EP0010018A1 - Verfahren und Maschine zum Herstellen eines flachen,viereckigen Beutels und zum Füllen dieses Beutels mit einer bestimmten Menge fester oder flüssiger Stoffe - Google Patents
Verfahren und Maschine zum Herstellen eines flachen,viereckigen Beutels und zum Füllen dieses Beutels mit einer bestimmten Menge fester oder flüssiger Stoffe Download PDFInfo
- Publication number
- EP0010018A1 EP0010018A1 EP79400644A EP79400644A EP0010018A1 EP 0010018 A1 EP0010018 A1 EP 0010018A1 EP 79400644 A EP79400644 A EP 79400644A EP 79400644 A EP79400644 A EP 79400644A EP 0010018 A1 EP0010018 A1 EP 0010018A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bag
- phase
- machine
- heat
- jaws
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 239000007788 liquid Substances 0.000 title claims abstract description 6
- 239000007787 solid Substances 0.000 title claims abstract description 5
- 238000000034 method Methods 0.000 title claims description 17
- 239000000126 substance Substances 0.000 title 1
- 239000000463 material Substances 0.000 claims abstract description 30
- 238000007789 sealing Methods 0.000 claims abstract description 21
- 238000003466 welding Methods 0.000 claims description 16
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 238000001816 cooling Methods 0.000 claims description 2
- 230000000712 assembly Effects 0.000 claims 1
- 238000000429 assembly Methods 0.000 claims 1
- 238000004806 packaging method and process Methods 0.000 abstract 1
- 238000009826 distribution Methods 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 238000004049 embossing Methods 0.000 description 3
- 239000011343 solid material Substances 0.000 description 3
- 230000003313 weakening effect Effects 0.000 description 3
- 239000004020 conductor Substances 0.000 description 2
- 239000003814 drug Substances 0.000 description 2
- 229940079593 drug Drugs 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000011344 liquid material Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 229910000746 Structural steel Inorganic materials 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/023—Packaging fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
- B65B51/30—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes
Definitions
- the invention relates to a method for producing a bag of generally flat shape and of contour in the shape of a parallelogram or rectangle, closed on all four sides, in a heat-sealable material in the form of a sheet, and for filling this bag with a predetermined quantity of '' a solid or liquid material.
- the invention also relates to a machine for implementing the. process and a sachet obtained by the implementation of the process on the machine.
- Such a method has the essential drawback that the filling of the sachet with the filling material takes place concomitantly with the production of the bottom and of the two longitudinal edges of the sachet.
- This being obtained by heat sealing, this results in a certain rise in the temperature of the sachet during production so that the filling material falling into the sachet is brought suddenly to a temperature higher than that desirable which may prove to be very troublesome in case the filling material is a heat sensitive drug.
- this simultaneous production of the bag and its filling makes it difficult to use a filling material in liquid form.
- a machine known for implementing this process comprises two sets of means for supplying continuous heat-sealable bands two drums permanently applied one against the other, driven in permanent rotation, one in the direct direction, the other in the indirect direction.
- These two drums comprise, on a common generator, two heating elements intended to produce the bottom and the upper side of the successive sachets.
- the two drums also include two pairs of longitudinal heat-sealing circumferences of the bags spaced apart axially from one another, coming in reciprocal correspondence. Between the circumferences, the drums are hollowed out so as to allow the passage of means for transferring the filling material associated with means of distribution and means for storing this material.
- the invention therefore aims to remedy these various drawbacks.
- a machine comprising two sets of means for supplying continuous heat-sealable strips, two sets of means for mutual transverse heat-sealing of the two strips coming from the two sets of supply means; two sets of mutual longitudinal heat sealing means of the two bands also constituting means ensuring the movement of the bands; means for storing the material to be bagged; means for dispensing a predetermined amount of c material; means for transferring this predetermined quantity into a sachet, is characterized in that it comprises means suitable for holding the two sets of mutual longitudinal heat-sealing means and scroll means on the one hand, applied one against the 'other during a first part of the machine operating cycle and on the other hand, separated from each other during a second part of the machine operating cycle.
- a sachet produced by the method and the machine according to the invention can have a shape of parallelogram and comprises along its bottom and / or on its upper side a weakening zone allowing the tearing in the direction as well. transverse than longitudinal.
- a machine according to the invention ( Figure 1) comprises a frame 1 comprising in particular a sole 2, a front plate 3 and a top plate 4; two sets 5a, 5b of means for supplying continuous strips of heat-sealable material; two sets 7a, 7b of mutual transverse heat sealing of the two strips 6a, 6b, coming from the supply means 5a, 5b; two sets 8a, 8b of mutual longitudinal heat sealing means of the two bands 6a, 6b, also constituting means ensuring the threading of these bands; storage means 9 for the material to be bagged; means 10 for dispensing a predetermined quantity of this material; means 11 for transferring this predetermined quantity into a sachet produced from strips 6a, 6b.
- the supply means 5a, 5b, and the welding means 7a, 7b, 8a, 8b are supported by the front plate 3 on the side of its front face 3a.
- the storage means 9, distribution 10 and transfer 11 are carried by the top plate 4 directly above the welding means 7a, 7b, 8a, 8b.
- Each set of supply means 5a, 5b comprises a pin 12 mounted for free rotation about its axis 13 carried by the front plate 3, capable of receiving a coil 14 on which is wound a continuous strip 6a, 6b; return rollers 15 and 16, with horizontal axes, the roller 16 being placed directly above the welding means 7a, 7b, 8a 8b.
- the storage means 9 are in the form of a reservoir of suitable shape capable of receiving the material to be bagged, itself in the solid state, in the form of powder, granules or the like or in liquid form.
- the distribution means 10 are, for example, in the form of a disk of cells, filling with the material to be bagged in the storage means 9 and coming in correspondence with the transfer means 11, the disc being driven in rotation about its vertical axis of revolution 17.
- the transfer means 11 are in the form of a tube or conduit of generally vertical direction, directed downward, passing between the rollers 16 and whose lower end is permanently located above the transverse welding means 7a, 7b.
- the welding means 7a and 8a, on the one hand, 7b and 8b, on the other hand, are carried respectively by jaws 18a 18b, to which we will return later.
- the machine comprises means 19 suitable for holding the jaws 18a, 18b on the one hand, applied against each other during a first initial part of the operating cycle of the machine and, on the other hand , separated transversely from each other during a second final part of the cycle.
- the means 19 comprise in combination means 20 urging the jaws 18a, 18b one against the other permanently during the first and second parts of the cycle of the machine and of the means 21 controlled during only the second part of the cycle of the machine and acting against the means 20 in order to separate the jaws 18a, 18b.
- the machine is generally symmetrical around a vertical plane, the trace P of which is illustrated in FIGS. 1 to 3. It will therefore be sufficient to describe only one of the sets of the machine when the latter has two identical and symmetrical with respect to the plane P.
- the machine finally comprises, possibly, on the one hand, means 22 for cutting the bags between them, also acting as precut means and printing means 23 of one or both of the two strips 6a , 6b.
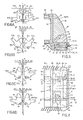
- Each jaw 18a, 18b comprises a support and resistance piece 24 having, in cross-section, a general shape of L, made of a heat-conducting material, in particular metal, comprising a large normally vertical branch or back 25 and a shorter branch normally horizontal or seated 26.
- the backrest 25 is shaped so that it can be applied to a retaining piece 27.
- tapped blind holes 28 are drilled in the external face of the backrest 25 and allow the screwing of fixing screws to the retaining piece 27 .
- the seat 26 comprises two branches of the same general shape; namely an upper branch 29 and a lower branch 30, spaced transversely from one another by a free space 31 opening on the one hand, on the side of the free end of the seat 26 and, on the other hand , on the side of its junction with the backrest 25.
- the edges 32, 33 of the inner and lower branches 29 and 30, situated on the side of the free end of the seat 26 are coplanar and preferably include reliefs forming an embossing.
- Two plates 34 of the same general shape, limited by a vertical edge 35, a horizontal edge 36, and an edge 37 in the form of an arc of a circle extending between the two edges 35 and 36, are fixed to the support piece 24 transversely, that is to say that the planes of the plates 34 are perpendicular to the edge between the backrest 25 and the seat 26.
- the two plates 34 are further apart transversely from one another.
- the fixing of a plate 34 to the support part 24 is carried out by means of a screw passing through a hole 38 drilled in the part 24 at the junction of the backrest 25 with the seat 26, coming to shoulder on the part 24 and screw into a tapped blind hole 39 of the plate 34 at the junctions of the edges 35 and 36.
- the thickness e of a plate 34 at the location of the edge 37 corresponds substantially to the thickness e of the edges 32,33.
- the plate 34 has a portion 40 of greater thickness, for example adjacent to the horizontal edge 36 therefore ensuring sufficient contact between the plate 34 and the support part 24.
- the plate 34 is produced in the same way as the support part 24 made of a heat conductive material.
- the length of the horizontal edge 36 is such that the arcuate edge 37 is tangent to the edges 32,33 which thus extend the edge 37 from the horizontal edge 36.
- the edge 37 comprises reliefs constituting an embossing extending perpendicular to the embossing of the edges 32 and 33.
- the holes 38 are of elongated shape, as illustrated in FIG. 4 which allows, for easy desserement plate locking screws 34 to remove them from one another or at cetraire, to bring them closer and over a sufficiently im p or- aunt race without provided to modify support piece 24.
- the support part 24 and the plates 34 can be heated in particular at the location of the edges 32,33 and the edges 37.
- the edges 32 and 33 constitute thus, in combination, the transverse welding means 7a, 7b.
- the edge 37 it also constitutes longitudinal welding means 8a, 8b.
- the free space 31 serves as a housing for the means 22 for cutting or precut.
- These means are in the form of a blade associated with each nors] 8a, 18b comprising an active part extending transversely 41 and a shank 42, slidably mounted in the support piece 24 cut in order to constitute a guide for the blade.
- the free outer edge of the part 41 has a toothing 43 to which we will return later.
- the two ends of the part 41 spaced transversely from one another 44 protrude from the part 24, as illustrated in FIG. 4. With each of these end parts is associated an elastic member 45, such as a spring, urging the sliding blade towards the inside of the support piece 24 in the direction of the arrow F, in FIG. 4.
- the tail 42 opens into a housing 46 formed at the rear of the support piece 24 at the location of the junctions of the branches 29 and 30 which allows the passage of a mechanical member of push type, not shown, carried by the holding part 27 and capable of urging the blade towards the outside of the support part 24.
- a mechanical member of push type not shown
- edges 32 and 33 constitute the transverse welding means 7a, 7b. More specifically, the edge 32 constitutes upper transverse welding means intended to produce the bottom of a bag while the edge 33 constitutes lower transverse welding means intended to produce the upper side of the bag.
- a jaw 18a, 18b does not have a generally straight prismatic shape as has just been described, but a generally inclined prismatic shape, that is to say that in particular the edge between the back 25 and the seat 26 is not perpendicular to the plane of the plates 34 but inclined relative to the perpendicular.
- This arrangement makes it possible to produce a bag in the general shape of a parallelogram, as illustrated in FIG. 7.
- the toothing 43 of the means 22 is such that it allows perforations to be made between two sachets, to which we will come back later, ensuring the possibility of tearing trans sal and longitudinal.
- the part 27 has a general shape of angle iron comprising a first branch 50, normally perpendicular to the front flap 3; a return 51 from the free end of the first branch 50, directed coplanar with respect to the front plate 3; a support plate 52 at the free end of the return 51, on which the part 24 is fixed, as indicated above; a second branch 53 normally parallel to the front plate . 3 pivotally mounted on the side of its free end on an arm 54 around a horizontal axis 55 and perpendicular to the front plate 3.
- the part 27 is narrowed at the point of the return 51 and of its junction with the first branch 50 which constitutes a zone of elastic deformation of this part 27 spaced transversely from the axis 55 and ensuring perfect application of the two jaws 18a, 18b one, n-be the other when this is necessary even though the efforts provided to achieve this result are exerted in a remote manner on the arms 54.
- the machine comprises two arms 54a, 54b respectively associated respectively with the jaws 18a, 18b.
- the arms 54a, 54b are placed on the side of the rear face 3b of the front plate 3 which has two openings 56 making it possible to connect said arms 54a, 54b to the two jaws 18a, 18b as previously indicated.
- the arms 54a, 54b are normally placed vertically and directed downwards, of a sufficient length, articulated at their extreme part lower than the front plate 3 around axes of articulation 57a, 57b, horizontal and perpendicular to said plate 3 .
- the arms 54a, 54b being able to oscillate over a short stroke from their vertical median position illustrated in FIG. 2, the axes 55a, 55b describe two short sections of circumference, which, taking into account their length and taking into account the length of the arms 54a, 54b can be assimilated, for the sake of clarity, to two horizontal sliding segments in the plane of the plate 3. Consequently, the part 27, therefore the part 24 and the jaws 18a, 18b are mounted d 'on the one hand pivoting about the axes 55a, 55b, and, on the other hand horizontally sliding in the plane of the plate 3. Given this movement, the openings 56 are naturally of sufficient size.
- the machine therefore includes means 58 suitable for driving the jaws 18a, 18b in alternating rotation, as will be seen later, and means 59 suitable for sliding the jaws 18a, 18b. It is these means 59 which comprise the means 19 themselves constituted by the combination of means 20 and 21.
- the means 58, 59 will now be described with more reference to FIGS. 2 and 3.
- the machine comprises a central rotary motor 60 possibly provided with reduction or reduction means, driving, by means of connection means 61, such as chains, belts or the like, a central pinion 62 of horizontal axis 63 perpendicular to the front plate 3 , on which is for example wedged a toothed wheel 64 cooperating with the connecting means 21 and placed on the side of the rear face 3b of the plate 3.
- the pinion 62 is naturally carried by the plate 3 by means of an appropriate bearing.
- the axis 63 is preferably placed in the vertical plane of symmetry of the machine in the vicinity of the jaws 18a, 18b.
- the means 58 comprise two drive levers 65a, 65b, respectively secured to the parts 27a, 27b associated with the jaws 18a, 18b, therefore movable in rotation around the axes 55a, 55b.
- the drive levers 65a, 65b are freely articulated respectively to two connecting rods 66a, 66b around axes 67a, 67b horizontal and parallel to the axes 55a, 55b.
- the two connecting rods 66a, 66b are articulated with one another, freely at their opposite end, around an axis 68 of a pin 69 carried by a carriage 70 mounted freely sliding vertically in the track plane P by means of sliding means 71 such as two runners 72, vertical, fixed to the sole 2, cooperating with corresponding holes in the carriage.
- the carriage 70 is moved vertically alternately upward and downward by any suitable means and in particular by an ispositif of the rod-crank type.
- a bie 73 is provided, the foot of which is articulated to the carriage 70 around an axis 74 er, the head of which is articulated around an axis 75 on a crank 76 wedged on the central pinion 62 and therefore pivoting. around axis 63.
- the crank 76 is of adjustable length, which makes it possible to vary the spacing between the axes 63 and 75.
- the crank 76 may include a slide 77 wedged on the central pinion 62 and a carriage 78 capable of sliding. on the slide 77 and to be wedged in any desired position thanks to locking means 79 such as nuts or the like, the connecting rod 73 being articulated, by its head to the carriage 78 around the axis 75.
- locking means 79 such as nuts or the like
- the connecting rod 73 being articulated, by its head to the carriage 78 around the axis 75.
- the crank 76 When the crank 76 is adjusted, the sliding stroke of the carriage and therefore the rotation stroke of the levers 65a, 65b can be varied. More specifically, the spacing of the axes 63 and 75 causes an increase in the amplitude of pivoting of the levers 65a, 65b. Due to the conformation of the means 58, the levers 65a, 65b rotate simultaneously on the same amplitude but in the opposite direction.
- the radius of curvature of the edges in an arc 37 of each of the jaws 18a, 18b coincides respectively with the axes 55a, 55b.
- the jaws 18a, 18b can pivot in opposite directions and of the same abso value read while remaining tangent when the axes 55a and 55b are fixed, which is the case when the arms 54a, 54b themselves remain fixed.
- the sliding means 59 comprise, as has already been said, means 20 urging the jaws 18a, 18b one towards the other and means 21 acting in opposite directions.
- the means 20 comprise in particular two elastic members such as helical springs, each of them generally horizontal and parallel to the front plate 3, bearing at one end on a cup 80 rigidly fixed to the front plate 3 on the side of its rear face 3b and by its opposite end on an arm 54a, 54b preferably in the vicinity of the corresponding axis 55a, 55b while urging these arms in the direction of the trace plane P permanently.
- the means 21 comprise for example associated with each arm 54a, 54b two rods 81a, 81b, of general horizontal direction and parallel to the front face 3, extending from the arms in the direction of the trace plane P to the free end portions of which are mounted with free pivoting two rollers 82a, 82b around horizontal axes 83a, 83b perpendicular to the front plate 3.
- the axes 83a, 83b are diametrically opposite with respect to the axis 63.
- the two rollers 82a, 82b cooperate with a cam 84 of suitable profile mounted wedged on the pinion 62.
- the cam 84 has a part of normal circumference corresponding to the case where the two arms 54a, 54b, are normally vertical and the two jaws 18a, 18b applied one against the other the other and at least one projection forming part where the arms 54a, 54b are slightly inclined, their upper free ends being spaced from one another and the two jaws 18a, 18b also spaced from each other and this against springs constituting the means 20.
- the rods 81a, 81b are preferably adjustable in length, which makes it possible to adjust the sliding stroke of the jaws 18a, 18b.
- the strips 6a, 6b pass over the rollers 16 and are applied against each other by the jaws 18a, 18b, in contact by the transverse welding means 7a, 7b.
- the means 21 are therefore elastic.
- Below the two jaws 18a, 18b there is a bag S1, the bottom and the two longitudinal vertical sides of which have been produced previously. this bag S1 having also been filled.
- the jaws 18a, 18b are rotated in the direction of the arrows f in FIG. 6A, around the axes 55a, 55b, stationary.
- the curve C2 in FIG. 8 which illustrates the relative position of the two jaws 18a, 18b, these are closed.
- the heating means associated with the jaws 18a, 19b, are used, as indicated by the valve C3 so that the two lower branches 30 of the jaws produce the upper side of the bag S1.
- the upper branches 29 of the two jaws simultaneously produce the bottom F2 of the following bag S2.
- a transverse section or a transverse cut Dl, to which we will return later and this, thanks to the means 22.
- the printing means 23 are not used during this time tl.
- a second step t2 located immediately after t1 the traction of the bands 6a, 6b is maintained, as illustrated by the curve CI, the jaws remain closed, as illustrated by the curve C2 and the heating means remain active, as illustrated by the curve C3.
- the jaws 18a, 18b are driven in rotation by the means 58 so that the edges in a circular arc 37 of these jaws hold in tangency with each other, starting from the horizontal edge 36, up to at, at the latest, the vertical edge 35.
- This displacement in rotation is made possible because the center of the edges in an arc of a circle 37 is constituted by axes of rotation 55a; 55b.
- the means 8a, 8b, being made active gradually cause the sides to be produced longitudinal CL2 of the bag S2 and this, up to their upper end.
- a third step t3, following t2, the jaws 18a, 18b, are separated from each other by means of the sliding means 59 and, more precisely, by the means 21 acting against the elastic means 20 and this, as illustrated by curve C2. It follows that the bands 6a, 6b are no longer entrained, as illustrated by the curve C1. Simultaneously, the heating means are stopped and the temperature of the jaws 18a, 18b and of the bands decreases, as illustrated by the curve C3. The distribution means 10 and transfer 11 are not more active and there is no filling of the bag as illustrated by the curve C4. In this phase, however, advantage is taken of the fact that the strips 6a, 6b are at rest in order to use the printing means 23.
- the filling occurs during the necessary time, and this according to the nature and the quantity of material to place in the sachet.
- the filling phase is distinct and subsequent to the phase of producing the bottom and the longitudinal sides of the bag. Either this third phase immediately follows the second phase, or the third phase does not immediately follow the second phase, an intermediate cooling phase being provided between them, as has just been described.
- this method and of this machine makes it possible to produce a sachet such as that illustrated in FIG. 7 corresponding to the particular case where the sachet is of rectangular shape which has the additional advantage of allowing the accumulation of the product in an angle of the bag and, also, the opening of said bag at an acute angle thereof.
- the means 22 produce holes T of characteristic shape either parallelogram or diamond. It follows that these holes T provide a possibility of longitudinal tearing of the bands constituting the bag in the direction of the arrows D in FIG. 7 or possibilities of transverse tearing in the direction of the arrows T.
- the means 22 can be controlled, for example according to a determined sequence, so as to effect a greater projecting sliding which has the ef-effect and of ensuring a total transverse cutting.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Making Paper Articles (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR7826763A FR2436672A1 (fr) | 1978-09-19 | 1978-09-19 | Procede et machine pour realiser un sachet plat quadrangulaire et remplir ce sachet d'un materiau solide ou liquide en quantite predeterminee |
| FR7826763 | 1978-09-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0010018A1 true EP0010018A1 (de) | 1980-04-16 |
Family
ID=9212752
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP79400644A Ceased EP0010018A1 (de) | 1978-09-19 | 1979-09-14 | Verfahren und Maschine zum Herstellen eines flachen,viereckigen Beutels und zum Füllen dieses Beutels mit einer bestimmten Menge fester oder flüssiger Stoffe |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0010018A1 (de) |
| FR (1) | FR2436672A1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0621187A1 (de) * | 1993-04-22 | 1994-10-26 | Klöckner Hänsel GmbH | Vertikal taktweise arbeitende Flachbeutelmaschine |
| FR2714888A1 (fr) * | 1994-01-13 | 1995-07-13 | Croizer Jean | Procédé et dispositif de conditionnement à chaud et sous vide par défaut, de produits liquides contenant des éléments solides. |
| WO1997007891A1 (en) * | 1995-08-25 | 1997-03-06 | Cambridge Consultants Limited | Sealing apparatus and method |
| EP0819608A1 (de) * | 1996-07-11 | 1998-01-21 | Rovema Verpackungsmaschinen GmbH | Schlauchbeutelmaschine |
| WO2007091284A1 (en) * | 2006-02-07 | 2007-08-16 | Perfect Pack S.R.L. | Bag packaging machine with vertical intermittent operation |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2087828A (en) * | 1980-09-20 | 1982-06-03 | Auto Wrappers Norwich Ltd | Vertical form-fill-seal packaging machine |
| IT1145089B (it) * | 1981-09-11 | 1986-11-05 | Mapa Spa | Macchina per fare, riempire e sigillare sacchetti |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD34773A (de) * | ||||
| CH314815A (fr) * | 1952-01-03 | 1956-06-30 | Pickering Dorothy Frances | Procédé d'emballage de matières dans des emballages hermétiquement clos et appareil pour la mise en oeuvre de ce procédé |
| GB806128A (en) * | 1956-03-03 | 1958-12-17 | Modern Coffees Inc | Method and apparatus for making and filling coffee bags also applicable to packing other granular materials |
| DD31533A1 (de) * | 1963-09-02 | 1964-09-05 | Heinfried Patzelt | Packstoffzuführung an einer Verpackungsmaschine |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1167414A (fr) * | 1952-01-03 | 1958-11-25 | Procédé et appareil pour le conditionnement de matières dans des emballages hermétiquement clos | |
| FR1064427A (fr) * | 1952-10-15 | 1954-05-13 | Procédé pour la fabrication et le remplissage en continu d'ampoules souples | |
| DE1028038B (de) * | 1952-11-05 | 1958-04-10 | Hoechst Ag | Vorrichtung zum Verpacken von fluessigen oder pastenfoermigen Stoffen in Kunststoffbehaelter |
| DE1915049A1 (de) * | 1969-03-25 | 1970-10-01 | Peter Reutter | Vorrichtung und Verfahren zum Herstellen von Spitztueten |
-
1978
- 1978-09-19 FR FR7826763A patent/FR2436672A1/fr active Granted
-
1979
- 1979-09-14 EP EP79400644A patent/EP0010018A1/de not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD34773A (de) * | ||||
| CH314815A (fr) * | 1952-01-03 | 1956-06-30 | Pickering Dorothy Frances | Procédé d'emballage de matières dans des emballages hermétiquement clos et appareil pour la mise en oeuvre de ce procédé |
| GB806128A (en) * | 1956-03-03 | 1958-12-17 | Modern Coffees Inc | Method and apparatus for making and filling coffee bags also applicable to packing other granular materials |
| DD31533A1 (de) * | 1963-09-02 | 1964-09-05 | Heinfried Patzelt | Packstoffzuführung an einer Verpackungsmaschine |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0621187A1 (de) * | 1993-04-22 | 1994-10-26 | Klöckner Hänsel GmbH | Vertikal taktweise arbeitende Flachbeutelmaschine |
| FR2714888A1 (fr) * | 1994-01-13 | 1995-07-13 | Croizer Jean | Procédé et dispositif de conditionnement à chaud et sous vide par défaut, de produits liquides contenant des éléments solides. |
| WO1997007891A1 (en) * | 1995-08-25 | 1997-03-06 | Cambridge Consultants Limited | Sealing apparatus and method |
| EP0819608A1 (de) * | 1996-07-11 | 1998-01-21 | Rovema Verpackungsmaschinen GmbH | Schlauchbeutelmaschine |
| WO2007091284A1 (en) * | 2006-02-07 | 2007-08-16 | Perfect Pack S.R.L. | Bag packaging machine with vertical intermittent operation |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2436672A1 (fr) | 1980-04-18 |
| FR2436672B1 (de) | 1983-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CH416433A (fr) | Machine à fermer les sacs d'emballage | |
| FR2574050A1 (fr) | Dispositif de soudage transversal d'emballages | |
| WO1985002160A1 (fr) | Procede et dispositif pour la pose de poignees ou d'elements de rigidification sur une gaine tubulaire | |
| EP0010018A1 (de) | Verfahren und Maschine zum Herstellen eines flachen,viereckigen Beutels und zum Füllen dieses Beutels mit einer bestimmten Menge fester oder flüssiger Stoffe | |
| FR2510535A1 (fr) | Distributeur-applicateur de ruban d'assemblage | |
| BE884560A (fr) | Appareil de cerclage a fusionnement par frottement a commande entierement electrique | |
| FR2677606A1 (fr) | Procede et appareil pour la fabrication de sachets de the pyramidaux triangulaires. | |
| CH315776A (fr) | Machine à étiqueter, notamment des bouteilles | |
| FR2524913A1 (fr) | Machine a broder a tetes multiples | |
| FR2513964A1 (fr) | Perfectionnements aux machines a sceller | |
| FR2510026A1 (fr) | Dispositif de coupe longitudinale et transversale pour machine a emballer sous film | |
| FR2665876A1 (fr) | Machine a emballer, particulierement pour former des emballages a la chaine et analogue et son procede de fonctionnement. | |
| CH317329A (fr) | Machine pour la fabrication et pour le scellage à chaud de sacs | |
| EP0564360B1 (de) | Offsetdruckmaschine | |
| FR1464320A (fr) | Ouvre-boîte actionné électriquement | |
| EP0173592B1 (de) | Verfahren und Vorrichtung zur Herstellung von Rohren aus Pappe mit eingebautem Verschluss zur Verpackung von Gegenständen oder Dokumenten | |
| LU83200A1 (fr) | Appareil de distribution de produits en rouleaux,notamment d'essuie-mains en papier | |
| FR2754516A1 (fr) | Dispositif de conditionnement en continu de cachets en bandes d'etuis individuels | |
| FR2494212A1 (fr) | Dispositif d'emballage automatique de produits, notamment du pain | |
| BE517129A (de) | ||
| BE503811A (de) | ||
| FR2561988A1 (fr) | Dispositif d'empilage de sacs en matiere plastique dispose a la sortie de machines pour la fabrication de ces sacs | |
| BE504131A (de) | ||
| BE807062A (fr) | Procede pour la fabrication de sacs en matiere plastique et machine pour la mise en oeuvre de ce procede | |
| CH599876A5 (en) | Sheet set assembly machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE GB IT LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19801006 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 19830824 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: THIMON, JACQUES |