EP0041037A2 - Coussin anti-escarres et procédé de fabrication - Google Patents
Coussin anti-escarres et procédé de fabrication Download PDFInfo
- Publication number
- EP0041037A2 EP0041037A2 EP81430014A EP81430014A EP0041037A2 EP 0041037 A2 EP0041037 A2 EP 0041037A2 EP 81430014 A EP81430014 A EP 81430014A EP 81430014 A EP81430014 A EP 81430014A EP 0041037 A2 EP0041037 A2 EP 0041037A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- padding
- personalized
- cushion
- seat
- cushion according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 10
- 208000004210 Pressure Ulcer Diseases 0.000 title description 8
- 229920000126 latex Polymers 0.000 claims abstract description 18
- 239000004816 latex Substances 0.000 claims abstract description 18
- 239000002657 fibrous material Substances 0.000 claims abstract description 8
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 claims abstract description 6
- 238000000465 moulding Methods 0.000 claims description 24
- 239000000835 fiber Substances 0.000 claims description 21
- 239000000463 material Substances 0.000 claims description 18
- 210000004209 hair Anatomy 0.000 claims description 17
- 206010011985 Decubitus ulcer Diseases 0.000 claims description 16
- 239000000203 mixture Substances 0.000 claims description 15
- 241001465754 Metazoa Species 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 9
- 235000013311 vegetables Nutrition 0.000 claims description 9
- 239000011230 binding agent Substances 0.000 claims description 8
- 239000013536 elastomeric material Substances 0.000 claims description 5
- 239000004033 plastic Substances 0.000 claims description 4
- 229920003023 plastic Polymers 0.000 claims description 4
- 241000283707 Capra Species 0.000 claims description 3
- 235000013162 Cocos nucifera Nutrition 0.000 claims description 3
- 244000060011 Cocos nucifera Species 0.000 claims description 3
- 238000004026 adhesive bonding Methods 0.000 claims description 3
- 235000015278 beef Nutrition 0.000 claims description 3
- 238000010438 heat treatment Methods 0.000 claims description 3
- 239000007788 liquid Substances 0.000 claims description 3
- 235000015277 pork Nutrition 0.000 claims description 3
- 241000244317 Tillandsia usneoides Species 0.000 claims description 2
- 238000001816 cooling Methods 0.000 claims description 2
- 230000001186 cumulative effect Effects 0.000 claims 1
- 206010051814 Eschar Diseases 0.000 abstract 1
- 239000004744 fabric Substances 0.000 description 7
- 229920001971 elastomer Polymers 0.000 description 4
- 239000000806 elastomer Substances 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 230000001413 cellular effect Effects 0.000 description 3
- 239000000523 sample Substances 0.000 description 3
- 210000001519 tissue Anatomy 0.000 description 3
- 238000009423 ventilation Methods 0.000 description 3
- 208000031968 Cadaver Diseases 0.000 description 2
- 235000005921 Cynara humilis Nutrition 0.000 description 2
- 240000002228 Cynara humilis Species 0.000 description 2
- 210000004027 cell Anatomy 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 229920003008 liquid latex Polymers 0.000 description 2
- 230000001769 paralizing effect Effects 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 1
- 206010021639 Incontinence Diseases 0.000 description 1
- 206010029216 Nervousness Diseases 0.000 description 1
- 206010033799 Paralysis Diseases 0.000 description 1
- 206010033892 Paraplegia Diseases 0.000 description 1
- 208000025865 Ulcer Diseases 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000003266 anti-allergic effect Effects 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000008280 blood Substances 0.000 description 1
- 210000004369 blood Anatomy 0.000 description 1
- 210000000988 bone and bone Anatomy 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 229920002457 flexible plastic Polymers 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 235000021189 garnishes Nutrition 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000035876 healing Effects 0.000 description 1
- 239000011874 heated mixture Substances 0.000 description 1
- 210000001981 hip bone Anatomy 0.000 description 1
- 210000003141 lower extremity Anatomy 0.000 description 1
- 230000017074 necrotic cell death Effects 0.000 description 1
- 230000001338 necrotic effect Effects 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 231100000397 ulcer Toxicity 0.000 description 1
Images
Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61G—TRANSPORT, PERSONAL CONVEYANCES, OR ACCOMMODATION SPECIALLY ADAPTED FOR PATIENTS OR DISABLED PERSONS; OPERATING TABLES OR CHAIRS; CHAIRS FOR DENTISTRY; FUNERAL DEVICES
- A61G7/00—Beds specially adapted for nursing; Devices for lifting patients or disabled persons
- A61G7/05—Parts, details or accessories of beds
- A61G7/057—Arrangements for preventing bed-sores or for supporting patients with burns, e.g. mattresses specially adapted therefor
- A61G7/05715—Arrangements for preventing bed-sores or for supporting patients with burns, e.g. mattresses specially adapted therefor with modular blocks, or inserts, with layers of different material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61G—TRANSPORT, PERSONAL CONVEYANCES, OR ACCOMMODATION SPECIALLY ADAPTED FOR PATIENTS OR DISABLED PERSONS; OPERATING TABLES OR CHAIRS; CHAIRS FOR DENTISTRY; FUNERAL DEVICES
- A61G5/00—Chairs or personal conveyances specially adapted for patients or disabled persons, e.g. wheelchairs
- A61G5/10—Parts, details or accessories
- A61G5/1043—Cushions specially adapted for wheelchairs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61G—TRANSPORT, PERSONAL CONVEYANCES, OR ACCOMMODATION SPECIALLY ADAPTED FOR PATIENTS OR DISABLED PERSONS; OPERATING TABLES OR CHAIRS; CHAIRS FOR DENTISTRY; FUNERAL DEVICES
- A61G5/00—Chairs or personal conveyances specially adapted for patients or disabled persons, e.g. wheelchairs
- A61G5/10—Parts, details or accessories
- A61G5/1043—Cushions specially adapted for wheelchairs
- A61G5/1045—Cushions specially adapted for wheelchairs for the seat portion
Definitions
- the subject of the invention is anti-decubitus cushions and methods of manufacturing them.
- Paraplegics do not feel pain in the compressed region and, as a result, they are even more exposed to the formation of pressure sores.
- the most threatened areas are those where a bone or bony protrusion is located close to the skin in an area that supports the weight of the body.
- sores in the seat leads to months of hospitalization in a lying position to achieve healing of the ulcer, and treatment sometimes requires surgical excision of necrotic tissue, resulting in high costs.
- anti-decubitus cushions we will mainly describe the devices intended to avoid bedsores in the seat and these devices will be designated by the term anti-decubitus cushions. It is specified that the term "cushion" is used in a non-limiting sense to also designate anti-decubitus devices which can be located on a chair backrest and also anti-decubitus mattresses intended to support patients immobilized in the lying position. Similarly, the term seat of the body is used in a general sense to designate any part of the body which rests on a cushion, a backrest or a mattress.
- Cushions and anti-decubitus mattresses are already known which consist of inflatable bags or of bags filled with a liquid or a gel, or cushions or mattresses made of cellular material.
- HERMAT anti-decubitus mattress composed of several layers of cellular materials with open or closed cells.
- the objective of the present invention is to provide new anti-decubitus cushions and mattresses, intended for light handicapped persons who are obliged to remain in a wheelchair for periods of limited duration and personalized cushions intended for handicapped persons constrained to keep the sitting or lying position, which cushions and mattresses follow the shape of the seat of the body thanks to their deformability or to a personalized shaping while ensuring good ventilation of the contact area.
- the padding is composed of two superimposed layers: an upper layer in animal hair and a lower layer in vegetable fibers.
- the thicknesses of the upper layer and the lower layer are respectively of the order of one third and two thirds of the total thickness.
- the elastomeric material is preferably natural latex which is crosslinked after being sprayed onto the fibrous material and the proportion by weight of crosslinked latex is between 30% and 50% of the total weight of the padding.
- the upper layer is composed of horsehair or pork, beef, horse or goat bristles and has a density. of the order of 30 Kg / m 3 and the lower layer is composed of coconut fibers and has a density of the order of 100 Kg / m 3 .
- a cushion according to the invention comprises a base plate in the form of a rigid shell comprising a perforated bottom, two side edges and a rear edge directed upwards which have a height substantially equal to that of the padding that 'they surround.
- a cushion according to the invention intended more particularly for folding armchairs, comprises a rigid base plate having two lateral fittings directed upwards, having a height of the order of a few centimeters, which frame the padding.
- a personalized cushion according to the invention further comprises a perforated plate, made of a flexible material, which matches the shape of the user's seat and which is placed on the upper face of said padding which has been shaped for also conform to the shape of the user's seat.
- a mold is filled, the bottom of which reproduces the shape of said personalized molding of a mixture of animal hair or vegetable fibers and of an elastomeric binder liquida, said heating is heated mixture to solidify the binder, it is removed from the mold, the padding is turned over and the latter is placed inside the shell.
- the personalized molding is divided into juxtaposed meshes, blocks of a mixture of vegetable hair or animal fibers and an elastomer binder corresponding to the dimensions of said meshes are made and cut the upper face of each of said blocks so that it substantially reproduces the profile of said personalized molding inside each of said meshes and then juxtaposes said blocks inside said shell by gluing them together.
- the invention results in new products which constitute personalized cushions and mattresses, which perfectly match the morphology of the seat of the body of an individual while allowing to ventilate the contact area thanks to the perforations of the shell and of the top plate and also thanks to the air permeability of the padding.
- the cushions and mattresses according to the invention increase the bearing surface of the body and therefore reduce the pressures from which it results that they prevent the formation of bedsores.
- the personalized cushions according to the invention can be used not only for handicapped people bound to a wheelchair but also for a better comfort of the individuals who have to stay or work in sitting position for example as seats for professional drivers of vehicle or of workers in position seated.
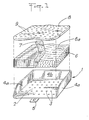
- Figure 1 is an exploded view of a personalized anti-decubitus cushion which is composed of three parts placed inside a cover not shown.
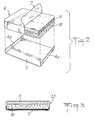
- Figures 2 and 3 show an exploded perspective view and a sectional view of a second embodiment.
- the cushion according to FIG. 1 comprises a rigid shell 1 in the form of a bowl, which is for example a shell molded from polyester or any other equivalent polymer.
- This shell 1 has a bottom 2 provided with perforations -3 and rims 4 which extend the bottom 2 upwards and which surround the lining.
- the shell 1 has only two side walls 4a and a flange 4b. It has no front edge.
- the shell 1 is equipped with a handle 5 for transporting the cushion.
- the dimensions of the shell 1 are chosen such that they slightly exceed the dimensions of the seat of the body of the individual for whom the cushion is intended.
- padding 6 which is composed of a mixture of fibers, preferably animal hair or vegetable fibers, and an elastomeric binder which is for example latex or an elastomeric resin synthetic.
- Layer 6 is preferably composed of two superimposed layers as shown in Figure 2.
- the density of fibers and binder is chosen so that the padding remains breathable to allow ventilation of the support area of the body.
- the upper face 6a of the padding 6 is shaped so that it substantially matches the shape of the seat of the individual for whom the cushion is intended.
- the padding 6 is preferably placed in a sheath 7 made of a fabric of natural fibers, preferably a sheath of flexible terry cloth. The sheath 7 is shown half open.
- the thickness of the padding 6 is slightly less than the height of the edges 4 of the shell.
- a shell 8 which is constituted by a plate made of a flexible material provided with perforations 9.
- the plate 8 has for example a thickness of the order of 10 mm and it is composed of a thermoformable material , for example the material known under the name of plastazote, or a flexible silicone such as that which is known under the name of silastene.
- the plate 8 is thermoformed to match on its two faces the shape of the seat of the individual.
- the underside of the plate 8 perfectly matches the shape of the face 6a which has itself been shaped to match the shape of the seat and the pressures transmitted by the plate 8 to the padding 6 are distributed uniformly throughout the volume of the padding 6.
- the shape of the upper face of the plate 8 follows the shape of the seat of the individual and the bearing surface of the body on the plate 8 is maximum.
- All three constituent parts 1, 6 and 8 are wrapped in a removable cover which is not shown for clarity of the drawing.
- This cover is preferably composed of a terry cloth or a plush fabric, elastic and ventilated, resistant up to 120 ° so that it is possible to disinfect it hot and anti-allergic, which constitutes a surface flexible contact with the body and which is flexible enough to perfectly match the shape of the plate.
- the cover has, on its upper face, a double wall forming a pocket in which one can slide sheets of cellulosic material forming absorbent layers which are easily deformable and which therefore conform to the shape of the plate 8 when the cushion is busy.
- a deformable waterproof envelope which contains a divided material, for example an inflatable envelope made of flexible plastic material, which contains small glass balls having a diameter of the order of millimeter.
- a vacuum pump then gradually vacuum inside the envelope by means of a vacuum pump until reaching for example an absolute pressure in the envelope of the order of 100 millibars. This vacuum presses the envelope against the balls and the envelope keeps the balls in position, so that a hollow imprint of the seat is thus obtained.
- thermoformable plastic material is heated to the temperature at which it softens, which is of the order of 70 ° and the hot sheet is applied to the hollow imprint obtained previously.
- the sheet constitutes a personalized double-sided molding of the seat of the individual, easy to transport and it is this personalized molding which is shipped to the factory and which is used to make a cushion adapted to the individual morphology of the user.
- the molding is used to shape the upper face 6a of the padding 6 and to thermoform the perforated plate 8, which is shaped directly on the molding.
- a cup-shaped mold is first made, the bottom of which reproduces the shape of the personalized molding 8 and the height of which is equal to the thickness of the padding 6.
- the said mold is then filled a mixture of animal hair or vegetable fibers impregnated with liquid latex.
- We choose a mixing density such that the padding is breathable and that it remains flexible, but does not crush too much under load.
- the mixture is heated to a temperature sufficient for the latex to solidify. After which we unmold and turn the padding so that the face 6a, which was in contact with the bottom of the mold and which reproduces the imprint thereof, becomes the upper face of the padding and we place the padding in the shell 1 .
- the personalized molding is divided into juxtaposed identical meshes, for example square or rectangular meshes.
- Figures 2 and 3 respectively show an exploded view and a cross section of the components of a second embodiment which is a non-personalized bedsore cushion.
- the parts homologous to those of FIG. 1 are represented by the same references.
- This second cushion is a more economical cushion than the previous one, which is intended for the slightly handicapped who have to stay in a wheelchair for a limited period.
- the cover 12 includes a cover 12, made of terry cloth, equipped with closing means, for example with a zipper or an elastic band which make it removable, so that it is possible to wash it separately.
- the cover 12 is not shown in FIG. 2.
- the cover 12 envelops both a rigid base plate 2 and a padding 6.
- the plate 2 is for example of plastic material having a thickness of the order of one centimeter. It has two side edges 4a directed upwards, having a height of the order of two centimeters, which surround the padding 6. It can be solid or perforated.
- Plate 2 has a very wide and deep slightly smaller than the dimensions of the canvas seat of a folding wheelchair for the disabled on which the cushion is placed.
- Plate 2 rests on the seat uprights and it prevents the fabric from bending.
- the cover 12 also contains a padding 6, which is placed above the base plate 2.
- the padding 6 is enclosed in a fabric envelope 7.
- the padding 6 is composed of two superimposed layers 10 and 11, the thickness of which is equal respectively to approximately two thirds of the height for the lower layer 10 and one third of the height for the upper layer 11.
- the upper layer 11, on which the seat of the handicapped person rests, is composed of a mixture of animal hair and an elastomeric material which is preferably crosslinked natural latex.
- the hairs are preferably hairs of beef, horse, pork or goats, which are very flexible hairs, not likely to injure the seat of the disabled.
- the density of the mixture of horsehair and the latex which makes up the layer 11 is of the order of 30 Kg / m 3 , which corresponds to a proportion by weight of crosslinked latex of between 30% and 50% of the total weight of the mixture .
- This proportion makes it possible to obtain a mixture which is both breathable and sufficiently elastic not to settle and to resume its initial volume when it is no longer compressed by the weight of the occupant of the wheelchair.
- the lower layer 10 is composed of a mixture of vegetable fibers and an elastomer which is preferably crosslinked latex.
- the plant fibers are preferably coconut fibers.
- the density of the mixture is of the order of 100 Kg / m 3 , which also corresponds to a proportion by weight of crosslinked latex of between 30% and 50% of the total weight of the mixture.
- the superimposed layers 10 and 11 which make up the padding have sufficient air permeability for natural ventilation of the seat of the disabled person sitting on the cushion. They also have the essential qualities of flexibility and nervousness.
- the upper layer in very flexible animal hair has a low density and it allows to distribute the pressures well on all. the seat surface.
- the denser lower layer absorbs the shocks transmitted by the wheels of the wheelchair and acts as a suspension.
- a method for manufacturing the padding of a cushion according to the invention comprises the following operations.
- a sheet of animal hair and a sheet of vegetable fibers having a thickness slightly greater than the desired thickness of the layers 10 and 11 of the padding are formed.
- Natural latex is sprayed on the upper face of these sheets.
- the sheets are passed through a dryer at a temperature of the order of 80 ° in order to start solidifying the latex.
- the sheets are then turned over and latex is sprayed on the second face of these sheets.
- the tablecloths are again passed through a dryer at a temperature of the order of 80 °.
- the hairs or fibers are not packed and the liquid latex penetrates into the thickness of the sheets which is of the order of 20 mm to 50 mm.
- the impregnated layers are then calendered by passing them between two cylinders whose spacing is equal to the desired final thickness, for example a thickness of 40 mm for the lower layer.
- tablecloths are left to remain in an oven at a temperature of 145 ° C. for approximately forty five minutes in order to crosslink the latex and to give it its elastic properties.
- the quantity of latex which is sprayed on the sheets is determined to obtain a final density of the order of 30 Kg / m 3 for the upper sheet and of the order of 100 Kg / m3 for the lower sheet, which corresponds to a proportion by weight of latex of between 30% and 50% of the total weight.
- a proportion of latex greater than 50% of the total weight would lead to a padding which is not very breathable and unnecessarily expensive.
- a proportion less than 30% gives a padding which lacks elasticity and which tends to compact.
- the natural latex can be replaced by an equivalent synthetic elastomer and, in this case, the crosslinking temperature and the duration of stay in an oven must be chosen according to the elastomer used.
- An adhesive based on latex or elastomer which impregnates the fibers and the hairs is advantageously used for this bonding.
Landscapes
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Nursing (AREA)
- Mattresses And Other Support Structures For Chairs And Beds (AREA)
- Invalid Beds And Related Equipment (AREA)
Abstract
Description
- L'invention a pour objet des coussins anti-escarres et des procédés de fabrication de ceux-ci.
- On sait que les personnes astreintes à rester longtemps en position assise ou allongée, notamment les handicapés et paralytiques astreints à rester assis dans un fauteuil,sont exposés au risque de formation d'escarres qui sont des ulcérations de pression résultant d'une compression prolongée des tissus qui empêche le sang de circuler, ce qui entraîne une nécrose puis une décomposition des tissus qui s'infectent.
- Les paraplégiques ne ressentent pas la douleur dans la région comprimée et, de ce fait, ils sont encore plus exposés à la formation d'escarres. Les régions les plus menacées sont celles où un os ou une saillie osseuse est située près de la peau dans une région qui supporte le poids du corps.
- Le risque de formation d'escarres existe particulièrement pour les paralysés des membres inférieurs qui doivent rester en position assise, car la presque totalité du poids du corps comprime les chairs qui forment l'os coxal et qui sont situés de part et d'autre du sacrum.
- La formation d'escarres du siège entraîne des mois d'hospitalisation en position allongée pour arriver à la cicatrisation de l'ulcère et le traitement nécessite quelquefois l'excision chirurgi- cale des tissus nécrosés d'où des dépenses élevées.
- Dans la suite de l'exposé, on décrira principalement les dispositifs destinés à éviter les escarres du siège et on désignera ces dispositifs par le terme de coussins anti-escarres. Il est précisé que le terme "coussin" est utilisé dans un sens non limitatif pour désigner également des dispositifs anti-escarres qui peuvent être situés sur un dossier de fauteuil et également des matelas anti-escarres destinés à supporter des malades immobilisés en position allongée. De même le terme assise du corps est utilisé dans un sens général pour désigner toute partie du corps qui prend appui sur un coussin, un dossier ou un matelas.
- On connaît déjà des coussins et des matelas anti-escarres constitués par des poches gonflables ou par des poches remplies d'un liquide ou d'un gel ou encore des coussins ou matelas en un matériau cellulaire.
- Le brevet FR. A. 2.277.555 (HERMAT) décrit par exemple un matelas anti-escarres composé de plusieurs couches de matériaux cellulaires à cellules ouvertes ou fermées.
- Tous ces coussins et matelas connus sont facilement déformables de telle sorte qu'ils épousent parfaitement la forme du corps et que le poids du corps se répartit sur une surface d'appui la plus grande possible. Cependant, ces dispositifs connus présentent des inconvénients. Les poches gonflables ou remplies d'un liquide ou d'un gel sont forcément des enveloppes étanches, de telle sorte que la zone d'appui du corps n'est pas aérée et s'échauffe. Les coussins en mousse cellulaires s'applatissent à la longue et le matériau perd son élasticité.
- L'objectif de la présente invention est de procurer de nouveaux coussins et matelas anti-escarres, destinés aux handicapés légers astreints à rester en fauteuil pendant des périodes de durée limitée et des coussins personnalisés destinés aux handicapés astreints à garder la position assise ou allongée, lesquels coussins et matelas épousent la forme de l'assise du corps grâce à leur déformabilité ou à une mise en forme personnalisée tout en assurant une bonne aération de la zone de contact.
- Cet objectif est atteint au moyen de coussins ou matelas anti-escarres qui comportent, à l'intérieure d'une housse :
- - une plaquede base rigide;
- - un rembourrage, placé au-dessus de ladite plaque, qui est perméable à l'air et qui est composé de matières fibreuses imprégnées d'un matériau élastomère.
- Avantageusement, le rembourrage est composé de deux couches superposées : une couche supérieure en crins d'animal et une couche inférieure en fibres végétales.
- Les épaisseurs de la couche supérieure et de la couche inférieure sont respectivement de l'ordre du tiers et des deux tiers de l'épaisseur totale.
- Le matériau élastomère est, de préférence, du latex naturel qui est réticulé après avoir été pulvérisé sur la matière fibreuse et la proportion en poids de latex réticulé est comprise entre 30 % et 50 % du poids total du rembourrage.
- De préférence, la couche supérieure est composée de crins ou soies de porc, boeuf, cheval ou caprins et a une masse volumique de l'ordre dé 30 Kg/m3 et la couche inférieure est composée de fibres de noix de coco et a une masse volumique de l'ordre de 100 Kg/m3.
- Selon un premier mode de réalisation, un coussin selon l'invention comporte une plaque de base en forme de coque rigide comportant un fond perforé, deux rebords latéraux et un rebord arrière dirigés vers le haut qui ont une hauteur sensiblement égale a celle du rembourrage qu'ils entourent.
- Selon un autre mode de réalisation, un coussin selon l'invention destiné plus particulièrement aux fauteuils pliants, comporte une plaque de base rigide ayant deux robords latéraux dirigés vers le haut , ayant une hauteur de l'ordre-de quelques centimètres, qui encadrent le rembourrage.
- Un coussin personnalisé selon l'invention comporte, en outre, une plaque perforée, en une matière souple, qui épouse la forme de l'assise de l'utilisateur et qui est posée sur la face supérieure dudit rembourrage qui a été mise en forme pour épouser également la forme de l'assise de l'utilisateur.
- Un procédé de fabrication d'un coussin ou d'un matelas anti-escarres personnalisé comporte les étapes suivantes :
- - on prend une empreinte en creux de l'assise du corps d'un individu en mettant celui-ci en appui sur une enveloppe étanche déformable qui contient un matériau divisé en faisant du vide à l'intérieur de ladite enveloppe;
- - on chauffe une feuille de matière plastique thermoformable que l'on applique sur ladite empreinte en creux et on met à nouveau en appui le corps de l'individu sur ladite feuille posée sur ladite empreinte en creux jusqu'à refroidissement de ladite feuille qui constitue un moulage personnalisé à double face de l'assise de l'individu qui peut être expédié à l'usine de fabrication;
- - on fabrique en usine une coque rigide en forme de cuvette comportant. un fond perforé et des rebords dont les dimensions débordent légèrement celles dudit moulage;
- - on garnit ladite coque d'un rembourrage en matière fibreuse perméable à l'air et on façonne la face supérieure dudit rembourrage afin qu'élle épouse sensiblement la forme dudit moulage personnalisé.
- - on met en forme sur ledit moulage personnalisé une plaque épaisse et perforée d'un matériau souple et thermoformable et on dispose ladite plaque sur ledit rembourrage.
- Selon un premier mode de réalisation, pour façonner la face supérieure du rembourrage, on remplit un moule dont le fond reproduit la forme dudit moulage personnalisé d'un mélange de crins animaux ou de fibres végétales et d'un liant élastomère liquida, on chauffe ledit mélange pour solidifier le liant, on démoule, on retourne ledit rembourrage et on dispose celui-ci à l'intérieur de ladite coque.
- Selon un autre mode de réalisation, pour façonner la face supérieure du rembourrage, on divise le moulage personnalisé en mailles juxtaposées, on confectionne des blocs d'un mélange de crins végétaux ou de fibres animales et de liant élastomère correspondant aux dimensions desdites mailles et on découpe la face supérieure de chacun desdits blocs pour qu'elle reproduise sensiblement le profil dudit moulage personnalisé à l'intérieur de chacune desdites mailles et on juxtapose ensuite lesdits blocs à l'intérieur de ladite coque en les collant entre eux.
- L'invention a pour résultat de nouveaux produits qui constituent des coussins et des matelas personnalisés, qui épousent parfaitement la morphologie de l'assise du corps d'un individu tout en permettant d'aérer la zone de contact grâce aux perforations de la coque et de la plaque supérieure et grâce également à la perméabilité à l'air du rembourrage.
- Les coussins et matelas selon l'invention augmentent la surface d'appui du corps et réduisent donc les pressions d'où il résulte qu'ils évitent la formation d'escarres.
- Les coussins personnalisés selon l'invention peuvent être utilisés non seulement par des handicapés astreints à un fauteuil roulant mais également pour un meilleur confort des individus qui doivent séjourner ou travailler en position assise par exemple comme sièges pour conducteurs professionnels de véhicule ou de travailleurs en position assise.
- La description suivante se réfère aux dessins annexés qui représentent, sans aucun caractère limitatif, des exemples de réalisation de coussins anti-escarres selon l'invention.
- La figure 1 est une vue éclatée d'un coussin anti-escarres personnalisé qui est composé de trois pièces placées à l'intérieur d'une housse non représentée.
- Les figures 2 et 3 représentent une vue en perspective éclatée et une vue en coupe d'un deuxième mode de réalisation.
- Le coussin selon la figure 1 comporte une coque rigide 1 en forme de cuvette, qui est par exemple une coque moulée en polyester ou en tout autre polymère équivalent. Cette coque 1 comporte un fond 2 muni de perforations -3 et des rebords 4 qui prolongent le fond 2 vers le haut et qui enveloppent le garnissage. Dans le cas d'un coussin, la coque 1 comporte seulement deux parois latérales 4a et un rebord 4b. Elle ne comporte pas de rebord avant. La coque 1 est équipée d'une poignée 5 pour le transport du coussin. Bien entendu, les dimensions de la coque 1 sont choisies telles qu'elles débordent légèrement les dimensions de l'assise du corps de l'individu auquel le coussin est destiné.
- L'intérieur de la coque 1 est garni d'un rembourrage 6 qui est composé d'un mélange de fibres, de préférence de crins animaux ou de fibres végétales, et d'un liant élastomère qui est par exemple du latex ou une résine élastomère synthétique.
- La couche 6 est composée, de préférence, de deux couches superposées comme le représente la figure 2.
- La densité de fibres et de liant est choisie de telle sorte que le rembourrage reste perméable à l'air afin de permettre l'aération de la zone d'appui du corps. La face supérieure 6a du rembourrage 6 est façonnée de façon qu'elle épouse sensiblement la forme de l'assise de l'individu auquel le coussin est destiné. Le rembourrage 6 est placé, de préférence, dans une gaine 7 en un tissu de fibres naturelles, de préférence une gaine en tissu éponge souple. La gaine 7 est représentée à moitié ouverte.
- L'épaisseur du rembourrage 6 est légèrement inférieure à la hauteur des rebords 4 de la coque.
- Au-dessus du rembourrage & est disposée une coquille 8 qui est constituée par une plaque en une matière souple munie de perforations 9. La plaque 8 a par exemple une épaisseur de l'ordre de 10 mm et elle est composée d'un matériau thermoformable,par exemple le matériau connu sous le nom de plastazote,ou un silicone souple tel que celui qui est connu sous le nom de silastène. La plaque 8 est thermoformée pour épouser sur ses deux faces la forme de l'assise de l'individu. Ainsi, la face inférieure de la plaque 8 épouse parfaitement la forme de la face 6a qui a été -elle-même façonnée pour épouser la forme de l'assise et les pressions transmises par la plaque 8 au rembourrage 6 se répartissent uniformément dans tout le volume du rembourrage 6.
- La forme de la face supérieure de la plaque 8 épouse la forme de l'assise de l'individu et la surface d'appui du corps sur la plaque 8 est maximale.
- L'ensemble des trois pièces constitutives 1, 6 et 8 est enveloppé dans une housse amovible qui n'est pas représentée pour la clarté du dessin. Cette housse est composée de préférence, d'un tissu éponge ou d'un tissu en peluche, élastique et aéré, résistant jusqu'à 120° afin qu'il soit possible de le désinfecter à chaud et anti-allergique, qui constitue une surface de contact souple avec le corps et qui est suffisamment souple pour épouser parfaitement la forme de la plaque.
- Il arrive que certains paralytiques soient en même temps incontinents. Dans ce cas, la housse comporte, sur sa face supérieure, une double paroi formant une poche dans laquelle on peut glisser des feuilles de matière cellulosique formant des couches absorbantes qui sont facilement déformables et qui épousent donc la forme de la plaque 8 lorsque le coussin est occupé.
- La description qui précède est celle d'un coussin de siège mais il est précisé que la même structure peut s'appliquer également à des coussins destinés à garnir les dossiers d'un fauteuil ou à des matelas.
- Pour fabriquer en usine un coussin ou un matelas personnalisé selon l'invention, il faut disposer d'un moulage personnalisé de l'assise de l'individu auquel le coussin ou le matelas est destiné. Etant donné que les coussins ou matelas anti-escarres sont destinés à des patients qui ne peuvent se déplacer, il a fallu mettre au point un procédé qui permette de confectionner sur place un moulage de l'assise d'un individu en utilisant un matériel relativement simple et facile à transporter.
- Dans une première étape, on prend une empreinte en creux de l'assise de l'individu. Pour obtenir cette empréinte, on utilise une enveloppe étanche déformable qui contient un matériau divisé, par exemple une enveloppe gonflable en matière plastique souple, qui contient des petites billes en verre ayant un diamètre de l'ordre du millimètre. 0n fait ensuite progressivement du vide à l'intérieur de l'enveloppe au moyen d'une pompe à vide jusqu'à atteindre par exemple une pression absolue dans l'enveloppe de l'ordre de 100 millibars. Ce vide plaque l'enveloppe contre les billes et l'enveloppe maintient les billes en position, de telle sorte que l'on obtient ainsi une empreinte en creux de l'assise.
- Dans une deuxième étape, on chauffe une feuille de matière plastique thermoformable à la température à laquelle elle se ramollit, qui est de l'ordre de 70° et on applique la feuille chaude sur l'empreinte en creux obtenue précédemment. On fait asseoir ensuite l'individu sur la feuille posée sur l'empreinte en creux et on attend que la feuille se refroidisse. La feuille constitue un moulage double face personnalisé de l'assise de l'individu, facile à transporter et c'est ce moulage personnalisé qui est expédié en usine et qui sert à confectionner un coussin adapté à la morphologie individuelle de l'utilisateur.
- On utilise le moulage pour façonner la face supérieure 6a du rembourrage 6 et pour thermoformer la plaque perforée 8, qui est conformée directement sur le moulage.
- Pour façonner le rembourrage 6 selon un premier procédé, on confectionne d'abord un moule en forme de cuvette dont le fond reproduit la forme du moulage personnalisé 8 et dont la hauteur est égale à l'épaisseur du rembourrage 6. On remplit ensuite ledit moule d'un mélange de crins animaux ou de fibres végétales imprégnés de latex liquide. On choisit une densité de mélange telle que le rembourrage soit perméable à l'air et qu'il reste souple, mais qu'il ne s'écrase pas trop sous la charge. On chauffe le mélange a une température suffisante pour que le latex se solidifie. Après quoi on démoule et on retourne le rembourrage afin que la face 6a, qui était en contact avec le fond du moule et qui reproduit l'empreinte de celui-ci, devienne la face supérieure du rembourrage et on place le rembourrage dans la coque 1..
- Selon un deuxième procédé, pour façonner le rembourrage 6 on divise le moulage personnalisé en mailles identiques juxtaposées, par exemple en mailles carrées ou rectangulaires.
- On confectionne une nappe de rembourrage d'épaisseur uniforme et on découpe celle-ci en blocs dont la section horizontale est égale à la dimension des mailles. Après quoi on découpe la face supérieure de chaque bloc de rembourrage pour qu'elle reproduise sensiblement le profil dudit moulage personnalisé à l'intérieur de chacune des mailles. Ce découpage peut être fait par exemple au moyen d'un palpeur qui suit le profil du moulage à l'intérieur de chaque maille et qui est relié à un outil à découper tel qu'un ciseau qui suit les mouvements du palpeur et qui découpe la face supérieure de chaque bloc de rembourrage en recopiant le profil suivi par le palpeur.
- Une fois tous les blocs confectionnés, on les juxtapose à l'intérieur de la coque 1 en les collant entre eux.
- Pour confectionner sur place les moulages personnalisés de l'assise d'un patient, on dispose d'un matériel portatif placé dans une mallette qui contient, d'une part, des plaques en matières thermoplastique dont la surface correspond à celle des plus grandes assises, une poche gonflable remplie de petites billes et une petite pompe à vide. La poche gonflable peut être réutilisée plusieurs fois. Après qu'elle a servi à confectionner le moulage double face d'un individu, il suffit de supprimer le vide dans la poche pour que le billes soient libérées et la poche reprend alors sa forme initiale.
- Les figures 2 et 3 représentent respectivement une vue éclatée et une coupe transversale des éléments constitutifs d'un deuxième mode de réalisation qui est un coussin anti-escarres non personnalisé. Les parties homologues à celles de la figure 1 sont représentées par les mêmes repères.
- Ce deuxième coussin est un coussin plus économique que le précédent qui est destiné à des handicapés légers ayant à séjourner en fauteuil pour une durée limitée.
- Il comporte une housse 12, en tissu éponge, équipée de moyens de fermeture par exemple d'une fermeture à glissière ou d'un élastique qui la rendent amovible, de telle sorte qu'il est possible de la laver séparément. La housse 12 n'est pas représentée sur la figure 2. ,La housse 12 enveloppe a- la fois une plaque de base rigide 2 et un rembourrage 6.
- La plaque 2 est par exemple en matière plastique ayant une épaisseur de l'ordre d'un centimètre. Elle comporte deux rebords latéraux 4a dirigés vers le haut, ayant une hauteur de l'ordre de deux centimètres, qui encadrent le rembourrage 6. Elle peut être pleine ou perforée.
- La plaque 2 a une largeur et une profondeur très légèrement inférieures aux dimensions du siège en toile d'un fauteuil pliant pour handicapé sur lequel le coussin est posé.
- La plaque 2 repose sur les montants du siège et elle évite que la toile ne puisse se cintrer.
- La housse 12 contient en outre, un rembourrage 6, qui est posé au-dessus de la plaque de base 2.
- Le rembourrage 6 est enfermé dans une enveloppe 7 en toile. Le rembourrage 6 est composé de deux couches superposées 10 et 11 dont l'épaisseur est égale respectivement à environ les deux tiers de la hauteur pour la couche inférieure 10 et le tiers de la hauteur pour la couche supérieure 11.
- La couche supérieure 11, sur laquelle prend appui l'assise du handicapé, est composée d'un mélange de-crins d'animal et d'un matériau élastomère qui est, de préférence, du latex naturel réticulé.
- Les crins sont, de préférence, des crins de boeuf, de cheval, de porc ou de caprins, qui sont des crins très souples, ne risquant pas de'blesser l'assise du handicapé.
- La masse volumique du mélange de crins et du latex qui compose la couche 11 est de l'ordre de 30 Kg/m3, ce qui correspond à une proportion en poids de latex réticulé comprise entre 30 % et 50 % du poids total du mélange. Cette proportion permet d'obtenir un mélange qui est à la fois perméable à l'air et suffisamment élastique pour ne pas se tasser et pour reprendre son volume initial lorsqu'il n'est plus comprimé par le poids de l'occupant du fauteuil.
- La couche inférieure 10 est composée d'un mélange de fibres végétales et d'un élastomère qui est, de préférence du latex réticulé. Les fibres végétales sont, de préférence, des fibres de noix de coco. La masse volumique du mélange est de l'ordre de 100 Kg/m3, ce qui correspond également à une proportion en poids de latex réticulé comprise entre 30 % et 50 % du poids total du mélange.
- Les couches superposées 10-et 11 qui composent le rembourrage présentent une perméabilité à l'air suffisante pour une aération naturelle de l'assise du handicapé assis sur le coussin. Elles présentent également les qualités de souplesse et de nervosité indispensables. La couche supérieure en crins animaux très souples a une faible densité et elle permet de bien répartir les pressions sur toute. la surface de l'assise. La couche inférieure plus dense amortit les chocs retransmis par les roues du fauteuil et fait fonction de suspension.
- Un procédé pour fabriquer le rembourrage d'un coussin selon l'invention comporte les opérations suvantes. On forme une nappe de crins animaux et une nappe de fibres végétales ayant une épaisseur légèrement supérieure à l'épaisseur désirée des couches 10 et Il du rembourrage.
- On pulvérise sur la face supérieure de ces nappes du latex naturel. On fait passer les nappes dans un séchoir à une température de l'ordre de 80° afin de commencer à solidifier le latex. On retourne ensuite les nappes et on pulvérise du latex sur la deuxième face de ces nappes. On fait passer à nouveau les nappes dans un séchoir à une température de l'ordre de 80°.
- Pendant ces opérations de pulvérisation, les crins ou les fibres ne sont pas tassés et le latex liquide pénètre dans l'épaisseur des nappes qui est de l'ordre de 20 mm à 50 mm.
- On calandre ensuite les nappes imprégnées en les faisant passer entre deux cylindres dont l'écartement est égal à l'épaisseur finale désirée, par exemple une épaisseur de 40 mm pour la nappe inférieure.
- Enfin, on laisse séjourner les nappes dans une étuve à une température de 145°C pendant environ quarante cinq minutes afin de réticuler le latex et de lui conférer ses propriétés élastiques.
- La quantité de latex qui est pulvérisée sur les nappes est déterminée pour obtenir une densité finale de l'ordre de 30 Kg/m3 pour la nappe supérieure et de l'ordre de 100 Kg/m3 pour la nappe inférieure, ce qui correspond à une proportion en poids de latex comprise entre 30 % et 50 % du poids total. Une proportion de latex supérieure à 50 % du poids total conduirait à un rembourrage trop peu perméable à l'air et inutilement onéreux.
- Une proportion inférieure à 30 % donne un rembourrage qui manque d'élasticité et qui tend à se.tasser.
- Bien entendu, le latex naturel peut être remplacé par un élastomère de synthèse équivalent et, dans ce cas, la température de réticulation et la durée de séjour en étuve doivent être choisis en fonction de l'élastomère utilisé.
- Une fois les nappes préparées en bandes par le procédé qui vient d'être décrit, on découpe dans ces bandes des rectangles ou des carrés aux dimensions des coussins et on solidarise par collage une couche de crins imprégnés avec une couche 'de fibres imprégnées.
- On utilise avantageusement pour ce collage une colle à base de latex ou de l'élastomère qui imprègne les fibres et les crins.
Claims (12)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT81430014T ATE12890T1 (de) | 1980-05-22 | 1981-05-21 | Das aufliegen verhindernde einzelne kissen und matratzen und verfahren zur herstellung. |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8011754 | 1980-05-22 | ||
| FR808011754A FR2482856B1 (fr) | 1980-05-22 | 1980-05-22 | Coussins et matelas anti-escarres individuels et procedes de fabrication |
| FR8015748 | 1980-07-11 | ||
| FR8015748A FR2486391A1 (fr) | 1980-07-11 | 1980-07-11 | Coussin anti-escarres et procede de fabrication |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0041037A2 true EP0041037A2 (fr) | 1981-12-02 |
| EP0041037A3 EP0041037A3 (en) | 1982-01-13 |
| EP0041037B1 EP0041037B1 (fr) | 1985-04-24 |
Family
ID=26221802
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81430014A Expired EP0041037B1 (fr) | 1980-05-22 | 1981-05-21 | Coussin anti-escarres et procédé de fabrication |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0041037B1 (fr) |
| DE (1) | DE3170098D1 (fr) |
| DK (1) | DK224081A (fr) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4643481A (en) * | 1984-11-08 | 1987-02-17 | Saloff William S | Seat system for preventing decubiti |
| US4955922A (en) * | 1988-12-20 | 1990-09-11 | Ryugo Terauchi | Urine-collecting apparatus for wheel-chair |
| WO1996039908A1 (fr) * | 1995-06-07 | 1996-12-19 | Minnesota Mining And Manufacturing Company | Coussin moule personnalise et procedes |
| US5904398A (en) * | 1997-10-23 | 1999-05-18 | Farricielli; Susan | Ergonomically designed seat assembly for a portable wheelchair |
| US6877815B2 (en) * | 2003-01-30 | 2005-04-12 | Aprica Kassai Kabushikikaisha | Seat of child-care instrument |
| US10555848B2 (en) | 2017-04-29 | 2020-02-11 | Harikrishan S. Sachdev | Portable cushion and method of use |
| US11191687B2 (en) | 2017-04-29 | 2021-12-07 | Harikrishan S. Sachdev | Portable cushion and method of use |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE373561A (fr) * | ||||
| FR605676A (fr) * | 1925-11-04 | 1926-05-31 | Coussin composé de plusieurs couches de matières superposées | |
| US2866497A (en) * | 1957-02-01 | 1958-12-30 | Molded Foam Corp | Composite cushion and method of making the same |
| FR2123609A5 (fr) * | 1971-01-25 | 1972-09-15 | Leoty Michel | |
| US3691569A (en) * | 1968-12-28 | 1972-09-19 | Takeo Ikada | Cushion |
| FR2187269A1 (fr) * | 1972-06-08 | 1974-01-18 | Contourpedic Corp |
-
1981
- 1981-05-21 EP EP81430014A patent/EP0041037B1/fr not_active Expired
- 1981-05-21 DE DE8181430014T patent/DE3170098D1/de not_active Expired
- 1981-05-21 DK DK224081A patent/DK224081A/da not_active Application Discontinuation
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE373561A (fr) * | ||||
| FR605676A (fr) * | 1925-11-04 | 1926-05-31 | Coussin composé de plusieurs couches de matières superposées | |
| US2866497A (en) * | 1957-02-01 | 1958-12-30 | Molded Foam Corp | Composite cushion and method of making the same |
| US3691569A (en) * | 1968-12-28 | 1972-09-19 | Takeo Ikada | Cushion |
| FR2123609A5 (fr) * | 1971-01-25 | 1972-09-15 | Leoty Michel | |
| FR2187269A1 (fr) * | 1972-06-08 | 1974-01-18 | Contourpedic Corp |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4643481A (en) * | 1984-11-08 | 1987-02-17 | Saloff William S | Seat system for preventing decubiti |
| US4955922A (en) * | 1988-12-20 | 1990-09-11 | Ryugo Terauchi | Urine-collecting apparatus for wheel-chair |
| WO1996039908A1 (fr) * | 1995-06-07 | 1996-12-19 | Minnesota Mining And Manufacturing Company | Coussin moule personnalise et procedes |
| US5904398A (en) * | 1997-10-23 | 1999-05-18 | Farricielli; Susan | Ergonomically designed seat assembly for a portable wheelchair |
| US6877815B2 (en) * | 2003-01-30 | 2005-04-12 | Aprica Kassai Kabushikikaisha | Seat of child-care instrument |
| US10555848B2 (en) | 2017-04-29 | 2020-02-11 | Harikrishan S. Sachdev | Portable cushion and method of use |
| US11191687B2 (en) | 2017-04-29 | 2021-12-07 | Harikrishan S. Sachdev | Portable cushion and method of use |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3170098D1 (en) | 1985-05-30 |
| EP0041037A3 (en) | 1982-01-13 |
| EP0041037B1 (fr) | 1985-04-24 |
| DK224081A (da) | 1981-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2186544C (fr) | Coussin pour le coccyx | |
| US6541094B1 (en) | Laminated visco-elastic support | |
| US8025964B2 (en) | Laminated visco-elastic support | |
| BE833663A (fr) | Matelas a garniture inseree a pression variable | |
| EP0165208B1 (fr) | Elément thermoformable et utilisation de cet élément | |
| CA2259923C (fr) | Coussin hybride mousse-air et son procede de production | |
| CH580951A5 (fr) | ||
| FR2470565A1 (fr) | Perfectionnement a un sommier | |
| EP0041037B1 (fr) | Coussin anti-escarres et procédé de fabrication | |
| FR2525451A1 (fr) | Coussin anti-escarres | |
| FR2657075A1 (en) | Padding material having elements in two parts | |
| US20070128407A1 (en) | Silicone-coated furniture | |
| KR101820512B1 (ko) | 교체 가능한 쿠션을 구비한 기능성 쿠션소파 | |
| JP4004717B2 (ja) | 複合発泡体の製造方法 | |
| GB2228193A (en) | Inflatable support devices | |
| FR2482856A1 (fr) | Coussins et matelas anti-escarres individuels et procedes de fabrication | |
| FR2572271A1 (fr) | Objet climatiseur. | |
| FR2486391A1 (fr) | Coussin anti-escarres et procede de fabrication | |
| EP1086681A1 (fr) | Dispositif de matelas basse pression réglable | |
| WO2006043151A2 (fr) | Tapis pour langer les bebes | |
| JPH1014718A (ja) | エアークッション | |
| JPH0994134A (ja) | クッション性構造体、並びにこれを用いたクッション用パッド及び腰掛け | |
| NL8502847A (nl) | Zitinrichting voor vouwrolstoel. | |
| FR2616320A1 (fr) | Tapis anti-escarres | |
| JPH044737Y2 (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): AT BE DE GB IT NL |
|
| AK | Designated contracting states |
Designated state(s): AT BE DE GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19820421 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19850419 Year of fee payment: 5 |
|
| AK | Designated contracting states |
Designated state(s): AT BE DE GB IT NL |
|
| REF | Corresponds to: |
Ref document number: 12890 Country of ref document: AT Date of ref document: 19850515 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3170098 Country of ref document: DE Date of ref document: 19850530 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19850531 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19860203 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19860521 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19860531 |
|
| BERE | Be: lapsed |
Owner name: INSTITUT NATIONAL DE LA SANTE ET DE LA RECHERCHE M Effective date: 19860531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19861201 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19881118 |