autre forme de réalisation (figure 5A), un générateur de fonction élabore la fonction température moyenne du produit par rapport au temps, le calculateur (E) compare alors cette consigne de température (C) à la température calculée, par intégration du chauffage déjà réalisé pour délivrer les consignes d'intensité permettant de respecter la fonction désirée.
- Un complément consiste à comparer la température calculée à une mesure de température réelle du produit et donc d'effectuer un contrôle, donc d'éviter des dérives lentes, ou de réaliser une auto-adaptation du modèle mathématique employé par le calculateur.
- Il est bien entendu, enfin, que la présente invention n'a été décrite et représentée qu'à titre d'exemple préférentiel et que l'on pourra apporter des équivalences dans ses éléments constitutifs sans pour autant sortir du cadre de l'invention.
- Dans une forme préférée de réalisation, les produits traités sont rectangulaires. La longueur et la largeur du produit constituent des entrées du calculateur principal. L'axe principal du produit étant parallèle au dispositif de chauffage, la connaissance de la position de l'un des points du produit, par exemple le centre, par rapport au dispositif de chauffage permet de déterminer de façon complète la position du produit (en particulier celle de ses frontières) par rapport à l'inducteur.
- Pour cela, à son arrivée, le produit est disposé symétriquement par rapport à deux axes perpendiculaires connus. Le déplacement du produit s'effectue par l'extinction successive de rangées de pôles adjacentes, donc pas à pas, d'une distance égale à un pas polaire. Un compteur est incrémenté à chaque extinction et donne donc la position du centre à chaque instant.
- L'élévation de température du produit est, par exemple, connue par intégration en fonction du temps, du quotient puissance volumique (déterminée par le calculateur) chaleur massique à la température considérée. Elle peut être vérifiée par une mesure de température du produit grâce à un thermomètre à griffe.
- A partir de la position du produit (B figure 5), en particulier celle de sa frontière par rapport aux pôles de l'inducteur, et des caractéristiques du produit (F), un calculateur (E) élabore les valeurs des intensités devant parcourir les pôles pour obtenir. une homogénéité de chauffage. Ces intensités sont sensiblement égales sur la majeure partie du produit ; elles ne sont différentes que pour les pôles proches de la frontière du produit. Dans le cas de produits beaucoup plus longs que larges, la réalisation peut être simplifiée en ne réglant les intensités que par rangées de pôles parallèles à la grande largeur, les variations relatives d'intensité ne concernant que deux ou trois rangées de chaque côté du produit.
- A partir des valeurs des intensités calculées, un dispositif (G) régule, à partir d'une source (S) dont la fréquence peut être variable, les intensités dans chaque pôle ou groupe de pôles.
- La montée en température souhaitée peut être obtenue à partir d'une consigne de température (C) et d'une mesure de température (D) du produit que l'on compare et qui constitue une entrée du calculateur (E).
- Dans une autre forme de réalisation (figure 5A), un générateur de fonction élabore la fonction température moyenne du produit par rapport au temps, le calculateur (E) compare alors cette consigne de température (C) à la température calculée, par intégration du chauffage déjà réalisé pour délivrer les consignes d'intensité permettant de respecter la fonction désirée.
- Un complément consiste à comparer la température calculée à une mesure de température réelle du produit et donc d'effectuer un contrôle, donc d'éviter des dérives lentes, ou de réaliser une auto-adaptation du modèle mathématique employé par le calculateur.
- Il est bien entendu, enfin, que la présente invention n'a été décrite et représentée qu'à titre d'exemple préférentiel et que l'on pourra apporter des équivalences dans ses éléments constitutifs sans pour autant sortir du cadre de l'invention.
- Dans une forme préférée de réalisation, les produits traités sont rectangulaires. La longueur et la largeur du produit constituent des entrées du calculateur principal. L'axe principal du produit étant parallèle au dispositif de chauffage, la connaissance de la position de l'un des points du produit, par exemple le centre, par rapport au dispositif de chauffage permet de déterminer de façon complète la position du produit (en particulier celle de ses frontières) par rapport à l'inducteur.
- Pour cela, à son arrivée, le produit est disposé symétriquement par rapport à deux axes perpendiculaires connus. Le déplacement du produit s'effectue par l'extinction successive de rangées de pôles adjacentes, donc pas à pas, d'une distance égale à un pas polaire. Un compteur est incrémenté à chaque extinction et donne donc la position du centre à chaque instant.
- L'élévation de température du produit est, par exemple, connue par intégration en fonction du temps, du quotient puissance volumique (déterminée par le calculateur) chaleur massique à la température considérée. Elle peut être vérifiée par une mesure de température du produit grâce à un thermomètre à griffe.
Claims (2)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8113689 | 1981-07-10 | ||
| FR8113689A FR2509562A1 (fr) | 1981-07-10 | 1981-07-10 | Procede et dispositif de chauffage homogene par induction electromagnetique a flux transversal de produits plats, conducteurs et amagnetiques |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0070232A1 EP0070232A1 (fr) | 1983-01-19 |
| EP0070232B1 true EP0070232B1 (fr) | 1986-09-10 |
Family
ID=9260458
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82401267A Expired EP0070232B1 (fr) | 1981-07-10 | 1982-07-06 | Procédé et dispositif de chauffage homogène par induction électromagnétique à flux transversal de produits plats, conducteurs et amagnétiques |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4484048A (fr) |
| EP (1) | EP0070232B1 (fr) |
| JP (1) | JPS5851493A (fr) |
| DE (1) | DE3273178D1 (fr) |
| FR (1) | FR2509562A1 (fr) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2122058B (en) * | 1982-05-28 | 1985-10-23 | Glaverbel | Method and apparatus for bonding glazing panels |
| FR2558941B1 (fr) * | 1984-01-26 | 1986-05-02 | Cem Comp Electro Mec | Dispositif de chauffage de produits plats au defile par induction electromagnetique |
| FR2573947B1 (fr) * | 1984-11-29 | 1987-01-02 | Cem Comp Electro Mec | Dispositif de chauffage de produits plats au defile par induction electromagnetique selon un maillage carre |
| JPS62150371A (ja) * | 1985-12-25 | 1987-07-04 | Alps Electric Co Ltd | 熱圧力定着装置 |
| JPH07101633B2 (ja) * | 1987-09-28 | 1995-11-01 | 株式会社明電舎 | 平板の誘導加熱装置 |
| FR2660743B1 (fr) * | 1990-04-04 | 1995-08-04 | Sundgau Sarl Atel Const Elect | Procede et dispositif pour chauffer des pieces metalliques dans un four a induction. |
| GB2262420B (en) * | 1991-12-03 | 1995-02-08 | Electricity Ass Tech | Induction heating apparatus |
| US5308946A (en) * | 1992-02-06 | 1994-05-03 | Mohr Glenn R | Induction heating apparatus and method for heating metal strips and slabs |
| FR2693071B1 (fr) * | 1992-06-24 | 2000-03-31 | Celes | Dispositif de chauffage inductif homogene de produits plats metalliques au defile. |
| DE19943976A1 (de) * | 1999-09-14 | 2001-03-15 | Emitec Emissionstechnologie | Verfahren und Vorrichtung zur stirnseitigen fügetechnischen Verbindung einer Trägermatrix eines Wabenkörpers |
| FR2808163B1 (fr) * | 2000-04-19 | 2002-11-08 | Celes | Dispositif de chauffage par induction a flux transverse a circuit magnetique de largeur variable |
| US6570141B2 (en) * | 2001-03-26 | 2003-05-27 | Nicholas V. Ross | Transverse flux induction heating of conductive strip |
| WO2003085142A1 (fr) * | 2002-04-08 | 2003-10-16 | Jfe Steel Corporation | Dispositif et procede de traitement thermique, support pour l'enregistrement d'un programme de traitement thermique et produit en acier |
| US7857919B2 (en) * | 2003-06-16 | 2010-12-28 | Jfe Steel Corporation | Process for producing steel product and production facility therefor |
| EP1652942B1 (fr) * | 2003-08-05 | 2014-11-12 | JFE Steel Corporation | Procede de production de produits d'acier |
| ES2272879T5 (es) † | 2003-12-08 | 2011-03-18 | Whirlpool Corporation | Un dispositivo para determinar la posición de utensilios de cocina sobre una placa de cocina. |
| JP2007077424A (ja) * | 2005-09-12 | 2007-03-29 | Ntn Corp | 高周波焼戻方法、高周波焼戻設備および高周波焼戻製品 |
| US10231289B2 (en) * | 2013-11-07 | 2019-03-12 | Illinois Tool Works Inc. | Large scale metal forming |
| CN103996481A (zh) * | 2014-05-22 | 2014-08-20 | 西北工业大学 | 一种大面积均匀竖直可变耦合运动磁场的生成方法 |
| CN108781484B (zh) * | 2016-03-30 | 2021-08-10 | 日本制铁株式会社 | 感应加热装置及感应加热方法 |
| CN113993235A (zh) * | 2016-04-18 | 2022-01-28 | 阿尔卑斯南部欧洲有限责任公司 | 适于加热剃须的或化妆的产品的感应加热装置 |
| US10939600B2 (en) | 2018-11-28 | 2021-03-02 | International Business Machines Corporation | Flux residue detection |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4054770A (en) * | 1975-03-10 | 1977-10-18 | The Electricity Council | Induction heating of strip and other elongate metal workpieces |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA909873A (en) * | 1972-09-12 | V. Sorokin Viktor | Method of and device for induction heating of flat bodies | |
| DE903977C (de) * | 1940-01-21 | 1954-02-11 | Siemens Ag | Wirbelstromheizeinrichtung |
| DE921401C (de) * | 1941-08-23 | 1954-12-20 | Siemens Ag | Induktionseinrichtung zum Gluehen und Haerten von Panzerplatten |
| US2448009A (en) * | 1944-02-05 | 1948-08-31 | Westinghouse Electric Corp | Inductive heating of longitudinally moving metal strip |
| US2556223A (en) * | 1947-05-28 | 1951-06-12 | Westinghouse Electric Corp | Induction heating of flat metal by transverse flux |
| US2902572A (en) * | 1957-03-05 | 1959-09-01 | Penn Induction Company | Induction heating of metal strip |
| FR1202900A (fr) * | 1957-03-05 | 1960-01-14 | Penn Induction Corp | Procédé et appareil pour le chauffage par induction de bandes de tôle |
| NL243545A (fr) * | 1958-09-19 | 1900-01-01 | ||
| CH416879A (de) * | 1963-04-01 | 1966-07-15 | Baermann Max | Ofen zur Erwärmung von metallischen Teilen |
| US3444346A (en) * | 1966-12-19 | 1969-05-13 | Texas Instruments Inc | Inductive heating of strip material |
| US3781506A (en) * | 1972-07-28 | 1973-12-25 | Gen Electric | Non-contacting temperature measurement of inductively heated utensil and other objects |
| US4321444A (en) * | 1975-03-04 | 1982-03-23 | Davies Evan J | Induction heating apparatus |
| DE2556057C2 (de) * | 1975-12-12 | 1982-04-01 | Sundwiger Eisenhütte Maschinenfabrik Grah & Co, 5870 Hemer | Verfahren und Vorrichtung zum Erwärmen von Metallbändern, insbesondere Nichteisen-Metallbändern |
| JPS5316939A (en) * | 1976-07-30 | 1978-02-16 | Nippon Steel Corp | Inducton heating method |
| DE2622825A1 (de) * | 1976-05-21 | 1977-12-01 | Siemens Ag | Schaltungsanordnung zur regelung der heizleistung einer kontinuierlich arbeitenden erwaermungsanlage |
| US4122321A (en) * | 1977-02-16 | 1978-10-24 | Park-Ohio Industries, Inc. | Induction heating furnace |
-
1981
- 1981-07-10 FR FR8113689A patent/FR2509562A1/fr active Granted
-
1982
- 1982-07-06 EP EP82401267A patent/EP0070232B1/fr not_active Expired
- 1982-07-06 DE DE8282401267T patent/DE3273178D1/de not_active Expired
- 1982-07-07 US US06/396,050 patent/US4484048A/en not_active Expired - Lifetime
- 1982-07-10 JP JP57119199A patent/JPS5851493A/ja active Granted
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4054770A (en) * | 1975-03-10 | 1977-10-18 | The Electricity Council | Induction heating of strip and other elongate metal workpieces |
Also Published As
| Publication number | Publication date |
|---|---|
| US4484048A (en) | 1984-11-20 |
| FR2509562B1 (fr) | 1984-06-29 |
| JPS5851493A (ja) | 1983-03-26 |
| DE3273178D1 (en) | 1986-10-16 |
| EP0070232A1 (fr) | 1983-01-19 |
| FR2509562A1 (fr) | 1983-01-14 |
| JPS6256632B2 (fr) | 1987-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0070232B1 (fr) | Procédé et dispositif de chauffage homogène par induction électromagnétique à flux transversal de produits plats, conducteurs et amagnétiques | |
| EP1148762B1 (fr) | Dispositif de chauffage par induction à flux transverse à circuit magnétique de largeur variable | |
| FR2589306A1 (fr) | Appareil de chauffage par induction electromagnetique | |
| EP0527937B1 (fr) | Procede et dispositifs de rechauffage par induction au defile d'un produit metallurgique de forme allongee | |
| EP0072281A1 (fr) | Ecran thermique composite et procédé de fabrication | |
| EP0150793B1 (fr) | Dispositif de chauffage de produits plats au défilé par induction électromagnétique | |
| CN112099141B (zh) | 衍射光波导、制造方法、提高出射光均匀性方法、设备 | |
| EP0081400B1 (fr) | Dispositif de chauffage par induction magnétique de produits métalliques rectangulaires plats défilant dans le sens de leur longueur | |
| EP0476311B1 (fr) | Dispositif pour le chauffage de fluides par effet joule | |
| FR2556625A1 (fr) | Systeme de coulee de metaux liquides comportant une pompe electromagnetique concue pour l'obtention d'une solidification rapide de ces metaux | |
| CA1246702A (fr) | Rheostat a resistance liquide a circulation d'electrolyte | |
| Lietoila et al. | Temperature rise induced in Si by continuous xenon arc lamp radiation | |
| EP0090676B1 (fr) | Procédé et dispositifs de réglage de la puissance moyenne de chauffage induite dans un produit plat conducteur maintenu électromagnétiquement en position sans contact | |
| EP1152509B1 (fr) | Système de transport et de distribution d'énergie électrique | |
| FR3087993A1 (fr) | Element chauffant de radiateur electrique d'une installation de ventilation, de chauffage et/ou de climatisation d’un vehicule 5 automobile | |
| FR2474670A1 (fr) | Procede et appareil pour maintenir la temperature de plaques ou lingots metalliques pendant leur transport et les attentes en cours de traitement | |
| JPH07101633B2 (ja) | 平板の誘導加熱装置 | |
| FR2681195A1 (fr) | Procede et dispositif pour regler le couple de court-circuit de moteurs electriques notamment de servomoteurs. | |
| EP0622813B1 (fr) | Elément résistif pour résistance de puissance | |
| FR2675959A1 (fr) | Procede et dispositif de reglage du champ magnetique transverse dans un onduleur pour la generation d'energie lumineuse a partir d'un faisceau d'electrons. | |
| EP0690663B1 (fr) | Inducteur de chauffage par induction de bandes métalliques | |
| KR101334789B1 (ko) | 프로그래머블 스위치 소자 및 그 제조 방법 | |
| WO2021170954A1 (fr) | Dispositif de chauffage d'un produit par induction a flux transverse | |
| FR3083954A1 (fr) | Cadre de radiateur electrique d'une installation de ventilation, de chauffage et/ou de climatisation d'un vehicule automobile | |
| FR2573947A1 (fr) | Dispositif de chauffage de produits plats au defile par induction electromagnetique selon un maillage carre |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE GB IT LI LU |
|
| 17P | Request for examination filed |
Effective date: 19830218 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ALSTHOM |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE GB IT LI LU |
|
| REF | Corresponds to: |
Ref document number: 3273178 Country of ref document: DE Date of ref document: 19861016 |
|
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| EPTA | Lu: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19950428 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19950701 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19960706 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19960731 Ref country code: CH Effective date: 19960731 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20000614 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20000629 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20000704 Year of fee payment: 19 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010706 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010731 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010731 |
|
| BERE | Be: lapsed |
Owner name: ALSTHOM Effective date: 20010731 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20010706 |